Изобретение относится к отделочно-зачистной объемной обработке деталей уплотненным шлифовальным материалом, и может быть использовано для финишной обработки наружных поверхностей пустотелых деталей, преимущественно сложной формы.
Для повышения качества поверхности путем объемной обработки деталей гранулированными рабочими средами широкое распространение получила обработка в контейнерах с планетарным вращением [1, 2]. Рабочей загрузке, которая состоит из гранул шлифовального материала и деталей, сообщают сложное пространственное движение, при котором происходит ее интенсивное пересыпание в объеме контейнера с образованием высокоскоростного скользящего слоя на поверхности уплотненной массы, что приводит к контактному взаимодействию и перемещению гранул по поверхности деталей. При различной плотности абразивных гранул и обрабатываемых деталей происходит проскальзывание гранул относительно поверхности деталей, что приводит к обработке последних.
Недостатками известных способов являются отсутствие стабильности обработки на различных участках профиля и формирование вблизи центра масс пересыпающейся уплотненной загрузки зоны относительного покоя, в которой проскальзывание гранул относительно поверхности деталей существенно замедляется или полностью прекращается. Поэтому некоторые детали, попавшие в эту зону, будут иметь нестабильное качество поверхности или могут оказаться вообще необработанными, что потребует их повторной обработки или ручной дополировки, а это приводит к увеличению трудоемкости отделочно-зачистной операции.
Наиболее близким заявляемому изобретению является способ центробежной абразивной обработки деталей по авторскому свидетельству №1627382 [3]. При этом способе контейнерам с рабочей загрузкой сообщают планетарное движение, а водилу, в гнездах которого смонтированы опоры, несущие контейнеры, переносное вращение вокруг оси, перпендикулярной оси водила, что приводит к дополнительному циклическому перемещению уплотненной массы рабочей загрузки вдоль осей цилиндрических контейнеров. Возникающий при переносном движении водила осевой импульс вызывает разрушение зоны относительного покоя, что позволяет выровнять условия обработки деталей, загруженных в контейнеры, повысить производительность и стабильность обработки поверхностей деталей.
Недостатком известного способа является то, что он не позволяет эффективно обрабатывать пустотелые детали. Это связано с малой объемной плотностью подобных деталей, что приводит к эффекту «всплытия» деталей на поверхность уплотненной загрузки, а это препятствует контакту гранулированной среды с обрабатываемыми поверхностями.
Техническим результатом является уменьшение шероховатости поверхности и создание условий стабильной обработки пустотелых деталей, который достигается тем, что объемную плотность пустотелой детали увеличивают путем введения в полость детали технологического тела, массу mт которого определяют по формуле
mт≥ρa·(Vм+Vп)-mд,
где mт - масса тела, введенного во внутреннюю полость обрабатываемой детали; ρa - объемная плотность абразивного шлифовального материала (гранул); Vм - объем материала детали; Vп - объем внутренней полости детали; mд - масса обрабатываемой детали.
Предлагаемый способ позволяет обеспечить погружение деталей в шлифовальный материал и относительное перемещение поверхностей деталей и абразивных гранул в зоне скользящего слоя в контейнерах с планетарным вращением, так как плотности материала деталей и гранул будут существенно отличаться. При погружении деталей в гранулированную абразивную среду достигается копирование профиля детали и обеспечивается необходимое для обработки контактное давление на различных участках детали сложной формы. Технология объемной обработки позволяет механизировать трудоемкие отделочно-зачистные операции без применения ручной дополировки и обеспечить стабильное качество поверхности по всему контуру детали вследствие ее многократного переориентирования при вращении в уплотненной массе гранул в объеме контейнера.
Технологических решений со сходными отличительными признаками по патентной и научно-технической литературе не обнаружено, следовательно, заявляемый способ обладает существенными отличиями.
На фиг.1 приведена схема движения рабочей загрузки с образованием скользящего слоя, а на фиг.2 - схема закрепления технологического тела в полости детали.
Способ объемной обработки пустотелых деталей осуществляется следующим образом.
