Изобретение относится к области обработки металлов давлением, а именно к прокатке малопластичных металлов и сплавов.
Известна сборная заготовка, состоящая из бериллиевого сердечника, помещенного в чехол из нержавеющей стали аустенитно- го класса 1.
Однако при прокатке малопластичный сердечник, испытывая преимущественную деформацию, выдавливается из очага деформации и, не имея возможности свободно удлиняться, теряет устойчивость и встает волной. При этом металл сердечника с заднего конца, по ходу прокатки, затекает в зазоры между элементами чехла. Все это приводит к ухудшению планшетности и качества поверхности листа, к увеличению раз.нотолщинности и образованию трещин на боковых кромках листа.
Наиболее близким техническим решением к предлагаемой сборной заготовке является пакет-чехол для прокатки листов из бериллия и его композиций, состоящей из бериллиевогс сердечника, заключенного в стальную оболочку, вставки из пластичного металла с пределом текучести равным 0,6- 0,8 предела текучести бериллиевого сердечника и охватывающей последний по периметру боковых кромок 2.
Недостатком известной заготовки является то, что при суммарных степенях деформации свыше 30% более пластичный металл вставки постепенно выдавливается в зазоры между обкладками и бериллиевым сердечником, тем самым ухудшая качество его поверхности. Кроме того, бериллиевый сердечник, испытания преимущественную деформацию в условиях стесненной вытяжки, теряет устойчивость, что приводит к обXIXI
ю
разованию волнистости и коробоватости и увеличению разнотолщинности бериллие- вого листа. Целью изобретения является увеличение выхода годного и увеличение качества поверхности.
Поставленная цель достигается тем, что в сборной заготовке для изготовления листов из бериллия и его сплавов, состоящей из бериллиевого сердечника, заключенного в стальную оболочку, вставки из пластичного металла с пределом текучести, равным 0,6- 0,8 предела текучести прокатываемого металла, и рамки, в последней выполнена сквозная трапецеидальная прорезь с большим основанием, равным ширине бериллиевого сердечника, и углом наклона боковой стороны к продольной оси заготовки равным 5-10°, при этом вставка выполнена длиной 0,2-0,25 длины бериллиевого сердечника.
При прокатке бериллиевый сердечник, удлиняясь, задней кромкой давит на металл вставки, который выпрессовывается через отверстие известного сечения, образованное элементами чехла в сборе, с усилием равным усилию прессования металла вставки через пресс-форму равного сечения, при этом бериллиевый сердечник удлиняется при постоянном продольном сжимающем напряжениитпропорцийнальном усилию прессования,
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию существенные отличия.
Длина вставки 0,20-0,25 от длины бериллиевого сердечника выбрана исходя из того, что при суммарных обжатиях Б 60% между промежуточными отжигами вытяжка сердечника больше вытяжки оболочки на 10-20% в зависимости от подпирающего усилия со стороны вставки
Длина вставки больше 0,2-5 длины бериллиевого сердечника нецелесообразна в целях экономии материала оболочки, длина меньше 0,20 приводит к тому, что при прокатке металл выпрессовывается из пакета, а бериллиевый сердечник упирается в трапецеидальную прорезь в рамке, что приводит к разрушению заднего конца сердечника.
При углах наклона боковой стороны прорези продольной оси заготовки 5° невозможно достичь подпирающего усилия, которое способствует повышению деформируемости бериллиевого сердечника, а задняя кромка листа, полностью выпрессовав металл снимается в прорези с образованием трещин и других поверхностных дефектов.
При углах наклона больше 10° усилие прессования увеличивается настолько, что бериллиевая заготовка теряет устойчивость и встает волной, при этом нарушается планшетность листа, возникают многочисленные трещины и возможно даже разрушение листовой заготовки.
