Область техники, к которой относится изобретение
Настоящее изобретение относится к выдувной пресс-форме, способу изготовления выдувной пресс-формы и применению выдувной пресс-формы в процессах выдувания, таких как литье под давлением с раздувом и ориентированием (ISBM), инжекционно-выдувное формование (IBM) или экструзионно-раздувное формование (EBM) и для всех изделий из всех пластмасс, которые могут быть выдуты с помощью этих технологий, таких как произведенные отформованные выдуванием изделия из полиэфиров (PET, PETG и т.д.) и полиолефинов (PP, PE и т.д.).
Уровень техники
В целом, известно, что уже существуют различные способы, чтобы предоставлять изделия, произведенные посредством процесса выдувания, с рисунком, полученным посредством тиснения. Известные решения могут, в целом, быть разделены на две группы. В первой группе желаемый рисунок наносится на стенку выдувной пресс-формы. Во время выдувания бутылка будет принимать эту форму. Этот способ имеет два главных недостатка. С одной стороны, различные выдувные пресс-формы должны конструироваться для каждого изменения в проекте рисунка. С другой стороны, проект рисунка также должен наноситься на изогнутую поверхность в выдувной пресс-форме. В результате, рисунок может быть нанесен только посредством фрезерования. Получение желаемой детализации является затратным по времени способом. Это приводит в результате к очень дорогостоящему решению, которое не является гибким для изменения проекта рисунка.
Во второй группе бутылка сначала выдувается без тиснения в стандартной пресс-форме, и впоследствии эта бутылка снабжается тиснением посредством прижатия штампа к бутылке. Здесь штамп может быть размещен либо внутри, либо снаружи контейнера. Преимущество этого способа по сравнению с фрезерованием пресс-формы заключается в том, что существует повышенная гибкость в производстве и замене штампов. Однако, главный недостаток заключается в том, что детализация при переносе тиснения посредством штампа является достаточно плохой.
Патент EP0676251 на имя Obrist & Co AG описывает способ, где штамп размещается внутри металлической трубы, и он впоследствии проталкивается для того, чтобы получать тиснение.
Патент US 3,474,498 на имя The National Latex Products Company описывает тонкий, гибкий путь или пластину из резиноподобного пластмассового материала, снабженного подходящими конфигурациями трехмерной конструкции для одной своей стороны и средством вентиляции воздуха для другой своей стороны, которое сообщается с внутренними пространствами упомянутых конфигураций конструкции без влияния на точность формирования конструкции последних. Пластина позиционируется надлежащим образом и присоединяется к части формирующей объект поверхности пресс-формы для того, чтобы упомянутые внутренние пространства сообщались с существующим канальным средством вентиляции воздуха, обычно применяемым в форме вогнутых поверхностей посредством средства вентиляции к обратной стороне гипсовой формы. За счет вентиляции воздуха конфигураций конструкции для формирования изделия таким образом устраняются воздушные карманы, и конструкции, сформированные посредством пластины, следовательно, являются превосходными и неповрежденными.
Цели изобретения
В частности, изобретение имеет целью преодоление этих недостатков уровня техники. Более конкретно, целью изобретения согласно по меньшей мере одному из вариантов осуществления является предоставление выдувной пресс-формы с очень гибкой и адаптируемой тисненной поверхностью.
Более конкретно, настоящее изобретение нацелено на предоставление выдувной пресс-формы, которая подходит для многократного подвергания большим силам давления во время процесса выдувания, в частности, большим силам давления (до 50 бар), которые возникают во время процесса ISBM-выдувания.
Другой целью изобретения согласно по меньшей мере одному из вариантов осуществления является реализация способа изготовления выдувной пресс-формы с помощью очень гибкого и адаптируемого способа наложения рисунка на отформованное выдуванием изделие.
Другой целью изобретения согласно по меньшей мере одному из вариантов осуществления является реализация способа изготовления ISBM-выдувной пресс-формы с помощью очень гибкого и адаптируемого способа нанесения рисунка на отформованное выдуванием изделие.
