Изобретение относится к области получения вакуумноплотных соединений разнородных металлов с бериллием при изготовлении выпускных окон рентгеновского излучения, применяемых в рентгеновских трубках.
Бериллиевые выпускные окна широко применяются в рентгеновской технике при производстве рентгеновских трубок, поскольку высокая радиационная прозрачность бериллия, которая в 17 раз выше, чем у алюминия, позволяет обеспечить прохождение рентгеновского излучения с незначительным поглощением.
В известном способе бериллиевый диск припаивают к оправе из железа чистой медью в высокочастотной водородной печи (В.Эспе «Технология электровакуумных материалов» Т.1, стр.232, государственное энергетическое издательство, Москва. 1962, Ленинград). Однако при металлографическом анализе на сканирующем электронном микроскопе (СЭM) в области спая отмечено формирование хрупкой Cu-Be фазы, что приводит к образованию микротрещин и резкому снижению вакуумной плотности выпускного окна, что в свою очередь приводит к сокращению срока работы рентгеновской трубки и выходу её из строя.
Наиболее близким к заявляемому изобретению является способ пайки бериллия со сплавом монель при изготовлении вакуумноплотных рентгеновских окон (Электронный научный журнал «ТРУДЫ ВИАМ», А. Н. Фоканов, В. С. Каськов, В. Ф. Подуражная. Пайка бериллия со сплавом монель при изготовлении рентгеновских окон. 2014). Известный способ включает изготовление бериллиевого диска и оправы из монеля, химическую подготовку к пайке в виде протравливания в кислотах оправы из монеля, бериллиевого диска и серебросодержащего припоя, сборку бериллиевого окна и его пайку в вакуумной печи. Для пайки используются серебряные припои с содержанием 72-92% Ag, а именно: ПСр72 (72Ag - 28Cu) и ПСр92 (92,5Ag - 7,5Cu).
Недостатком известного способа является то, что медь, входящая в состав припоев, формирует на поверхности бериллиевого диска хрупкую Cu-Be интерметаллидную фазу, которая способствует образованию микротрещин и, соответственно, снижает вакуумную плотность. Кроме этого, происходит диффузия жидкого серебра в монель, что порождает поверхностную межкристаллитную эрозию монеля, что также приводит к снижению вакуумной плотности рентгеновского окна. В результате, при определении вакуумной плотности рентгеновского окна, поток гелия при испытании на гелиевом масс-спектрометрическом течеискателе через неплотности паяного узла находится в диапазоне 1,8÷3,0×10-11 Па⋅м3/c, что недостаточно для длительного (не менее 5 лет) сохранения необходимого вакуума в рентгеновской трубке, что также приводит к сокращению срока работы рентгеновской трубки и выходу её из строя.
Следует отметить, что максимальная термостойкость выпускного окна определяется температурой плавления применяемого для изготовления выпускного окна припоя и соответствует 790°С для ПСр72 и 880°С для ПСр92, что ограничивает технологические возможности при герметичной приварке или пайке выпускного окна к корпусу (металлокерамической) рентгеновской трубки.
Задачей, на решение которой направлено предлагаемое изобретение, является:
- повышение вакуумной плотности выпускного окна рентгеновской трубки;
- повышение ресурса рентгеновской трубки;
- повышение термостойкости выпускного окна рентгеновской трубки;
- снижение стоимости изготовления.
Указанная задача решается тем, что предложен:
1. Способ изготовления вакуумноплотного выпускного бериллиевого окна, включающий изготовление бериллиевого диска, шайбы из серебросодержащего припоя и металлической оправы, их химическую подготовку, сборку бериллиевого окна, нагрев окна в вакууме и формирование из него неразборного соединения, отличающийся тем, что на бериллиевый диск со стороны припоя наносят тонкий слой переходного металла в виде кольца, устанавливают температуру нагрева, исключающую изменение агрегатного состояния шайбы из серебросодержащего припоя и переходного слоя, затем производят циклическое сжатие собранного бериллиевого окна вдоль его оптической оси.
2. Способ по п.1, отличающийся тем, что в качестве серебросодержащего припоя используют серебро с содержанием примесей не более 0,3%.