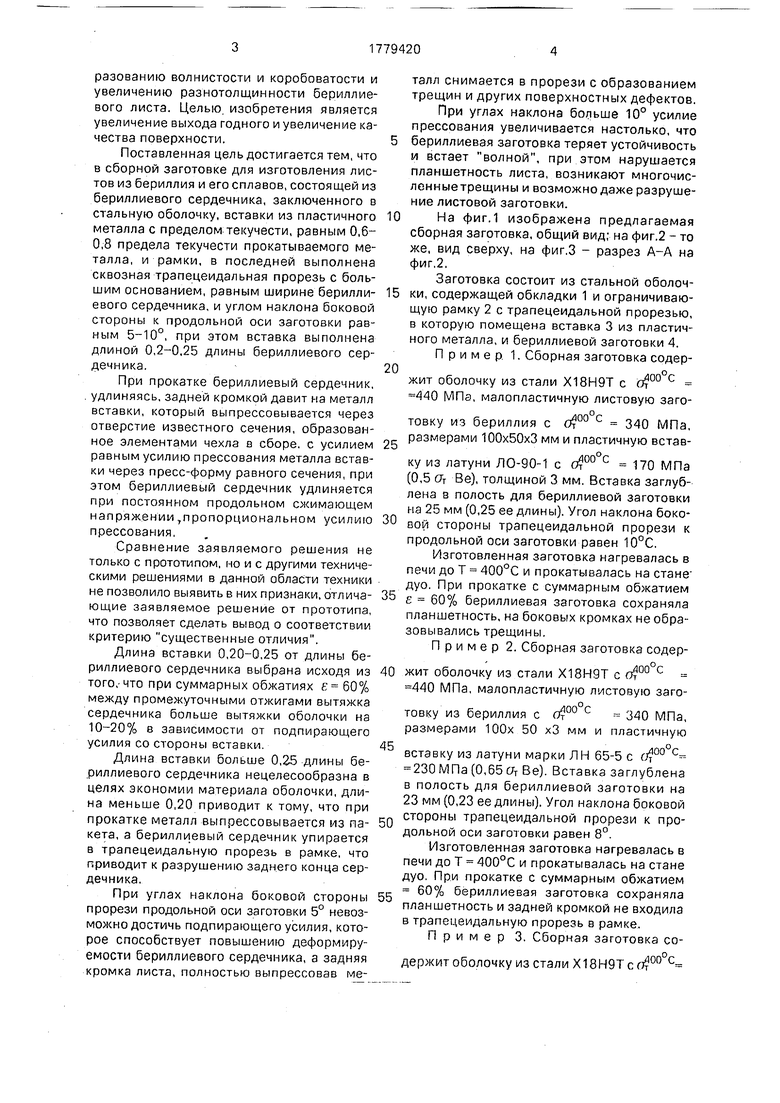
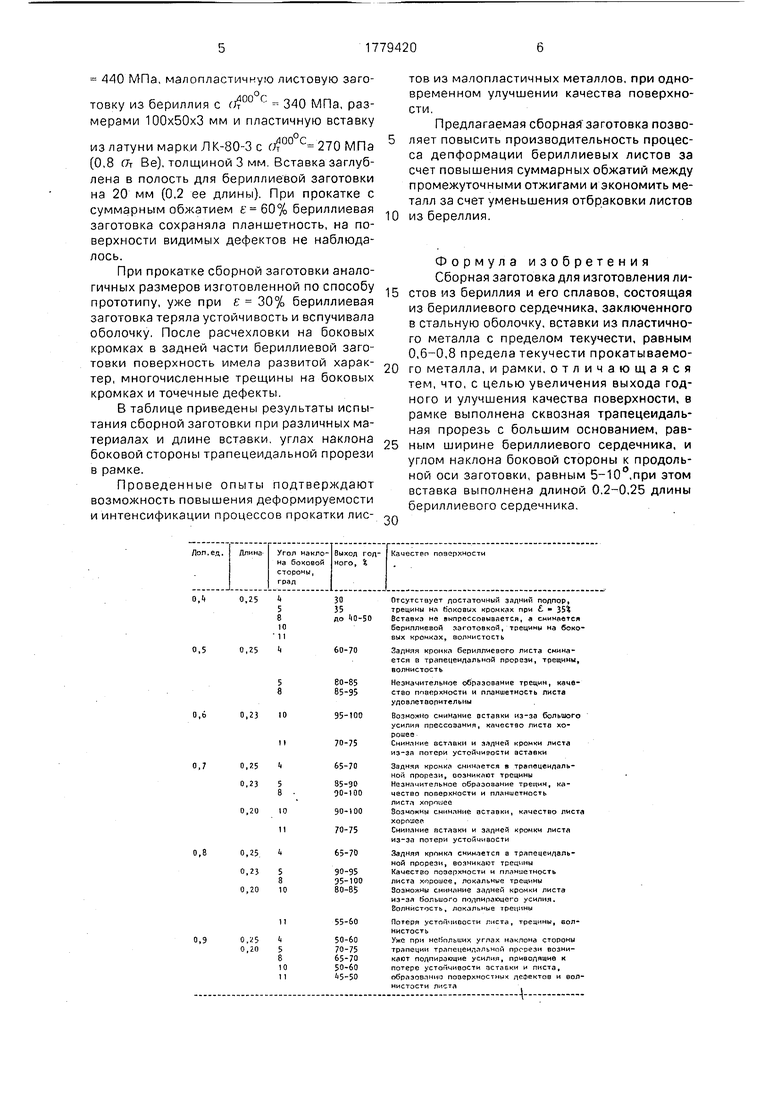
На фиг.1 изображена предлагаемая сборная заготовка, общий вид; на фиг.2 - то же, вид сверху, на фиг.З - разрез А-А на фиг.2.
