Изобретение относится к машиностроению и может быть использовано при финишной обработке свободным абразивом наружных поверхностей деталей с отклонениями геометрической формы от круглости, а также сложнопрофильных деталей. Устройство содержит вал с оправкой, контейнер с внутренней полостью и эластичными стенками, крышку, с выполненным в ней зубчатым венцом во внутренней полости, камеру, заполненную абразивной средой, привод вращения детали, вал с оправкой, на котором расположен зубчатый венец, опорную и защитную крышки. Изобретение позволяет обеспечить планетарное вращение детали при малом межосевом расстоянии оправки с деталью и шпинделем устройства, что повышает качество обработки деталей и уменьшает энергетические затраты.
Заявленное изобретение относится к области финишной обработке деталей свободным абразивом и может быть использовано в машиностроении для полирования незакрепленным абразивом сложнопрофильных деталей и деталей с отклонениями от круглости.
Известны устройства обработки деталей в среде свободного абразива, находящегося в рабочей камере, который уплотняют давлением жидкости или газа на эластичные стенки камеры.
Недостатками известных устройств является увеличенное потребление энергии, а также конструкции устройств, которые снижают параметры качества обрабатываемых поверхностей и уменьшают номенклатуру деталей по весовым и габаритным характеристикам. Наличие большого межосевого расстояния между центром оправки с деталью и шпинделем устройства приводит к появлению большего плеча, увеличивающего сопротивление абразивной среды и, как следствие, увеличение нагрузки и появление вибраций на используемом устройстве, а уменьшение межосевого расстояния или исключение планетарного движения приводит к снижению наибольшей допустимой массы и номенклатуры обрабатываемых деталей.
Для исключения вышеперечисленных недостатков конструкции устройства требуется размещение валов на малых межосевых расстояниях и наличие жесткой связи, обеспечивающее вращения вала с деталью вокруг собственной оси.
Технический результат достигается тем, что межосевое расстояние, между валом ротора и оправкой, может быть меньше чем сумма радиусов входного вала и вала с деталью.
Технических решений со сходными отличительными признаками по патентной и научно-технической литературе не обнаружено, следовательно, заявленное устройство обладает существенными отличиями.
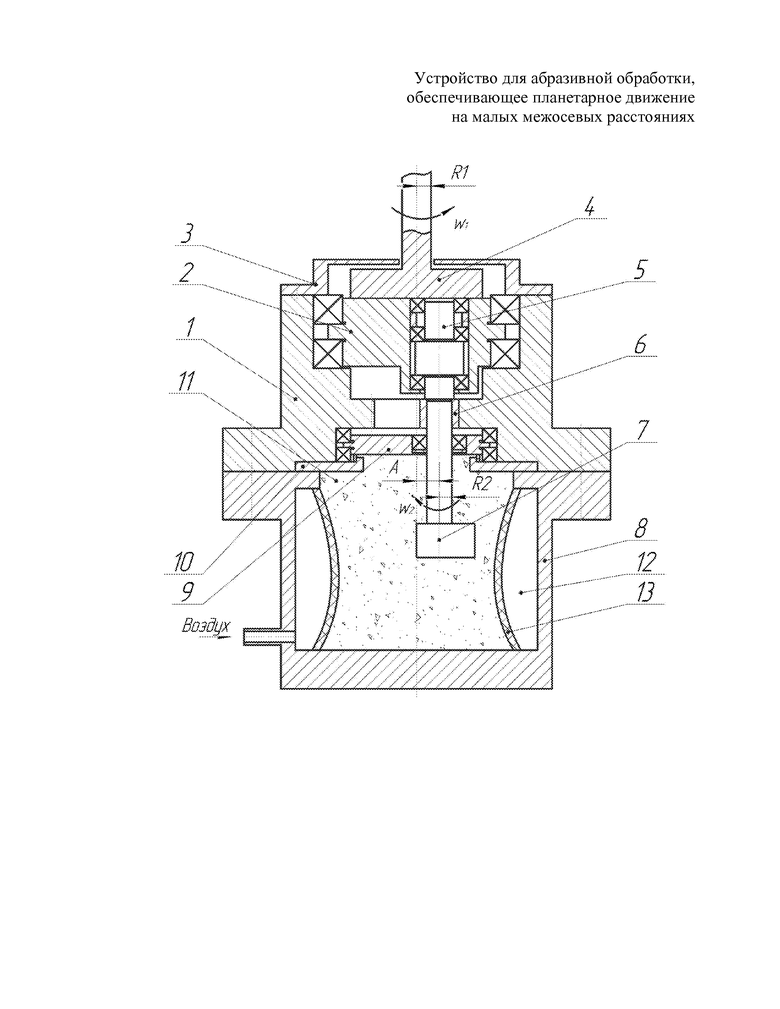
На чертеже изображена принципиальная схема устройства.
Устройство состоит из контейнера 8, заполненного абразивной средой 11. В крышке 1 , установленной на контейнере устройства, смонтированы опорная крышка 2 и защитная крышка 10 с подшипниковыми опорами. С опорной крышкой 2 жестко связан входной вал 4, передающий крутящий момент от привода станка к опорной крышке, и обеспечивающий вращение детали относительно оси устройства. В опорную крышку 2 с эксцентриситетом установлен в подшипниках вал с оправкой 5, служащий для установки детали 7 в абразивную среду 11. На вал с оправкой 5 установлен зубчатый венец 6, который кинематически связан с зубчатым венцом, выполненным на крышке 1 устройства. Данная связь осуществляет вращение обрабатываемой детали 7 относительно собственной оси. Крышки 9 и 3 предохраняют внутренние механизмы устройства от воздействия абразива и внешней среды.
Устройство работает следующим образом.
На вал с оправкой 5, который установлен в корпусе крышки устройства, закрепляется деталь 7. Крышка 1 устанавливается на корпус устройства 8, обеспечивая тем самым погружение детали в абразивную среду. Подача сжатого воздуха под давлением в полость контейнера 12 обеспечивает поджатие эластичными стенками 13 к детали 7 абразивной среды 11, за счет чего равномерно осуществляется контакт абразивных частиц с поверхностью детали. Крутящий момент передается валу 4 от привода станка и сообщает вращение опорной крышке 2 с установленной в ней валом с оправкой 5, тем самым обеспечивая вращение обрабатываемой детали 7 относительно оси устройства. Передача крутящего момента относительно оси заготовки осуществляется за счет контакта зубчатого венца 6 на валу с оправкой с зубчатой поверхностью крышки 1 устройства. Благодаря данному устройству деталь совершает планетарное движение на малых межосевых расстояниях, обеспечивая при этом равномерный съем металла по всей поверхности заготовки.
Пример
Для обработки деталей на установки суммой радиусов валов равное 20 мм, межосевое расстояние равно 25 мм сопротивление абразивной среды F1 при скорости 5 рад/с определяем по формуле:
где s - величина, пропорциональная поверхности сопротивления, Kс – коэффициент сопротивления, P – плотность среды, V – скорость движения детали. Так как движение заготовки совершается вокруг центральной оси устройства, скорость заготовки определяется по формуле:

где ω - угловая скорость заготовки, R - радиус окружности вращения с большим расстоянием. Следовательно, сопротивление абразивной среды будет выражаться следующим условием:
При использовании установки для абразивной обработки, обеспечивающая движение на малых межосевых расстояниях, возможно уменьшить межосевое расстояние до 10 мм, следовательно сопротивление абразивной среды будет выражаться по следующей формуле:
Следовательно отношение сопротивлений установок:

Так как 2,5 это отношение радиусов, относительно центра вращения, следовательно, сопротивление абразивной среды, на обрабатываемую деталь в новой установке относительно установки с большим межосевым расстоянием, вычисляется по формуле:

где  - радиус вращения с межосевым расстоянием больше суммы радиусов валов,
- радиус вращения с межосевым расстоянием больше суммы радиусов валов,  - радиус вращения с межосевым расстояние меньше суммы радиусов двух валов.
- радиус вращения с межосевым расстояние меньше суммы радиусов двух валов.
Следовательно, полученная установка снижает сопротивление абразивной среды в  раз.
раз.
Экономическая эффективность при с использовании данного устройства:
Мощность двигателя должна быть больше силы сопротивления абразивной среды. Для установки с межосевым расстоянием больше суммы радиусов валов мощность N1 вычисляется по формуле:
где b - коэффициент запаса.
Тогда мощность двигателя для устройства с малыми межосевыми расстояниями N2 составит:
Найдём отношение мощностей двигателей  :
:


следовательно, для работы разработанной установки требуется мощность двигателя в  раза меньше, чем в установке с увеличенным межосевым расстоянием. Экономия средств S при работе 1 час на данной установке составит:
раза меньше, чем в установке с увеличенным межосевым расстоянием. Экономия средств S при работе 1 час на данной установке составит:

где  - стоимость 1 КВт,
- стоимость 1 КВт,  – Фактическая мощность двигателя для устройства с межосевым расстоянием больше суммы радиусов валов,
– Фактическая мощность двигателя для устройства с межосевым расстоянием больше суммы радиусов валов, фактическая мощность двигателя для устройства с межосевым расстоянием меньше суммы радиусов валов.
фактическая мощность двигателя для устройства с межосевым расстоянием меньше суммы радиусов валов.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ 1803308 МПК В24В 31/104. Способ обработки деталей / Скрябин В.А. Опубликовано 23.03.93, Бюл. №11.
2. Патент РФ 2302940 МПК В24В 31/108. Способ камерной обработки и устройство для его осуществления / Зверовщиков В.З., Зверовщиков А.Е., Зверовщиков Е.А. Опубликовано 20.07.2007, Бюл. №20.
3. Авт. свид. №1323350 (СССР), М. кл. В24В 31/00, 31/10. Устройство для обработки деталей свободным абразивом / Б.Н. Бирюков, Ю.Н.Дубинчук. Опубл. в БИ №26, 15.07.1987.
4. Авт. свид. №1206062 (СССР). М. кл. В24В 31/00. Устройство для абразивной обработки деталей / Ю.М.Гачегов. - Опубл. в БИ №3, 23.01.1986.
5. Авт свид. №502294 (СССР). М. кл. G01N В 3/56. Установка для испытания материалов на абразивное изнашивание / И.В.Южаков, А.Б.Надточиев, Г.Я.Ямпольский, Ю.К.Калугин. Опубл. в БИ №5, 05.08.1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки плоских поверхностей деталей | 2020 |
|
RU2748919C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2805690C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
Изобретение относится к области абразивной обработки и может быть использовано при финишной обработке свободным абразивом наружных поверхностей сложнопрофильных деталей. Устройство содержит контейнер с эластичными стенками, заполненный абразивной средой, входной вал с приводом вращения и вал с оправкой для установки детали. В крышке контейнера смонтированы с помощью подшипников опорная и защитная крышки. Входной вал жестко связан с опорной крышкой, в которой в подшипниках установлен с эксцентриситетом упомянутый вал с оправкой. Оправка выполнена с зубчатым венцом, кинематически связанным с зубчатым венцом, образованным на внутренней поверхности крышки контейнера. Межосевое расстояние между входным валом и валом с оправкой выбирается в зависимости от их радиусов. В результате улучшается качество обработки деталей и уменьшаются габаритные размеры устройства при увеличении номенклатуры обрабатываемых деталей. 1 ил., 1 пр.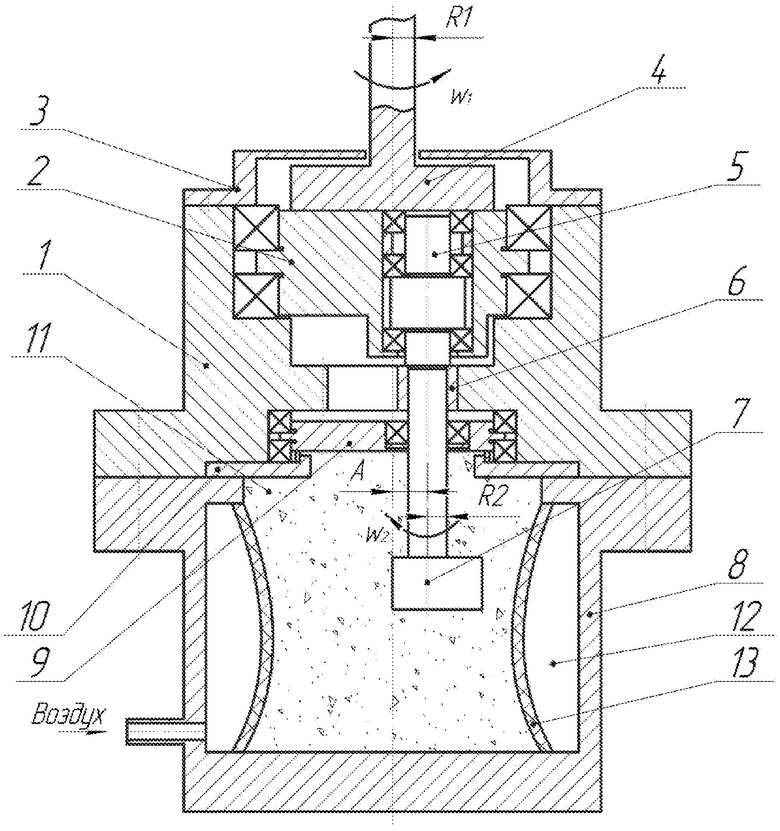
Устройство для финишной обработки наружных поверхностей сложнопрофильных деталей, содержащее контейнер с эластичными стенками, заполненный абразивной средой, входной вал с приводом вращения и вал с оправкой для установки детали, отличающееся тем, что оно снабжено установленной на контейнере крышкой со смонтированными в ней с помощью подшипников опорной и защитной крышками, при этом входной вал жестко связан с опорной крышкой, в которой в подшипниках установлен с эксцентриситетом упомянутый вал с оправкой, выполненной с зубчатым венцом, кинематически связанным с зубчатым венцом, образованным на внутренней поверхности крышки контейнера, причем межосевое расстояние А между входным валом и валом с оправкой выбрано из условия:
A≤R1+R2,
где R1 - радиус входного вала;
R2 - радиус вала с оправкой.
| Способ обработки деталей | 1990 |
|
SU1803308A1 |
| Вибрационная машина для обработки деталей в контейнере | 1977 |
|
SU680863A1 |
| Устройство для абразивной обработки деталей | 1985 |
|
SU1328167A1 |
| DE 3546386 A, 02.07.1987. | |||

