Область техники, к которой относится изобретение
Приведенные в качестве примера варианты осуществления, раскрытые здесь, в целом относятся к приводным машинам для электродуговой сварки, включая такие машины, в которых используется сварочный пистолет, предназначенный для использования при сварочной операции, и механизм подачи проволоки, предназначенный для подачи расходуемой сварочной электродной проволоки к сварочному пистолету. Более конкретно, приведенные в качестве примера варианты осуществления, раскрытые здесь, относятся к усовершенствованным контакторным узлам для механизмов подачи сварочной проволоки. Варианты осуществления в особенности применимы в качестве переносных приводных машин для электродуговой сварки (или применения в переносных приводных машинах для электродуговой сварки), часто используемых тогда, когда предполагается, что место выполнения сварочной операции не останется постоянным, например, при выполнении сварочных операций на местах производства работ, которые регулярно изменяются, или если сварочные операции охватывают большие площади в одном месте производства работ. Однако следует понимать, что приведенные в качестве примера варианты осуществления, рассмотренные здесь, также могут использоваться в других схожих случаях применения.
Приводные машины для электродуговой сварки в целом хорошо известны. Как правило, в машинах для электродуговой сварки источник питания обеспечивает пропускание тока между электродом и свариваемым изделием. Обычно электрод представляет собой непрерывную сварочную проволоку, вытягиваемую из запаса сварочной проволоки, такого как барабан или бобина, при этом указанную проволоку пропускают через контактный наконечник или пистолет на ее пути к расплавлению и осаждению на свариваемую деталь. Упомянутый пистолет может быть выполнен с избирательно приводимым в действие переключателем для подачи мощности для сварки от источника питания к электроду (то есть проволоке) для создания дуги между доступной для воздействия частью электрода и свариваемой деталью. Механизмы подачи проволоки часто используются для подачи сварочной проволоки, предпочтительно соответствующим и регулируемым образом, к сварочному пистолету, предназначенному для использования при сварочной операции. Механизмы подачи сварочной проволоки могут быть изготовлены в нескольких вариантах, каждый из которых оптимизирован для конкретного применения. Распространенные классификации механизмов подачи проволоки включают роботизированные механизмы подачи проволоки, переносные механизмы подачи проволоки, тянущие механизмы подачи проволоки и волочильные механизмы подачи проволоки.
Переносные механизмы подачи проволоки часто используются, когда существует вероятность изменения места выполнения сварочной операции или операций или когда это место не всегда остается постоянным (например, на верфях). Это может относиться, например, к сварочным операциям на местах выполнения работ, которые ежедневно изменяются, или к сварочным операциям, которые охватывают большую площадь на одном месте выполнения работ. Примеры переносных механизмов подачи проволоки в целом рассмотрены в следующих патентах США: 4 665 300 на имя Bellefleur, 6 213 375 на имя Rybicki, 4 508 954 на имя Kroll, 6 225 596 на имя Chandler, 5 410 126 на имя Miller, 5 836 539 на имя Grimm и 6 705 563 на имя Luo, которые включены в данную заявку путем ссылки.
Предпочтительно переносные механизмы подачи проволоки обеспечивают подачу соответствующей сварочной проволоки для сварочной операции в значительной степени аналогично тому, как это делает обычный стационарный механизм подачи проволоки. Это часто является более трудным в случае переносного механизма подачи проволоки, поскольку он с большой вероятностью будет подвергаться неоднократному перемещению и использованию в широком диапазоне условий эксплуатации, многие из которых могут быть неблагоприятными (жесткими). Напротив, обычные стационарные механизмы подачи проволоки часто используются в контролируемых и неизменяющихся средах, таких как цех или производственный участок. Помимо функционирования подобно стационарному механизму подачи проволоки, переносной механизм подачи проволоки предпочтительно является компактным и легким, что создает возможность его более простого перемещения и использования в ограниченных рабочих зонах. Другими желательными признаками переносных механизмов подачи проволоки являются прочность и долговечность.
В одной обычной сварочной установке переносной механизм подачи проволоки соединен с удаленно расположенным источником питания посредством одного или нескольких питающих кабелей, так известных как провод, идущий к электроду. Механизм подачи проволоки дополнительно присоединен к сварочному пистолету посредством направляющего рукава. В моторизованной системе подачи в механизме подачи проволоки используются ролики для подачи или разматывания сварочной электродной проволоки из запаса проволоки (часто бобины с проволокой) через направляющий рукав к сварочному пистолету. С этой целью направляющий рукав может включать в себя внутреннюю трубку для перемещения проволоки от подающего механизма к пистолету, и электрические провода для подачи питания (такие как электрическая схема управления) к пистолету. Если требуется, направляющий рукав может дополнительно включать в себя каналы для транспортировки защитного газа к пистолету и/или для обеспечения циркуляции охлаждающей текучей среды через пистолет или к пистолету.
Более точно, переносные механизмы подачи проволоки, как правило, включают в себя кожух или ограждение с входным зажимом или лепестковым выводом для присоединения силового питающего кабеля к шине и с выходным элементом, присоединенным к направляющему рукаву, к которому подается питание для сварки от источника питания вместе со сварочной проволокой, приводимой в движение посредством приводного механизма подачи проволоки. Переносные механизмы подачи проволоки, включая приводную систему подачи проволоки и цепь управления ею, могут быть приведены в действие посредством тока для дугового разряда от источника питания. Переносные подающие механизмы, как правило, содержат средство для переключения тока для дугового разряда к сварочному направляющему рукаву, такое как контактор. Пусковое устройство на пистолете обеспечивает замыкание переключателя для инициирования сварочной операции, что заставляет контактор подавать сварочный ток к направляющему рукаву, а также вызывает запуск двигателя для подачи проволоки к направляющему рукаву. Сварочный ток дугового разряда проходит через контактор, и его включение и выключение осуществляется посредством контактора переносного механизма подачи проволоки.
С течением времени контакты на контакторе, также называемом здесь электромеханическим переключателем, изнашиваются из-за искрения и нагрева. В этом случае раньше заменяли весь контактор как комплектующий узел. В прошлом это считалось желательным вследствие уменьшенного запаса деталей, требуемых для технического обслуживания механизма подачи проволоки, и упрощения процесса замены. Однако существует немалый сегмент рынка механизмов подачи проволоки, в котором обычным является наличие квалификации, достаточной для выполнения ремонта контактора по частям, и/или стремление создавать запасы запасных частей, включая несколько деталей, которые образуют контактор в сборе. Часто такие пользователи не безразличны к стоимости замены контактора в сборе и непрерывно стремятся к снижению затрат.