Заготовка состоит из стальной оболоч- ки, содержащей обкладки 1 и ограничивающую рамку 2 с трапецеидальной прорезью, в которую помещена вставка 3 из пластичного металла, и бериллиевой заготовки 4.
Пример 1. Сборная заготовка содерйппос
жит оболочку из стали Х18Н9Т с о
440 МПа, малопластичную листовую заготовку из бериллия с с 340 МПа,
5
0
5
размерами 100x50x3 мм и пластичную вставку из латуни ЛО-90-1 с c 170 МПа (0,5 Of Be), толщиной 3 мм. Вставка заглублена в полость для бериллиевой заготовки на 25 мм (0,25 ее длины). Угол наклона боковой стороны трапецеидальной прорези к продольной оси заготовки равен 10°С.
Изготовленная заготовка нагревалась в печи до Т 400°С и прокатывалась на стане дуо. При прокатке с суммарным обжатием 5 Ј 60% бериллиевая заготовка сохраняла планшетность, на боковых кромках не образовывались трещины.
Пример 2. Сборная заготовка содер0 жит оболочку из стали Х18Н9Т с c 440 МПа, малопластичную листовую заготовку из бериллия с с - 340 МПа, размерами ЮОх 50 хЗ мм и пластичную
вставку из латуни марки ЛИ 65-5 с с- 230 МПа (0,65 ат Be). Вставка заглублена в полость для бериллиевой заготовки на 23 мм (0,23 ее длины). Угол наклона боковой п стороны трапецеидальной прорези к продольной оси заготовки равен 8°.
Изготовленная заготовка нагревалась в печи до Т 400°С и прокатывалась на стане дуо. При прокатке с суммарным обжатием
60% бериллиевая заготовка сохраняла планшетность и задней кромкой не входила в трапецеидальную прорезь в рамке.
Пример 3. Сборная заготовка содержит оболочку из стали X18H9Tcof00 c-
440 МПа, малопластичную листовую заготовку из бериллия с ( 340 МПа, размерами 100x50x3 мм и пластичную вставку
из латуни марки ЛК-80-Зс с 270 МПа (0,8 (7Т Be), толщиной 3 мм. Вставка заглублена в полость для бериллиевой заготовки на 20 мм (0,2 ее длины). При прокатке с суммарным обжатием е 60% бериллиевая заготовка сохраняла планшетность, на поверхности видимых дефектов не наблюдалось.
При прокатке сборной заготовки аналогичных размеров изготовленной по способу прототипу, уже при Ј 30% бериллиевая заготовка теряла устойчивость и вспучивала оболочку. После расчехловки на боковых кромках в задней части бериллиевой заготовки поверхность имела развитой характер, многочисленные трещины на боковых кромках и точечные дефекты.
В таблице приведены результаты испытания сборной заготовки при различных материалах и длине вставки, углах наклона боковой стороны трапецеидальной прорези в рамке.
Проведенные опыты подтверждают возможность повышения деформируемости и интенсификации процессов прокатки лис-
0
тов из малопластичных металлов, при одновременном улучшении качества поверхности.
Предлагаемая сборная заготовка позволяет повысить производительность процесса депформации бериллиевых листов за счет повышения суммарных обжатий между промежуточными отжигами и экономить металл за счет уменьшения отбраковки листов из береллия.
