Область техники
Изобретение относится к производству стеклянных изделий и, более конкретно, к отставителю для машин формования стеклянных изделий.
Предшествующий уровень техники
В процессе производства стеклянных изделий, таком как процесс прессовыдувного формования, формования выдуванием, капля расплавленного стекла подается каждой секцией машины, например типа I.S., в которой необходимо сформировать емкость или черновую заготовку в черновой пресс-форме в перевернутом положении, также формируя венец емкости и, впоследствии, перевернуть заготовку в ее нормальное положение во второй пресс-форме, в которой выполняют окончательное выдувание в соответствии с требуемой формой емкости.
После выполнения окончательного выдувания, отставитель переносит вновь сформированную емкость из пресс-формы для выдувания на охлаждающую плиту, на которой емкость получает первоначальное охлаждение. Затем емкость транспортируется с помощью толкателя под углом 90° на конвейерную ленту, движущуюся к печи отжига, в которой снимаются все термические напряжения, которым подвергалась емкость в процессе ее изготовления.
Отставители стеклянных изделий хорошо известны в стекольной промышленности, особенно для использования в I.S. (individual sections, отдельных секциях) формовочных машин. Они состоят в основном из качающегося рычага, который поворачивается на одном из концов на опорной конструкции, расположенной в передней части машины, и который движется под углом, чтобы качаться от положения пресс-формы для выдувания или окончательной отделки емкости в положение охлаждающей плиты. Узел головки отставителя опирается на свободный конец качающегося рычага и движется во взаимоотношении, которое зависит от колебательного движения указанного рычага. Узел головки отставителя содержит по меньшей мере, одну пару клещевых захватов, которые одновременно размыкаются и смыкаются для переноса емкости из пресс-формы для окончательного выдувания на охлаждающую плиту.
Существует несколько типов отставителей пресс-формы для стеклянных изделий, например, в патентном документе US4525195, выданном Thomas Foster, описан отставитель, содержащий держатель клещевых захватов, выполненный с возможностью перемещения по дуговой траектории между положением, в котором клещевые захваты, удерживаемые держателем, могут захватывать изделие, и вторым положением, в котором клещевые захваты отпускают изделие на приемный стол машины. Узел поршня и цилиндра обеспечивает амортизирующее средство, работающее с возможностью противодействия движению держателя при его приближении ко второму положению, чтобы тем самым уменьшить какое-либо соударение между изделиями и приемным столом.
В патентном документе US5271757, выданном Heinz Houben и др., ссылаются на отставитель для машины формования стеклянных изделий, содержащий рычажный механизм c параллельными звеньями для осуществления перемещения клещевых захватов отставителя. Для обеспечения возможности регулировки положения клещевых захватов отставителя, положение одной из неподвижных осей поворота рычажного механизма c параллельными звеньями может быть отрегулировано.
Другой пример отставителя показан в патентном документе US6848273, выданном Leidy D. Wayne и др., в котором описаны комбинированные механизмы дутьевой головки и отставителя для последовательного выдувания стеклянных заготовок в емкости в комплекте пресс-формы, и для переноса выдутых емкостей на приемный стол формовочной машины, содержащей стекло. Каждый из комбинированных механизмов шарнирно подвешен с возможностью поворота вокруг оси А опорного рычага, который шарнирно соединен с концом качающегося рычага. Противоположный конец качающегося рычага поворачивается вокруг оси B. Ось B каждого комбинированного механизма дутьевой головки и отставителя периодически поднимается и опускается, для обеспечения возможности колебания под ними другого комбинированного механизма дутьевой головки и отставителя, чтобы тем самым обеспечить перекрывающиеся циклы между механизмами дутьевой головки и отставителя. Каждый механизм дутьевой головки и отставителя снабжен узлом зажимных патронов или клещевых захватов для захвата или освобождения каждой емкости по окончании. Каждый клещевой захватный узел имеет множество клещевых захватов, одновременно перемещающихся в радиальном направлении внутрь или наружу за счет колебаний кулачка, который имеет неокружной паз, в котором движется палец, удерживаемый каждым клещевым захватом.