Таким образом, например, в том случае, когда контакты контактора в сборе будут изношены, а остальная часть контактора в сборе будет оставаться в хорошем состоянии, может оказаться желательным заменить только контакты. Как правило, катушка и рама контактора в сборе имеют более длительные сроки полезного использования, чем контакты, и необязательно могут потребовать замены при первом отказе контактов. Таким образом, существует потребность в усовершенствованных переносных механизмах подачи проволоки и контакторах в сборе, предназначенных для них, которые облегчают замену выбранных деталей контактора. Это позволило бы потребителю заменять только выбранные компоненты контактора при их отказе, а не заменять весь контактор в сборе как единый компонент. К преимуществам, которые могут быть получены, относятся снижение стоимости замены, связанной с отказавшими контакторами в сборе, а также уменьшение отходов, загрязняющих окружающую среду.
Сущность изобретения
В соответствии с одним вариантом осуществления разработан переносной механизм подачи проволоки, предназначенный для подачи сварочной проволоки и сварочного тока для сварочной операции. Более конкретно, в соответствии с данным вариантом осуществления механизм подачи проволоки включает в себя входной элемент (input), электрически соединенный с источником питания, и выходной элемент (output), избирательно электрически соединяемый с входным элементом для приема сварочного тока, поданного к входному элементу от источника питания, и подачу для сварочной операции сварочного тока и сварочной проволокой посредством направляющего рукава. Механизм подачи проволоки дополнительно включает в себя контактор для избирательного электрического соединения входного элемента с выходным элементом. Контактор включает в себя первый электрический вывод, электрически соединенный с входным элементом, второй электрический вывод, электрически соединенный с выходным элементом, и проводящую перемычку, выполненную с возможностью перемещения между первым положением, в котором перемычка электрически соединяет первый электрический вывод со вторым электрическим выводом, и вторым положением, в котором перемычка отдалена, по меньшей мере, от одного из первого и второго электрических выводов для электрического отсоединения выводов друг от друга. По меньшей мере, один из следующих элементов: первый электрический вывод, второй электрический вывод и(или) перемычка - выполнен с возможностью независимого отделения его от контактора для технического обслуживания, ремонта или замены. Приводная система подачи проволоки включает в себя двигатель и подающий ролик, приводимый в движение посредством двигателя для направления сварочной проволоки из запаса проволоки к выходному элементу для обеспечения сварочной операции (сварки) сварочной проволокой через направляющий рукав.
В соответствии с другим аспектом предложен механизм подачи сварочной проволоки. В соответствии с данным вариантом осуществления механизм подачи проволоки включает в себя кожух механизма подачи проволоки, имеющий входной элемент, электрически соединенный с источником питания для приема сварочного тока от него, и выходной элемент, к которому присоединен направляющий рукав, проходящий до зоны сварочной операции. Контактор в сборе расположен в кожухе и предназначен для избирательного электрического соединения входного элемента с выходным элементом для обеспечения тока для сварочной операции через направляющий рукав. Контактор включает в себя корпус, первый контакт, прикрепленный к корпусу с возможностью отсоединения и электрически соединенный с входным элементом, и второй контакт, прикрепленный к корпусу с возможностью отсоединения и электрически соединенный с входным выходным элементом. Контактор дополнительно включает в себя перемычку, расположенную в корпусе и выполненную с возможностью перемещения между первым положением, в котором первый и второй контакты электрически соединены через перемычку, и вторым положением, в котором первый и второй контакты электрически изолированы друг от друга. Приводной элемент присоединен к перемычке с возможностью отсоединения для обеспечения перемещения перемычки между первым и вторым положениями. Приводная система подачи проволоки включает в себя двигатель и подающий ролик, приводимый в действие посредством двигателя для направления сварочной проволоки из запаса сварочной проволоки к выходному элементу и через направляющий рукав в сварочную операцию.
В соответствии с еще одним вариантом осуществления разработан контактор для механизма подачи проволоки для электродуговой сварки. Более конкретно, в соответствии с данным вариантом осуществления механизм подачи проволоки включает в себя корпус, к которому первый и второй контакты, выполненные в виде электрических выводов, присоединены с возможностью отсоединения. Первый контакт электрически соединен с входным силовым кабелем, который обеспечивает подачу питания от удаленно расположенного источника питания. Второй контакт электрически соединен с выходным элементом механизма подачи проволоки, при этом питание, подаваемое к выходному элементу, электрически подводится к расходуемой электродной проволоке в механизме подачи проволоки. Проводящая перемычка расположена в корпусе с возможностью отделения от него и выполнена с возможностью перемещения между первым положением, в котором перемычка электрически соединяет первый контакт со вторым контактом, и положением, в котором перемычка отдалена, по меньшей мере, от одного из первого и второго контактов для обеспечения электрического отсоединения контактов друг от друга. Приводной элемент присоединен к перемычке с возможностью отсоединения для перемещения перемычки между первым положением и вторым положением.
Краткое описание чертежей
Фиг.1 представляет собой схематический вид машины для электродуговой сварки, имеющей механизм подачи проволоки, присоединенный к источнику питания для выполнения сварки детали.
