Настоящее изобретение относится к применению сульфида свинца в качестве катализатора в процессах дегидрирования алканов до соответствующих алкенов.
В основном, каталитическое дегидрирование низших алканов является простой, но все же важной реакцией, которая может быть проиллюстрирована дегидрированием пропана до пропена в соответствии с реакцией:
С3Н8<->С3Н6+Н2
При все возрастающем спросе на легкие олефины, то есть, низшие алифатические углеводороды с открытой цепью, имеющие углерод-углеродную двойную связь, возрастает важность каталитического дегидрирования. В частности, дегидрирование пропана и изобутана являются важными реакциями, коммерчески используемыми для производства пропилена и изобутилена соответственно. Пропилен представляет собой важный базовый химический строительный блок для пластиков и смол, и мировой спрос на пропилен неуклонно растет в течение десятилетий. Ожидается, что рост спроса на пропилен в скором времени будет равен или даже выше, чем спрос на этилен. Одним из основных применений изобутилена является использование в качестве исходного сырья при производстве простого метилтретбутилового эфира (МТВЕ).
Процесс, показанный выше, является эндотермическим и требует примерно 125 кДж/моль в качестве теплоты реакции. Таким образом, чтобы достичь разумной степени конверсии, процесс дегидрирования происходит при температуре примерно 600°С. Дегидрирование изобутана аналогично дегидрированию пропана во всех отношениях, кроме требования несколько более низкой температуры.
Существует 3-4 коммерческих способа для дегидрирования алканов, с использованием 3 различных катализаторов. Различия между этими способами в первую очередь касаются обеспечения теплоты реакции. Эти способы и катализаторы будут кратко описаны ниже.
a) Процесс Catofin (Катофин) (Гудри)
Этот процесс характеризуется теплотой реакции, обеспечиваемой предварительным нагревом катализатора. Процесс Catofin осуществляют в 3-8 адиабатических реакторах с неподвижным слоем, с использованием катализатора из оксида хрома/оксида алюминия, содержащего примерно 20% масс. оксида хрома. Этот катализатор может быть дополнен инертным материалом, имеющим высокую теплоемкость, или, в качестве альтернативы, материалом, который будет избирательно сгорать или реагировать с образовавшимся водородом, так называемым тепловыделяющим материалом (HGM). Могут добавляться промоторы, такие как калий.
Процесс Catofin является очень хорошо зарекомендовавшим себя способом и по-прежнему является доминирующим промышленным процессом дегидрирования. Поскольку теплота реакции обеспечивается с помощью катализатора, используется последовательное выполнение операций, во время которого слой катализатора используется для дегидрирования. Затем газ удаляют и катализатор регенерируют/нагревают, а оксид Cr(VI) восстанавливают водородом. Наконец, этот слой перед другим дегидрированием продувают водяным паром.
b) Процесс Snamprogetti-Yarzintez (Снампрогетти-Ярсинтез)
Этот процесс представляет собой вариант вышеуказанного способа с псевдоожиженным слоем, с использованием двойных псевдоожиженных слоев, по одному на процесс и режим регенерации, причем катализатор циркулирует между ними. В эксплуатации находятся многочисленные установки, например, в бывшем Советском Союзе и в Саудовской Аравии.
Деактивация катализатора может быть обусловлена механическими причинами, напряжением, вызванным в процессе циклов нагревания - охлаждения, и твердофазными реакциями, такими как диффузия хрома в решетку оксида алюминия. Это, однако, является вторичным по отношению к желанию избавиться от хрома, что является реальной сложностью в этом процессе, поскольку токсичность хрома представляет собой проблему. Более конкретно, присутствие хрома в катализаторе делает его опасным для окружающей среды и здоровья при обращении с ним. Это тем более так, потому что оксид хрома(VI), CrO3, и соответствующие соединения хрома в степени окисления VI легко образуются при окислении катализатора. Таким образом, каждый вид обращения с катализатором во время производства, транспортировки, загрузки и разгрузки представляет собой потенциальную опасность, и при растущем спросе на способы дегидрирования желательно найти эффективные, менее токсичные катализаторы дегидрирования.