3. Способ по п.1, отличающийся тем, что в качестве переходного металла на бериллиевом диске используют никель.
4. Способ по пп.1-3, отличающийся тем, что бериллиевое окно нагревают и подвергают циклическому сжатию в вакууме не ниже 10-5 Па.
5. Способ по пп.1-4, отличающийся тем, что бериллиевое окно нагревают со скоростью не более 5 град./с до температуры не менее 400°С и проводят изотермическую выдержку.
6. Способ по пп.1-5, отличающийся тем, что при достижении температуры изотермической выдержки проводят термическую возгонку в вакууме окислов бериллия, серебра, никеля и металла оправы в течение не менее 120 минут.
7. Способ по пп.1-6, отличающийся тем, что бериллиевое окно после термической возгонки подвергают последовательному циклу сжимающих усилий давлением не менее 8,4 кгс/мм2, длительностью не менее 20 минут, причем количество циклов составляет не менее 2.
8. Способ по пп.1-7, отличающийся тем, что после цикла нагружения проводят цикл релаксации длительностью не менее 1 минуты.
9. Способ по пп.1-8, отличающийся тем, что после завершения нагрузочно-релаксационных циклов производят охлаждение бериллиевого окна в вакууме до 200°С со скоростью не более 5 град /с.
10. Способ по пп.1-9, отличающийся тем, что при одновременном изготовлении нескольких бериллиевых окон, между ними размещают пуансоны и затем проводят техпроцесс по пп.1-9.
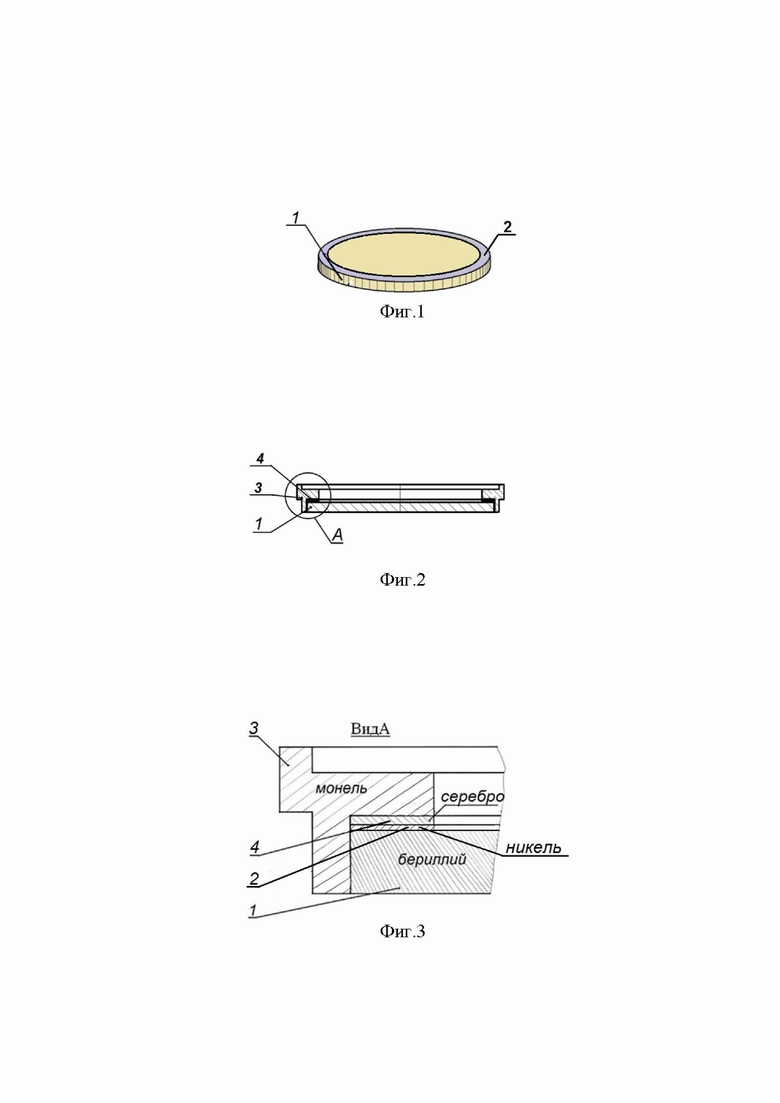
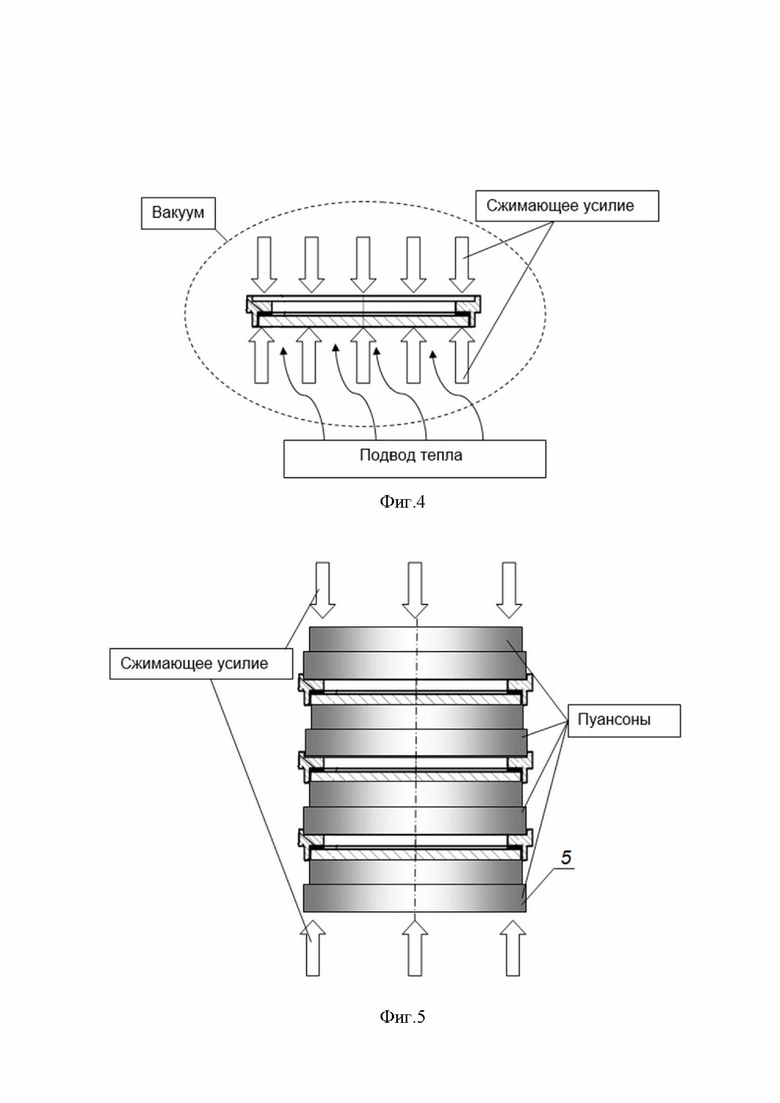