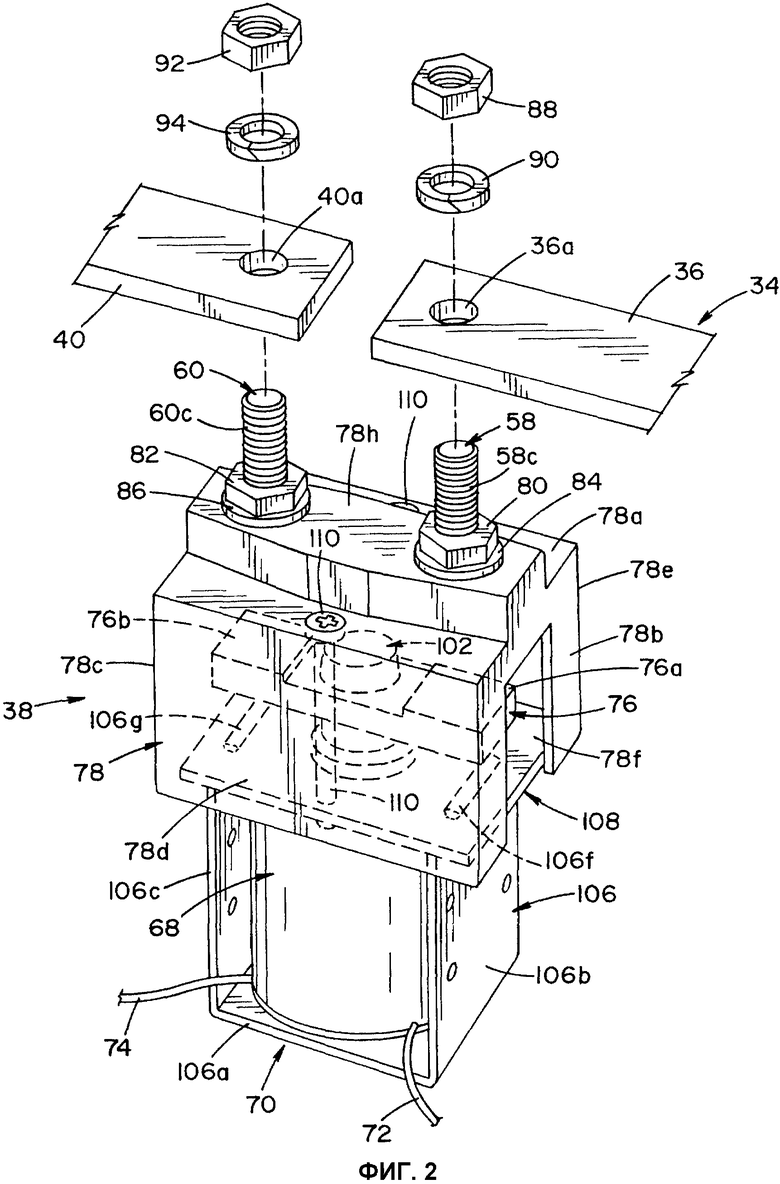
Фиг.2 представляет собой выполненный с частичным пространственным разделением элементов вид в перспективе, иллюстрирующий приведенный в качестве примера контактор в сборе (контакторный узел) механизма подачи проволоки в устройстве для подачи проволоки по фиг.1.
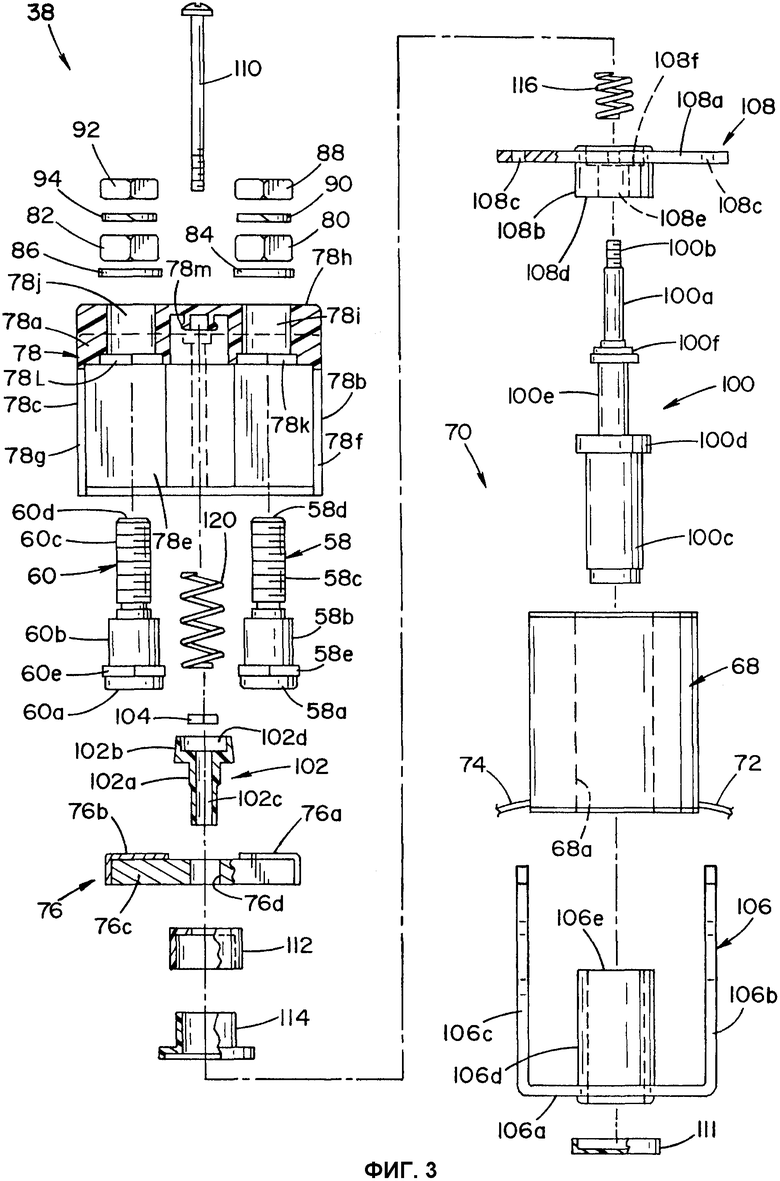
Фиг.3 представляет собой выполненный с пространственным разделением элементов вид контактора по фиг.1, включающего в себя входной контакт, выходной контакт и проводящую перемычку.
