Заявляемое изобретение относится к области финишной обработки деталей свободным абразивом и может быть использовано в машиностроении для полирования незакрепленным абразивом как плоских деталей, так и деталей типа тел вращения из алюминиевых сплавов.
1. Патентный поиск. Выявление аналогов и прототипа.
Известен способ обработки деталей в среде свободного абразива, нахо-дящегося в рабочей камере, который уплотняют давлением жидкости или газа на эластичные стенки камеры [1].
Недостатком известного способа является достаточно высокая вели-чина давления уплотненного абразивного слоя 0,075…0,1МПа, которая при обработке деталей из алюминиевого сплава способствует шаржированию обрабатываемых деталей и, как правило, ухудшению шероховатости поверхности.
Для исключения вышеперечисленного недостатка требуется величину давления незакрепленного абразива снизить до значений 0,03…0.05МПа, а зернистость абразивных частиц принять в диапазоне 25…50.
Наиболее близким к заявленному изобретению является способ, рассматриваемый в [1] «Способ абразивной обработки плоских поверхностей деталей » по патенту. №2748919 от 1.06. 2021 года.
В прототипе, обрабатываемую деталь (детали) устанавливают в вертикальном положении, в уплотненную абразивную среду. Отличительной особенностью прототипа устройства является сообщение обрабатываемой, закрепленной на оправке детали (деталям) вращательного движения. Вращение оправки осуществляется от шпинделя вертикально− сверлильного станка. Такое конструкторское решение обеспечивает качественную и производительную обработку деталей типа тел вращения.
2. Технический результат. Формула изобретения
Изобретение относится к классу международной патентной классификации (МПК): В24 B 31/104 – Станки или устройства, в том числе вспомогательные, для полирования или грубого шлифования поверхностей с помощью вращающихся полировочных, галтовочных и прочих устройств, в которых обрабатываемые изделия или абразивный материал находятся в свободном состоянии: с вращающимся резервуаром, в котором кольцевая зона абразивного порошка образуется под действием центробежной силы.
Технический результат достигается снижением давления уплотнен-ного абразивного слоя.
Способ обработки изделий, в котором детали помещают в камеру с абразивной средой и затем ее уплотняют посредством приложения внешнего давления, отличающийся тем, что с целью обеспечения заданной шероховатости поверхности деталей из алюминиевых сплавов приложенное внешнее давление уменьшают до значений 0,03…0.05МПа, а зернистость незакрепленного абразивного материала изменяют в диапазоне 25…50.
3. Описание сущности изобретения и подготовка графических материалов.
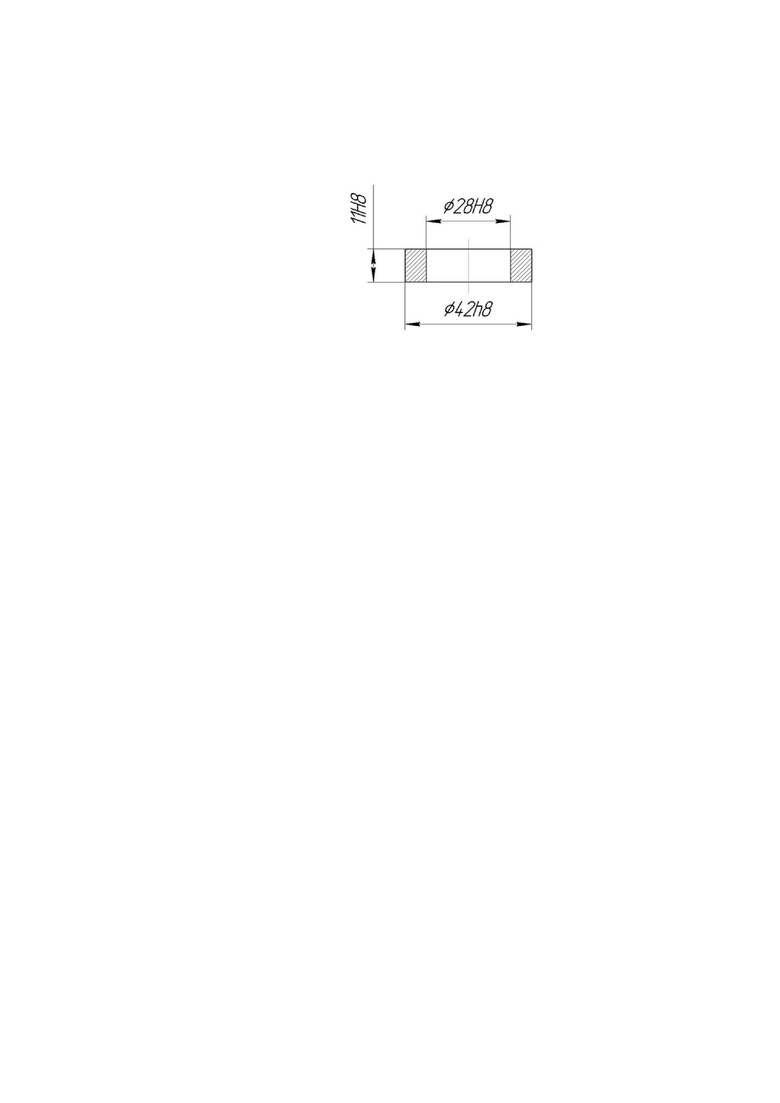