Изобретение поясняется чертежом, где на фиг.1 схематически представлен бериллиевый диск с нанесенным слоем переходного металла в виде кольца; на фиг.2 схематически представлена структура бериллиевого окна; на фиг.3 схематически показан увеличенный Вид-А с размещением бериллиевого диска и серебряной шайбы в металлической (монелевой) оправе; на фиг.4 схематически показана технологическая вакуумная среда с помещенным в неё бериллиевым выпускным окном, на которое прикладывается сжимающее усилие при подводе тепла; на фиг.5 схематически показано одновременное изготовление нескольких выпускных бериллиевых окон с использованием промежуточных пуансонов; на фиг.6 схематически показаны температурно-нагрузочные режимы; на фиг.7 снимок нагрузочного механизма, в котором размещено собранное и подвергнутое нагрузкам бериллиевое окно.
Выпускное бериллиевое окно состоит из бериллиевого диска 1 (фиг.1, фиг. 2, фиг. 3) с нанесенным слоем переходного металла в виде кольца 2 (фиг.1, фиг.2), металлической оправки 3 и шайбы 4 из серебра (фиг. 2, фиг.3). Детали 1, 3 и 4 при воздействии сжимающих усилий и температуры образуют между собой неразъёмное вакуумноплотное диффузионное соединение. Если предусмотрено изготовление сразу нескольких выпускных бериллиевых окон за один технологический цикл, то применяются пуансоны 5 (фиг.5), которые размещены между изготавливаемыми бериллиевыми окнами. Пуансоны 5 равномерно передают на бериллиевые окна усилия при циклическом сжатии.