с) Процесс Oleflex (Олефлекс)
В процессе Oleflex используют катализаторы из благородных металлов, в частности, промотированный катализатор из Pt/Al2O3, в реакционной системе из 3-4 реакторов с подвижным слоем, причем катализатор непрерывно регенерируется в отдельном регенерационном контуре. Теплота реакции обеспечивается предварительным нагреванием потока углеводорода. Катализатор из благородного металла подвергается медленной деактивации. Таким образом, в процессе Oleflex катализатор опускается вниз в слое с радиальным течением. Внизу катализатор транспортируется в реактор регенерации, где углерод на катализаторе сжигается и платина повторно диспергируется с помощью обработки хлором. Регенерированный катализатор возвращается обратно в цикл в верхнюю часть реактора дегидрирования. Время цикла составляет до одной недели.
Благородный металл нанесен на носитель из оксида алюминия и является стабилизированным с помощью олова и, возможно, других промоторов. Платина является хорошим выбором катализатора с технической точки зрения и образует стабильные сплавы с оловом. Основной проблемой с этим типом катализаторов является высокая цена, которой в настоящее время противодействуют стремлением уменьшить содержание платины.
d) Процесс STAR
Процесс STAR® (STAR является аббревиатурой для STeam Assisted Reforming) представляет собой общепризнанную коммерческую технологию дегидрирования, которая имеет некоторые привлекательные характеристики.
В качестве разбавителя используют водяной пар, и процесс протекает в трубчатом реакторе, таком как установка для парового риформинга, размещенном в печи. Теплота реакции обеспечивается путем обжига с помощью природного газа. Катализатор представляет собой платину (Pt), нанесенную на шпинель ZnAl2O4. Цинк (Zn) и Pt образуют некоторые очень устойчивые сплавы. Некоторое осаждение углерода имеет место, и катализатор необходимо регенерировать каждые восемь часов. Этот процесс иногда рассматривается со вторым реактором, в котором происходит селективное сжигание водорода наряду с дальнейшим дегидрированием. Очевидно, здесь также используется катализатор из благородного металла.
Как и в описанном выше процессе Oleflex, проблемой в данном случае является стоимость благородного металла. Поэтому было бы желательно заменить благородный металл основным металлом, то есть, обычным и недорогим металлом.
В настоящее время установлено, что дегидрирование алканов возможно с использованием конкретного представителя нового поколения катализаторов из сульфида металла, которые легко изготавливаются и остаются в своей активной фазе во время работы. Конкретным рассматриваемым сульфидом металла является сульфид свинца (II), PbS.
Таким образом, настоящее изобретение относится к катализатору для дегидрирования алканов до алкенов, причем указанный катализатор содержит каталитически активный материал, нанесенный на носитель, где этот каталитически активный материал представляет собой сульфид свинца (II) (PbS), и где катализатор регенерируется в несколько стадий.
Стадии регенерации включают в себя (а) окисление в разбавленном воздухе, (b) превращение в соответствующий сульфат и (с) превращение обратно в сульфид путем восстановления в разбавленном водороде, содержащем некоторое количество сероводорода. Окисление на стадии (а) предпочтительно проводят при температуре между 350 и 750°С, наиболее предпочтительно при температуре между 400 и 600°С.
Кроме того, изобретение относится к способу дегидрирования алканов до соответствующих ненасыщенных алкенов и водорода (Н2), включающему в себя контактирование алкана с катализатором, нанесенным на носитель, причем указанный катализатор содержит сульфид свинца (II) (PbS). Дегидрирование предпочтительно проводят при температуре между 500 и 650°С, наиболее предпочтительно при температуре между 520 и 620°С.
Дегидрирование проводят при давлении от на 0,5 бар ниже давления окружающей среды до на 5 бар выше давления окружающей среды, предпочтительно при давлении окружающей среды или при давлении от на 0,5 бар ниже давления окружающей среды до давления окружающей среды.
