(54) СПОСОБ ВАКУУМНОПЛОТНОГО СОЕДИНЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумноплотного соединения | 1969 |
|
SU380077A1 |
| Способ изготовления вакуумноплотного выпускного бериллиевого окна | 2023 |
|
RU2815735C1 |
| Способ получения тонкой вакуумноплотной бериллиевой фольги | 2019 |
|
RU2739457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| Способ диффузионной сварки материалов | 1973 |
|
SU493096A1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОЛУСФЕР РОТОРА ШАРОВОГО ГИРОСКОПА | 1994 |
|
RU2085348C1 |
| Способ получения вакуумноплотной фольги из бериллия | 2019 |
|
RU2731636C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРИЛЛИЕВОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2004 |
|
RU2257548C1 |
1
Изобретение относится к технологии получения диффузио1шой сваркой вакуумноплотного соединения бериллиевой пластины с медным корпусом входных окон вакуумных приборов и может быть использовано в электротехнической промышленности, налример, для изготовления входных окон рентгеновских трубок.
По основному авт. св. № 380077 известен способ вакуумноплотного соединения бериллиевой пластины с медным корпусом диффузионной сваркой, при котором бериллиевую пластину помещают между корпусом и вспомогательной медной деталью, соприкасающейся по периметру с корпусом, осуществляют двустороннюю диффузионную сварку бериллиевой пластш1ы с корпусом и вспомогательной дета.Ш)Ю и при сохранении давления, необходимого для диффузионной сварки, вспомогательную медную деталь припаивают к корпусу 1 .
Недостатком способа является низкая прочность соединения из-за напряжений в бериллиевой пластине при охлаждении.
Цель изобретения - повышение прочности соединения путем снижения напряжений бернл.
л -;е:;эй чластины при охлаждении и усталостной прочности соединения.
Поставленная цель достигается тем, что в способе вакуумноплотного соединения бериллиевой пластины с медным корпусом диффузионной сваркой, при котором бериллиевую пластину помещают между корпусом и вспомогательной медной деталью, соприкасающейся по периметру с корпусом, осуществ.пяют двустороннюю диффузионную сварку бериллиевой пластины с корпусом и вспомогательной деталью и при сохранении давления, необходимого для диффузионной сварки, вспомогательную медную деталь припаивают к корпусу, перед сваркой- между корпусом и вспомогательнь1м медным элементом в контакте с бериллиевой пластиной устанавливают прокладку из материала, теплофизкческие свойства которого близки бериллию, прокладку изготавливают из медноникелевого сплава, а в прюцессе охлаждения сваренного узла зону соед}шекия гофрируют.
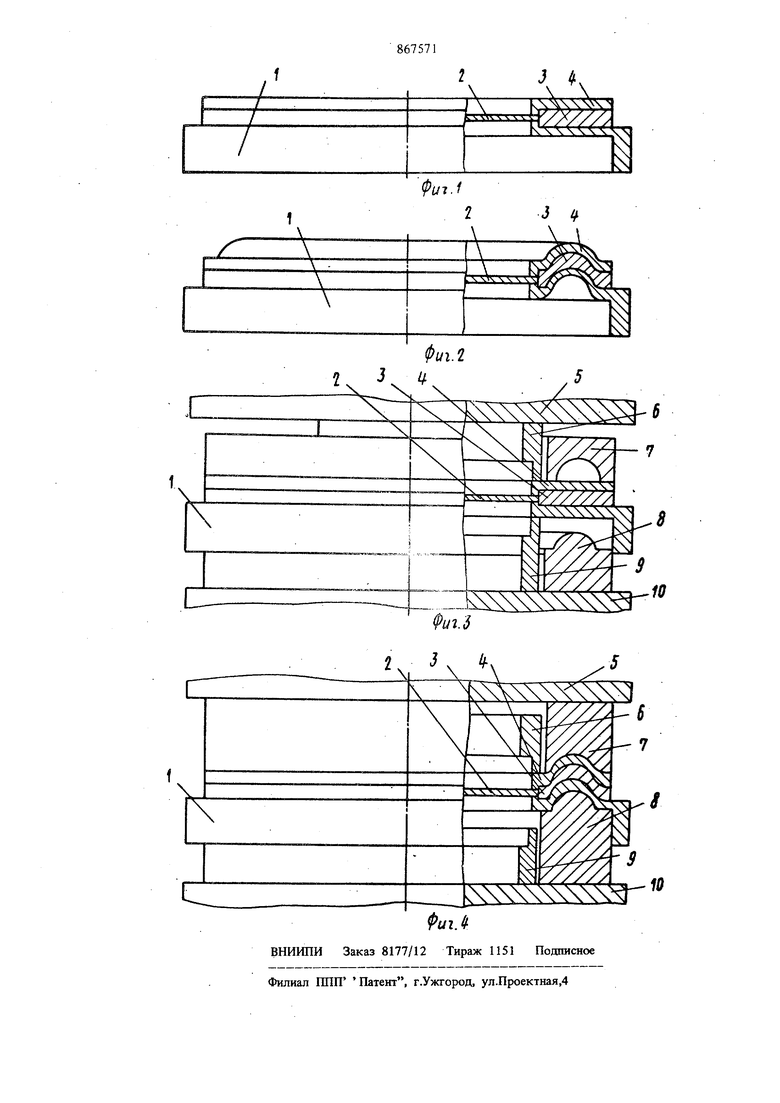
На фнг. I показано расположение соединяемых деталей до соединения; на фиг. 2, 3 - сборочно-сварочное приспособление перед вакуумноплотным соедш ением, общш вид; на фиг. 4 - конструкция изготовленного узла с деталями сборошто-сварочного приспособления. Устройство, реализующее способ, содержит медный корпус , бериллиевую пластину 2, прокладку 3 из материала, теплофизические свойства которого идентичны бериллию, вспомогательный медный, элемент 4, неподви иньш шток 5 сварочной установки, верхний пуансон 6 для сварки, верхний и нижний пуансоны 7 и для гофрирования, нижний пуансон 9 для сварк и подвижный IUTOK 10 сварочной установки. Способ осуществляют хгледующим образом. Перед сваркой на поверхность медного, корпуса 1 и вспомогательного медного элемента 4 наносят слой припоя вакуумным напылением. На нижний подвижный шток 10 сварочной установки (как показано на фиг. 2) устанавливают нижний пуансон 9 для сварки и нижний пуансон-8 для гофр1фования (фиг. 3). Затем на пуансон 8 устанавливают медный корпус 1, между корпусом 1 и вспомогательным медным элементом 4 