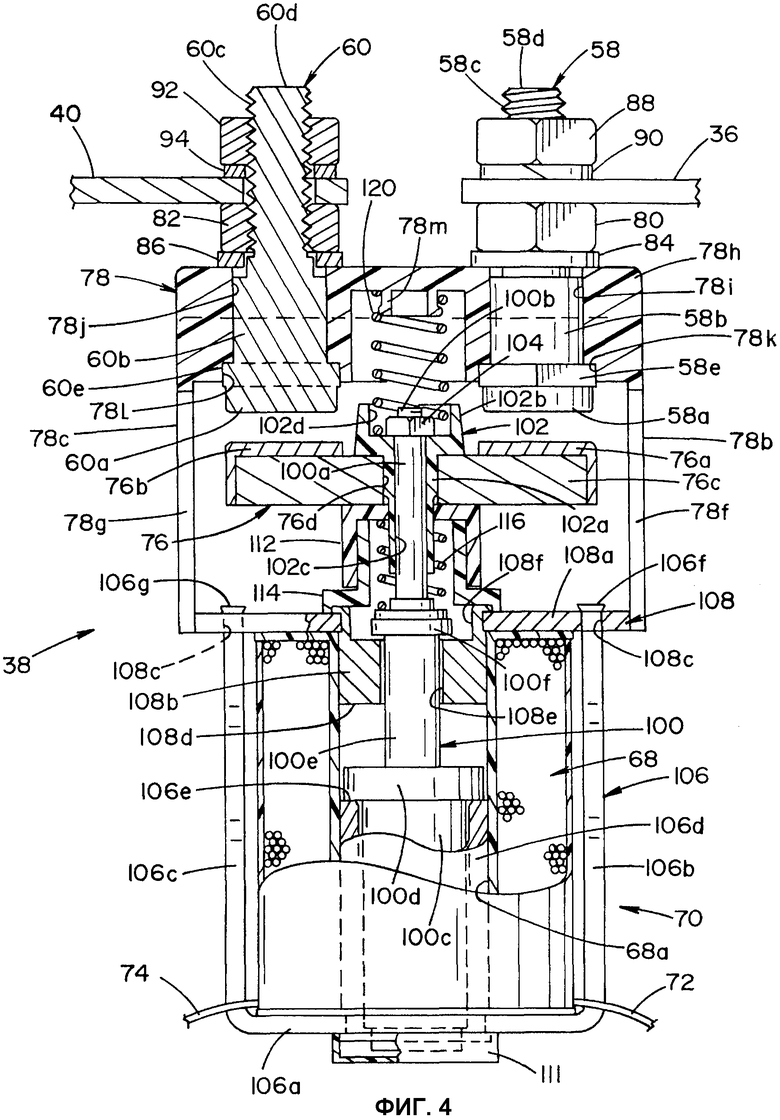
Фиг.4 представляет собой выполненный частично в сечении вид контактора по фиг.2, показывающий перемычку в положении, предназначенном для электрического отсоединения контактов друг от друга.
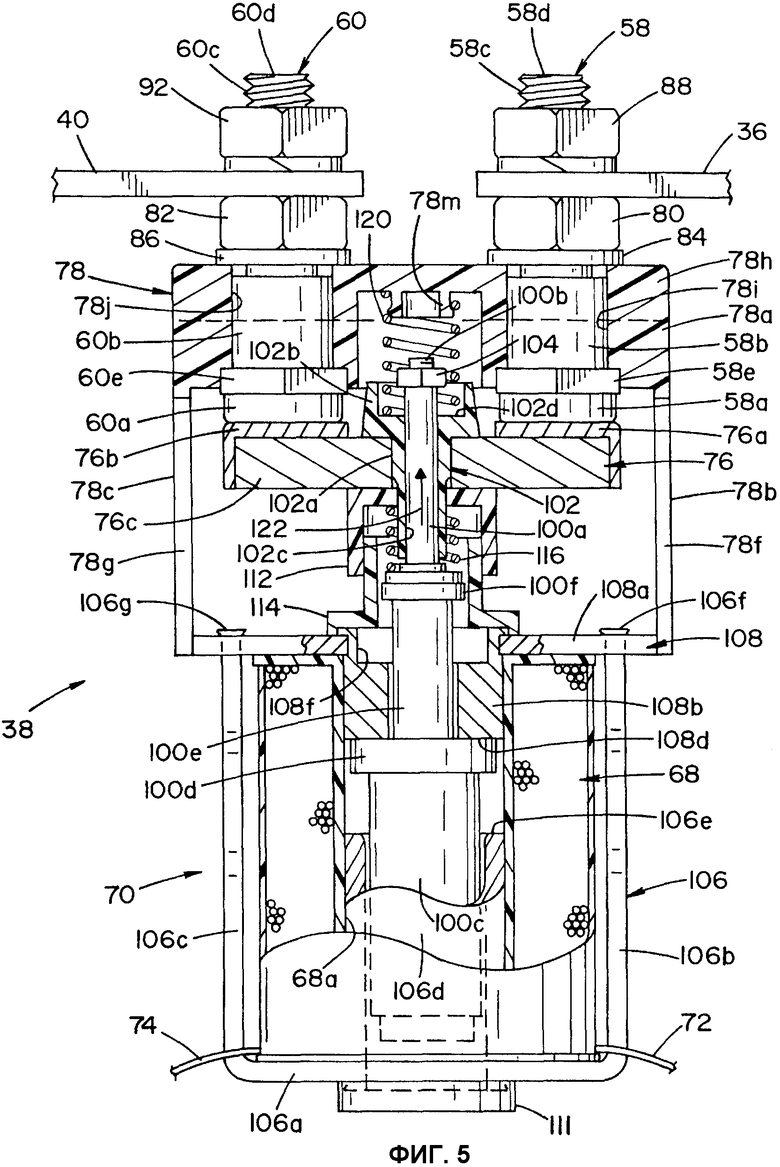
Фиг.5 представляет собой другой выполненный частично в сечении вид контактора по фиг.2, показывающий перемычку в положении, в котором обеспечивается электрическое соединение контактов друг с другом.
Фиг.6 представляет собой выполненный частично в сечении вид альтернативного приводного элемента, предназначенного для использования в контакторе.
Подробное описание
На фиг.1 схематически показана машина для электродуговой сварки или система, предназначенная для электродуговой сварки, обозначенная в целом ссылочной позицией 10, в соответствии с одним приведенным в качестве примера вариантом осуществления. Проиллюстрированная сварочная машина 10 включает в себя механизм 12 подачи проволоки, соединенный с удаленно расположенным источником 14 питания посредством входного кабеля 16 (или провода питания электрода). Посредством входного кабеля 16 источник 14 питания осуществляет подачу сварочного тока к механизму 12 подачи проволоки. Как показано, механизм 12 подачи проволоки может представлять собой переносной механизм подачи проволоки, питание которого осуществляется только посредством напряжения для электрической дуги (или сварочного тока), подаваемого источником 14 питания. Таким образом, сварочный ток подается к механизму 12 подачи проволоки посредством входного кабеля 16, и мощность для приведения в действие приводной системы 18 подачи подающего механизма и электрической цепи управления подающего механизма "отбирается" от данного сварочного тока. Альтернативно, механизм подачи проволоки может быть выполнен в виде тянущего механизма подачи проволоки или механизма подачи проволоки какого-либо другого типа. Кроме того, хотя это и не включено в проиллюстрированный вариант осуществления, если требуется, управляющий кабель может проходить между источником 14 питания и механизмом 12 подачи проволоки, при этом данный кабель будет расположен отдельно от провода 16 питания электрода.
