Изобретение относится к оборудованию, предназначенному для промежуточной транспортировки штучных изделий, имеющих частично обработанные и необработанные участки, на дальнейшую обработку
На практике является обычным, что подлежащие группированию предметы транспортируются на подающем конвейере, а с него передаются на примыкающий (группирующий) конвейер с отделениями для предметов.
Известно устройство регулятора потока продукции, служащее для отделения поступающего потока штучных изделий от расположенного следом устройства для дальнейшей обработки. Регулятор потока продукции включает фиксированный промежуточный накопитель с некоторым количеством уровней хранения, элеватор на стороне подачи с одним или несколькими уровнями транспортировки, для приема поступающих по конвейеру изделий в промежуточный накопитель, и элеватор на выходной стороне для отбора находящихся на промежуточном хранении изделий и их выдачи на конвейер, транспортирующий их далее. С входной стороны перед элеваторами, и с выходной стороны после элеваторов располагается буферное устройство. Благодаря буферному устройству элеватор со стороны подачи получает возможность использовать временной промежуток, за который заполняется буферное устройство, для вертикальной транспортировки, передачи продукции в промежуточный накопитель и возврата. (RU 2617253, кл. B65G 47/51, B65G 47/64, 2017 г.)
Известное устройство служит для согласования работающих с разной периодичностью, но примерно равной производительностью машин на входе и на выходе путем создания запаса. При этом изделия забираются с входного транспортера по одному или несколько, а промежуточный транспортер раздает их по ветвям параллельного и снова возвращается. Таким образом, необходимо совершить много ходов для заполнения по одному изделию на каждый параллельный транспортер, что сказывается на времени транспортирования изделий и на сложности всей системы транспортирования.
Известна линия для нанесения зернистого покрытия на отдельные участки изделий цилиндрической формы (RU 20043, кл. В05С19/00, 2001 г.), включающая цепной конвейер в виде двух смежно-расположенных параллельных цепей, соединенных основными звеньями рабочие элементы, имеющие паз для размещения в нем изделия, выступающего над основными звеньями вверх и направляющие элементы, выступающие вниз.
Недостатком известной технологической линии является ее большие продольные габариты, препятствующие возможности ее использования и влияющие, в конечном результате, на стоимости продукции.
Прототипом изобретения является непрерывная система для электроосаждения и нанесения полимерного покрытия на объект, имеющий удлиненную часть с головкой. Система содержит механизм подачи объекта, непрерывную ленту, содержащую множество направляющих элементов и множество удерживающих элементов. Каждый направляющий элемент включает базовую часть, взаимодействующую с непрерывной лентой и седловидную часть, имеющую форму, соответствующую наружной поверхности удлиненной части объекта. Каждый удерживающий элемент расположен относительно каждого направляющего элемента с образованием множества удерживающих блоков, расположенных вдоль ленты. Каждый удерживающий блок расположен для съемного удержания объекта, и каждый удерживающий элемент непрерывной ленты имеет часть рычага для раздельного удержания удлиненной части объекта между направляющим элементом и удерживающим элементом. Приводной механизм включен в оперативную связь с непрерывной лентой. Блок покрытия сообщен с непрерывной лентой, а сушильный блок сообщен с блоком покрытия. (KR20070052795, B65G15/58, C25D13/12, C25D13/22, 2007 г.)
Из-за последовательной транспортировки изделий технологическая линия требует больших производственных площадей. Кроме того известная система транспортирования не позволяет группировать изделия при переходе на другую стадию обработки или упаковки. Известное устройство не обеспечивает надежной фиксации изделий, поэтому обработанные части изделия могут соприкасаться между собой при транспортировке и передаче с одного участка обработки на другой, что недопустимо, например, с точки зрения состояния их поверхности или угрозы застревания и перекоса изделий из-за из взаимодействия между собой.
Проблемой изобретения является усовершенствование устройства регулятора потока штучных изделий, для передачи группы изделий с подающего транспортера на параллельный транспортер для дальнейшей обработки с возможностью исключения соприкосновения поверхностей изделий между собой.
Техническим результатом изобретения является сокращение производственных площадей при сохранении качества обработки поверхности штучных изделий, за счет исключения соприкосновения обрабатываемых поверхностей в процессе группирования изделий между участками последовательной и параллельной обработки.