Пример реализации предлагаемого способа
Разработано и изготовлено бериллиевое окно для металлокерамической рентгеновской трубки. Оправа выпускного окна изготавливалась из сплава монель НМжМц28-2,5-1,5 ГОСТ 1525-91. Для изготовления кольца из серебра использовался припой ПСр 99,9В ТУ 1868-329-05785324-2011 «Полосы и фольга из вакуумплавленных припоев» Московского завода спецсплавов в виде фольги толщиной 0,1 мм. Припой ПСр 99,9 содержит не более 0,1% примесей, то есть практически состоит из чистого серебра. Бериллиевые диски изготавливались из бериллия марки ТГП. На бериллиевые диски методом вакуумного магнетронного напыления с применением несбалансированного планарного магнетрона наносился кольцевой слой никеля толщиной 20-40 мкм. Все детали выпускного бериллиевого окна перед сборкой и последующей диффузионной сваркой подвергались химической обработке кислотами по техпроцессу, описанному в (Электронный научный журнал «ТРУДЫ ВИАМ», А. Н. Фоканов, В. С. Каськов, В. Ф. Подуражная. Пайка бериллия со сплавом монель при изготовлении рентгеновских окон. 2014).
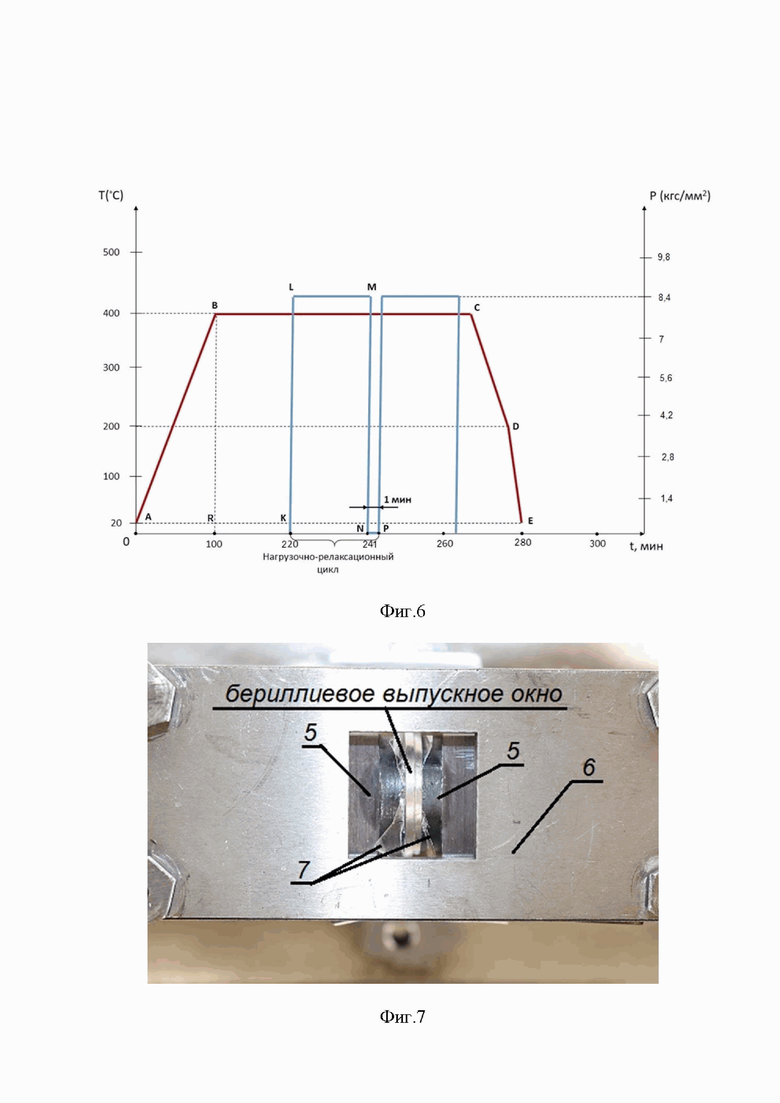
На фиг.6 схематически показаны температурно-нагрузочные режимы технологического процесса. На графике АВСDE показано изменение температуры. На графике KLMNP показан один из нескольких нагрузочно-релаксационных циклов. Перед диффузионной сваркой детали собранного бериллиевого выпускного окна помещались в термовакуумную установку ОТА 547 и подвергались очистке от окислов путем изотермической выдержки в вакууме не хуже 7×10-5 Па при температуре не менее 400°С в течение не менее 120 минут (см. фиг.6; отрезок RK). Скорость повышения температуры в вакуумной камере не превышала 5 град/c (фиг.6; отрезок АВ). Диффузионная сварка собранного бериллиевого выпускного окна производилась в термовакуумной установке при давлении нагрузки более 8,4кгс/мм2. Нагрузку выдерживали в течение 20 мин (фиг.6; отрезок LM), а затем, для снятия напряжений, следовал цикл релаксации путем снятия нагрузки длительностью 1 минута (фиг.6; отрезок NP). Применялось два нагрузочно-релаксационных цикла. Охлаждение проводилось в вакууме при скорости не более 5 град/c до температуры 200°С (фиг.6; отрезок СD). Дальнейшее охлаждение (отрезок DE) проводилось в воздушной среде до температуры 20°С.
Технологический процесс проводился в термовакуумной камере, в которой был установлен исполнительный механизм 6 (фиг.7), совмещенный с гидравлическим нагрузочным устройством. Для устранения нежелательной сварки пуансонов 5 с бериллиевым окном, применялись изолирующие прокладки из слюды 7 (фиг.7). Впоследствии выпускное бериллиевое окно было припаяно к медному аноду припоем ПСр72, имеющего температуру плавления почти на 170°С ниже, чем у припоя ПСр99,9. Проверка герметичности выпускного бериллиевого окна на масспектрометрическом течеискателе модели HELIOT 900 показало натекание по гелию не более 1,3 ×10-12 Па⋅м3/c, что говорит о высокой вакуумной плотности полученного изделия и, соответственно, повышении времени сохраняемости вакуума в металлокерамической рентгеновской трубке.