укладывают бериллиевую пластину 2, контактно с бериллиевой пластиной 2 размещают прокладку 3, выполненную из материала, теплофизические свойства которого иденттны бериллию. Далее на вспомогательный медный элемент 4 последовательно устанавливают верх}1и пуансон 7 для гофрирования и верхний пуансон 6для сварки. В вакуумной камере сварочной у тановки проводят диффузионную сварку мемоду корпусом 1, вспомогательным медным элементо 4 и бериллиевой пластиной 2. При сохранении Л;авле} ия, необходимого диффузионно:й свар ки, после сварки прокладку 3 припаивают к ко пусу 1, бериллиевой пластине 2 и элементу 4, нагревая зону пайки до температуры расплавления припоя. В процессе охлаждения CBapeiiHoro узла (фиг. 2) зону соединения гофрируют, увел чением сварочного давления до значений, обеспечивающих пластическую деформагдаю, необхоллмую для гофрирования (фиг. 4). При охлажден1ш сварочное давление передается на пуансон 7и 8 для гофрирования-в результате того, что их выполняют из материалов, имеющих меньши температурный коэффициент расширения, чем материал пуансонов для сварки. Благодаря . применению прокладки из материала, теплофизические свойства которого близки к бериллшо, снижаются напряжения в контакте, что повышает прочность соедшгения. Благодаря гофрирова1шю зоны соединения повыщается усталостная прочность соединения прц термодикл1Р1еских нагрузках. Пример. Проводят вакуумноплоткое соединение бериллиевых дисков с диаметром 30 мм и толщиной 0,2 мм. В качестве проклад ки используют кольцо из медионикелевого спла ва CuNi 60, теплофизические свойства которо ГО близки бериллию. Перед сваркой на поверхности деталей, подлежащих соединению, наносят вакуумным напылением медносеребряный припой эвтектического состава. На нижний подвижный шток диффузионной установки 10 последовательно устанавливают нижний пуансон 9 для сварки, нижний пуансон В для гофрирования, на который контактно с бериллиевой пластиной 2 размещают прокладку 3 из медноникелевого сплава, вспомогательный медный элемент 4 и медный корпус 1. Затем на вспомогательный медный элемент 4 последовательно устанав;тивают верхний пуансон 6 для сварки и пуансон 7 для гофрирования. Собранный узел (фю:. 3) устанавливают в вакуум1гую камеру сварочной установки типа А-306,08 и осуществляют диффузионную сварку при 700 С, сварочном давлении 5 кгс/мм в течение 1 мин. Затем проводят пайку при 780 С в течение 0,5 мин при сохранерши сварочного давления. После охлаждения до 650 С зону соединения гофрируют, увеличив сварочное давление до 45 кгс/см . Пуансоны для сварки изготавливают из стали 12Х18Н10, а для гофрирования - из стали Р6М5. Испытания соединений проводят иа термостойкость и вакуумную гшотность при 450С. Применение предлагаемого способа позволит увеличить термостойкость соединений. При изготовлении опытно-промышле1шой партии входных окон детекторов рентгеновского излучения брак снизится на 30-36%. Формула изобретения 1.Способ вакуумной летного соединения бериллиевой пластины с медным корпусом по авт. св. N 380077, отличающийся тем, что, с целью повышения прочности соединения путем снижения напряжений бериллиевой пластины при охлаждении, перед сваркой межд корпусом и вспомогатешлгым медным элементом в контакте с бериллиевой пластиной устанавливают прокладку из материала, теплофизические свойства которого близки бериллию. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что, прокладку изготавливают из медноникелевого сплава. 3.Способ по п. 1, о т л и ч а ю щ и и с я тем, что, с целью повышения усталостной прочности соединения, в процессе охлаждения сваренного узла зону соединешся гофрир}юг, Источники 1шформации, принятые во внимание при экспертизе 1. Авторское свидетельстао СССР N 380077. кл. В 23 К 19/00, 14,07.69.
