4
О5 СО
Изобретение относится к устройствам для ориентированной подачи штучных изделий рядами, например сырных головок.
Известно устройство для ориентированной подачи штучных изделий рядами, содержащее накопительный желоб с лотком, установленный у выходного конца лотка вибротранспортер с направляющими, смонтированную с зазором над вибротранспортером щетку, исполнительный механизм. Кроме того, лоток выполнен Г-образной формы с подпружиненной упорной стенкой, а исполнительный механизм состоит из силового цилиндра и подсоединенного к нему управляющего блока 1.
Известно также устройство для ориентированной подачи штучных изделий рядами, содержащее подающий транспортер с кареткой и лентой, огибающей барабан, установленный на валу, а также подвижный и неподвижный ролики и накопитель 2.
Однако сложная кинематическая схема и наличие множества отдельных узлов, как приспособление для подачи изделий двух . раскладывающих транспортеров, совершающих двухкоординатное движение в перпендикулярных направлениях, трех передаточных транспортеров (промежуточных транспортеров) и трех накопителей, не обеспечивает раскладки изделий в шахматном порядке.
Кроме того, устройство обеспечивает ориентирование изделий в ограниченную ширину: ширина конечного потока изделий превышает ширину поступающего потока только в три раза. Эти недостатки снижают технологические возможности устройства.
Целью изобретения является расширение технологических возможностей путем регулирования расстояния между изделиями на накопителе.