В этом способе подаваемый газ содержит серу в количестве, определенном так, что равновесная реакция PbS+Н2<->Pb+H2S смещается в направлении PbS на всем протяжении реактора. Это означает, что в реакторе должно постоянно присутствовать достаточно H2S для обеспечения присутствия PbS.
Термодинамические данные для этой реакции можно найти в HSC Chemistry for Windows, Outo-kompi, Finland (2002).
Понятие «сульфид свинца» относится к двум соединениям, содержащим свинец и серу, то есть, сульфиду свинца (II), PbS, содержащему свинец в степени окисления +2, встречающемуся в природе как минерал, называемый галенит, и сульфиду свинца (IV), PbS2, содержащему свинец в степени окисления +4. Настоящее изобретение рассматривает конкретно катализаторы дегидрирования, содержащие PbS.
Использование сульфидов свинца в качестве катализаторов до сих пор было достаточно немногочисленным. Однако сульфиды никеля, кадмия и свинца использовались в качестве катализаторов в восстановлении в паровой фазе нитробензола еще в 1930 гг (O.W. Brown and R.J. Hartmen, J. Phys. Chem., 34, 2651 -2665 (1930)), а сульфид свинца, в частности, оказался эффективным катализатором для этой цели.
Европейский патент ЕР 0568303 А2 раскрывает катализатор дегидрирования органических соединений, таких как алканы, до алкенов, который содержит сульфидированную комбинацию никеля и свинца на обработанном основанием некислотном носителе. Сера добавляется к потоку исходного сырья для поддержания селективности катализатора, но не раскрывается, что это добавление сдвигает равновесие в сторону сульфида металла.
Патент США US 2.768.931 описывает применение катализатора из сульфида свинца в процессе десульфуризации нефти, известном как процесс Bender™, где нефть, которая подлежит десульфуризации, после смешивания с подходящими реагентами пропускают через слой катализатора, содержащий сульфид свинца (II), нанесенный на инертный носитель. Используемый катализатор из сульфида свинца после этого может быть регенерирован, как указано в патенте США US 3.117.937. Катализаторы из сульфида свинца(II) для использования в процессах десульфуризации нефти, кроме того, описаны в патентах США US 3,247,089 и US 3,720,627. Ни один из этих патентов США не описывает эти катализаторы как пригодные для использования в качестве катализаторов дегидрирования.
Помимо этих старых документов из предшествующего уровня техники, в литературе, кажется, нет никакого упоминания, касающегося применения сульфида свинца в качестве катализаторов. Вероятно, это связано с тем, что может быть приведен ряд экологических соображений для отказа от использования свинцовых катализаторов.
Использование сульфидов металлов в более широком смысле, то есть, когда металл в первую очередь выбран из цинка (Zn), меди (Cu), марганца (Mn), молибдена (Мо), железа (Fe), кобальта (Со) и никеля (Ni), для дегидрирования изобутана до изобутена, известно из ряда документов из предшествующего уровня техники. Например, способы получения алкенов из алканов с использованием катализаторов из сульфидов металлов описаны в патенте Великобритании GB 488.651 (1938) и в патенте США US 3.280.210 (1966). Совсем недавно в статье Guowei Wang, Chunyi Li and Honghong Shan (ACS Catal 4 (4), 1139-1143, 2014) и ряде находящихся на рассмотрении китайских заявок на патенты (CN 104607168 A, CN 104069778 A, CN 104607168 А и CN 103861619 А) касаются дегидрирования алканов до алкенов и катализаторов для этой цели.