По меньшей мере в одном из своих вариантов осуществления изобретение относится к применению выдувной пресс-формы, использующей очень гибкий и адаптируемый способ, чтобы наносить рисунок на рельефную поверхность.
По меньшей мере в одном из своих вариантов осуществления изобретение относится к использованию ISBM-выдувной пресс-формы, использующей очень гибкий и адаптируемый способ, чтобы наносить рисунок на рельефную поверхность.
Раскрытие изобретения
Настоящее изобретение имеет целью предложение решения для вышеупомянутых требований. Настоящее изобретение предоставляет выдувную пресс-форму, содержащую по меньшей мере первый и второй элемент выдувной пресс-формы, предусмотренные, чтобы вписывать углубление, по меньшей мере одну вставку, имеющую рельефную поверхность, предусмотренную, чтобы формировать рисунок на отформованной выдуванием поверхности, при этом вышеупомянутая по меньшей мере одна вставка, присоединяется к поверхности по меньшей мере одного из вышеупомянутого первого и/или вышеупомянутого второго элемента выдувной пресс-формы и предусматривается, чтобы формировать часть стенки отформованного выдуванием изделия. Согласно изобретению, такая выдувная пресс-форма является такой, что вышеупомянутая по меньшей мере одна вставка является пластиной, имеющей толщину стенки между 0,2 мм и 2,0 мм, при этом вышеупомянутая по меньшей мере одна вставка присоединяется по меньшей мере к одному из вышеупомянутого первого и/или вышеупомянутого второго элемента выдувной пресс-формы средством обратимого крепления, выбранным из группы, состоящей из клеев, предпочтительно, двусторонней клейкой ленты, магнита и геометрического средства.
Изобретение описывает вставку, имеющую толщину стенки между 0,2 мм и 2,0 мм, которая может быть применена, чтобы недорого предоставлять изделия, произведенные с помощью этой выдувной пресс-формы с тиснением.
Общим принципом изобретения является добавление плоской вставки, имеющей толщину стенки между 0,2 мм и 2,0 мм, в выдувную пресс-форму для того, чтобы производить отформованное выдуванием изделие с желаемым рисунком.
Изобретатели обнаружили, что, на удивление, использование плоской вставки, имеющей толщину стенки между 0,2 мм и 2,0 мм, ведет к очень гибкой системе.
Действительно, главное преимущество этой выдувной пресс-формы заключается в том, что различные формы проекта рисунка посредством тиснения могут быть изменены очень гибким образом. Дополнительным преимуществом является себестоимость. С одной стороны, эти выдувные пресс-формы являются менее затратными в применении тиснения, и себестоимость может быть в большей степени ограничена при модифицировании этой вставки.
Слова "геометрическое средство" ссылаются на средство механической или размерной фиксации.
Слово "рисунок" относится к результату тиснения на изделии.
В конкретном варианте осуществления изобретения упомянутая выдувная пресс-форма содержит третий элемент выдувной пресс-формы, предусмотренный для формирования основания вышеупомянутого отформованного выдуванием изделия, и при этом вышеупомянутый первый и вышеупомянутый второй элементы выдувной пресс-формы предусмотрены для формирования части вышеупомянутой стенки или вышеупомянутого отформованного выдуванием изделия.
Преимущество заключается в том, что третий элемент выдувной пресс-формы предоставляет возможность отдельного перемещения для выемки из формы при открытии выдувной пресс-формы, приводя большей свободе в проектировании для основания отформованного выдуванием изделия.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что упомянутые элементы выдувной пресс-формы выполняются из металла, выбранного из группы, состоящей из стали и алюминия, предпочтительно алюминия.
Преимущество заключается в том, что металлические элементы выдувной пресс-формы имеют требуемую прочность, чтобы поглощать усилие, которое возникает посредством большого числа движений, вплоть до 3000 движений/час для каждой полости, и давления, требуемого для выдувания изделий, вплоть до 50 бар давления.