Хотя отставители изделий работают должным образом, одной из критических частей этих отставителей является качающийся рычаг, который движется с угловым перемещением на 180° между положением конечной пресс-формы стеклянного изделия в переднее положение в направлении охлаждающей плиты.
Обычно указанный качающийся рычаг выполняет свое движение с поддержкой ряда зубчатых колес или передачи с помощью цепной передачи или зубчатых колес и зубчатых шкивов. Однако из-за напряженных производственных циклов элементы изнашиваются или выходят из строя (из-за теплового воздействия), что приводит к смещению головки отставителея и смещению ее от вертикального положения при удалении изделия из пресс-формы.
Вследствие указанного смещения, когда изделие извлекают из пресс-формы, половины пальцев головки отставителея будут соприкасаться на разных высотах изделия, что, поскольку изделие все еще находится в горячем состоянии, приводит к образованию следов вокруг горла изделия или возможной продольной разрезке изделия.
Когда это происходит, необходимо остановить секцию машины, чтобы отрегулировать ремень или цепь со звездочками качающегося рычага. Однако из-за износа зубчатой передачи невозможно точно отрегулировать или устранить зазор, который существует в зубчатых передачах.
Следовательно, изобретение относится к отставителю для машин формования стеклянных изделий, который упрощает компоненты качающегося рычага, благодаря использованию системы эксцентриковых соединительных тяг и кулачков, чтобы обеспечить большую поверхность контакта, уменьшая износ между деталями вследствие распределения нагрузки по большему кольцевому пространству.
Конструкция этого типа сводит износ к минимуму, а это означает, что отставитель точно выровнен при извлечении изделия из пресс-формы и перемещается с угловым перемещением от 0° до 180° в направлении передней части машины.
Раскрытие изобретения
Таким образом, первая задача изобретения заключается в создании отставителя для машин формования стеклянных изделий, качающийся рычаг которого состоит из системы эксцентриковых соединительных тяг и кулачков, уменьшающей износ, что делает движение механизма более точным.
Другая задача изобретения заключается в создании отставителя для машин формования стеклянных изделий, который уменьшает износ между деталями, распределяя нагрузку по большему кольцевому пространству.
Еще одна задача изобретения заключается в создании отставителя для машин формования стеклянных изделий, который поддерживает выравнивание высоты отставителя/дутьевой головки относительно пресс-формы и стеклянных изделий.
Дополнительной задачей является создание отставителя для машины формования стеклянных изделий, в котором использована система передачи с двойным охватом (червячный винт и зубчатая передача, охватывающие друг друга), значительно увеличивающая несущую способность за счет обеспечения большего контакта с областью зуба и большего зацепления зубьев, чем в любой другой конструкции червячной передачи.
Эти и другие задачи и преимущества изобретения будут очевидны специалистам в данной области из последующего подробного описания изобретения со ссылками на поясняющие чертежи, которые должны рассматриваться включительно, но не ограничивают изобретение.