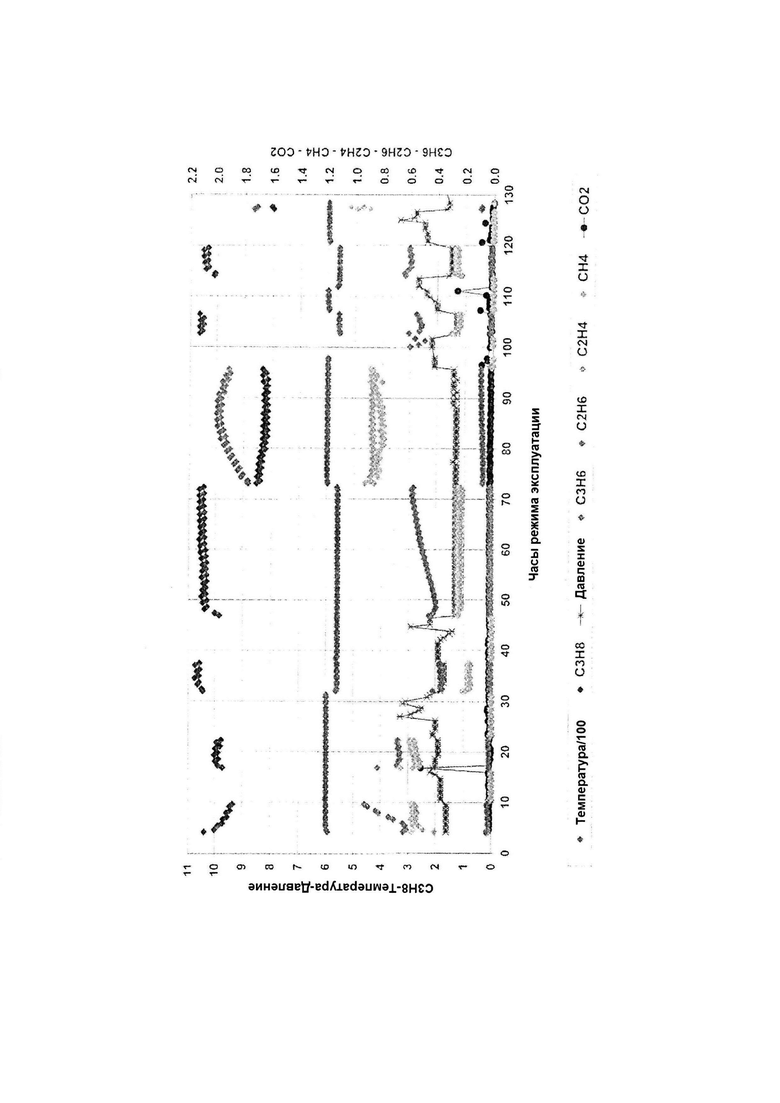
Прилагаемая фигура показывает дегидрирование пропана с использованием катализатора, содержащего 14%масс.Pb (атомная масса 207,2) в виде PbS. Отработанный катализатор продемонстрировал очень большие кристаллы PbS (~700 А). Таким образом, относительно поверхности, PbS может действительно быть очень активным.
Одно испытание, показанное на фигуре, показало активность 130 нл пропена/кг катализатора/час и энергию активации 1,6 эВ.
Повторные испытания с использованием свинцовых катализаторов, кроме того, показали признаки, такие как очень медленная реактивация после регенерации, как видно на фигуре. PbSO4 является одним из наиболее стабильных существующих сульфатов, и, вероятно, подвергается медленному восстановлению сульфата в сульфид. Другими очень стабильными сульфатами являются ZnSO4 и SnSO4.
В процессах дегидрирования, таких как процесс Oleflex, обычной практикой является добавление в процесс значительных количеств серы для защиты материала. Таким образом, на в основном стандартной установке будет использоваться количество диметилдисульфида, соответствующее концентрации H2S в газовой фазе, составляющей 20-100 м.д.
Свойства катализатора из сульфида свинца, применяемого в соответствии с настоящим изобретением, можно суммировать следующим образом: он имеет температуру плавления 1118°С и значение Kp (H2/H2S) при 600°С, равное 247.
Изобретение далее иллюстрируется в следующих примерах.
