Изобретение относится к области металлургии, а именно к области изготовления фольги из бериллия, которая используется в различных отраслях техники, в частности, для устройств, пропускающих рентгеновские лучи и радиационные пучки, причем в настоящее время бериллий является наиболее приемлемым материалом в связи с его низким коэффициентом поглощения рентгеновского излучения и используется в качестве выходных окон рентгеновских трубок, входных окон детекторов частиц и пропорциональных счетчиков.
Отличительная особенность бериллия - его низкая пластичность и технологичность при наличии примесей. Механические свойства бериллия определяются в основном чистотой металла, равномерностью распределения примесей, текстурой и величиной зерна. Качество фольги из бериллия оценивается по следующим характеристикам: равномерная толщина, вакуумная плотность, содержание примесей, шероховатость поверхности. Основные способы получения тонкой фольги из бериллия, определяющие ее качество, следующие:
- прокатка бериллиевых заготовок, полученных из слитков или порошковых заготовок;
- вакуумное напыление бериллия на подложку с последующим ее удалением;
- вакуумное напыление в сочетании с прокаткой напиленного материала.
Известен способ получения тонких бериллиевых пластин с большой механической прочностью для блока выпрямления рентгеновских лучей, используемых для передачи шаблона в литографическом процессе. Бериллий или бериллиевый сплав осаждают вакуумным напылением на подготовленную базовую структуру, базовая структура затем удаляется, оставляя тонкую бериллиевую пленку. Однако на стадии осаждения в тонкой бериллиевой пленке формируются пузыри и полости. Тонкая пленка затем окончательно формируется использованием горячей прокатки, чтобы улучшить ее плотность и, соответственно, механическую прочность (патент США №5017245).
Недостатком этого способа является то, что при рентгеновском облучении места с дефектами (закатанные пузыри и полости) начинают разрушаться.
Известен способ получения бериллиевой фольги, включающий нанесение на подготовленную поверхность подложки подслоя, препятствующего диффузии материала фольги в подложку, последующее осаждение слоев материала фольги и отделение полученной фольги от подложки. В фольгу после отделения от подложки имплантируют алюминий путем осуществления контакта фольги с материалом на основе оксида алюминия и термообработки при температуре 900-1050°С при суммарном парциальном давлении активных газов менее 1⋅10-3Па. Способ позволяет снизить хрупкость фольги при сохранении практически постоянной прозрачности окон при регистрации низкоэнергетических излучений (патент РФ №2199606).
Недостатками этого способа являются ограниченные размеры и снижение ее прозрачности при имплантации алюминия.
Известен способ изготовления бериллиевой и бериллийсодержащей фольги, в котором для повышения качества фольги используют подложку, исключающую диффузию материала фольги в подложку, многослойное напыление слоев материала фольги на подложку и отделение фольги от подложки. Слои формируются при нанесении материала, полученного магнетронным распылением мишени при повторяющемся движении поверхности подложки (патент РФ №2188876).
Недостатком способа являются ограниченные размеры получаемой фольги, отсутствие гарантированных свойств и вакуумной плотности.
Известен способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, отделение конденсата и последующую термообработку, в котором после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя оксида бериллия толщиной 2-10 нм с последующим многократным повторением этого цикла при количестве слоев бериллия не менее пяти (патент РФ №2036244).
Недостатками этого способа являются низкие механические свойства и вакуумная плотность фольги, присутствие в фольге оксида бериллия снижает прочностные характеристики и тем самым качество фольги в целом.
Известен способ получения фольги из бериллия, включающий заключение бериллиевой заготовки в металлический чехол, герметизацию, прокатку при температуре 600-800°С и удаление чехла, причем перед заключением бериллиевой заготовки в чехол ее помещают в раствор для пассивации с последующим нагревом на воздухе при температуре 550-600°С в течение времени, достаточного для образования модифицированной пассивной пленки толщиной до 10 мкм, а раствор для пассивации содержит (г/л): бихромат калия - 150-200, фтористоводородная кислота - 9,5-9,8, фторид натрия - 5-10, бериллий - 0,2-0,4, вода до 1 л. Технический результат: исключение сваривания бериллиевой заготовки с металлом чехла при прокатке и загрязнение бериллия легирующими элементами из металла чехла (патент РФ №2299102).