Алюминиевые элементы выдувной пресс-формы имеют дополнительное преимущество в том, что они легче стальных элементов выдувной пресс-формы, и, таким образом, меньше энергии и мощности требуется для выполнения необходимых движений.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, где вышеупомянутая вставка выбирается из группы, состоящей из металла и пластмассы, предпочтительно металла.
Преимущество заключается в том, что металлические и пластмассовые вставки имеют требуемую прочность, чтобы поглощать усилие, которое возникает за счет большого числа движений, до 3000 движений/час для каждой полости, и давления, требуемого, чтобы выдувать изделия, до 50 бар. Вставки могут быть также из пластмасс, поскольку они поддерживаются посредством элементов выдувной пресс-формы и, следовательно, подвергаются меньшей мощности, чем последние.
Дополнительное преимущество заключается в том, что технологии являются известными как для металла, так и пластмассы, например, химическое травление, лазерное травление, или технология, используемая для изготовления фотополимерных пластин, что предоставляет возможность применения тиснения очень легким и дешевым способом на плоской поверхности в этих материалах.
В конкретном варианте осуществления первого выдувная пресс-форма согласно изобретению является такой, где вышеупомянутая вставка выполнена из металла, выбранного из группы, состоящей из алюминия, стали и меди, предпочтительно из стали, в частности, из листовой стали.
Преимущество заключается в том, что металлические вставки имеют большее сопротивление износу и предоставляют возможность более высокого уровня детализации. Здесь, листовая сталь является предпочтительным материалом, поскольку (1) она является доступной в желаемой толщине в качестве стандарта, (2) тиснение, имеющее высокий уровень детализации, может быть применено к ней легким образом, например, посредством химического травления без необходимости дополнительного этапа пост-обработки, (3) она является особенно износостойким материалом, так что вставки имеют длительный срок службы, (4) она предоставляет возможность легкой адаптации формы для выдувной пресс-формы посредством изгиба, и (5) материал предоставляет возможность магнитного присоединения к элементам выдувной пресс-формы. В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что вышеупомянутая вставка формирует самую большую часть трубчатой по форме поверхности углубления, предусмотренной, чтобы формировать часть боковой стенки отформованного выдуванием изделия.
Преимущество заключается в том, что, таким образом, разделительная линия не видна в изделии между вставкой и элементом выдувной пресс-формы.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что по меньшей мере один из вышеупомянутого первого (22) и/или второго (23) элемента выдувной пресс-формы содержит выемку, предусмотренную для размещения вставки.
Преимущество заключается в том, что разделительная линия между вставкой и выдувной пресс-формой минимизируется.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что упомянутые элементы выдувной пресс-формы выполняются из алюминия, а вышеупомянутая вставка выполняется из стали.
Преимущество заключается в том, что преимущества алюминиевых элементов выдувной пресс-формы объединяются с преимуществами стальных вставок.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что упомянутая вставка является цилиндрической или полуцилиндрической.
Преимущество заключается в том, что очень легко предварительно сгибать вставки в цилиндрическую или полуцилиндрическую форму и, по существу, принимать форму стенки выдувной пресс-формы.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что упомянутая вставка является пластиной, имеющей толщину стенки между 0,5 мм и 1,5 мм, предпочтительно между 0,5 мм и 1,0 мм, в частности, между 0,6 мм и 0,8 мм.
Преимущество заключается в том, что эта толщина пластины все еще предоставляет возможность легкого сгибания и, по существу, может принимать форму стенки выдувной пресс-формы, в то же время все еще являясь достаточно толстой, чтобы иметь тиснение, примененное к ней, которое может быть перенесено с желаемой детализацией на отформованное выдуванием изделие.
В конкретном варианте осуществления выдувная пресс-форма согласно изобретению является такой, что упомянутое тиснение имеет глубину между 0,2 мм и 0,8 мм, предпочтительно между 0,6 мм и 0,8 мм для PET-отформованного выдуванием изделия и между 0,2 мм и 0,4 мм для PP- или PE-отформованного выдуванием изделия.
Преимущество заключается в том, что эти глубины тиснения все еще предоставляют возможность переноса рисунка с желаемой детализацией на соответствующие материалы.