Испытания катализатора проводились в трубчатом реакторе, специально построенном для применения при высокой температуре, такого как риформинг смолы, и поэтому он подходит для испытаний, требующих газов, содержащих сульфиды. Реактор имеет длину примерно 100 см и внутренний диаметр 10 мм. Катализаторы, которые подлежат испытаниям, помещают на решетку, соединенную с передвижной термопарой, которая измеряет температуры на входе. Изотермический контроль обеспечивается с помощью четырех независимых зон нагрева. Испытания проводятся с использованием 10% пропана в смеси с азотом, к которой могут быть добавлены водород, азот и H2S. Типичная концентрация H2S может варьироваться от 50 м.д. до 0,5%, хотя низкие значения связаны с некоторой неточностью вследствие пристеночных эффектов. Это означает, что соотношение H2S/H2 может варьироваться от 10-3 до 10-1.
Типичными условиями испытаний были температура между 560 и 600°С, с использованием 5 г катализатора, подлежащего испытанию, во фракциях 2-5 мм. Некоторые из газов для испытаний перечислены в таблице ниже. В идеальном случае давление должно быть низким, но вследствие случаев падения давления в системе типичное давление находилось между 0,2 и 0,3 МПа. Цикл испытаний, как правило, будет заканчиваться газом 1 при 600°С, и оценка активностей будет основана на их эффективности при этом условии.
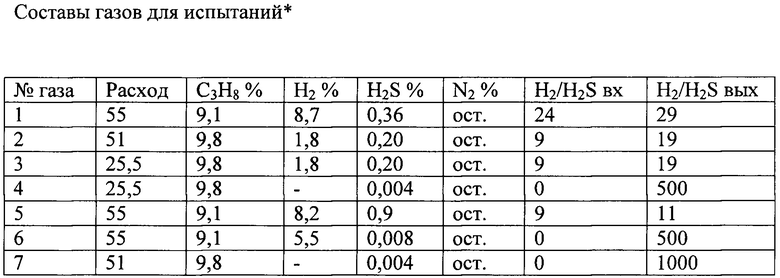
*) Расход измеряется в нл/ч; ост. представляет собой остальную часть; вх = на входе; вых = на выходе
Газы на выходе анализируют с помощью газовой хроматографии.
Контрольные испытания, проведенные как с пустым реактором, так и с 5 г носителя катализатора, дали тот же неожиданный результат, что образование СН4, С2Н4 было почти исключительно благодаря пустому реактору, а также что некоторое дегидрирование имело место, скорее всего, на стенке реактора. Для типичных условий испытаний, 560-600°С, количество пропена соответствовало, в пересчете на углерод, количеству C1 и С2. Расчеты диссоциации вследствие пустого пространства в реакторе хорошо согласуются с экспериментальными результатами. Следует отметить, что эти гомогенные реакции, протекающие при повышенных температурах, скорее всего, являются причиной пониженной селективности промышленных реакций, в частности, процесса Oleflex, в котором газ перед входом в реактор дегидрирования предварительно четыре раза нагревают до 650°С. Каталитическая реакция является высокоселективной; на самом деле, когда результаты корректируются с учетом вклада пустого реактора, достигается селективность, близкая к 100%. Образование этана было констатировано в присутствии катализаторов. Однако по сравнению с количеством, которое должно было бы присутствовать при образовании равновесного количества, гидрирование этилена было далеко не полным, указывая на то, что этилен является первичным продуктом из гомогенной диссоциации пропана.
Первые испытания проводились с использованием реактора с гильзой для термопары, изготовленной из того же материала. Они показали значительную сульфидную коррозию. Таким образом, в другой реактор и гильзу для термопары было внесено изменение. Этот реактор имел внутренний диаметр 15 мм, по сравнению с диаметром 10 мм в предыдущем. Это увеличило количество C1 и С2 на 50%.
Полученный результат был скорректирован с учетом селективности 50% в пустом реакторе. Таким образом, в пересчете на углерод, углерод в C1 и С2 оказывается равным пропилену, образованному с помощью пустого реактора. Показатель для катализатора была скорректирован с учетом этого вклада.