Пример: проводилась обработка наружных поверхностей втулок, изготовленных из алюминиевого сплава АД1 с твердостью 45...50HRC Исходная шероховатость поверхности составляла Ra=0,8…1,2 мкм, В качест-ве абразива использовался электрокорунд белый марки 25А зернистостью 25…50. Угловая скорость вращения шпинделя ω=2 рад/с, а угловая скорость вращения деталей ω=75 рад/с. Частота колебаний пневмостола 240 Гц. Обработка производилась при давлении в камере 0,05 МПа. Продол-жительность обработки составляла 4 мин.
После обработки шероховатость поверхности составила Ra= 0.16…0.20 мкм (фиг).
4. Источники информации
1. Патент РФ №2748919 В24В 31/104. Способ абразивной обработки плоских поверхностей деталей/Скрябин В.А., Фомичев В.О. Опубликовано 01.06.2021.
2. Стратиевский И.Х., Юрьев В.Г., Зубарев Ю.М.
Абразивная обработка: справочник. М.: Машиностроение, 2010. 352 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования поверхностей деталей с гальваническим никелевым покрытием | 2020 |
|
RU2741314C1 |
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2024 |
|
RU2836265C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЦИНКА И ЦИНКОВЫХ СПЛАВОВ | 2004 |
|
RU2261789C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ обработки деталей в среде свободного абразива | 1981 |
|
SU948637A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2177868C2 |
Изобретение относится к обработке деталей свободным абразивом и может быть использовано при финишной обработке свободным абразивом наружных поверхностей деталей из алюминиевых сплавов. Способ включает помещение деталей в камеру с абразивной средой и ее уплотнение путем приложения внешнего давления. Внешнее давление, прикладываемое при уплотнении абразивной среды, выбирают из диапазона 0,03-0,05 МПа. Используют абразивную среду с зернистостью незакрепленного абразивного материала 25-50 мкм. Расширяются технологические возможности способа обработки, повышается качество обработки. 1 ил. 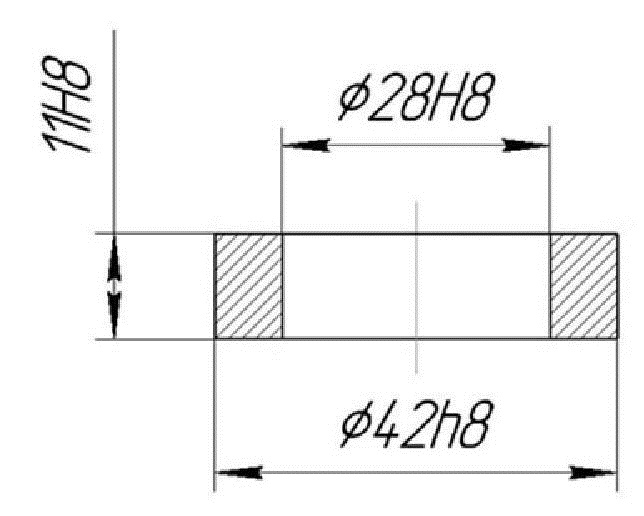
Способ абразивной обработки поверхностей деталей из алюминиевых сплавов, включающий помещение деталей в камеру с абразивной средой и ее уплотнение путем приложения внешнего давления, отличающийся тем, что внешнее давление, прикладываемое при уплотнении абразивной среды, выбирают из диапазона 0,03-0,05 МПа, при этом используют абразивную среду с зернистостью незакрепленного абразивного материала 25-50 мкм.
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| Способ вибрационной обработки деталей из алюминия, цинка и сплавов на их основе | 1988 |
|
SU1664527A1 |
| Способ вибрационной обработки деталей | 1986 |
|
SU1425057A1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| US 3533928 A1, 13.10.1970. | |||