Поставленная проблема и указанный технический результат достигаются тем, что регулятор потока штучных изделий включает подающий транспортер с направляющими и удерживающими изделия элементами. Согласно изобретению перпендикулярно подающему транспортеру смонтирован принимающий транспортер, выполненный в виде параллельно расположенных рамок с удерживающими элементами, а над принимающим транспортером установлен промежуточный накопитель в виде неподвижной направляющей рейки с выступом, выполненным с ответной частью направляющих элементов подающего транспортера, для взаимодействия с ним. Удерживающий элемент подающего транспортера выполнен в виде гребенки с пазами, расстояние между центрами которых обеспечивет условие, исключающее соприкосновение головок обрабатываемых изделий, например кровельных саморезов.
Удерживающий элемент принимающего транспортера выполнен в виде подпружиненного Г - образного элемента смонтированного с вертикально расположенной пластиной с образованием зазора между ними обеспечивающий зажим ножки обрабатываемого изделия, ниже головки.
Неподвижная направляющая рейка с выступом служит защитой для направляющих элементов подающего транспортера от зацепления верхними кромками приходящих на позицию загрузки рамок принимающего транспортера, а также препятствует смещению направляющих элементов подающего транспортера вслед за изделиями, уносимыми принимающим транспортером.
Удерживающий элемент подающего транспортера целесообразно выполнять в виде гребенки с пазами, расстояние между центрами которых обеспечивает условие, исключающее соприкосновение поверхностей головок обработанных, но не высохших изделий, например, таких как кровельные саморезы.
Удерживающий элемент принимающего транспортера выполнен в виде подпружиненного Г - образного элемента и вертикально расположенной пластины, которые смонтированы с образованием зазора между ними, обеспечивающий зажим ножки обрабатываемого изделия, ниже головки, то есть за необрабатываемые участки поверхности.
Расположение принимающего транспортера перпендикулярно подающему транспортеру значительно сокращает производственные площади за счет того, что обеспечивает одновременную обработку большого количества деталей на небольшой площади, сохраняя качество поверхности изделий при переходе с подающего на принимающий транспортер. При этом обеспечивается совместимость в одной технологической линии процессов поштучной и групповой обработки таких изделий.
Наличие неподвижной направляющей рейки с выступом для подающего транспортера обеспечивает механическую изоляцию обоих транспортеров, то есть избежание их соприкосновения и зацепления между собой. Кроме того, направляющая рейка принимает нагрузки, создаваемые на подающий транспортер при передаче изделий сидящих в нем туго, плотно, прилипших и таким образом служит как бы скелетом, препятствующим изгибу подающего транспортера, который сам по себе может быть весьма гибким.
Выполнение удерживающего элемента подающего транспортера в виде гребенки с пазами, расстояние между центрами которых подобрано таким образом, что головки обрабатываемых изделий, например, кровельные саморезы, не соприкасаются между собой. При этом гребенка, в которой расположены изделия, дает возможность легко передавать их на принимающий транспортер при перемещении принимающего конвейера.
Выполнение удерживающего элемента принимающего транспортера в виде подпружиненного Г - образного элемента, смонтированного параллельно с вертикально расположенной пластиной с образованием зазора между ними, дает возможность зажимать выступающую необрабатываемую часть изделия, исключая соприкосновение обработанных поверхностей изделий между операциями обработки. Для обеспечения надежной фиксации и последующего извлечения разных модификаций изделий, угол изгиба Г-образного элемента может отличаться от прямого.