Пример 1
15 г Pb(NO3)2 растворяют в 37,5 г воды. Этот раствор используют для пропитывания 50 г носителя (pv=1 мл/г). Образец прокатывают в течение 1 часа, сушат в течение ночи при 100°С и прокаливают при 500°С в течение 2 часов (период повышения температуры 4 часа).
Затем образец промывают в 100 мл 2%-ного раствора K2CO3 в течение 1 часа (доска для прокатывания). После этого образец дважды промывают 200 мл воды (каждый раз по одному часу, доска для прокатывания). Образец отфильтровывают и сушат в течение ночи при 100°С. Катализатор содержит 14% масс. Pb и 0,8% масс. K.
Пример 2
20 г Pb(СН3СОО)2⋅3H2O растворяют в 37,5 г воды. Этот раствор используют для пропитывания 50 г носителя (pv=1 мл/г). Образец прокатывают в течение 1 часа, сушат в течение ночи при 100°С и прокаливают при 500°С в течение 2 часов (период повышения температуры 4 часа).
Затем образец промывают в 100 мл 2%-ного раствора K2CO3 в течение 1 часа (доска для прокатывания). После этого образец дважды промывают 200 мл воды (каждый раз по одному часу, доска для прокатывания). Образец отфильтровывают и сушат в течение ночи при 100°С. Катализатор содержит 18% масс. Pb и 0,8% масс. K.
Пример 3
15 г Pb(NO3)2 и 1,5 г KNO3 растворяют в 37,5 г воды. Этот раствор используют для пропитывания 50 г носителя (pv=1 мл/г). Образец прокатывают в течение 1 часа, сушат в течение ночи при 100°С и прокаливают при 500°С в течение 2 часов (период повышения температуры 4 часа). Катализатор содержит 14% масс. Pb и 1% масс. K.
Пример 4
20 г Pb(СН3СОО)2⋅3H2O и 1,6 г KNO3 растворяют в 37,5 г воды. Этот раствор используют для пропитывания 50 г носителя (pv=1 мл/г). Образец прокатывают в течение 1 часа, сушат в течение ночи при 100°С и прокаливают при 500°С в течение 2 часов (период повышения температуры 4 часа). Катализатор содержит 18% масс. Pb и 1% масс. K.
Пример 5
5,0 г катализатора, приготовленного в Примере 1, помещали в трубчатый реактор с поршневым потоком из нержавеющей стали (длиной 1,0 м и с внутренним диаметром 15 мм). Катализатор помещался в середину реактора и удерживался на решетке. В верхней части, а также на дне слоя катализатора была размещена термопара.
Давления на входе и выходе регистрировалось датчиками давления. Перед каталитическими испытаниями были проведены контрольные испытания, и результаты этих контрольных испытаний были вычтены из последующих каталитических испытаний. Контрольные испытания обычно показывали конверсию 4% при 560°С и конверсию 12% при 600°С, в обоих случаях с селективностью по пропену, равной 50%.
Сначала катализатор восстанавливали и сульфидировали в газе, состоящем из 50 нл/ч N2, 4,5 нл/ч Н2 и 0,5 нл/ч H2S, нагревая в этом газе от комнатной температуры до температуры реакции 600°С в течение периода 60 минут.
При 600°С катализатор подвергали испытаниям в газе, содержащем 45 нл/ч N2, 5 нл/ч С3Н8, 1,8 нл/ч Н2 и 0,2 нл/ч H2S. Он показал образование (после вычитания вклада реактора) 0,2 нл/ч пропена, соответствующее 40 нл/ч пропена/кг катализатора/ч. Вычитание вклада реактора показало селективность 100% в пределах экспериментальной погрешности. Эксперимент проводили при давлении 0,26 МПа, и измерения регистрировали после 10 часов реакции.