Краткое описание чертежей
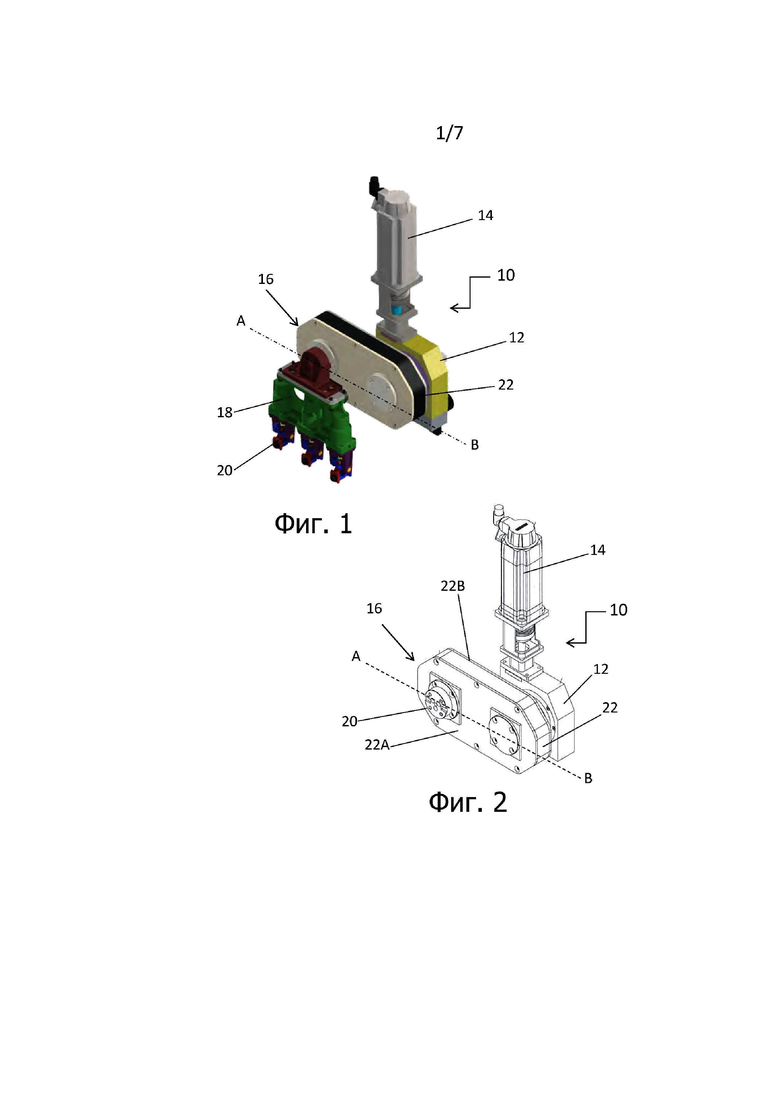
На фиг. 1 показан отставитель для машин формования стеклянных изделий в соответствии с изобретением, обычный вид в перспективе;
на фиг. 2 – отставитель для машин формования стеклянных изделий без дутьевой