Как известно и понятно для специалистов в данной области техники, электрическая цепь (схема) управления механизма подачи проволоки может быть использована для приведения в действие приводной системы 18 подачи; для выполнения измерений и воспроизведения результатов измерений, относящихся к сварочному току, например, для воспроизведения напряжения электрической дуги, подаваемого к пистолету 20; для избирательного подвода к сварочной проволоке 24 сварочного тока, подаваемого источником 14 питания, например, посредством контактора 38, и/или для обеспечения возможности использования пускового устройства 20а для приведения в действие контактора 38. Как также известно и понятно для специалистов в данной области техники, механизм 12 подачи проволоки дополнительно присоединен к сварочному пистолету 20 посредством направляющего рукава 22. Приводная система 18 подачи, предусмотренная в механизме 12 подачи проволоки, используется для избирательной подачи или размотки сварочной электродной проволоки 24 через направляющий рукав 22 к сварочному пистолету 20. Как проиллюстрировано, источник 14 питания, который может представлять собой источник питания переменного тока или постоянного тока и который может быть оснащен любыми органами управления, которые могут потребоваться, может быть заземлен (то есть электрически соединен) на свариваемую деталь WP посредством силового провода или кабеля 26.
При источнике 14 питания, заземленном на свариваемую деталь WP, пусковое устройство 20а пистолета может быть приведено в действие для избирательного подвода сварочного тока, подаваемого к механизму 12 подачи проволоки, к проволоке 24, проходящей через направляющий рукав 22, и образования сварочной дуги между пистолетом 20 (и, в частности, открытой для воздействия частью электродной проволоки 24а, выступающей из пистолета 20) и свариваемой деталью WP. Пусковое устройство 20а также может быть использовано для приведения в действие приводной системы 18 подачи, предусмотренной в механизме 12 подачи проволоки, для подачи дополнительной расходуемой сварочной проволоки 24 к пистолету 20.
Более подробно, механизм 12 подачи проволоки обеспечивает подачу дополнительной сварочной электродной проволоки 24 при необходимости с подающей бобины или катушки 28 к направляющему рукаву 22 посредством приводной системы 18 подачи сварочной проволоки и выходного элемента 32, соединенного с рукавом 22. Как известно и понятно для специалистов в данной области техники, источник 14 питания преобразует и передает входную мощность для подачи колебательных сигналов сварочного тока и напряжения через выходной кабель 16 (провод питания электрода) для подачи сигнала сварки в процесс сварки посредством цепи, образованной входным кабелем 16, входным элементом 34 механизма подачи проволоки с первой или входной шиной 36 и коммутационным устройством контакторного типа, также называемым контактором 38, и посредством второй или выходной шины 40, обеспечивающей электрическое соединение контактора 38 с направляющим рукавом 22 в выходном элементе 32 механизма подачи проволоки. Таким образом, входной элемент 34 электрически соединен с источником 14 питания, и обеспечивается избирательное электрическое соединение выходного элемента 32 с входным элементом 34 для приема сварочного тока, подаваемого к входному элементу 34 от источника 14 питания, и для подачи сварочного тока в процесс сварки (для подачи сварочного тока к прилегающему концу 24а проволоки) через направляющий рукав 22. В частности, именно контактор 38 обеспечивает избирательное соединение входного элемента 34 с выходным элементом 32.
Провод 26, идущий к сварочному изделию, обеспечивает замыкание источника 14 питания на свариваемую деталь WP, образует обратный путь питающего тока. Кабель или провод 42 для считывания параметров свариваемой детали проходит от свариваемой детали WP к панели управления или управляющему устройству 44 в механизме 12 подачи проволоки, которое передает управляющие сигналы контактору 38, приводной системе 18 подачи проволоки и выходному элементу 32. Управляющее устройство 44 соединено с контактором 38, выходным элементом 32 и системой 18 подачи проволоки и предназначено для управления рабочим состоянием контактора 38 и системы 18 подачи проволоки посредством подачи сигнала 48 управления контактором и сигнала 48 управления подачей проволоки в соответствии с сигналом 50 запуска от пускового устройства 20а пистолета 20, поданным через выходной элемент 32.
В процессе работы управляющее устройство 44 генерирует сигнал 46 управления контактором при приеме сигнала 50 запуска. Более конкретно, управляющее устройство 44 выдает сигнал 46 установки контактора в первом состоянии для осуществления электрического соединения входного контакта 58 с выходным контактом 60, которые оба предусмотрены в контакторе 38, при приведении в действие пускового устройства 20а пистолета, и во втором состоянии для обеспечения электрического отсоединения входного контакта 58 от выходного контакта 60, когда пусковое устройство 20а не приведено в действие. Если требуется, термодатчик 62 может быть предусмотрен на выходной шине 40 или рядом с контактором 38 для выдачи сигнала 64 температуры управляющему устройству 44. Сигнал 64 температуры может быть использован управляющим устройством 44 при определении того, сигнал 46 управления контактором и/или сигнал установки приводного элемента в первое или второе состояние.
При эксплуатации во время сварки оператор приводит в действие пусковое устройство 20а на пистолете 20, вызывая генерацию сигнала 46 включения/выключения, выдаваемого управляющим устройством 44 для избирательного обеспечения электрического соединения между электрическими выводами 58, 60 в первом или замкнутом рабочем состоянии или положении и для электрического отсоединения или отделения электрических выводов 58, 60 друг от друга во втором или открытом положении. Таким образом, рабочее состояние контактора 38 определяет то, будет ли подана электрическая мощность к выходному элементу 32, и, следовательно, обеспечивается управление подачей сварочного тока к свариваемой детали WP посредством пистолета 20 и направляющего рукава 22. Приводная система 18 подачи также получает электрическую мощность от выходной стороны контактора 38 (например, от второй шины 40), так что, когда контактор 38 установлен в первом положении, сварочная машина 10 обеспечивает подачу сварочной проволоки 24 с подающей бобины 28 с регулируемой скоростью к направляющему рукаву 22 посредством выходного элемента 32.