Недостатком этого способа является большая трудоемкость способа, малая эффективность пассивной пленки при многопроходной прокатке, а также разрушение фольги при удалении чехла.
Известен способ изготовления фольги из бериллия толщиной до 63,5 мкм или менее, включающий заключение бериллиевого листа в чехол из материала, имеющего соотношение обжатия, такое же, как и у бериллия, например из стали, герметизацию чехла, прокатку до требуемой толщины при температуре приблизительно 600-800°С, нагрев до температуры приблизительно 600-800°С и быстрое охлаждение, чтобы отделить фольгу бериллия от материала чехла (патент США №3354538).
Недостатком этого способа является то, что при прокатке происходит взаимное загрязнение бериллия и чехла легирующими элементами из-за их диффузии. В связи с этим фольга становится хрупкой. Кроме того, быстрое охлаждение способствует возникновению остаточных напряжений в фольге, которые могут привести к ее разрушению.
Наиболее близким является способ изготовления тонкой бериллиевой фольги из нанокристаллического бериллия толщиной до 100 мкм или менее, включающий заключение бериллиевой заготовки толщиной от 1…10 мм в металлический чехол, изготовленный из стали 20, его герметизацию, многопроходную прокатку с промежуточными подогревами при температурах 650-900°С, после каждого промежуточного подогрева выдерживают заготовку в печи не менее 5 мин, после завершения прокатки осуществляют охлаждение заготовки со скоростью не менее 10°С/мин и удаление чехла путем стравливания с последующим травлением или шлифованием поверхности фольги (патент РФ №2497611).
Недостатком этого способа является то, что для получения фольги используется нетехнологичный материал, содержащий газовые включения, что приводит к разрушению и коррозии фольги.
Задачей изобретения является разработка способа получения тонкой вакуумноплотной фольги из бериллия толщиной от 120 мкм до 20 мкм, при этом не изменяется химический состав бериллия в сравнении с исходной заготовкой, соответственно бериллиевой фольге обеспечиваются требуемые характеристики рентгеновской прозрачности и вакуумной плотности.
Технический результат получение тонкой вакуумноплотной фольги из бериллия с требуемыми характеристики рентгеновской прозрачности и вакуумной плотности.
Технический результат достигается в способе получения тонкой вакуумноплотной бериллиевой фольги, включающем заключение заготовки в металлический чехол, его герметизацию, нагрев до заданной температуры, многопроходную прокатку с промежуточными подогревами, охлаждение, удаление чехла, причем в качестве металлического чехла используют пластины из нержавеющей стали, а в качестве заготовки берут дистиллированный бериллий, при этом многопроходную прокатку осуществляют с относительным обжатием от 1% до 7% за проход, с изменением направления прокатки на 180° после каждого прохода до суммарной степени деформации 60%.
Многопроходную прокатку проводят при температуре 450-550°С, с промежуточными выдержками после каждой прокатки при этой температуре в течение от 1 до 15 минут.
Охлаждение до комнатной температуры проводят со скоростью от 10 до 40°С в минуту.
Фольгу бериллия подвергают отжигу в вакуумной печи при температуре 850-900°С в течение от 1 до 2 часов.
В качестве материала чехла используют пластины из нержавеющей стали марок 12Х18Н10, 12Х18Н10Т, 10Х17Н13М2 или 10Х17Н13М2Т толщиной от 1,5 мм до 0,5 мм.
В качестве заготовки берут дистиллированный бериллий марок ДВ-56, ДВР-56, ДИП-56, ДС-30, ДГП-56, ДШГ-56, ДШГ-200 и ТГП-56ПС.Использование в качестве заготовки дистиллированного бериллия позволяет получить тонкие вакуумплотные фольги из бериллия толщиной от 120 мкм до 20 мкм с требуемыми характеристики рентгеновской прозрачности, и вакуумной плотности. Использование металлического чехла из нержавеющих сталей марок 10Х17Н13М2, 10Х17Н13М2Т, 12Х18Н10 или 12Х18Н10Т, толщиной от 1,5 мм до 0,5 мм, и проведение прокатки при выбранных параметрах позволяет исключить сваривание бериллиевой заготовки с чехлом, что позволяет получить фольгу с вакуумной плотностью и рентгеновской прозрачностью.