Поставленная цель достигается тем, что в устройстве для ориентированной подачи штучных изделий рядами, содержащем подающий транспортер с кареткой, смонтированный под ним промежуточный транспортер с кареткой и лентой, огибающий барабан, установленный на валу, а также подвижный и неподвижный ролики и накопитель, промежуточный транспортер оснащен рейкой, связанной одним концом с его кареткой, а на валу барабана закреплен с возможностью зацепления с рейкой диск, соединенный с барабаном посредством муфты свободного хода, при этом барабан выполнен с возможностью вращения в одном -направлении.
Кроме того, рейка связана с подвижным роликом через рычаг, плечо которого закреплено на штоке силового цилиндра, при этом полости силового цилиндра соединены с золотниковым распределительным механизмом имеющим мерные полости.
При этом рейка может быть снабжена выдвижной штангой.
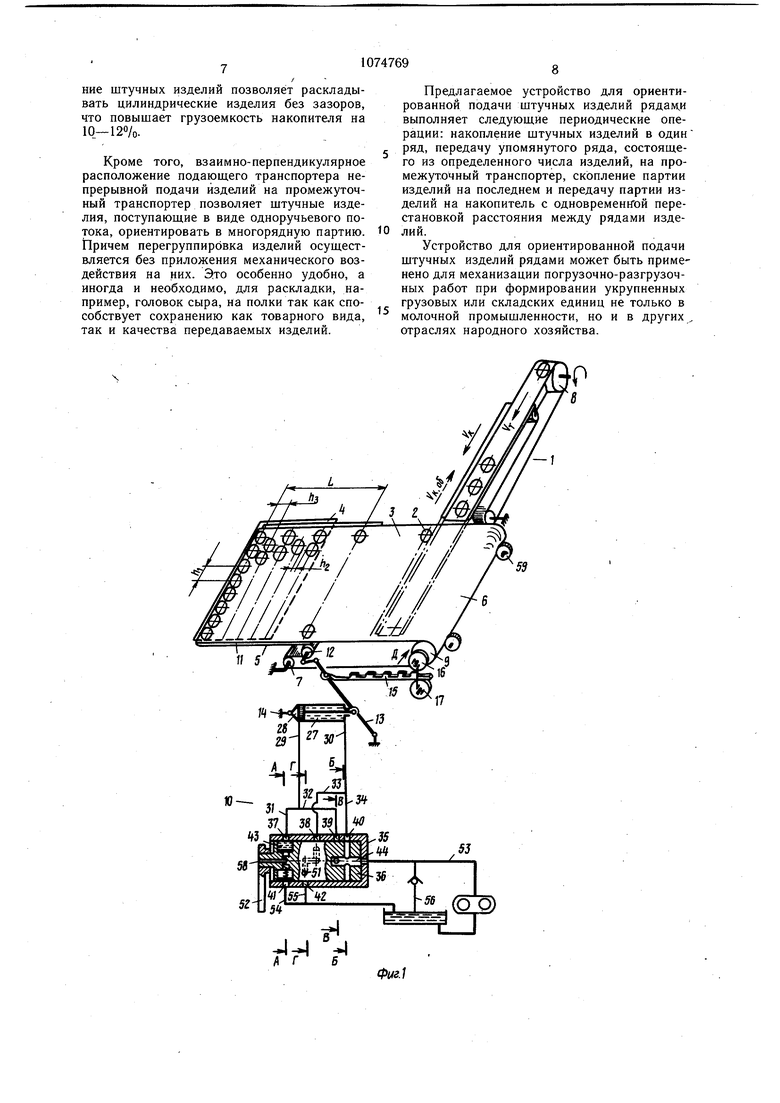
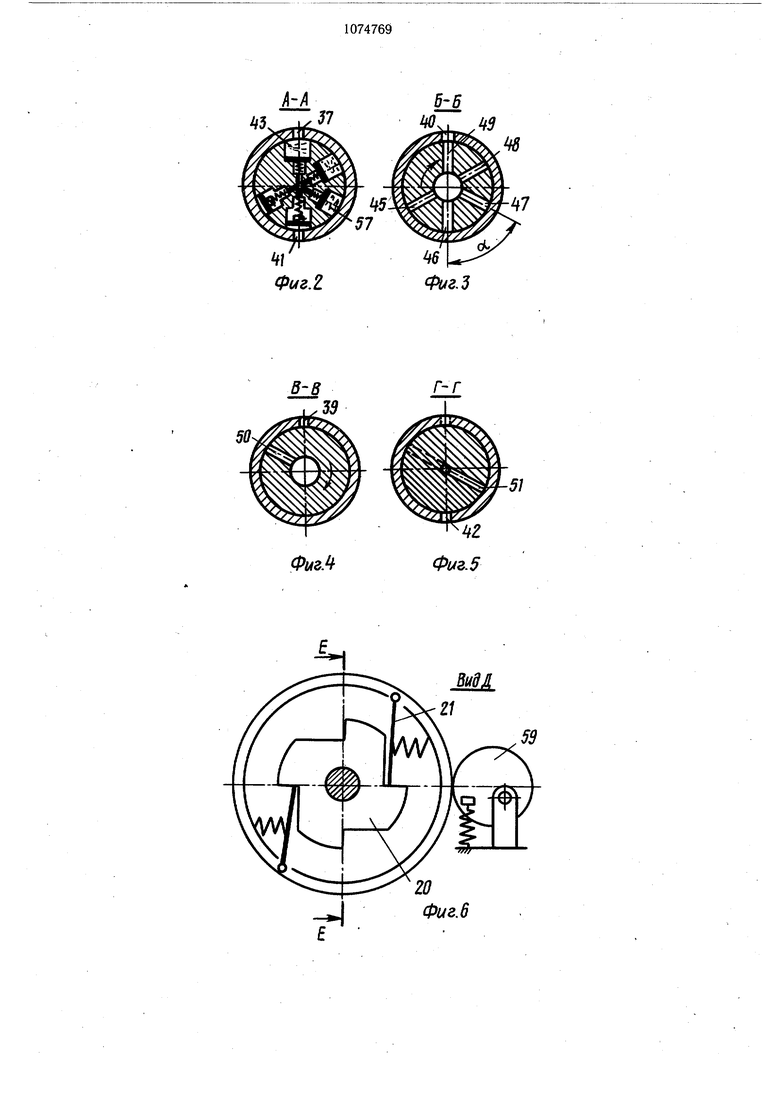
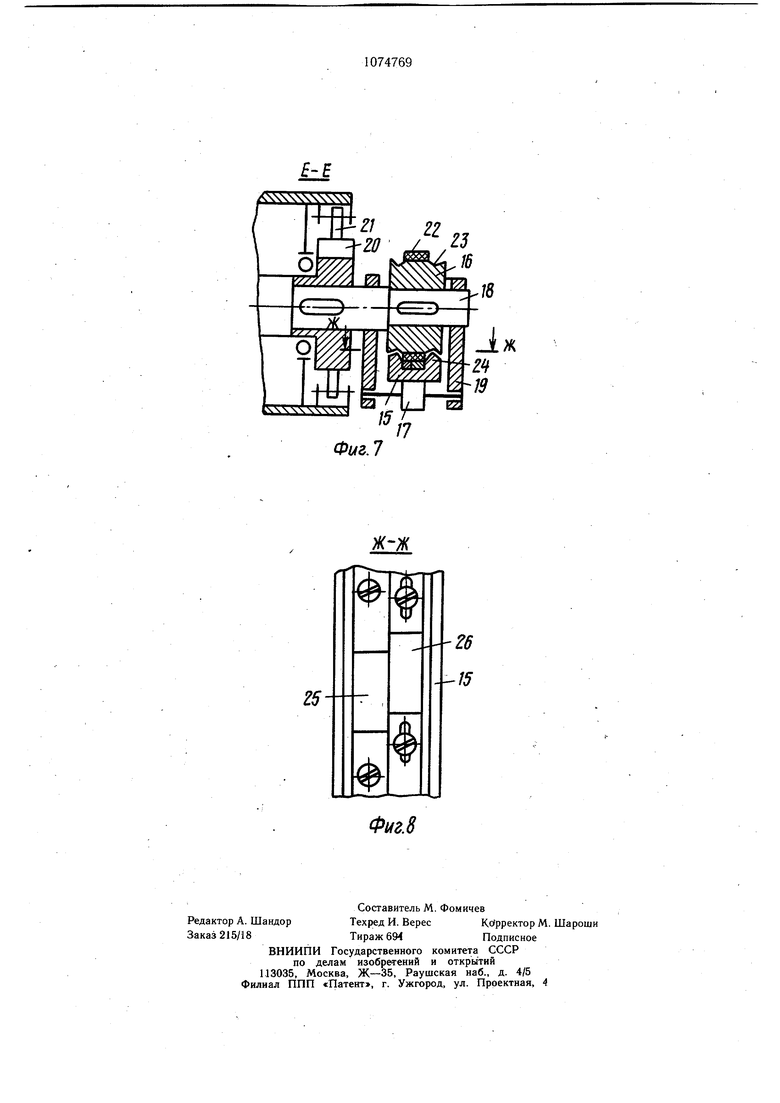
На фиг. 1 показано устройство для ориентированной подачи штучных изделий рядами, аксонометрический вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид Д на фиг. 1, в увеличенном масштабе; на фиг. 7 - разрез Е-Е на фиг. 6; на фиг. 8 - разрез Ж-Ж на фиг. 7.
0 Устройство для ориентированной подачи штучных изделий рядами содержит подающий транспортер 1 для непрерывной подачи изделий 2, например головок сыра, промежуточный транспортер 3, смонтированный перпендикулярно направлению подачи издеЛИЙ 2, и накопитель 4, например полку. Упомянутые узлы устройства смонтированы в разных уровнях: подающий транспортер 1 установлен