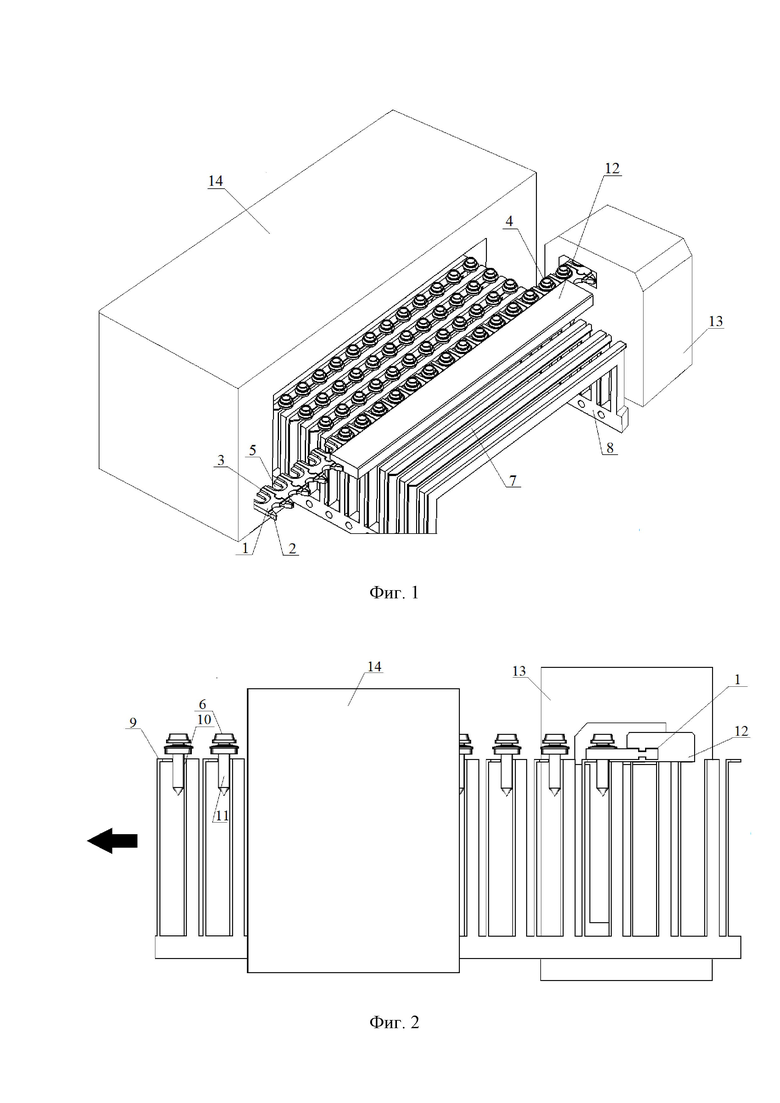
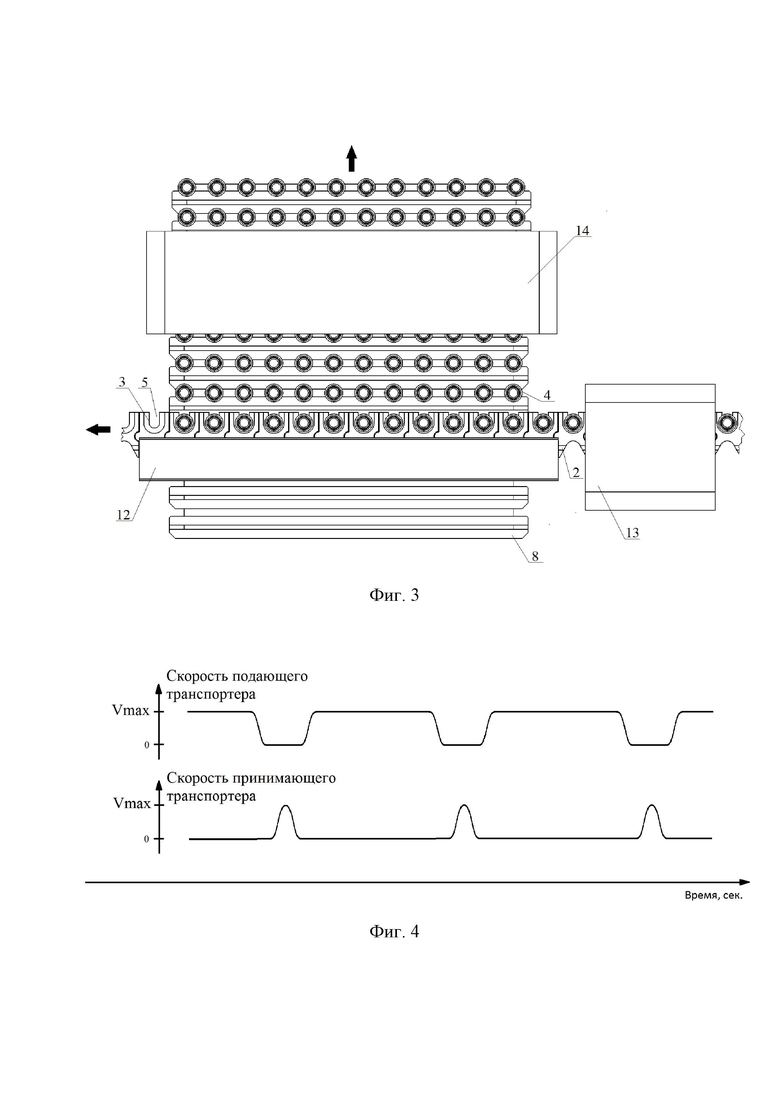
Изобретение иллюстрируется следующими чертежами, где на фиг. 1 – представлен внешний вид устройства; на фиг. 2 – вид сбоку на принимающий транспортер; на фиг. 3 – вид сверху на подающий транспортер и принимающий транспортер; на фиг. 4 график согласованного перемещение последовательного транспортера (верхняя кривая) и принимающего транспортера (нижняя кривая).