Бобина 28 может быть внутренней или наружной (как изображено) по отношению к ограждающему корпусу 63 механизма подачи проволоки, при этом сварочная проволока 24 стягивается или сматывается с подающей бобины 28 посредством подающей системы 30. Подающая система 18 включает в себя двигатель (не показан), обеспечивающий приведение в действие одного или нескольких разматывателей 65 с тем, чтобы направить проволоку 24 с бобины 28 к выходному элементу 32 для подачи проволоки 24 на сварочную операцию через направляющий рукав 22. Не изображенный двигатель подающей системы может иметь отдельную систему питания или может быть выполнен с подачей питания от источника 14 питания посредством контактора 38 и выходной шины 40, как показано. Механизм 12 подачи проволоки также может включать в себя устройство (непоказанное) для направления защитного газа к месту выполнения сварочной операции посредством направляющего рукава 22.
Как дополнительно показано на фиг.2, контактор 38 включает в себя привод, такой как соленоидный привод 70, имеющий выводы 72, 74 катушки, который обеспечивает избирательное смещение проводящей перемычки 76 для избирательного соединения или отсоединения (отделения друг от друга) контактов 58, 60 в соответствии с сигналом 46 управления контактором, который вызывает избирательное включение питания или отключение питания катушки 68 соленоидного привода 70 контактора. Как изображено, проводящая перемычка 76 может быть размещена в корпусе 78 контактора или заключена в корпус 78 контактора, который может быть образован из сравнительно непроводящего материала для обеспечения отсоединения контактов 58, 60 друг от друга. Как будет описано ниже более подробно, соленоидный привод 70 включает в себя магнитную катушку 68 в виде гильзы, к которой присоединены выводы 72, 74, сердечник 100 в виде стержневого элемента, вставленный в катушку 68, и корпус 106 соленоида.
Как дополнительно показано на фиг.3-5, каждый из контактов 58, 60 контактора 38 включает в себя соответствующую головку 58а, 60а, цилиндрическую базовую часть 58b, 60b и резьбовую часть 58с, 60с, простирающуюся от соответствующих базовых частей 58b, 60b до соответствующих концов 58d, 60d. Головки 58а, 60а могут включать в себя соответствующие нецилиндрические или гексагональные части 58е, 60е для ограничения поворота соответствующих контактов 58, 60 относительно корпуса 78 контактора. Как изображено, корпус 78 контактора может быть образован множеством стенок, включая прямоугольную основную стенку 78а и боковые стенки 78b, 78 с, 78d, 78е, отходящие от соответствующих краев основной стенки 78а. В концевых боковых стенках 78b, 78 с образованы отверстия или вырезы 78f, 78g. Выступающая часть 78b может выступать от поверхности основной стенки 78а, противоположной той, которая обращена к мостиковому элементу 76 и имеет стенки 78b-78е, отходящие от нее. В стенке 78а и выступающей части 78h предусмотрены отверстия 78i, 78j для контактов, в которые входят соответствующие контакты 58, 60. Соответствующие нецилиндрические или гексагональные зенкованные участки 78k, 78l отверстий 78i, 78j сопрягаются с соответствующими гексагональными частями 58е, 60е для ограничения поворота контактов 58, 60 относительно корпуса 78.
Контакты 58, 60 вставлены в соответствующие отверстия 78i, 78j и присоединены или прикреплены к корпусу 78 с возможностью отсоединения посредством резьбовых крепежных деталей или гаек 80, 82, которые входят в резьбовое соединение с резьбовыми частями 58с, 60с контактов. Шайбы 84, 86 могут быть расположены между гайками 80, 82 и выступающей частью 78h корпуса 78. Входной контакт 58 дополнительно присоединен к входной шине 36 посредством резьбовой части 58 с, проходящей через отверстие 36а первой шины и резьбовой крепежной детали или гайки 88, навинченной на нее. Шайба 90 может быть расположена между гайкой 88 и шиной 36. Аналогичным образом, второй контакт 60 контактора присоединен ко второй или выходной шине 40 посредством резьбовой части 60с, проходящей через отверстие 40а второй шины гайки 92 и шайбы 94, надетых на нее. Поскольку провод 16 питания электрода обеспечивает электрическое соединение источника 14 питания с первой шиной 36, коммутируемая мощность подается к системе 18 подачи проволоки и выходному элементу 32, когда контактор 38 находится в замкнутом состоянии (показанном на фиг.5).
Как будет описано ниже более подробно, проводящая перемычка 76 контактора 38 присоединена с возможностью отсоединения к сердечнику 100 соленоида, выполненному в виде стержневого элемента с возможностью смещения посредством катушки 68 соленоида. Более подробно, перемычка 76 может перемещаться посредством сердечника 100 в виде стержневого элемента в соответствии с сигналом 46 управления контактором, поданным управляющим устройством 44 (фиг.1) по проводам 72, 74 управления соленоидом, между первым положением (фиг.5), в котором перемычка 76 электрически соединяет контакты 58, 60 друг с другом, и вторым положением (фиг.4), в котором перемычка 76 отдалена от контактов 58, 60, чтобы тем самым обеспечить электрическое отсоединение выводов контактора и воспрепятствовать подаче электрического тока к сварочному пистолету 20 и системе 18 подачи проволоки.
Перемычка 76 может быть выполнена из любого пригодного проводящего материала и может включать в себя проводящие контакты 76а, 76b, подобные проиллюстрированным, которые обращены к головкам 58а, 60а контактов или находятся рядом с ними. В проиллюстрированном варианте осуществления в корпусе 76 с перемычки образовано отверстие 76d для установки перемычки на стержневом элементе 100. Более точно, в проиллюстрированном варианте осуществления установочный элемент 102 в виде втулки имеет стержневую часть 102а, проходящую через отверстие 76d перемычки, и головку 102b, которая опирается на корпус 76с перемычки. Стержневая часть 102с имеет диаметр, по существу соответствующий диаметру отверстия 76d перемычки. Кроме того, установочный элемент 102 в виде втулки имеет осевое сквозное отверстие 102с.Установочный элемент 102 в виде втулки может быть выполнен из по существу непроводящего материала и может быть охарактеризован как изолятор, предназначенный для электрической изоляции перемычки 76.
Дистальная часть 100а сердечника 100, выполненного в виде стержневого элемента, проходит через сквозное отверстие 102с и, следовательно, через отверстие 76d перемычки. На резьбовой конец 100b насажена резьбовая крепежная деталь или гайка 104 для обеспечения неподвижного крепления стержневого элемента 100 к перемычке 76. В частности, гайка 104 может быть вставлена в зенкованную часть 102d установочного элемента 102 в виде втулки. Стержневой элемент 100, как правило, выполнен из такого материала, что он может быть смещен посредством катушки 68, когда электрический ток подан к ней по проводам 72, 74. Как известно специалистам в данной области техники, направление электрического тока, подаваемого по проводам 72, 74, определяет направление перемещения стержневого элемента 100 внутри катушки 68.