Формула изобретения Сборная заготовка для изготовления листов из бериллия и его сплавов, состоящая из бериллиевого сердечника, заключенного в стальную оболочку, вставки из пластичного металла с пределом текучести, равным 0,6-0,8 предела текучести прокатываемого металла, и рамки, отличающаяся тем, что, с целью увеличения выхода годного и улучшения качества поверхности, в рамке выполнена сквозная трапецеидальная прорезь с большим основанием, равным ширине бериллиевого сердечника, и углом наклона боковой стороны к продольной оси заготовки, равным 5-10°,при этом вставка выполнена длиной 0.2-0,25 длины бериллиевого сердечника.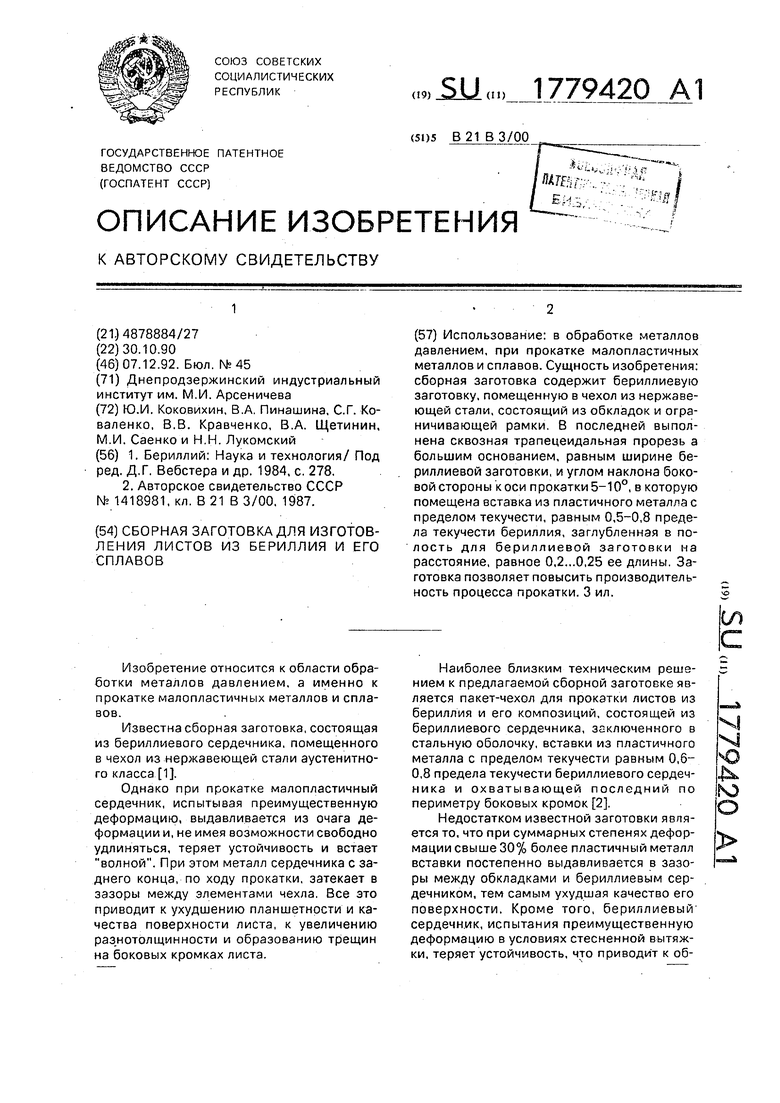
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб, преимущественно бериллиевых | 1991 |
|
SU1798025A1 |
| ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1995 |
|
RU2082809C1 |
| Способ изготовления проволоки из бериллия и его соединений | 1977 |
|
SU710713A1 |
| Способ прокатки листов | 1979 |
|
SU831231A1 |
| Способ изготовления бериллиевой проволоки | 1982 |
|
SU1126349A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ ДЛЯ НАРАБОТКИ ИЗОТОПА МО | 2016 |
|
RU2647492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ БЕРИЛЛИЯ | 2005 |
|
RU2299102C1 |
Использование: в обработке металлов давлением, при прокатке малопластичных металлов и сплавов. Сущность изобретения: сборная заготовка содержит бериллиевую заготовку, помещенную в чехол из нержавеющей стали, состоящий из обкладок и ограничивающей рамки. В последней выполнена сквозная трапецеидальная прорезь а большим основанием, равным ширине бе- риллиевой заготовки, и углом наклона боковой стороны коси прокатки5-10°, в которую помещена вставка из пластичного металла с пределом текучести, равным 0,5-0,8 предела текучести бериллия, заглубленная в полость для бериллиевой заготовки на расстояние, равное 0,2.,.0,25 ее длины. Заготовка позволяет повысить производительность процесса прокатки. 3 ил.
/
;
ХЧХХУ С
,/
А-А
У
/
Фие.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бериллий: Наука и технология/ Под ред | |||
| Д.Г | |||
| Вебстера и др | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| ПАРОВАЯ ИЛИ ГАЗОВАЯ ТУРБИНА | 1914 |
|
SU278A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 1418981, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