Изобретение также относится к способу изготовления выдувной пресс-формы согласно изобретению.
Согласно предпочтительному варианту осуществления способа изобретения, способ является таким, что вышеупомянутый способ содержит по меньшей мере этап тиснения вышеупомянутой вставки, выбранного из группы, состоящей из химического травления, лазерного травления и стирания, предпочтительно химического травления, при этом вышеупомянутая вставка предпочтительно выполнена из металла.
Преимущество заключается в том, что вышеупомянутый способ тиснения предоставляет возможность получения более высокого уровня детализации. Дополнительное преимущество химического травления заключается в том, что вышеупомянутое химическое травление предоставляет возможность получения очень высокого уровня детализации без чрезмерной стоимости по сравнению с другими способами, такими как гравировка или фрезерование.
Изобретение также относится к способу, который описан выше, при этом этап тиснения содержит следующие этапы:
a. предоставление шаблона для формирования рисунка на поверхности вышеупомянутой металлической вставки,
b. химическое травление вышеупомянутой поверхности вышеупомянутой металлической вставки посредством вышеупомянутого шаблона для формирования рисунка, так что тиснение вышеупомянутой поверхности вышеупомянутой металлической вставки формируется,
c. удаление вышеупомянутого шаблона для формирования рисунка.
Изобретение также относится к способу, который описан выше, и который содержит этап сгибания вышеупомянутой вставки. Преимущество заключается в том, что этот способ может выполняться на плоской пластине, следуя которому она сгибается для того, чтобы принимать форму выдувной пресс-формы.
Конкретный вариант осуществления изобретения предоставляет ISBM-выдувную пресс-форму, содержащую по меньшей мере первый и второй элемент выдувной пресс-формы, предусмотренные, чтобы вписывать углубление, по меньшей мере одну вставку, имеющую рельефную поверхность, предусмотренную, чтобы формировать рисунок на отформованной выдуванием поверхности, при этом вышеупомянутая по меньшей мере одна вставка присоединяется к поверхности по меньшей мере одного из вышеупомянутого первого и/или вышеупомянутого второго элемента выдувной пресс-формы и предусматривается, чтобы формировать часть стенки отформованного выдуванием изделия. Согласно изобретению, такая ISBM-выдувная пресс-форма является такой, что вышеупомянутая по меньшей мере одна вставка является пластиной, имеющей толщину стенки между 0,2 мм и 2,0 мм, при этом вышеупомянутая по меньшей мере одна вставка присоединяется по меньшей мере к одному из вышеупомянутого первого и/или вышеупомянутого второго элемента ISBM-выдувной пресс-формы средством обратимого крепления, выбранным из группы, состоящей из клеев, предпочтительно двухсторонней клейкой ленты, магнита и геометрического средства.
Изобретатели неожиденно обнаружили, что преимущество этого варианта осуществления заключается в том, что ISBM-выдувная пресс-форма, имеющая по меньшей мере одну вставку, имеющую толщину стенки между 0,2 мм и 2,0 мм, может предлагать достаточное сопротивление силам давления, которые возникают во время процесса ISBM-выдувания.
Преимущество изобретения заключается в том, что ISBM-выдувная пресс-форма согласно по меньшей мере одному варианту осуществления согласно изобретению может также быть использована многократно с ограниченным износом.
Преимущество изобретения согласно по меньшей мере одному из вышеупомянутых вариантов осуществления заключается в том, что вышеупомянутая толщина стенки предоставляет возможность создания ISBM-выдувной пресс-формы очень экономичным образом. Также, вышеупомянутая выдувная пресс-форма может также быть выполнена из прочного материала без необходимости обработки или необходимости в этапе интенсивного производства материала, где ссылка на "прочный материал" может ссылаться на материалы, которые могут предлагать достаточное сопротивление давлению по меньшей мере до 50 бар, и для достаточных циклов производства, т.е., минимум 1000000 циклов на круговой основе. Посредством травления может быть применено тиснение максимум до 2,0 мм глубиной, что приблизительно соответствует предназначенной глубине для тиснения в ISBM-выдувной пресс-форме.