с возможностью захода над рабочей поверхностью промежуточного транс0 портера 3, последний - над накопителем 4, подающий транспортер 1 для непрерывной подачи изделий и промежуточный транспортер 3 имеют аналогичные конструктивные элементы, как возвратно-поступательно движущиеся каретки 5, транспортирующий ор5 ган 6 в виде бесконечной ленты и отклоняющий неподвижный ролик 7.
Транспортер 1 дополнительно содержит приводной барабан 8 и привод для возвратно-поступательного перемещения каретки (не показан), а промежуточный транспор тер 3 содержит тормозной неприводной барабан 9 и привод, 10 для ступенчатого движения каретки 5. Возвратно-поступательно движущаяся каретка 5 состоит из пластинки 11 и подвижного ролика 12. Барабаны 8 и 9 и ролики 7 прикреплены к раме (не показана) , а каретка 5 установлена в направляющих (не показаны). При этом барабан 8, ролик и каретка транспортера 1 расположены так, что огибающий их транспортирующий орган образует конвейер с компенси0 рующей петлей.
Каретка 5 кинематически соединена посредством рычага 13 с гидроцилиндром 14 привода 10, а транспортирующий орган 6 промежуточного транспортера 3 - с дифференциальным механизмом перемещения,
5 состоящим из рейки 15 и диска 16. Рейка 15 поддерживается в зацеплении с диском 16 посредством прижимного ролика 17, соединенного с валом 18 через поводки 19. При этом диск 16 закреплен на валу 18 неподвижно. На валу 18 также неподвижно закреплено храповое колесо 20 и с возможностью вращения тормозной барабан 9, имеющий подпружиненные собачки 21, взаимодействующие с зубьями колеса 20.