Пример 6
После 40 часов реакции катализатор подвергали регенерации в течение 6 часов при 560°С в присутствии газа, содержащего 49,5 нл/ч N2 и 0,5 нл/ч О2. Затем его восстанавливали и сульфидировали в течение 2 часов в газе, содержащем 50 нл/ч N2, 9 нл/ч Н2 и 1 нл/ч H2S. Затем его подвергали испытаниям в течение 20 часов при 560°С в газе, содержащем 45 нл/ч N2, 5 нл/ч пропана, 0,9 нл/ч Н2 и 0,1 нл/ч H2S. Было обнаружено образование 0,21 нл/ч пропена (после вычитания вклада реактора) при селективности приблизительно 100%, соответствующей 124 нл/ч пропена/кг катализатора/ч. Давление составляло 0,22 МПа.
Температуру повышали до 600°С с использованием той же реакционной смеси. По прошествии суммарного времени реакции 85 часов было обнаружено образование пропена (после вычитания вклада реактора) 0,62 нл/ч, что соответствует 124 нл/ч пропена/кг катализатора/ч. Давление составляло 0,22 МПа.
Катализатор регенерировали после более чем 50 последовательных часов в пропаносодержащем газе. Было зарегистрировано количество СО2, и было сделано заключение, что менее 1% конвертированного пропана оказалось в виде углерода на катализаторе и стенке реактора.
Катализатор восстанавливали и сульфидировали, а затем снова испытывали при 600°С, используя те же условия, что и выше. Он по-прежнему демонстрировал ту же производительность.
После охлаждения в азоте катализатор анализировали с помощью порошковой рентгеновской дифракции. Помимо материала носителя, наблюдался только PbS. Он имел средний размер кристаллитов 64 нм.
Катализатор согласно изобретению медленно деактивируется в результате осаждения углерода и поэтому его необходимо регенерировать, подобно коммерчески доступным катализаторам на основе платины или оксида хрома. Регенерация происходит путем обжигания в разбавленном воздухе, то есть, 1% O2 и 99% N2, при 560-600°С.
Регенерация большинства сульфидов металлов с использованием N2 с 1% О2 приведет к образованию соответствующего сульфата. Чтобы сохранить серу на катализаторе, регенерация должна начинаться при 400°С с последующим удалением углерода при 600°С.
Регенерация заставляет катализатор пройти через две стадии фазового перехода: от сульфида до сульфата или оксида и снова обратно в сульфид. Фазовые переходы включают не только структурные преобразования, но также изменения объема. Ожидается, что спекание/диспергирование системы достигнет стационарного состояния после ряда регенераций.
Во время дегидрирования на катализаторе осаждается некоторое количество углерода, что приводит к медленной деактивации. Дегидрирование происходит в течение нескольких часов с последующей регенерацией катализатора в N2, содержащем 1% O2. За этим обычно следует сульфидирование или прямое возвращение к дегидрированию. В этом случае имеет место прямая реакция между сульфатом и пропаном, что приводит к большому образованию CO2.
Носитель обрабатывают разбавленным щелочным соединением и затем промывают для удаления кислотных центров. Предпочтительно, разбавленное щелочное соединение представляет собой карбонат калия или любое другое соединение калия.