Регулятор потока штучных изделий включает механизм перемещения (на фиг. не показан) подающего транспортера 1, выполненного в виде непрерывной ленты с направляющими элементами 2 и удерживающими элементами 3 изделия 4, например, кровельных саморезов. Направляющие элементы 2 и удерживающие элементы 3, расположены вдоль ленты. Удерживающий элемент 3 подающего транспортера 1 выполнен в виде гребенки с пазами 5, расстояние между центрами которых обеспечивает условие, исключающее соприкосновение головок 6 обрабатываемых изделий 4. Перпендикулярно подающему транспортеру 1 смонтирован принимающий транспортер 7. График перемещения подающего транспортера 1 и принимающего транспортера 7 представлен на фиг. 4. Принимающий транспортер 7 включает рамки 8, расположенные параллельно друг другу с удерживающими элементами, выполненными в виде подпружиненного Г - образной элемента 9 и вертикальной пластины 10 расстояние между которыми равно расстоянию между центрами пазов 5 удерживающих элементов 3 подающего транспортера 1. Подпружиненный Г – образный элемент 9 и вертикальная пластина 10 зажимает транспортируемое изделие 4 за вертикальную ножку 11, ниже головки 6. Над принимающим транспортером 7 установлен промежуточный накопитель в виде неподвижной направляющей рейки 12 с выступом, которой сверху и снизу являются ответной частью направляющих элементов 2 подающего транспортера 1 (фиг. 2) для взаимодействия с подающим транспортером 1.
Устройство регулятора потока штучных изделий работает следующим образом.
Ножки 11 обрабатываемых изделий 4 расположены на подающем транспортере 1 в удерживающих элементах 3 и проходят через камеру 13 (участок поштучной обработки, например камеру покраски). Для того чтобы головки 6 изделий 4 не соприкасались друг с другом подающий транспортер 1 оснащен удерживающими элементами 3 в виде гребенки, форма пазов которых соответствует форме опорной части обрабатываемых изделий. Расстояние между центрами пазов 5 достаточное для исключения соприкосновения головок 6 между собой. Во время транспортировки изделия 4 надежно удерживаются на ленте за счет боковых стенок камеры 13. Выходя из камеры 13, лента направляющими элементами 2 входит в паз направляющей рейки 12, обеспечивая тем самым надежную фиксацию изделий 4 на подающем транспортере 1, исключая их смещение вследствие толчков и вибрации. Обработанные, с нанесенным, но еще не отвержденным покрытием, головки 6 изделия 4 не соприкасаются друг с другом. После того, как лента транспортера 1 с накопленными изделиями 4 расположится вдоль направляющей рейки 12, включается механизм принимающего транспортера 7. Вертикально расположенные ножки 11 изделия 4 из пазов 5 удерживающих элементов 3 с ленты сталкиваются в перемещаемые рамки 8 в направлении, перпендикулярном направлению движения подающего транспортера 1, зажимаются между Г-образным элементом 9 и вертикальной пластиной 10, ниже головки 6. Партия изделий, закрепленных на параллельных рамках 8, поступает на последующую обработку в камеру 14. Таким образом, изделия 4, переходят из камеры 13 в камеру 14 без соприкосновения друг с другом, не повреждая внешнюю, частично обработанную поверхность изделий. При этом за счет изменения направления перемещения изделий 4 происходит значительное сокращение площади для возможного размещения ряда оборудования необходимого по технологии обработки изделий, таких как плазменное напыление, покраска, сушка, сортировка, упаковка и интеграции их в технолгические линии, сочетающие стадии поштучной и групповой обработки.
Техническое решение регулятора потока штучных изделий не ограничивается представленным описанием изобретения и может быть в пределах заявленной формулы изобретения быть расширено. Например, удерживающий элемент подающего транспортера может быть выполнен в виде гибкой ленты или цепи. Удерживающий элемент принимающего транспортера может выполнить удерживающую функцию, например, с помощью магнитных, гравитационных или иных сил.