5 Таким образом, диск 16, храповое колесо 20 и подпружиненные собачки 21 представляют собой муфту свободного хода. Для исключения проскальзывания диск 16
оснащен резиновым кольцом 22. Кроме того, для направления рейки 15 диск 16 имеет канавки 23, а сама рейка - соответствующие выступы 24. Фрикционное зацепление, состоящее из рейки 15 и диска 16 имеет возможность регулирования угла его дифференциального поворота. Для этого рейка 15 снабжена двумя щтангами 25 и 26, первая из которых жестко прикреплена к ней, а другая ус тановлена с возможностью выдвижения, для установки требуемой длины выступов.
Полости 27 и 28 гидроцилиндров 14 патрубками 29, 30 и ответвлениями 31-34 соединены с распределительным золотником 35. Последний содержит пробку 36, входные 37-40 и выходные 41 и 42 отверстия. Пробка 36 содержит мерные емкости 43, коли честно которых соответствует количеству накопляемых поперечных рядов, изделий 2 на транспортируемом органе 6 (например п 5 как условно показано на фиг. 1), центральный 44 и радиальные 45-51 каналы для подачи и отвода жидкости. Мерные емкости 43 и каналы 45-51 радиально расположены в пробке 36, угол между смежными емкостями или каналами равен of 360,i, где п - количество накопляемых поперечных рядов. Угол между первым каналом 45 и последним 49, а также между аналогичными емкостями 43 равен 2, что обеспечивает возможность реверса гидроцилиндра 14. При этом пробка 36 выполнена с возможностью ступенчатого поворота на угол с( и снабжена рукояткой 52, соединенной с исполнительным механизмом, например электромагнитом (не показан).
Привод 10 также содержит напорный патрубок 53 подачи и патрубки 54 и 55 отвода жидкости. Переливной патрубок 56 предназначен для перелив а избытка жидкости. Каждая мерная емкость 43 снабжена подпружиненным поршнем 57 и каналом 58, сообщающимися с атмосферой. Полезный объем каждой емкости 43 пропорционален величине хода ступенчатого перемещения каретки 5. Тормозной неприводной барабан 9 установлен с возможностью зацепления с эксцентриковым подпружиненным кулачком 59 и поэтому выполнен с возможностью одностороннего вращения по направлению удлинения промежуточного транспортера 3.
Устройство для ориентированной подачи щтучных изделий рядами работает слеi дующим образом.
Оно осуществляет следующие периодические операции: накопление щтучных изделий 2 в один ряд на подающем транспортере 1, передачу упомянутого ряда, состоящего из определенного числа изделий 2, на промежуточный транспортер 3, скопление партии изделий 2 на последнем, передачу партии изделий 2 на накопитель 4 с одновременной перестановкой расстояний между рядами изделий 2.
Накопленная партия, состоящая из определенного числа поперечных рядов изделий 2, причем в случае раскладки в шахматном порядке смещенных перпендикулярс но продольной оси промежуточного транспортера на щаг, равный половине диаметра изделий,2, готова для передачи. В этот момент отдельные элементы устройства для ориентированной подачи щтучных изделий рядами занимают крайние положения, т.е.
0 каретка 5 раздвинута максимально, из по- лости 28 гидроцилиндра 14 вытеснена вся рабочая жидкость. Каретка транспортера 1, осуществив раскладку последующего ряда изделий 2, начинает перемещаться по направлению передвижения верхней ветви бесконечной ленты для накопления первого ряда изделий 2 будущей партии. Поворотом пробки 36 по часовой стрелке на угол (X напорная линия привода 10 посредством патрубка 53 центрального канала 44, радиаль0 ного канала 50, отверстия 39, ответвления 32 и патрубка 29 сообщается с полостью 28, а полость 27 посредством патрубка 30, ответвления 33, отверстия 38, радиальных каналов 51, отверстия 42 сообщается с отводящим патрубком 55.
Порщень гидроцилиндра 14 начинает перемещаться и приводит во вращательное движение рычаг 13. Последний сообщает перемещение каретки 5 к рейке 15. Пе)емещение каретки 5 способствует уменьшению длины промежуточного транспортера 3. При этом пластинка 11, неподвижный ролик 12 и ролик 7 образуют компенсационную петлю для транспортирующего органа 6. Поскольку барабан 9 не имеет возможности
вращения по часовой стрелке от воздействия эксцентрикового кулачка 59, TQ транспортирующий орган 6 при этом перемещении каретки 5 неподвижен относительно барабана 9 и перекладываемых изделий 2, и поэтому он как бы убегает из-под изделий 2.
