Изобретение относится к обработке деталей свободным абразивным материалом и может быть использовано при обработке наружных поверхностей типа тел вращения, в том числе сложного профиля, в машиностроении и других отраслях промышленности.
Известны способы обработки деталей несвязанным абразивом, при которых закрепленные детали погружают в камеру с абразивной средой, уплотненной за счет внешнего давления, оказываемого эластичными стенками камеры [1, 2] (Авт свид. №948637 (СССР), М. кл. В24В 31/08. Способ обработки деталей в среде свободного абразива / А.Н. Мартынов, П.И. Ящерицын, В.З. Зверовщиков, Н.А. Миронычев. - Опубл. в БИ №29, 07.08.1979; Авт свид. №1579740 СССР, М. кл. В24В 31/06. Способ абразивной обработки деталей / А.Н. Мартынов, В.М. Федосеев, В.А. Скрябин - Опубл. в БИ №27, 23.07.1990).
Известен способ обработки деталей в псевдоожиженном слое абразива [3] (Патент №2084327 C1 (RU), М. кл. В24В 31/10. Способ обработки деталей в псевдоожиженном слое абразива и устройство для его осуществления / А.В. Королев, П.Ю. Бочкарев. опубл. 20.07.1997), при котором на обрабатываемую поверхность подают воздушный поток, под действием которого абразивные частицы воздействуют на поверхность детали, общий воздушный поток разделяют на отдельные струи воздуха, равномерно распределенные вокруг детали и направленные на обрабатываемую поверхность под углом, равным углу резания абразивных зерен.
При шлифовании и полировании данные способы не могут быть использованы при обработке деталей из закаленных сталей, в связи с недостаточной величиной контактных давлений абразивных зерен на участках обрабатываемого профиля детали. Реализация способов требует необходимости подвода сжатого воздуха.
Наиболее близким к заявленному способу является «Способ обработки деталей», в котором деталь устанавливают в вертикальном положении в уплотненную посредством вращения ротора и оправки абразивную среду [4] (Авт свид. №1803308 A1 (SU), М. кл. В24В 31/104. Способ обработки деталей / А.Н. Мартынов, В.А. Лемин, В.А.Скрябин, В.М.Федосеев, А.В. Сытников. - Опубл. в БИ №11, 23.03.1993.)
Недостатком данного способа является низкая производительность обработки, обусловленная тем, что обработка производится в недостаточно сжатой среде абразива, приводящей к снижению интенсивности воздействия частиц абразива с обрабатываемой поверхностью детали.
Принятым за прототип является «Способ камерной обработки и устройство для его осуществления», в котором детали вертикально погружают в цилиндрическую камеру, заполненную абразивным материалом, с эластичными стенками и уплотняют абразивную среду через стенки камеры, деформируя избыточным давлением локальные зоны стенки [5] (Патент №2302940 (RU), М. кл. В24В 31/108. Способ камерной абразивной обработки и устройство для его осуществления / В.З. Зверовщиков, А.Е. Зверовщиков, Е.А. Зверовщиков. - опубл. 2007.07.20.).
Реализация способа требует наличия системы подачи рабочей жидкости под давлением, обусловлена сложностью управления процессом взаимодействия частиц абразива с обрабатываемой поверхностью. Другим недостатком способа является его низкая универсальность в части формы обрабатываемых поверхностей, ограниченная определенным количеством локальных зон деформируемой стенки камеры.
Техническим результатом заявленного изобретения является повышение качества, производительности и расширение технологических возможностей обработки наружных поверхностей в форме тел вращения.
Технический результат достигается тем, что в способе обработки (фиг.) (поперечный разрез) заготовку (1) устанавливают горизонтально оси вращения ее обрабатываемых поверхностей в камеру, образуемую внутренней цилиндрической поверхностью барабана (2) с горизонтальной осью вращения и поверхностями, перпендикулярными оси барабана и проходящими параллельно крайним торцевым поверхностям обрабатываемой(ых) поверхности(ей) заготовки с отступом на величину размера допуска на номинальный конструкторский размер между этими торцами, с каждой стороны. Ось вращения заготовки (Od) смещена относительно оси вращения барабана (OD).
В камеру засыпают абразивный материал и обеспечивают вращение барабана и заготовки в одну сторону. Скорость вращения внутренней поверхности барабана должна быть не ниже скорости, обеспечивающей за счет центростремительной силы, воздействующей на абразивные зерна, прижатие их к внутренней поверхности барабана и не превышать эту скорость в 1.2 раза. Скорость вращения заготовки должна быть не ниже условий, обеспечивающих микрорезание при обработке поверхности(ей) [6, 7, 8].