При осуществление прокатки с изменением направления прокатки на 180° после каждого прохода до суммарной степени деформации 60% и относительным обжатием меньше 1% увеличивается время прокатки, а при относительным обжатием более 7% за проход повышается вероятность разрушения фольги.
Предлагаемым способом были изготовлены вакуумноплотные бериллиевые фольги толщиной от 120 мкм до 20 мкм.
Способ осуществляется следующим образом:
Заключают заготовку из дистиллированных сортов толщиной от 400 мкм, в металлический чехол в виде двух пластин из нержавеющих сталей марок 10Х17Н13М2, 10Х17Н13М2Т, 12Х18Н10 или 12Х18Н10Т, толщиной от 1,5 мм до 0,5 мм, их заваривают по периметру аргонодуговой или точечной сваркой, нагревают до температуры 450-550°С, проводят многопроходную прокатку при температуре 450-550°С с промежуточными выдержками после каждой прокатки при температуре 450-550°, в течение от 1 до 15 минут, с относительным обжатием от 1% до 7% за проход, с изменением направления прокатки на 180° после каждого прохода до суммарной степени деформации 60%. После завершения прокатки заготовку охлаждают на воздухе до комнатной температуры со скоростью охлаждения от 10 до 40°С в минуту. Удаление чехла осуществляют путем обрезания заваренного края чехла. Для снятия напряжений, возникших в процессе прокатки, фольгу бериллия подвергают отжигу в вакуумной печи при температуре 850-900°С в течение от 1 до 2 часов.
Сущность предлагаемого изобретения иллюстрируется следующими примерами:
Пример 1. Заготовка из дистиллированного бериллия толщиной 300 мкм, была заключена в металлический чехол из стали марки 12X18H10, толщиной 1,5 мм, чехол герметизирован и подвергнут многопроходной прокатке при температуре 550°С с относительным обжатием 7% за проход, с изменением направления прокатки на 180° до суммарной степени деформации 60%, с промежуточными выдержками после каждой прокатки при температуре 550°С, в течение 5 минут. После завершения прокатки заготовку подвергали охлаждению на воздухе до комнатной температуры со скоростью охлаждения 40°С в минуту. Удаление чехла осуществляли путем обрезания края чехла. Полученную фольгу из бериллия подвергали отжигу в вакуумной печи при температуре 900°С в течение 1 часа.
В результате была получена тонкая качественная вакуумноплотная фольга из бериллия толщиной 120 мкм.
Пример 2. Заготовка из дистиллированного бериллия толщиной 150 мкм, была заключена в металлический чехол из стали марки 10Х17Н13М2, толщиной 0,8 мм, чехол герметизирован и подвергнут многопроходной прокатке при температуре 520°С с относительным обжатием 5% за проход, с изменением направления прокатки на 180° до суммарной степени деформации 47%, с промежуточными выдержками после каждой прокатки при температуре 520°С, в течение 3 минут. После завершения прокатки заготовку подвергали охлаждению на воздухе до комнатной температуры со скоростью охлаждения 30°С в минуту. Удаление чехла осуществляли путем обрезания края чехла. Полученную фольгу из бериллия подвергали отжигу в вакуумной печи при температуре 870°С в течение 1 часа.
В результате была получена тонкая качественная вакуумноплотная фольга из бериллия толщиной 80 мкм.