Приводной элемент 70 включает в себя корпус 106, имеющий базовую стенку (основание) 106а и боковые стенки 106b, 106c, выступающие от противоположных краев базовой стенки 106а. Как изображено, корпус 106 может включать в себя выполненный за одно целое с ним втулочный элемент 106d, неподвижно прикрепленный к базовой стенке 106а и выступающий от нее между боковыми стенками 106b, 106с. Корпус 106 может быть присоединен к корпусу 78 контактора. Более точно, общая стенка 108 в сборе, включающая в себя общую стенку 108а и втулку 108b, может быть неподвижно прикреплена к корпусу 106 соленоида и к корпусу 78 контактора. В проиллюстрированном варианте осуществления боковые стенки 106b, 106c могут быть частично вставлены в удлиненные пазы 108с, образованные в общей стенке 108а, и присоединены к ней посредством клепки (то есть по не имеющему головки концу стенок 106b, 106с бьют молотком с тем, чтобы образовать удлиненную головку, которая предотвращает отделение общей стенки 108 от корпуса 106 соленоида), в результате чего образуются концы 106f, 106g в виде заклепок. Как показано на фиг.2, корпус 78 контактора может быть присоединен к общей стенке 108а посредством любого съемного крепежного средства, например, посредством одной или нескольких обычных удлиненных крепежных деталей или болтов 110, образующих резьбовое соединение со стенкой 108а.
В собранном состоянии основание 100 с сердечника 100, выполненного в виде стержневого элемента, входит во втулочный элемент 106d так, что фланец 100d основания стержневого элемента может опираться на конец 106е втулочного элемента 106d (когда контактор находится в его первом положении по фиг.5). Крышка 111 может быть насажена с защелкиванием на втулочный элемент 106d, выступающий от базовой стенки 106а в направлении, противоположном боковым стенкам 106b, 106с. Катушка 68 вставлена в кольцевое пространство вокруг втулочного элемента 106d (то есть втулочный элемент 106d вставлен в отверстие 68 катушки). Когда стержневой элемент 100 расположен во втулочном элементе 106d, осевое перемещение стержневого элемента 100 (например, вызванное током, поданным в катушку 68 по проводам 72, 74) ограничено в одном направлении фланцем 100d, входящим в контакт с концом 106е втулки, и в противоположном направлении - фланцем 100d, входящим в контакт с концом 108d втулочного элемента 108b.
Более точно, стержневая часть 100е вставлена в отверстие 108е втулки. Телескопические втулочные элементы 112, 114, которые могут быть выполнены из сравнительно непроводящего материала, расположены между перемычкой 76 и стенкой 108а и, кроме того, расположены вокруг стержневого элемента 100. Элемент 100f в виде шайбы может быть размещен на оси 100а для обеспечения опоры для пружины 116. Как показано, элемент 100f в виде шайбы может быть размещен в зенкованной части 108f втулочного элемента 108b. Пружина 116 может быть расположена вокруг стержневого элемента 100 и между перемычкой 76 и фланцем 100f стержневого элемента и, кроме того, расположена внутри втулочных элементов 112, 114 так, что пружина 116 будет обеспечивать смещение втулочных элементов 112, 114 в аксиальном направлении в сторону друг от друга.
Одна или несколько пружин, при необходимости, включая пружину 116, могут быть предусмотрены для принудительного смещения проводящей перемычки 76 по направлению к второму (разомкнутому) положению (показанному на фиг.4). В проиллюстрированном варианте осуществления основная пружина 120 установлена между перемычкой 76 и основной стенкой 78а корпуса для принудительного смещения перемычки 76 по направлению к второму положению. Основная стенка 78а включает в себя конструктивный элемент 78m для удерживания пружины, предназначенный для установки пружины 120 в заданном положении и для присоединения пружины 120 к корпусу 78. Противоположный конец пружины 120 расположен вокруг гайки 104 в зенкованной части 102d. Изолирующая втулка 102 обеспечивает электрическую изоляцию перемычки 76 от пружины 120.
В процессе работы пружина 120 обеспечивает поджим или принудительное смещение проводящей перемычки 76 по направлению к второму или разомкнутому положению по фиг.4, так что при исчезновении сигнала 46 управления контактор 38 переходит в отказоустойчивое разомкнутое положение. Как показано на фиг.5, подача сигнала 46 управления, соответствующего первому состоянию, к двум выводам 72, 74 соленоида приводит к тому, что стержневой элемент 100 соленоида обеспечивает перемещение перемычки 76 в первом направлении 122 по направлению к первому положению для осуществления электрического соединения контактов 58, 60. Подача сигнала 46, соответствующего второму состоянию, вызывает перемещение перемычки 76 во втором противоположном направлении ко второму положению по фиг.4 для фактического отделения перемычки 76 от контактов 58, 60 и, тем самым, для обеспечения электрической изоляции контактов друг от друга. Сигнал 46, соответствующий первому состоянию, может представлять собой простую подачу питания к выводам (проводам) 72, 74 в первом направлении, соответствующую перемещению сердечника 100, выполненного в виде стержневого элемента, в направлении 122, и сигнал 46, соответствующий второму состоянию, может представлять собой подачу питания к выводам 72, 74 во втором противоположном направлении.
В отличие от контакторов по предшествующему уровню техники, проиллюстрированный контактор 38 имеет такую конструкцию, что его компоненты могут быть по отдельности удалены, может быть выполнено техническое обслуживание и ремонт их по отдельности и/или они могут быть по отдельности заменены. Более точно, большинство компонентов контактора 38 прикреплены или присоединены к другим компонентам контактора с возможностью отсоединения. Соответственно, когда один компонент выйдет из строя или иным образом будет готов к техническому обслуживанию или замене, данный компонент может быть отделен, может быть выполнено техническое обслуживание и ремонт его и/или он может быть заменен и затем снова установлен в контакторе в сборе. В проиллюстрированном варианте осуществления каждый из контактов и перемычка 76 выполнены с возможностью их независимого отделения от контактора 38 для технического обслуживания и ремонта и/или замены. Например, может быть выполнено техническое обслуживание и ремонт или замена каждого из контактов, контактов 58, 60, при износе, в частности, когда остальная часть контактора 38 находится в хорошем состоянии.