Обрабатываемые детали 1 (фиг.1) загружают в цилиндрический контейнер 2 с гранулированным шлифовальным материалом 3. Заливают технологическую жидкость и герметично закрывают контейнер. Контейнерам сообщают планетарное движение с угловыми скоростями ω1 и ω2 вокруг осей водила 4 и контейнера 5, соответственно, а водилу, несущему контейнеры, дополнительно сообщают переносное вращение с угловой скоростью ω3 вокруг оси 6, перпендикулярной оси водила. При сложном вращении контейнера происходит уплотнение рабочей загрузки с образованием сегмента в поперечном сечении контейнера. При этом происходит пересыпание рабочей загрузки в объеме контейнера, а на ее поверхности формируется движущийся с высокой скоростью скользящий слой 7, состоящий из абразивных гранул и обрабатываемых деталей. В этом слое происходит наиболее интенсивная обработка деталей абразивными гранулами вследствие их проскальзывания относительно друг друга. Это проскальзывание происходит при существенном различии плотностей обрабатываемого материала и материала гранул.
Пустотелые детали при центробежной обработке в контейнере с планетарным вращением "всплывают" на поверхность уплотненной загрузки и практически не обрабатываются. Для определения условий погружения предположим, что объем пустотелой детали равен объему монолитной детали. Тогда объем пустотелой детали Vпд представим в виде
Vпд=Vм+Vп,
где Vм - объем материала детали, Vп - объем внутренней полости детали.
Введем показатель средней плотности пустотелой детали ρпд. Тогда
где mд - масса обрабатываемой детали.
Способ установки и закрепления технологического тела 8 во внутренней полости детали 1 (фиг.2) зависит от размеров и формы этой полости. Например, закрепить технологическое тело можно с помощью винтов 9, расположенных "в распор". Для предотвращения истирания в процессе обработки головок винтов на них закрепляют резиновый чехол 10, например из резины.
После установки технологического тела среднюю плотность пустотелой детали определяют по выражению
где mт - масса технологического тела, введенного во внутренний объем обрабатываемой детали.
Для эффективной обработки деталей с внутренними полостями для их погружения в гранулированную среду необходимо, чтобы выполнялось условие
ρпд≥ρa,
где ρa - объемная плотность абразивного шлифовального материала (гранул).
Поэтому массу технологического тела, которое вводят во внутреннюю полость детали, определяют из условия
или
mт≥ρa·(Vм+Vп)-mд.
Пример.
Обрабатывалась пустотелая головка клюшки для игры в гольф из титанового сплава ВТ 10. Объем материала Vм детали составил при толщине стенки t=3 мм, Vм=138,300 см3, а объем пустот Vп=634,4 см3. Обработка производилась призмами трехгранными абразивными марки ПТ15×15 на керамической связке. Объемная плотность ρa гранулированного абразивного материала составила ρa=1,61 г/см3, а масса обрабатываемой детали mд=260 г.
Обработка пустотелой детали при частоте вращения водила установки nв=160 мин-1, частоте вращения контейнеров вокруг собственной оси nк=276 мин-1, в течение 30 мин не обеспечило существенного изменения качества поверхности, так на ней отчетливо просматриваются дефекты литья, а также сетка линии от разгара кокиля.
Установим в полости пустотелой детали технологическое тело массой
mт, рассчитанной из условия
mт≥ρa·(Vм+Vп)-mд,
или
mт≥1,610·(138,3+634,4)-260
или
mт≥984 г.
Принимаем mт=1000 г.
При этом на одинаковых технологических режимах при обработке в течение 20 мин формируется однородная шероховатость наружной поверхности обрабатываемой пустотелой головки клюшки для игры в гольф с Ra=0.8…1.0 мкм, что соответствует техническим требованиям на изделие.
Источники информации
1. Masahisa Matsunaga, Hisamine Kobayashi. High Speed Surfage Finishing Method. United State Patent Office №3513604, U.S.Cl, 51-313, Ynt.Cl. B24B 1/100, Patented May 26, 1970.
2. Авт.свид. №992172 (СССР) М.кл. В24В 31/08. Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления/И.Е.Бондаренко, С.И.Фишбейн, Р.А.Подтеребков, Е.И.Фишбейн. - Опубл. в БИ №4, 1983.