Объем изобретения также включает в себя применение выдувной пресс-формы согласно этому описанию для того, чтобы создавать отформованное выдуванием изделие либо посредством технологии "литья под давлением с раздувом и ориентированием" (ISBM), либо технологии "экструзионно-раздувного формования" (EBM).
Краткое описание чертежей
С целью лучшего показа отличительных признаков изобретения, предпочтительный вариант осуществления выдувной пресс-формы согласно настоящему изобретению описывается ниже в качестве примера без какого-либо ограничивающего признака, со ссылкой на сопровождающие чертежи, на которых
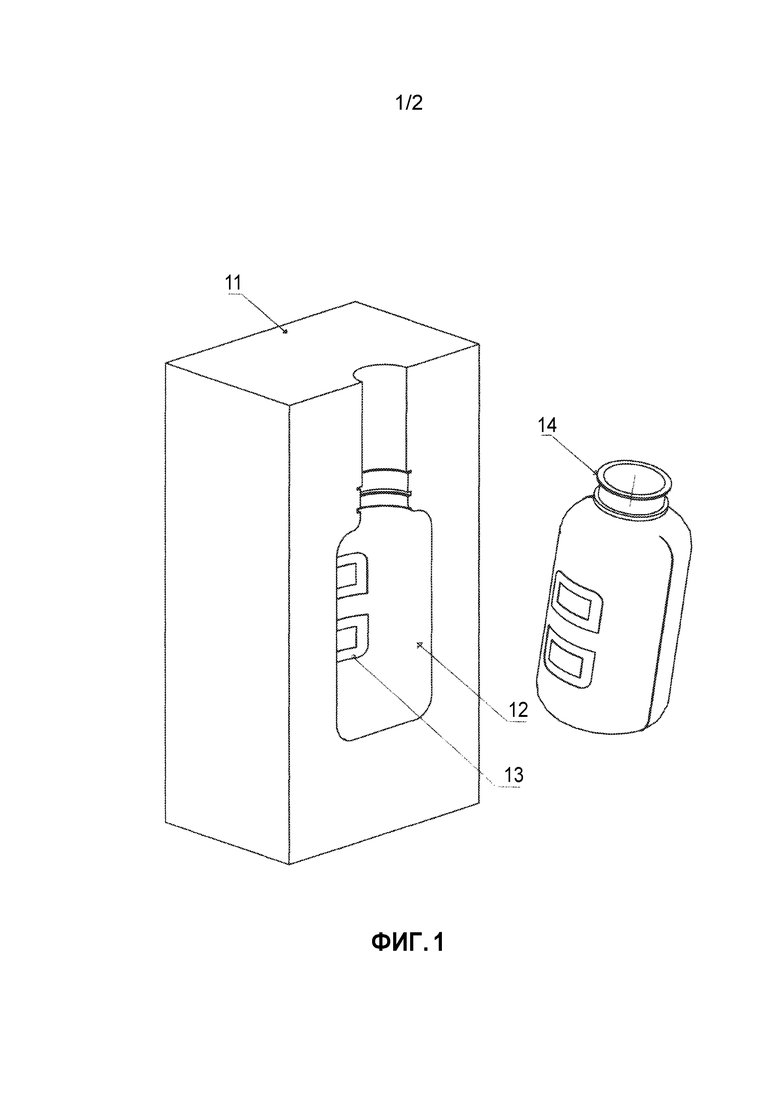
Фиг.1 является иллюстрацией настоящей выдувной пресс-формы согласно уровню техники.