В настоящее время регулятор потока штучных изделий находится на стадии опытного образец, готовится серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ ТЕСТОВЫХ ЗАГОТОВОК ЛАПШИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097986C1 |
| Устройство для ориентированной подачи штучных изделий рядами | 1982 |
|
SU1074769A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИРПИЧА НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1972 |
|
SU348457A1 |
| РЕГУЛЯТОР ПОТОКА ПРОДУКЦИИ | 2013 |
|
RU2617253C2 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Машина для укладки штучных изделийВ КОРОбКи | 1979 |
|
SU846406A2 |
| УСТРОЙСТВО ПЕРЕНОСА ШТУЧНОГО ИЗДЕЛИЯ НА ИГЛЫ КОТТОННОЙ МАШИНЫ | 1971 |
|
SU315369A1 |
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| ПОДАЮЩАЯ ЛИНИЯ ДЛЯ ПОДАЧИ ИЗДЕЛИЙ В ФОРМЕ ПАРАЛЛЕЛЕПИПЕДА К МАШИНЕ ПОЛЬЗОВАТЕЛЯ | 1999 |
|
RU2233780C2 |
| САМОНАКЛАД | 1991 |
|
RU2057054C1 |
Регулятор потока штучных изделий включает подающий транспортер 1 с направляющими 2 и удерживающими 3 изделия 4 элементами. Перпендикулярно подающему транспортеру 1 смонтирован принимающий транспортер 7, выполненный в виде параллельно расположенных рамок 8 с удерживающими элементами, а над принимающим транспортером 1 установлен промежуточный накопитель в виде неподвижной направляющей рейки 12 с выступом, выполненным с ответной частью направляющих элементов 2 подающего транспортера 1, для взаимодействия с ним. Удерживающий элемент подающего транспортера выполнен в виде гребенки с пазами, расстояние между центрами которых обеспечивает условие, исключающее соприкосновение головок обрабатываемых изделий. Обеспечивается сокращение производственных площадей при сохранении качества обработки поверхности штучных изделий за счет исключения соприкосновения обрабатываемых поверхностей в процессе группирования изделий между участками последовательной и параллельной обработки. 1 з.п. ф-лы, 4 ил.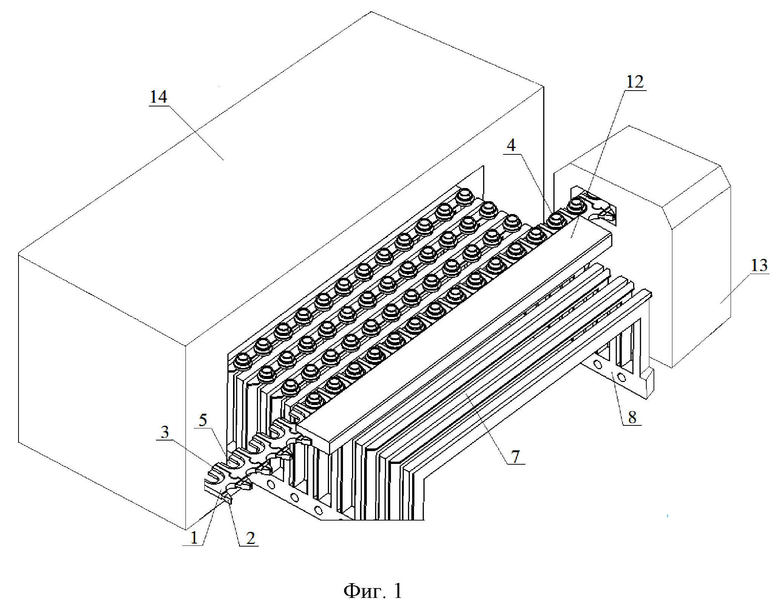
1. Регулятор потока штучных изделий, включающий подающий транспортер с направляющими и удерживающими изделия элементами, отличающийся тем, что перпендикулярно подающему транспортеру смонтирован принимающий транспортер, выполненный в виде параллельно расположенных рамок с удерживающими элементами, а над принимающим транспортером установлен промежуточный накопитель в виде неподвижной направляющей рейки с выступом, выполненным с ответной частью направляющих элементов подающего транспортера, для взаимодействия с ним, при этом удерживающий элемент подающего транспортера выполнен в виде гребенки с пазами, расстояние между центрами которых обеспечивает условие, исключающее соприкосновение головок обрабатываемых изделий.
2. Регулятор по п. 1, отличающийся тем, что удерживающий элемент принимающего транспортера выполнен в виде подпружиненного Г-образного элемента и вертикально расположенной пластины, которые смонтированы с образованием зазора между ними, обеспечивающий зажим ножки обрабатываемого изделия, ниже головки.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5306346 A, 26.04.1994 | |||
| US 3945901 A, 23.03.1976. | |||