Пример 3. Заготовка из дистиллированного бериллия толщиной 120 мкм, была заключена в металлический чехол из стали марки 10Х17Н13М2Т, толщиной 0,5 мм, чехол герметизирован и подвергнут многопроходной прокатке при температуре 500°С с относительным обжатием 3% за проход, с изменением направления прокатки на 180° до суммарной степени деформации 50% с промежуточными выдержками после каждой прокатки при температуре 530°С, в течение 4 минут. После завершения прокатки заготовку подвергали охлаждению на воздухе до комнатной температуры со скоростью охлаждения 20°С в минуту. Удаление чехла осуществляли путем обрезания края чехла. Полученную фольгу из бериллия подвергали отжигу в вакуумной печи при температуре 900°С в течение 1 часа.
В результате была получена тонкая качественная вакуумноплотная фольга из бериллия толщиной 60 мкм.
Пример 4. Заготовка из дистиллированного бериллия толщиной 50 мкм, была заключена в металлический чехол из стали марки 12Х18Н10Т, толщиной 0,5 мм, их чехол герметизирован и подвергнут многопроходной прокатке при температуре 460°С с относительным обжатием 1% за проход, с изменением направления прокатки на 180° до суммарной степени деформации 60%, с промежуточными выдержками после каждой прокатки при температуре 540°С, в течение 2 минут.
После завершения прокатки заготовку подвергали охлаждению на воздухе до комнатной температуры со скоростью охлаждения 10°С в минуту. Удаление чехла осуществляли путем обрезания края чехла. Полученную фольгу из бериллия подвергали отжигу в вакуумной печи при температуре 850°С в течение 2 часов.
В результате была получена тонкая качественная вакуумноплотная фольга из бериллия толщиной 20 мкм.
Химический состав и содержание примесей определялись на рентгенофлуоресцентном спектрометре ARL Advant’X. Вакуумная плотность определялась на образцах фольги диаметром 8, 10, 15 и 20 мм в приспособлении с помощью гелиевого течеискателя Shimadzu MSE - 2000R, скорость натекания <1×10-9 Па⋅м3/сек.
Шероховатость поверхности Ra≤0.20 мкм, измерялась на вакуумплотных образцах фольги на приборе TR 100.
В таблице 1 представлен химический состав заготовок и фольги из бериллия, полученной по предлагаемому способу.
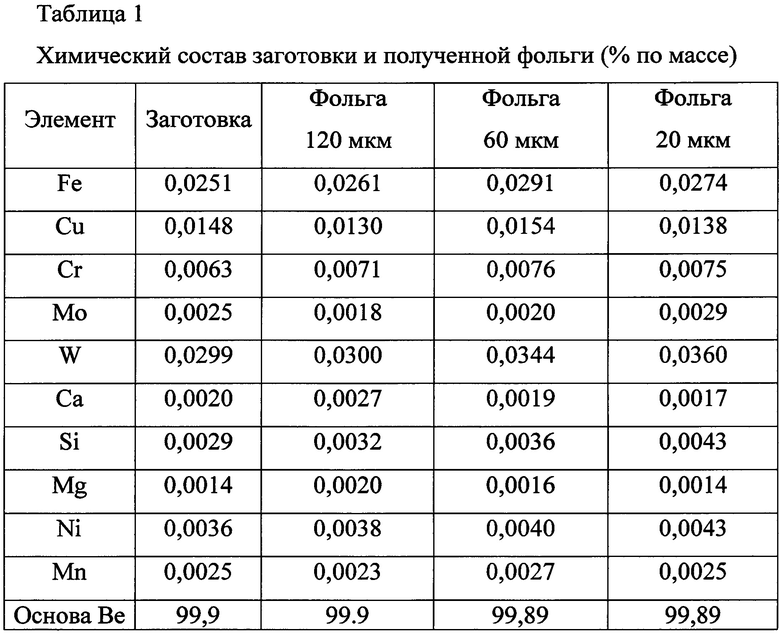
Как видно из таблицы 1, в процессе многопроходной прокатки химический состав бериллия не изменился. Высокая химическая чистота материала фольг обуславливает низкий коэффициент поглощения рентгеновского излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения вакуумноплотной фольги из бериллия | 2019 |
|
RU2731636C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ВАКУУМНОПЛОТНОЙ ФОЛЬГИ ИЗ БЕРИЛЛИЯ | 2012 |
|
RU2497611C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ БЕРИЛЛИЯ | 2005 |
|
RU2299102C1 |
| Способ вакуумноплотного соединения | 1980 |
|
SU867571A2 |
| Способ изготовления вакуумноплотного выпускного бериллиевого окна | 2023 |
|
RU2815735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ БЕРИЛЛИЕВОЙ ФОЛЬГИ | 1989 |
|
RU2036244C1 |
| Способ пайки бериллиевой фольги | 1975 |
|
SU538836A1 |
| Сборная заготовка для изготовления листов из бериллия и его сплавов | 1990 |
|