Таким образом, термостойкость полученного изделия была повышена, поскольку температура плавления припоя ПСр99,9 выше температуры плавления припоев ПСр72 и ПСр92, что позволяет при монтаже выпускного окна к корпусу анода применять не только пайку припоями ПСр72 и ПСр92, но и сварку, например, лазерную.
При изготовлении нескольких выпускных бериллиевых окон за один технологический цикл, с применением промежуточных пуансонов получается снижение стоимости изготовления окон.
Предлагаемое изобретение позволяет повысить вакуумную плотность и термостойкость выпускного окна, а также увеличить ресурс рентгеновской трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вакуумплотного бериллиевого выпускного окна | 2021 |
|
RU2760320C1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| Способ пайки бериллиевой фольги | 1975 |
|
SU538836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВИДИКОНА | 1991 |
|
RU2034354C1 |
| Способ вакуумноплотного соединения | 1980 |
|
SU867571A2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Способ получения тонкой вакуумноплотной бериллиевой фольги | 2019 |
|
RU2739457C1 |
| Способ вакуумноплотного соединения | 1969 |
|
SU380077A1 |
| Способ получения вакуумноплотной фольги из бериллия | 2019 |
|
RU2731636C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
Изобретение относится к области получения вакуумноплотных соединений разнородных металлов с бериллием при изготовлении выпускных окон рентгеновского излучения, применяемых в рентгеновских трубках. Способ изготовления вакуумноплотного выпускного бериллиевого окна включает изготовление бериллиевого диска, шайбы из серебросодержащего припоя и металлической оправы, их химическую подготовку, сборку бериллиевого окна, нагрев окна в вакууме и формирование из него неразборного соединения. На бериллиевый диск со стороны припоя наносят тонкий слой переходного металла в виде кольца. Устанавливают температуру нагрева, исключающую изменение агрегатного состояния шайбы из серебросодержащего припоя и переходного слоя. Производят циклическое сжатие собранного бериллиевого окна вдоль его оптической оси. Изобретение позволяет повысить вакуумную плотность выпускного окна рентгеновской трубки, повысить ресурс рентгеновской трубки, повысить термостойкость выпускного окна рентгеновской трубки. 9 з.п. ф-лы, 7 ил.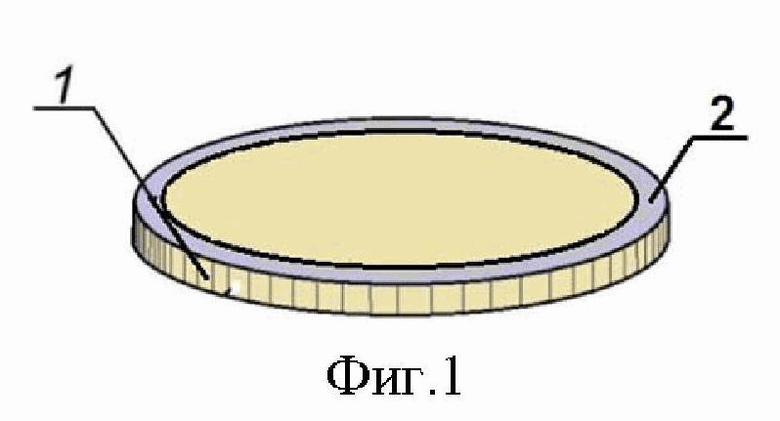