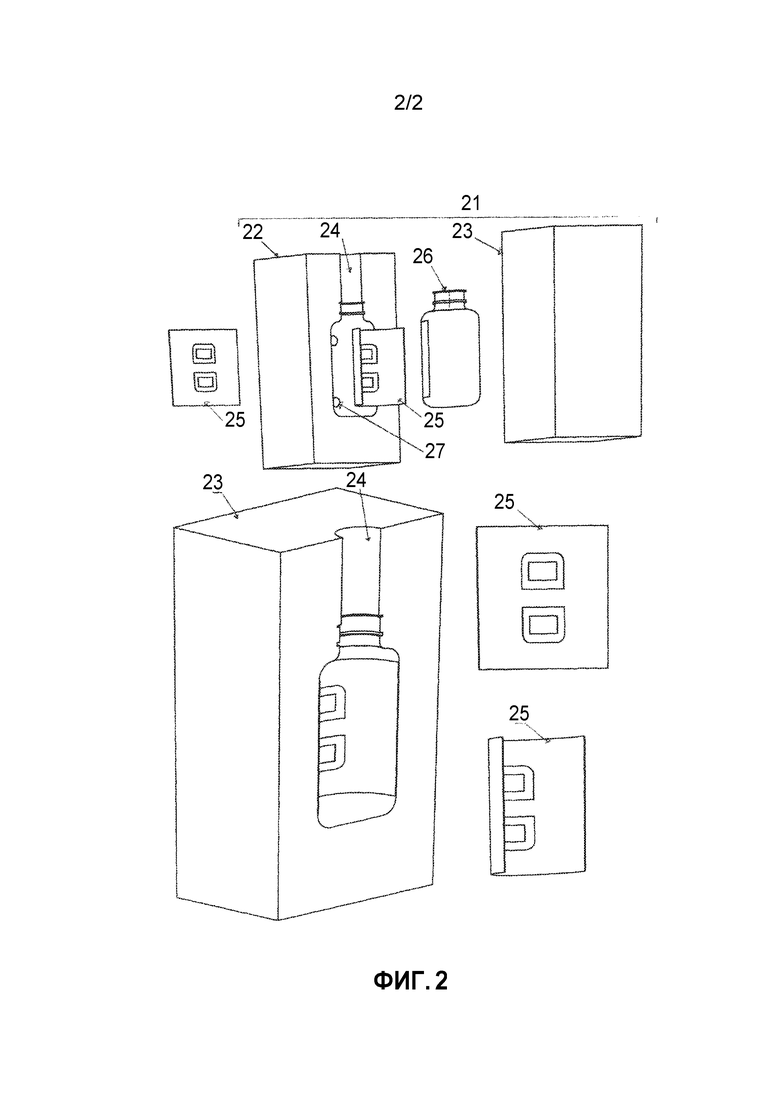
Фиг.2 является покомпонентным видом выдувной пресс-формы, содержащей элементы выдувной пресс-формы, вставку и отформованное выдуванием изделие согласно изобретению.
Подробное описание
Фиг.1 показывает выдувную пресс-форму 11 согласно уровню техники. Выдувная пресс-форма содержит два элемента, которые вписывают углубление 12. Желаемый рисунок 13 наносится на стенку элемента выдувной пресс-формы 11, чтобы формировать рисунок на отформованном выдуванием изделии 14.
Фиг.2 показывает предпочтительный вариант выполнения выдувной пресс-формы 21 согласно настоящему изобретению. Эта пресс-форма состоит из двух элементов 22 и 23 выдувной пресс-формы, которые вписывают углубление 24. Выдувная пресс-форма 21 предпочтительно выполняется из алюминия.
Это углубление 24 предусматривается, чтобы формировать отформованное выдуванием изделие. Один из элементов выдувной пресс-формы содержит выемку 27, чтобы принимать вставку 25. Эта вставка 25 предусматривается, чтобы формировать часть стенки отформованного выдуванием изделия 26. Вставка 25 имеет рельефную поверхность, чтобы формировать рисунок на отформованном выдуванием изделии, и предпочтительно присоединяется к поверхности первого элемента 22 выдувной пресс-формы посредством двухсторонней клейкой ленты, магнита или геометрического средства.
Вставка 25 предпочтительно является полуцилиндрической металлической пластиной из листовой стали, имеющей толщину стенки между 0,6 мм и 0,8 мм. Вставка 25 формирует наибольшую часть трубчатой по форме поверхности отформованного выдуванием углубления 24.