Под действием центробежной силы абразив перемещается по направлению вращения барабана и за счет сужения (снижения площади сечения) в плоскости вдоль оси между обрабатываемыми поверхностями и внутренней поверхностью барабана образуется область (3), заполненная абразивными зернами. При этом в нижней части данной области образуется уплотненная за счет давления верхних слоев зона. Так же, в этой зоне происходит фиксация абразивных зерен, непосредственно контактирующих с обрабатываемой поверхностью под воздействием зерен расположенных в верхних слоях создаваемой области. В связи этим возникает дополнительное давление, обеспечивающее условия микрорезания абразивным зерном обрабатываемой поверхности.
Объем засыпаемого абразивного материала должен обеспечивать формирование области слоя абразивных частиц (3).
За счет сыпучести в верхних слоях области абразивных частиц обеспечивается равномерное заполнение ими образующихся полостей по всему объему формируемой области и их распределение копирует профиль обрабатываемой(ых) поверхности(ей), что обеспечивает равномерный съем металла по всему контуру заготовки в зоне обработки.
Возрастающие силы резания, возникающие при образовании площадок износа на абразивных зернах в процессе обработки, обеспечивают постоянное перемешивание и обновление абразивных зерен в местах контакта абразива и обрабатываемой(ых) поверхности(ей).
Сравнение известных технических решений с заявляемым показало, что существенным отличительным признаком заявляемого способа является: схема обработки несвязанным абразивом деталей с горизонтальным расположение оси обрабатываемых поверхностей типа тел вращения, вращающихся в цилиндрической, совершающей круговые движения, камере с горизонтальной осью вращения, смещенной относительно оси обрабатываемых поверхностей.
Предлагаемый способ позволяет формировать однородные качественные характеристики при обработке поверхности(ей) детали(ей) путем формирования в камере области абразивного материала, равномерно уплотненного в местах взаимодействия обрабатываемой(ых) поверхности(ей) и абразивных зерен, обеспечить условия выравнивания контактных давлений на обрабатываемой(ых) поверхности(ях).
Повысить производительность за счет расширения технологических возможностей обработки, позволяющих устанавливать рациональные параметры и режимы обработки, обеспечивающие заданные требования к обработанной(ым) поверхности(ям) детали. К технологическим параметрам и режимам процесса обработки относятся: внутренний диметр камеры (D), относительное расположение оси обрабатываемой(ых) поверхности(ей) заготовки к оси камеры, частота вращения заготовки, материал и зернистость абразивных зерен, объем абразивного материала, время обработки.
Исключить необходимость использования пневмо и гидросистем в управлении процессом при его реализации.
ПРИМЕР
Обработке подверглась наружная цилиндрическая поверхность диаметром 40 мм, длиною 110 мм (номинальные размеры), деталей, выполненных из стали 45 ГОСТ 1050-88 (после точения и термической обработки) (HRC 48…55), исходная шероховатость поверхности Ra=6,3 мкм.
Технологические параметры и режимы обработки: внутренняя цилиндрическая поверхность камеры (номинальный размер) D=104 мм, относительное расположение осей по горизонтали и вертикали - по 20 мм (в соответствии с фиг.), абразивный материал - электрокорунд белый - А24, зернистость (ГОСТ 3647-80) - 25, объем абразивного материала - 121000 мм3, частота вращения внутренней цилиндрической поверхности барабана - 200 об/мин., частота вращения детали (заготовки) - 2840 об/мин., цикл обработки 2 мин.
Результаты обработки: шероховатость Ra=0,2-0.16 мкм., съем металла на сторону - 14-18 мкм.
1. Авт свид. №948637 (СССР), М. кл. В24В 31/08. Способ обработки деталей в среде свободного абразива / А.Н. Мартынов, П.И. Ящерицын, В.З. Зверовщиков, Н.А. Миронычев. - Опубл. в БИ №29, 07.08.1979.
2. Авт свид. №1579740 СССР, М. кл. В24В 31/06. Способ абразивной обработки деталей / А.Н. Мартынов, В.М. Федосеев, В.А. Скрябин - Опубл. в БИ №27, 23.07.1990.
3. Патент №2084327 C1 (RU), М. кл. В24В 31/10. Способ обработки деталей в псевдоожиженном слое абразива и устройство для его осуществления / А.В. Королев, П.Ю. Бочкарев. Опубл. 20.07.1997.