1. Способ изготовления вакуумноплотного выпускного бериллиевого окна, включающий изготовление бериллиевого диска, шайбы из серебросодержащего припоя и металлической оправы, их химическую подготовку, сборку бериллиевого окна, нагрев окна в вакууме и формирование из него неразборного соединения, отличающийся тем, что на бериллиевый диск со стороны припоя наносят тонкий слой переходного металла в виде кольца, устанавливают температуру нагрева, исключающую изменение агрегатного состояния шайбы из серебросодержащего припоя и переходного слоя, затем производят циклическое сжатие собранного бериллиевого окна вдоль его оптической оси.
2. Способ по п.1, отличающийся тем, что в качестве серебросодержащего припоя используют серебро с содержанием примесей не более 0,3%.
3. Способ по п.1, отличающийся тем, что в качестве переходного металла на бериллиевом диске используют никель.
4. Способ по п.1, отличающийся тем, что бериллиевое окно нагревают и подвергают циклическому сжатию в вакууме не ниже 10-5 Па.
5. Способ по п.1, отличающийся тем, что бериллиевое окно нагревают со скоростью не более 5 град./с до температуры не менее 400°С и проводят изотермическую выдержку.
6. Способ по п.5, отличающийся тем, что при достижении температуры изотермической выдержки проводят термическую возгонку в вакууме окислов бериллия, серебра, никеля и металла оправы в течение не менее 120 минут.
7. Способ по п.6, отличающийся тем, что бериллиевое окно после термической возгонки подвергают последовательному циклу сжимающих усилий давлением не менее 8,4 кгс/мм2, длительностью не менее 20 минут, причем количество циклов составляет не менее 2.
8. Способ по п.7, отличающийся тем, что после цикла нагружения проводят цикл релаксации длительностью не менее 1 минуты.
9. Способ по пп.7,8, отличающийся тем, что после завершения нагрузочно-релаксационных циклов производят охлаждение бериллиевого окна в вакууме до 200°С со скоростью не более 5 град./с.
10. Способ по пп.1-9, отличающийся тем, что при одновременном изготовлении нескольких бериллиевых окон между ними размещают пуансоны.
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕНТГЕНОВИДИКОНА | 1991 |
|
RU2034354C1 |
| Электронный научный журнал "ТРУДЫ ВИАМ", А.Н | |||
| Фоканов, В.С | |||
| Каськов, В.Ф | |||
| Подуражная | |||
| Пайка бериллия со сплавом монель при изготовлении рентгеновских окон | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| CN 104979150 A, 14.10.2015 | |||
| CN 111540661 A, 14.08.2020 | |||
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ПОЗИЦИОНИРОВАНИЯ НЕСКОЛЬКИХ СОЕДИНИТЕЛЬНЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 1991 |
|
RU2028921C1 |

