Заявляемое изобретение относится к области финишной обработки деталей свободным абразивом и может быть использовано в машиностроении для полирования незакрепленным абразивом деталей с никелевыми покрытиями.
Известен способ обработки деталей в среде свободного абразива, находящегося в рабочей камере, который уплотняют давлением жидкости или газа на эластичные стенки камеры[1].
Недостатками известных способов является невысокая производительность, а также сложная конструкция устройств для их реализации, что снижает параметры качества обрабатываемых поверхностей и ограничивает номенклатуру деталей по весовым и габаритным характеристикам.
Для исключения вышеперечисленных недостатков в конструкции устройства требуется многошпиндельная компоновка установки, которая сможет повысить производительность обработки.
Наиболее близким к заявленному изобретению является способ, рассматриваемый в [1] «Способ обработки деталей» по авт. свид. №1803308, М. В24 B 31/104.
В прототипе, обрабатываемую деталь устанавливают в вертикальном положении, в уплотненную абразивную среду. Отличительной особенностью прототипа устройства является сообщение обрабатываемой детали планетарного движения, посредствам вращения ротора устройства и оправки. Вращение оправки осуществляется с помощью шариковой передачи. Такое конструкторское решение обеспечивает обработку деталей с отклонениями от круглости. Однако подобное устройство ограничивает производительность обработки.
Техническим результатом заявленного изобретения, является увеличение производительности обработки.
Изобретение относится к классу международной патентной классификации (МПК): В24 B 31/104 – Станки или устройства, в том числе вспомогательные, для полирования или грубого шлифования поверхностей с помощью вращающихся полировочных, галтовочных и прочих устройств, в которых обрабатываемые изделия или абразивный материал находятся в свободном состоянии: с вращающимся резервуаром, в котором кольцевая зона абразивного порошка образуется под действием центробежной силы.
Технический результат достигается многошпиндельной компоновкой установки.
Известно, что качество деталей с никелевым покрытием во многом определяют характеристики их рабочих поверхностей. Шлифование таких деталей традиционными методами приводит к тому, что часто заглаживается большинство пор на поверхности никелевого покрытия [2]. Поры в данном случае являются карманами для смазки и удерживают ее в условиях ее недостаточности.
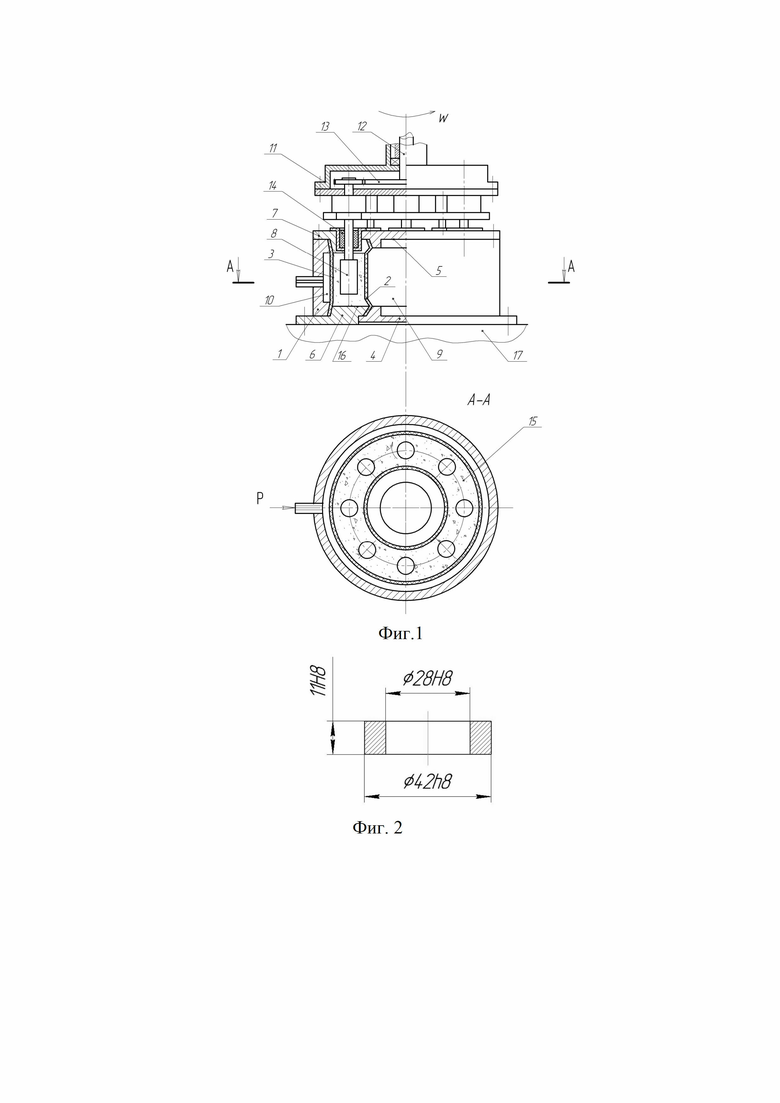
Данная задача реализуется путем обработки вышеуказанных деталей в среде статически уплотненной абразивной смеси. Установка содержит корпус 1, в котором размещены две эластичные стенки цилиндрической формы из специальной химостойкой резины: центральная 2 и периферийная 3. Крепление центральной стенки к корпусу производится крышками 4 и 5, а периферийной – крышками 6 и 7. Камера содержит две герметичные полости 10 и 9, внутрь полости 10 подводится сжатый воздух. Обрабатываемые детали 8 устанавливаются на оправках многошпиндельной головки 11. Вращение деталям задается от шпинделя 12 через зубчатую передачу 13. Многошпиндельная головка имеет возможность перемещаться возвратно-поступательно. С целью предотвращения утечек абразивной обрабатывающей среды из рабочей емкости установка снабжена уплотнением 14.