Тиснение предпочтительно составляет 0,6 мм и 0,8 мм для PET-отформованного выдуванием изделия 26 и между 0,2 мм и 0,4 мм для PP или PE-отформованного выдуванием изделия 26.
Главным различием между фиг.1 и 2 является то, что в изобретение добавляется вставка.
Предпочтительно, описанная выдувная пресс-форма 21 согласуется со способом, содержащим следующие этапы:
a. предоставление шаблона для формирования рисунка на поверхности металлической пластины 25,
b. химическое травление поверхности металлической пластины 25 посредством вышеупомянутого шаблон для формирования рисунка, так что на поверхности металлической пластины 25 формируется тиснение,
c. удаление вышеупомянутого шаблона для формирования рисунка.
Этот способ также содержит этап сгибания пластины 25.
Изобретение также подходит для использования описанной выдувной пресс-формы 21 для создания отформованного выдуванием изделия 26. Разумеется, изобретение не ограничивается вышеупомянутыми вариантами осуществления.
Изобретение относится к выдувной пресс-форме, способу изготовления выдувной пресс-формы и применению выдувной пресс-формы в процессах выдувания, таких как литье под давлением с раздувом и ориентированием (ISBM), инжекционно-выдувное формование (IBM) или экструзионно-раздувное формование (EBM) и для всех изделий из всех пластмасс, которые могут быть выдуты с помощью этих технологий, таких как произведенные отформованные выдуванием изделия из полиэфиров (PET, PETG и т.д.) и полиолефинов (PP, PE и т.д.). Выдувная пресс-форма содержит по меньшей мере первый и второй элементы выдувной пресс-формы, которые вписывают углубление; по меньшей мере одну вставку, имеющую рельефную поверхность, чтобы формировать рисунок на отформованной выдуванием поверхности, при этом вышеупомянутая по меньшей мере одна вставка присоединяется к поверхности по меньшей мере одного из первого и/или второго элемента выдувной пресс-формы, чтобы формировать часть стенки отформованного выдуванием изделия. Выдувная пресс-форма является ISBM-выдувной пресс-формой, и вышеупомянутая выдувная пресс-форма является такой, что по меньшей мере одна вставка является пластиной, имеющей толщину стенки между 0,2 мм и 2,0 мм, вышеупомянутая по меньшей мере одна вставка присоединяется по меньшей мере к одному из первого и/или второго элемента выдувной пресс-формы посредством обратимого крепления, выбранного из группы, состоящей из клеев, предпочтительно двухсторонней клейкой ленты, магнита и геометрического средства. Изобретение обеспечивает предоставление выдувной пресс-формы с очень гибкой и адаптируемой тисненой поверхностью, пресс-формы, которая подходит для многократного подвергания большим силам давления во время процесса выдувания, в частности большим силам давления (до 50 бар), которые возникают во время процесса ISBM-выдувания. 3 н. и 7 з.п. ф-лы, 2 ил.
1. Выдувная пресс-форма (21), содержащая:
a) по меньшей мере первый (22) и второй (23) элементы выдувной пресс-формы, предусмотренные, чтобы вписывать углубление (24);
b) по меньшей мере одну вставку (25), имеющую рельефную поверхность, предусмотренную, чтобы формировать рисунок на отформованной выдуванием поверхности, при этом вышеупомянутая по меньшей мере одна вставка (25) прикрепляется к поверхности по меньшей мере одного из вышеупомянутого первого (22) и/или вышеупомянутого второго (23) элемента выдувной пресс-формы, чтобы формировать часть стенки отформованного выдуванием изделия (26),
отличающаяся тем, что вышеупомянутая выдувная пресс-форма является выдувной пресс-формой для литья под давлением с раздувом и ориентированием (ISBM), при этом вышеупомянутая по меньшей мере одна вставка (25) является пластиной, имеющей толщину стенки между 0,2 мм и 2,0 мм, и вышеупомянутая по меньшей мере одна вставка (25) присоединяется по меньшей мере к одному из вышеупомянутого первого (22) и/или вышеупомянутого второго (23) элемента выдувной пресс-формы с помощью средства обратимого крепления, выбранного из группы, состоящей из клеев, предпочтительно двухсторонней клейкой ленты, магнита и геометрического средства, и вышеупомянутая вставка (25) выполнена из стали, и в частности листовой стали.