SU1779420A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ LIGA-ШАБЛОНА | 2010 |
|
RU2431882C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕРИЛЛИЕВОЙ И БЕРИЛЛИЙСОДЕРЖАЩЕЙ ФОЛЬГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2194087C2 |
Изобретение относится к области металлургии, а именно к изготовлению фольги из бериллия, которая используется в различных отраслях техники. Способ получения тонкой вакуумноплотной бериллиевой фольги включает заключение заготовки бериллия в металлический чехол, его герметизацию, нагрев до температуры прокатки, многопроходную прокатку заготовки бериллия в металлическом чехле с промежуточными выдержками, охлаждение и удаление чехла. В качестве заготовки бериллия используют дистиллированный бериллий, а в качестве материала чехла используют пластины из нержавеющей стали, при этом заготовку бериллия в чехле нагревают до температуры прокатки 450-550°С и осуществляют многопроходную прокатку с относительным обжатием от 1 до 7% за проход. После каждого прохода проводят промежуточные выдержки в течение 1-15 минут и изменяют направление прокатки на 180° после каждого прохода до достижения суммарной степени деформации 60%. Полученная фольга имеет высокую химическую чистоту, вакуумную плотность и прозрачность для рентгеновского излучения. 4 з.п. ф-лы, 1 табл., 3 пр.
1. Способ получения тонкой вакуумноплотной бериллиевой фольги, включающий заключение заготовки бериллия в металлический чехол, его герметизацию, нагрев до температуры прокатки, многопроходную прокатку заготовки бериллия в металлическом чехле с промежуточными выдержками, охлаждение и удаление чехла, отличающийся тем, что в качестве заготовки бериллия используют дистиллированный бериллий, а в качестве материала чехла используют пластины из нержавеющей стали, при этом заготовку бериллия в чехле нагревают до температуры прокатки 450-550°С и осуществляют многопроходную прокатку с относительным обжатием от 1 до 7% за проход, причем после каждого прохода проводят промежуточные выдержки в течение 1-15 минут и изменяют направление прокатки на 180° после каждого прохода до достижения суммарной степени деформации 60%.
2. Способ по п. 1, отличающийся тем, что охлаждение до комнатной температуры проводят со скоростью от 10 до 40°С в минуту.
3. Способ по п. 1, отличающийся тем, что после удаления чехла фольгу бериллия подвергают отжигу в вакуумной печи при температуре 850-900°С в течение от 1 до 2 часов.
4. Способ по п. 1, отличающийся тем, что в качестве материала чехла используют пластины из нержавеющей стали марок 12Х18Н10, 12Х18Н10Т, 10Х17Н13М2 или 10Х17Н13М2Т толщиной от 1,5 до 0,5 мм.
5. Способ по п. 1, отличающийся тем, что в качестве заготовки берут дистиллированный бериллий марок ДВ-56, ДВР-56, ДИП-56, ДС-30, ДГП-56, ДШГ-56, ДШГ-200 и ТГП-56ПС.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОЙ ВАКУУМНОПЛОТНОЙ ФОЛЬГИ ИЗ БЕРИЛЛИЯ | 2012 |
|
RU2497611C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ БЕРИЛЛИЯ | 2005 |
|
RU2299102C1 |
| US 3354538 A1, 28.11.1967 | |||
| JP 5456541 B2, 02.04.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ БЕРИЛЛИЕВОЙ ФОЛЬГИ | 1989 |
|
RU2036244C1 |