0 Движущаяся рейка 15 осуществляет дифференциальное перемещение транспортирующего органа 6. Выступы щтанг 25 и 26 рейки 15 расположены так, что они, соприкасаясь с колесом 16, ступенчато и дополнительно поворачивают вал 18 против часо вой стрелки, а последний посредством хра пового колеса 20, собачек 21 осуществляет поворот барабана 9 против часовой стрелки на определенный угол, достаточный для расположения изделий 2 в шахматном порядке,
Q т.е. для уменьшения зазора h между изделиями 2 в смежных поперечных рядах. Поскольку количество выступов в штангах 25 и 26 соответствует количеству передаваемых рядов партий изделий 2, то они способствуют уплотнению партии изделий и умень5 шают зазоры. Дифференциальное перемещение транспортирующего органа 6 также способствует увеличению расстояний между партиями. Операция передачи заканчивается, когда вся партия изделий 2 перекладывается на накопитель 4. При этом транспортирующий орган 6 осуществил суммарное перемещение, равное величине L, вся рабочая жидкость вытеснена из полости 27 гидроцилиндра 14, а транспортер 1 накопил промежуточный ряд изделий 2, т.е. каретка находится в раздвинутом исходном положении и подготовлена для передачи ряда изделий 2 на транспортер 3.
Во время накапливающей операции скорость VK передвижения каретки равна скорости перемещения транспортирующего орга на Vf. Поскольку скорость перемещения изделий 2 равна скорости VT а последняя равна VK , то изделия 2 относительно каретки являются неподвижными и, таким образом, поступающий непрерывный поток изделий 2 превращается в периодический.
Во время операции передачи каретке сообщается ускоренное перемещение в противоположном направлении, причем его величина больше скорости транспортирующего органа . При этом каждое изделие 2 поочередно устанавливается на транспортирующий орган 6 транспортера 3. Во время операции передачи абсолютная скорость изделий 2 складывается из скоростей перемещения бесконечного органа и каретки Уцоб. Причем их векторы направлены в противоположные стороны, а величина обратной скорости больще скорости УК накапливающего хода. Таким образом, подбирая скорость VHQ можно получить требуемое расстояние h между изделиями 2 в передаваемом ряду.
Операция передачи очередного ряда заканчивается, когда определенное количество изделий 2 перекладывается на промежуточный транспортер 3.
При перекладке изделий 2 в шахматном порядке шаг перемещения каретки изменяется. Количество штучных изделий 2,в каждом смежном поперечном ряду неодинаково и изменяется в чередующемся порядке. Прог рамма определения шага перемещения каретки и количества изделий 2 в очередном перекладываемом ряду осуществляется, например, командным приспособлением, (не по казано).
После окончания операции раскладки очередного ряда изделий 2 и остановки каретки каретка 5 промежуточного транспортера 3 осуществляет шаговое перемещение на величину Из, которая устанавливается в зависимости от диаметра изделий 2 и зазора между смежными рядами. Для этого поворотом пробки 36 по часовой стрелке на угол а полость 27 посредством патрубков 30 и 34, отверстия 40, радиального канал А 45, центрального канала 44 сообщается с напорным патрубком 53, а полость 28 посредством патрубков 29 и 31, отверстия 37 - с мерной емкостью 43. Под действием давления рабочей жидкости поршень гидроцилиндра 14 начинает перемещаться. Шаг его перемещения ограничивает объем емкости камеры 43, объем которой равей объему жидкости, вытесняемой из полости 28. Жидкость из камеры 43 посредством совмещения отверстия 41 со сливным патрубком 54 сливается самотеком в бак привода 10.
Перемещение порщня гидроцилиндра 14 посредством поворота рычага 13 превращает0 ся в передвижение каретки 5. Так как в транспортере 3 ведущим звеном является пластинка 11, а барабан 9 выполнен с возможностью вращения против часовой стрелки, то транспортирующий орган 6 перемещается совместно с пластинкой И, причем храповое колесо 20 проскальзывает и не передает вращательное движение барабану 9. ВЬ время ступенчатого передвижения каретки 5 она осуществляет накопление следующего поперечного ряда штучных изде0 ЛИЙ 2.