Вся установка смонтирована на пневмостоле 17, который во время обработки сообщает установке осциллирующие движения, благодаря им продукты износа обрабатывающей среды, как фракция большей насыпной массы, передвигается ко дну барабана 16, выполненного в виде набора сит с ячейками, размеры которых меньше размеров обрабатывающих частиц основного зернового состава, где происходит удаление продуктов износа из рабочей камеры.
Рабочий цикл установки осуществляется следующим образом. Перед началом работы производятся загрузка обрабатывающей среды 15 в рабочую емкость камеры и установка деталей на оправках.
В это время многошпиндельная головка находится в верхнем положении, а внутрь камеры и к деталям имеется свободный доступ.
После операции загрузки многошпиндельная головка опускается, происходит перемещение деталей внутрь рабочей емкости и ее входные окна закрываются уплотнением.
По окончании цикла обработка прекращается и многошпиндельная головка поднимается. После этого производится смена деталей.
Камерную обработку осуществляют абразивными зернами, размеры которых в 5...10 раз больше средних размеров пор обрабатываемого никелевого покрытия.
Это обеспечивает взаимодействие поверхности обрабатываемой детали с никелевым покрытием только с абразивными зернами основной фракции, что позволяет исключить шаржирование поверхности продуктами износа, а также самими абразивными зернами.
Повышение износостойкости поверхностей деталей с никелевым покрытием обеспечивается за счет частичного заглаживания пор, которые являются концентраторами напряжений, снижающими предел выносливости. Заглаживание пор на поверхности деталей с никелевым покрытием может быть обеспечено только при взаимодействии последних с абразивными частицами, глубина внедрения микропрофиля которых в обрабатываемую поверхность ограничена десятыми долями микрометра (≤1 мкм). В этом случае исключается возможность вырывания частиц никелевого покрытия.
Пример: проводилась обработка наружных поверхностей втулок, изготовленных из алюминиевого сплава АЛ1 с никелевым покрытием твердостью 40...45HRC. Исходная шероховатость поверхности составляла Ra =0.8…1.2 мкм, средний размер пор – 50 мкм. В качестве абразива использовался электрокорунд белый марки 25А зернистостью 25. Угловая скорость вращения шпинделя ω=2 рад/с, а угловая скорость вращения деталей ω=75 рад/с. Частота колебаний пневмостола 240 Гц. Обработка производилась при давлении в камере 0,075 МПа. Продолжительность обработки составляла 6 мин.
Рекомендованное применение абразивных частиц, размеры которых в 5...10 раз превышают средние размеры пор никелевого покрытия, наиболее целесообразно, т.к. если применять абразивные частицы, размер которых меньше 5-ти кратного среднего размера пор, повышается возможность шаржирования обрабатывающих частиц в поверхности материала никелевого покрытия. Если применять абразивные частицы, размер которых больше 10-ти кратного среднего размера пор никелевого покрытия, то увеличивается возможность шаржирования продуктами износа, так как абразивные зерна такого размера менее прочные.
После обработки размер пор на поверхности никелевого покрытия детали уменьшился на 40-50%, а шероховатость покрытия составила Ra = 0.16…0.24 мкм.
Таким образом, необходимо отметить, что предложенный способ полирования деталей с никелевым покрытием статическим уплотнением обрабатывающей среды обеспечивает расширение технологических возможностей, повышение производительности и качества обработки.
Источники информации
1. Патент РФ 1803308 МПК В24В 31/104. Способ обработки деталей / Скрябин В.А, Мартынов А.Н, Лемин В.А, Сытников А.В. Опубликовано 23.03.93, Бюл. №11.
2. Стратиевский И.Х., Юрьев В.Г., Зубарев Ю.М.
Абразивная обработка: справочник. М.: Машиностроение, 2010. 352 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| Способ абразивной обработки поверхностей деталей из алюминиевых сплавов | 2022 |
|
RU2793897C1 |
| Устройство для абразивной обработки, обеспечивающее планетарное движение на малых межосевых расстояниях | 2017 |
|
RU2658542C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛА СЛОЖНОЙ ФОРМЫ | 2022 |
|
RU2782814C1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
Изобретение относится к обработке материалов с использованием свободного абразива и может быть использовано при финишной обработке наружных поверхностей деталей типа тел вращения с гальваническим никелевым покрытием. Способ включает размещение деталей в камере с абразивной средой и уплотнение абразивной среды приложением внешнего давления. Используют абразивную среду, размер абразивных частиц которой в 5-10 раз больше среднего размера пор материала никелевого покрытия, при этом камере сообщают осциллирующие движения. При обработке камере сообщают осциллирующие движения. Расширяются технологические возможности способа обработки, повышается качество обработки и производительность. 1 пр., 2 ил.
Способ полирования поверхностей деталей с гальваническим никелевым покрытием, включающий размещение деталей в камере с абразивной средой и уплотнение абразивной среды приложением внешнего давления, отличающийся тем, что используют абразивную среду, размер абразивных частиц которой в 5-10 раз больше среднего размера пор материала никелевого покрытия, при этом камере сообщают осциллирующие движения.
| Способ обработки деталей | 1990 |
|
SU1803308A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБЪЕМНОЙ ОБРАБОТКИ ПУСТОТЕЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2466007C1 |
| RU 96105286 С1, 27.05.1998 | |||
| ПНЕВМАТИЧЕСКИЙ ВИБРАТОР | 0 |
|
SU324789A1 |