Для снятия контактов 58, 60 контактор 38 отсоединяют от шин 38, 40 посредством снятия гаек 88, 92 и соответствующих им шайб 90, 94. Далее корпус 78 контактора может быть отсоединен от корпуса 106 соленоида. В проиллюстрированном варианте осуществления крепежные детали 110 удаляют так, чтобы корпус 78 можно было отсоединить от общей стенки 108. При отделенном корпусе 78 контакты 58, 60 (один или оба) могут быть отделены от корпуса 78 посредством отвинчивания соответствующих гаек 80, 82 и извлечения контактов из корпуса.
Другие компоненты контактора 38 также могут быть по отдельности отделены, может быть выполнено техническое обслуживание и ремонт их и/или они могут быть по отдельности заменены и впоследствии снова установлены. Например, пружина 120, которая закреплена в корпусе 78 с возможностью отсоединения, может быть заменена, когда корпус 78 контактора отсоединен от корпуса 106 соленоида. Несмотря на то, что пружина 120 удерживается относительно стенки 78 корпуса посредством удерживающего конструктивного элемента 78m, пружина 120 (или конструктивный элемент 78m) может быть достаточно упругой (им), чтобы обеспечить возможность отсоединения пружины от корпуса 78. Перемычка 76 может быть отсоединена посредством отвинчивания гайки 104 от сердечника 100, выполненного в виде стержневого элемента. Аналогичным образом, могут быть замены изолятор 102 и втулки 112, 114.
Приводной элемент 70 также выполнен с возможностью независимого отсоединения его от контактора 38 и, следовательно, может быть отделен и заменен отдельно от компонентов, размещенных в корпусе 78 контактора. В проиллюстрированном варианте осуществления катушка 68, корпус 106, сердечник 100, выполненный в виде стержня, и общая стенка 108 в сборе могут быть заменены как составляющий одно целое узел. Однако в альтернативных конструкциях катушка 68, корпус 106, сердечник 100, выполненный в виде стержня, и общий конструктивный элемент 108 в виде стенки могут быть выполнены с возможностью замены их по отдельности. Например, в одной альтернативной конструкции, показанной на фиг.6, клепаное соединение между корпусом 106 и общей стенкой 108 в сборе заменено соединением в большей степени разъемного типа. В проиллюстрированном альтернативном варианте осуществления общая стенка 108' прикреплена к корпусу 106' приводного элемента с возможностью отсоединения посредством крепежных деталей 130. Крепежные детали 130 могут быть отсоединены, так что общая стенка 108', включая стенку 108а и втулку 108b, может быть отделена (то есть отсоединена) от корпуса 106'. Это создает возможность доступа для удаления по отдельности к катушке 68' и сердечнику 100', выполненному в виде стержня, а также к стенке 108' и к корпусу 106'. Доступ для удаления по отдельности создает возможность отсоединения данных компонентов, их технического обслуживания и ремонта и/или замены по отдельности. Для облегчения замены определенных составных частей (комплектующих деталей) контактора 38 один или несколько компонентов (такие как контакты 58, 60 контактора; пружина 120, перемычка 76, изолятор 102 и т.д.) могут быть упакованы по отдельности или вместе в любой комбинации в виде набора (комплекта).
Следует понимать, что различные признаки (элементы) и функции из раскрытых выше и других признаков и функций или их альтернативы могут быть скомбинированы желательным образом в множество других отличающихся систем или для других случаев применения. Различные не предусмотренные в настоящее время или неожиданные альтернативы, модификации, варианты или усовершенствования в них могут быть впоследствии предложены специалистами в данной области техники, при этом предусмотрено, что указанные альтернативы, модификации, варианты или усовершенствования также охватываются нижеприведенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ЗАЗЕМЛЕНИЯ МЕХАНИЗМА ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2343052C2 |
| СИСТЕМА ЭЛЕКТРИЧЕСКОГО УПРАВЛЕНИЯ СВАРКОЙ, УСТРОЙСТВО И СПОСОБ | 2021 |
|
RU2832037C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАЙКИ | 2010 |
|
RU2547370C2 |
| СВАРОЧНЫЕ УСТАНОВКИ И СПОСОБ СВАРКИ С ОПРЕДЕЛЕНИЕМ ПРАВИЛЬНОГО СОЕДИНЕНИЯ И ПОЛЯРНОСТИ СВАРОЧНОГО ЭЛЕКТРОДА | 2013 |
|
RU2596553C2 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2211733C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ | 2019 |
|
RU2804429C2 |

Изобретение относится к области сварки, в частности к переносным механизмам подачи сварочной проволоки, и может найти применение при проведении сварочных работ в различных отраслях промышленности. Входной элемент переносного механизма подачи проволоки электрически соединен с источником питания. Выходной элемент избирательно электрически соединен с входным элементом для приема сварочного тока. Контактор включает первый электрический вывод, второй электрический вывод и проводящую перемычку для избирательного электрического соединения входного элемента с выходным элементом. Первый электрический вывод электрически соединен с входным элементом. Второй электрический вывод электрически соединен с выходным элементом. Проводящая перемычка выполнена с возможностью перемещения между первым положением, в котором она электрически соединяет первый электрический вывод со вторым электрическим выводом, и вторым положением, в котором она отделена, по меньшей мере, от одного из первого и второго электрических выводов для электрического отсоединения выводов друг от друга. По меньшей мере, один из следующих элементов - первый электрический вывод, второй электрический вывод и/или перемычка - выполнен с возможностью независимого отделения его от контактора для технического обслуживания, ремонта или замены. Приводная система подачи проволоки включает в себя двигатель и подающий ролик, приводимый в движение посредством двигателя для направления сварочной проволоки из запаса проволоки к выходному элементу для обеспечения сварочной операции сварочной проволокой через направляющий рукав. Технический результат состоит в упрощение замены отказавших контакторов и уменьшение отходов, загрязняющих окружающую среду. 9 з.п. ф-лы, 6 ил.
| US 4508954 A, 02.04.1985 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2086373C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ С СОЕДИНИТЕЛЕМ | 2000 |
|
RU2245233C2 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU577107A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| US 4665300 A, 12.05.1987 | |||
| Расточная головка для обработки глубоких отверстий | 1987 |
|
SU1445864A1 |
| JP 60896370 A, 29.05.1985 | |||
| JP 5401343 А, 31.01.1979. | |||