4. Авт свид. №1803308 A1 (SU), М. кл. В24В 31/104. Способ обработки деталей / А.Н. Мартынов, В.А. Лемин, В.А.Скрябин, В.М.Федосеев, A.В. Сытников. - Опубл. в БИ №11, 23.03.1993.
5. Патент №2302940 (RU), М. кл. В24В 31/108. Способ камерной абразивной обработки и устройство для его осуществления / B.З. Зверовщиков, А.Е. Зверовщиков, Е.А. Зверовщиков. - Опубл. 2007.07.20.
6. Корчак С.Н. Производительность процесса шлифования стальных сталей. - М.: Машиностроение, 1974. - 279 с.
7. Стратиевский И.Х., Юрьев В.Г., Зубарев Ю.М. Абразивная обработка: справочник. М.: Машиностроение, 2010. 352 с.
8. Справочник технолога / под общей редакцией А.Г.Суслова. М.: Инновационное машиностроение, 2019. - 800 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки, обеспечивающее планетарное движение на малых межосевых расстояниях | 2017 |
|
RU2658542C1 |
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ полирования поверхностей деталей с гальваническим никелевым покрытием | 2020 |
|
RU2741314C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |

Изобретение относится к области машиностроения и может быть использовано при обработке свободным абразивным материалом наружных поверхностей типа тел вращения, в том числе сложного профиля. Способ включает вращение обрабатываемой детали во вращающемся барабане с абразивным материалом. Используют барабан с горизонтальной осью вращения и внутренней цилиндрической поверхностью, образующей камеру, в которую засыпают абразивный материал. Обрабатываемую деталь устанавливают горизонтально из условия расположения осей вращения барабана и обрабатываемой детали параллельно и со смещением. Вращение барабана и обрабатываемой детали осуществляют в одну сторону с образованием в камере области абразивного материала, равномерно уплотненного в местах взаимодействия обрабатываемой поверхности и абразивного материала. Повышается качество обработки за счет выравнивания контактных давлений на обрабатываемых поверхностях, исключается необходимость использования пневмо- и гидросистем при обработке деталей. 1 ил.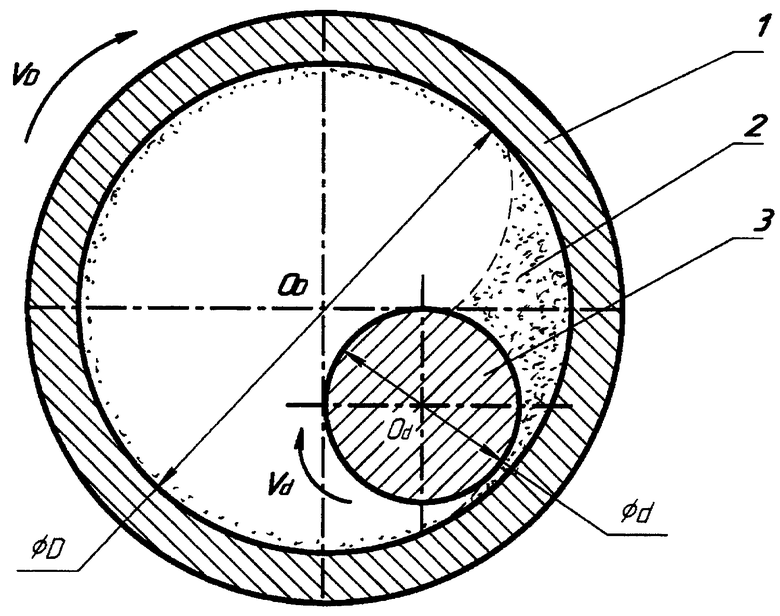
Способ абразивной обработки наружных поверхностей деталей в виде тел вращения, включающий вращение обрабатываемой детали во вращающемся барабане с абразивным материалом, отличающийся тем, что используют барабан с горизонтальной осью вращения и внутренней цилиндрической поверхностью, образующей камеру, в которую засыпают абразивный материал, а обрабатываемую деталь устанавливают горизонтально из условия расположения осей вращения барабана и обрабатываемой детали параллельно и со смещением, при этом вращение барабана и обрабатываемой детали осуществляют в одну сторону с образованием в камере области абразивного материала, равномерно уплотненного в местах взаимодействия обрабатываемой поверхности и абразивного материала.
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| Способ абразивной обработки деталей | 1987 |
|
SU1579740A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2502590C1 |
| Устройство для вибрационной обработки | 1989 |
|
SU1824295A1 |
| Устройство для центробежно-планетарной абразивной обработки деталей | 1977 |
|
SU878521A1 |
| DE 3546386 A1, 02.07.1987. | |||