2. Выдувная пресс-форма (21) по п.1, при этом вышеупомянутая выдувная пресс-форма (21) содержит по меньшей мере третий элемент выдувной пресс-формы, предусмотренный, чтобы формировать основание вышеупомянутого отформованного выдуванием изделия (26), причем вышеупомянутый первый (22) и вышеупомянутый второй (23) элементы выдувной пресс-формы предусматриваются, чтобы формировать часть вышеупомянутой стенки вышеупомянутого отформованного выдуванием изделия (26).
3. Выдувная пресс-форма (21) по одному из предыдущих пунктов, в которой вышеупомянутые элементы (22, 23) выдувной пресс-формы выполнены из металла, выбранного из группы, состоящей из стали и алюминия, предпочтительно алюминия.
4. Выдувная пресс-форма (21) по одному из предыдущих пунктов, в которой вставка (25) формирует наибольшую часть трубчатой поверхности углубления (24), предусмотренного, чтобы формировать часть боковой стенки отформованного выдуванием изделия (26).
5. Выдувная пресс-форма (21) по одному из предыдущих пунктов, при этом по меньшей мере один из вышеупомянутых первого (22) и/или второго (23) элементов (22, 23) выдувной пресс-формы содержит выемку (27), предусмотренную для размещения вышеупомянутой вставки (25).
6. Выдувная пресс-форма (21) по одному из предыдущих пунктов, в которой вышеупомянутая вставка (25) является цилиндрической или полуцилиндрической.
7. Выдувная пресс-форма (21) по одному из предыдущих пунктов, в которой вышеупомянутая вставка (25) является пластиной, имеющей толщину стенки между 0,5 мм и 1,5 мм, предпочтительно между 0,5 мм и 1,0 мм, в частности между 0,6 мм и 0,8 мм.
8. Выдувная пресс-форма (21) по одному из предыдущих пунктов, в которой вышеупомянутое углубление имеет глубину между 0,2 мм и 0,8 мм, предпочтительно между 0,6 мм и 0,8 мм, для PET-отформованного выдуванием изделия (26) и между 0,2 мм и 0,4 мм для PP или PE-отформованного выдуванием изделия (26).
9. Способ изготовления выдувной пресс-формы (21) по одному из предыдущих пунктов, при этом вышеупомянутый способ содержит по меньшей мере этап формирования углубления вышеупомянутой вставки (25), при этом вышеупомянутый этап формирования углубления содержит следующие этапы, на которых:
a) предоставляют шаблон для формирования рисунка на поверхности вышеупомянутой стальной вставки (25),
b) выполняют химическое травление вышеупомянутой поверхности вышеупомянутой стальной вставки (25) посредством вышеупомянутого шаблона для формирования рисунка, так что формируется углубление вышеупомянутой поверхности вышеупомянутой стальной вставки (25),
c) удаляют вышеупомянутый шаблон для формирования рисунка;
при этом этап формирования углубления выбирают из группы, состоящей из химического травления, лазерного травления и стирания, предпочтительно химического травления, и при этом вышеупомянутый способ содержит этап сгибания вышеупомянутой вставки (25).
10. Применение выдувной пресс-формы (21) по одному из пп.1-8 для изготовления отформованного выдуванием изделия (26).
| US 3474498 A, 28.10.1969 | |||
| US 3380121 A, 30.04.1968 | |||
| СПОСОБ ВЫДУВНОГО ФОРМОВАНИЯ ИЗ ДВУХ ПЛАСТИН ПОЛЫХ ЕМКОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ВСПОМОГАТЕЛЬНОЙ ПОЗИТИВНОЙ ФОРМЫ | 2013 |
|
RU2589162C2 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| ФОРМОВКА ПЛАСТИКОВЫХ ИЗДЕЛИЙ | 2005 |
|
RU2367572C2 |
| DE 202012102651 U1, 27.08.2012. | |||