3. Авт.свид. №1627382 (СССР), М.кл. В24В 31/104. Способ обработки деталей и устройство для его осуществления / А.Н.Мартынов, В.З.Зверовщиков, А.Е.Зверовщиков, А.Т.Манько. - Опубл. в БИ №6, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЦИНКА И ЦИНКОВЫХ СПЛАВОВ | 2004 |
|
RU2261789C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ ЗАЧИСТКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2466017C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
| АБРАЗИВНАЯ ГРАНУЛА | 2011 |
|
RU2470760C1 |
Изобретение относится к машиностроению и может быть использовано при отделочно-зачистной объемной обработке наружных поверхностей пустотелых деталей, преимущественно сложной формы, уплотненным шлифовальным материалом. Обрабатываемые детали загружают в контейнер с гранулированным шлифовальным материалом и технологической жидкостью. Контейнерам сообщают планетарное движение вокруг осей водила и контейнера, а водилу - переносное вращение вокруг оси, перпендикулярной оси водила. При сложном вращении контейнера происходит уплотнение рабочей загрузки, а на ее поверхности формируется скользящий слой. Объемную плотность пустотелой детали увеличивают путем введения в полость детали технологического тела, массой mт, которую определяют по расчетной зависимости. В результате обеспечивается погружение деталей в гранулированный шлифовальный материал и создаются условия для стабильной обработки наружных поверхностей пустотелых деталей. 2 ил., 1 пр.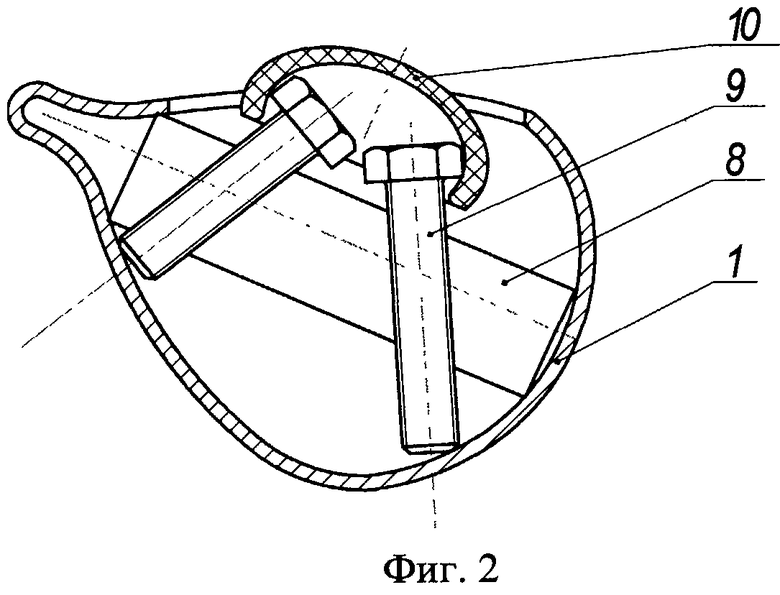
Способ центробежной абразивной объемной обработки пустотелых деталей, включающий загрузку детали и гранулированного шлифовального материала в контейнер, которому сообщают планетарное движение и переносное вращение с водилом вокруг оси, перпендикулярной оси водила, отличающийся тем, что объемную плотность обрабатываемой детали увеличивают путем введения в полость детали технологического тела, массу mт которого определяют по формуле:
mт≥ρa·(Vм+Vп)-mд,
где mт - масса тела, введенного во внутреннюю полость обрабатываемой детали; ρa - объемная плотность гранул абразивного шлифовального материала; Vм - объем материала детали; Vп - объем внутренней полости детали; mд - масса обрабатываемой детали.
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЦИНКА И ЦИНКОВЫХ СПЛАВОВ | 2004 |
|
RU2261789C1 |
| Способ центробежной обработки | 1988 |
|
SU1641590A1 |
| DE 3546386 А1, 02.07.1987 | |||
| US 5454749 А, 03.10.1995. | |||