В случае передачи изделий в шахматном порядке каретка транспортера 1 перемещает изделия 2 до того момента, когда оси первого изделия, находящегося на конце5 вой части пластинки, совмещаются с плоскостями симметрии смежных изделий в ранее уложенном ряду на промежуточном транспортере 3.
Таким образом, периодическое чередование операций (накопление изделий 2 на транспортере 1, передача их на промежуточный транспортер 3 и скопление партии изделий 2 на последнем), выполняемых соответствующими движениями отдельных механизмов, такими как перемещение каретки транспортера со скоростью V, равной скорости УГ транспортирующего органа, ускоренное перемещение каретки в обратном направлении, ступенчатое перемещение каретки 5, осуществляет накопление партии изделий 2. Полный цикл заканчивается передачей партии изделий 2 на накопитель 4. Во время одного цикла поршень гидроцилиндра 14 осуществляет двойной ход, причем в одну сторону перемещается ступенчато с фазами выстаивания в соответствии с накапливаемыми поперечными рядами, в другую - без остановки, а пробка 36 распределительного золотника 35 поворачивается на 360°, управляя упомянутым перемещением порщня гидроцилиндра 14, а тем самым и каретки 5.
Такое выполнение устройства для ориентированной подачи штучных изделий рядами обеспечивает ориентирование штучных изделий рядами, ориентирование штучных изделий в шахматном порядке и передачу партии изделий с одновременной переста5 новкой расстояний между рядами, что является существенным преимуществом по отношению к известным устройствам подобного назначения, так как шахматное расположение штучных изделий позволяет раскладывать цилиндрические изделия без зазоров, что повышает грузоемкость накопителя на 10-120/0.
Кроме того, взаимно-перпендикулярное расположение подаюш.его транспортера непрерывной подачи изделий на промежуточный транспортер позволяет штучные изделия, поступаюш,ие в виде одноручьевого потока, ориентировать в многорядную партию. Причем перегруппировка изделий осуществляется без приложения механического воздействия на них. Это особенно удобно, а иногда и необходимо, для раскладки, например, головок сыра, на полки так как способствует сохранению как товарного вида, так и качества передаваемых изделий.
Предлагаемое устройство для ориентированной подачи штучных изделий рядам и выполняет следуюш.йе периодические операции: накопление штучных изделий в один ряд, передачу упомянутого ряда, состоящего из определенного числа изделий, на промежуточный транспортер, скопление партии изделий на последнем и передачу партии изделий на накопитель с одновременной перестановкой расстояния между рядами изделий.
Устройство для ориентированной подачи штучных изделий рядами может быть применено для механизации погрузочно-разгрузочных работ при формировании укрупненных грузовых или складских единиц не только в молочной промышленности, но и в других отраслях народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для укладки в пакеты на поддонах штучных предметов | 1972 |
|
SU445596A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Установка для изготовления блоков из камней | 1975 |
|
SU709789A1 |
| Накопитель деталей | 1979 |
|
SU882723A1 |
| Регулятор потока штучных изделий | 2020 |
|
RU2739629C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для укладки цилиндрических изделий в тару | 1981 |
|
SU1043070A2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
1. УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ШТУЧНЫХ ИЗДЕЛИЙ РЯДАМИ, содержащее подающий транспортер с кареткой, смонтированный под ним промежуточный транспортер с кареткой и лентой, огибающей барабан, установленный на валу, а также подвижный и неподвижный ролики и накопитель, отличающееся тем, что, с целью расширения технологических возможностей путем регулирования расстояния между изделиями на накопителе, промежуточный транспортер оснащен рейкой, связанной одним концом с его кареткой, а на валу барабана закреплен с возможностью зацепления с рейкой диск, соединенный с барабаном посредством муфты свободного хода, при этом барабан выполнен с возможностью вращения в одном направлении. 2.Устройство по п. 1, отличающееся тем, что рейка связана с подвижным роликом через рычаг, плечо которого закреплено на штоке силового Цилиндра, при этом полости силового цилиндра соединены с зоS лотниковым распределительным механизмом, имеющим мерные полости. 3.Устройство по п. 1, отличающееся тем, что рейка снабжена выдвижной штангой.
в-в
ФигЛ
Г-г
ВидЛ
59
20 Фиг. 6
гв
Фиг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ориентирования штучных изделий в ряды | 1978 |
|
SU738952A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Маршалкин Г | |||
| А | |||
| Технологическое оборудование кондитерских фабрик | |||
| М., «Пищевая промышленность, 1968, с | |||
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