В экспериментах носитель погружали в разбавленный раствор карбоната калия с последующей двухстадийной промывкой в деминерализованной воде, получая в результате содержание калия 0,15% масс. Кислотные центры были удалены, но не обязательно все из них. Результаты показывают влияние давления на образование углерода, а также они указывают на то, что образование углерода происходит из пропилена, а не из пропана. Кроме того, результаты показывают, что во время регенерации происходит полное удаление углерода.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОРЫ ДЕГИДРИРОВАНИЯ АЛКАНОВ НА ОСНОВЕ СУЛЬФИДОВ | 2017 |
|
RU2734917C2 |
| ДЕГИДРИРОВАНИЕ АЛКАНОВ ДО АЛКЕНОВ | 2015 |
|
RU2692254C2 |
| КАТАЛИЗАТОР И СПОСОБ | 2010 |
|
RU2565757C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ | 2005 |
|
RU2280021C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГЕТЕРОГЕННО-КАТАЛИЗИРУЕМОГО ЧАСТИЧНОГО ДЕГИДРИРОВАНИЯ | 2003 |
|
RU2301219C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКРОЛЕИНА, ИЛИ АКРИЛОВОЙ КИСЛОТЫ, ИЛИ ИХ СМЕСЕЙ ИЗ ПРОПАНА | 2001 |
|
RU2312851C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКРОЛЕИНА И/ИЛИ АКРИЛОВОЙ КИСЛОТЫ | 2001 |
|
RU2285690C2 |
| РЕГЕНЕРАЦИЯ КАТАЛИЗАТОРОВ ДЕГИДРИРОВАНИЯ АЛКАНОВ | 2008 |
|
RU2477265C2 |
| РЕГУЛИРОВАНИЕ УРОВНЯ СЕРЫ ДЕГИДРОГЕНИЗАЦИЕЙ ПРОПАНА | 2014 |
|
RU2682670C1 |
| СПОСОБ ПОЛУЧЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПРОДУКТА ЧАСТИЧНОГО ОКИСЛЕНИЯ И/ИЛИ АММОКИСЛЕНИЯ УГЛЕВОДОРОДА, ВЫБРАННОГО ИЗ ГРУППЫ, ВКЛЮЧАЮЩЕЙ АКРОЛЕИН, МЕТАКРОЛЕИН, АКРИЛОВУЮ КИСЛОТУ, МЕТАКРИЛОВУЮ КИСЛОТУ, АКРИЛОНИТРИЛ И МЕТАКРИЛОНИТРИЛ | 2004 |
|
RU2356881C2 |
Изобретение относится к способу дегидрирования алканов до соответствующих алкенов и водорода (H2). Способ включает контактирование алкана с катализатором, содержащим сульфид свинца (II) (PbS) и нанесенным на носитель. Причем указанный катализатор регенерируют в несколько стадий. Технический результат – высокая активность, очень медленная реактивация после регенерации. 5 з.п. ф-лы, 1 табл., 1 ил., 6 пр.
1. Способ дегидрирования алканов до соответствующих алкенов и водорода (H2), включающий контактирование алкана с катализатором, содержащим сульфид свинца (II) (PbS) и нанесенным на носитель, причем указанный катализатор регенерируют в несколько стадий.
2. Способ по п. 1, где дегидрирование проводят при температуре между 500 и 650°С, предпочтительно при температуре между 520 и 620°С.
3. Способ по п. 1, где дегидрирование проводят при давлении от на 0,5 бар ниже давления окружающей среды до на 5 бар выше давления окружающей среды.
4. Способ по п. 3, где дегидрирование проводят при давлении окружающей среды или при давлении от на 0,5 бар ниже давления окружающей среды до давления окружающей среды.
5. Способ по любому из пп. 1-4, где подаваемый газ содержит серу в количестве, определенном так, что равновесная реакция PbS + H2 <-> Pb + H2S смещается в направлении PbS на всем протяжении реактора.
6. Способ по п. 1, где стадии регенерации катализатора включают в себя (а) окисление в разбавленном воздухе при температуре между 350 и 750°С, (b) превращение в соответствующий сульфат и (c) превращение обратно в сульфид путем восстановления в разбавленном водороде, содержащем сероводород.
| КОМПОЗИЦИЯ ГЕТЕРОФАЗНОГО ПОЛИОЛЕФИНА С УЛУЧШЕННЫМИ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2768931C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СОРБЕНТА НА ОСНОВЕ СУЛЬФИДА СВИНЦА | 2012 |
|
RU2488439C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СЕРЕБРА ИЗ СТОЧНЫХ ВОД И ОТРАБОТАННЫХ ТЕХНОЛОГИЧЕСКИХ РАСТВОРОВ | 1999 |
|
RU2154031C1 |
| US 3117937 A, 14.01.1964 | |||
| Способ определения теплофизических свойств вещества | 1972 |
|
SU568303A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕКТИФИКОВАННОГО СПИРТА | 2006 |
|
RU2315107C2 |