головки, в соответствии с изобретением, обычный вид в перспективе;
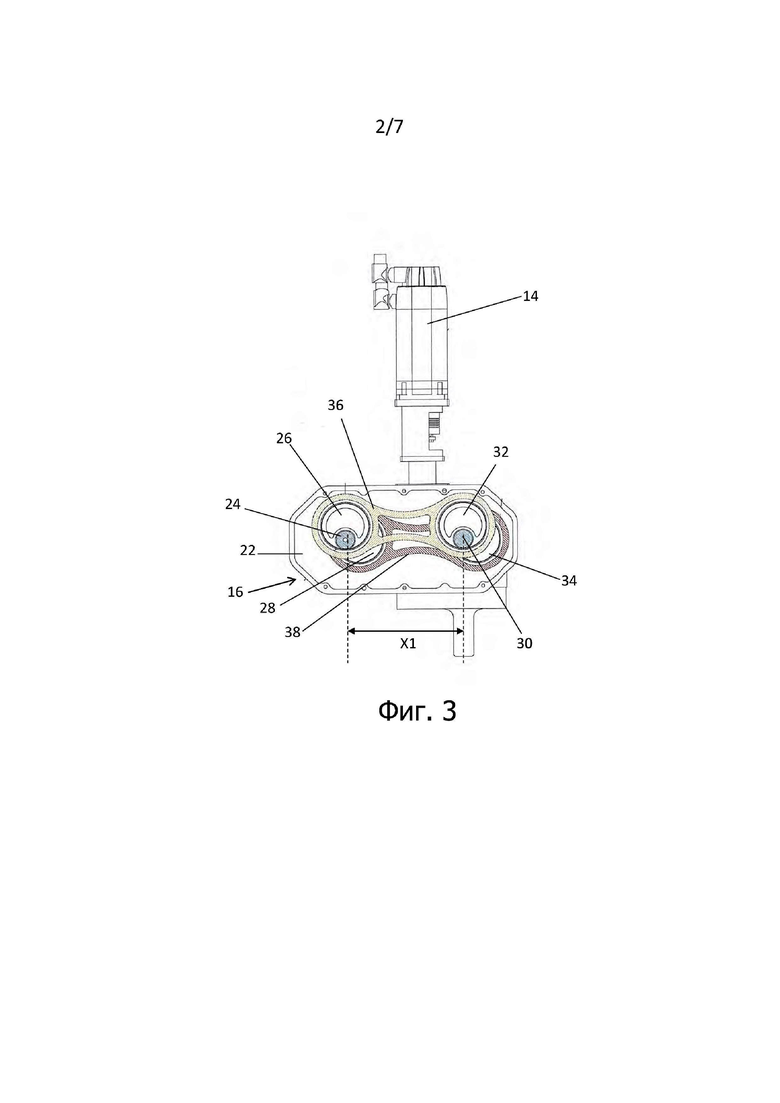
на фиг. 3 – внутренняя часть отставителя для машин формования стеклянных изделий в соответствии с изобретением, вид сбоку;
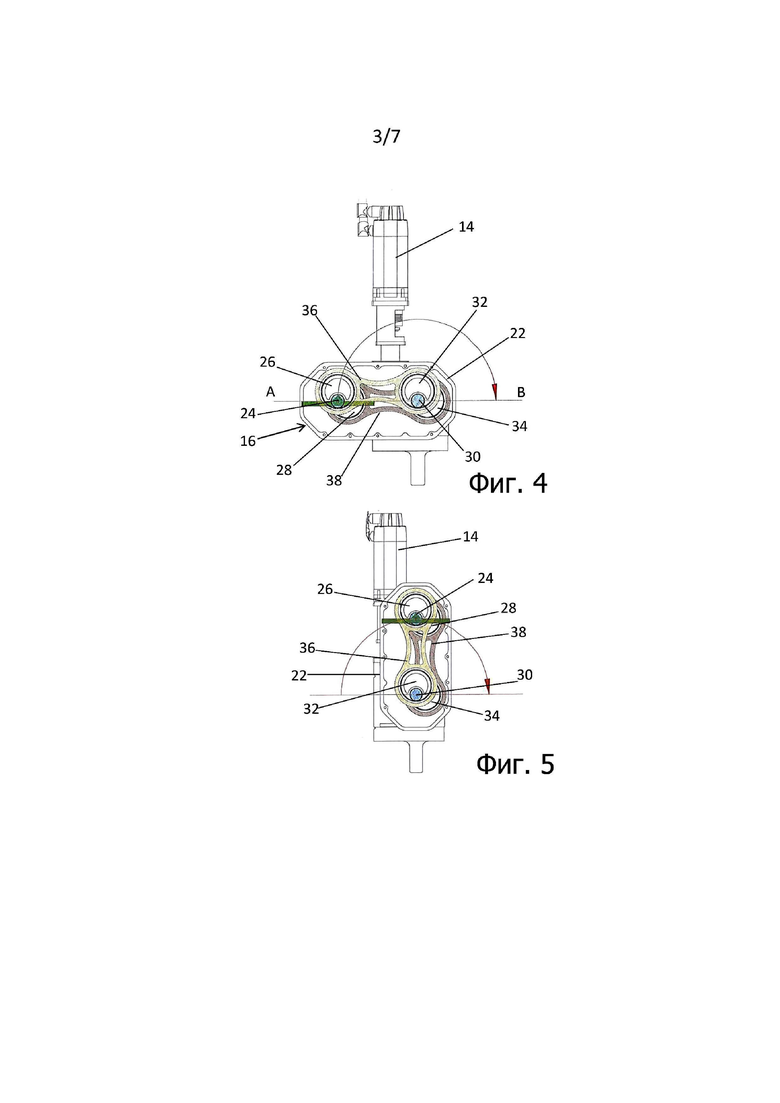
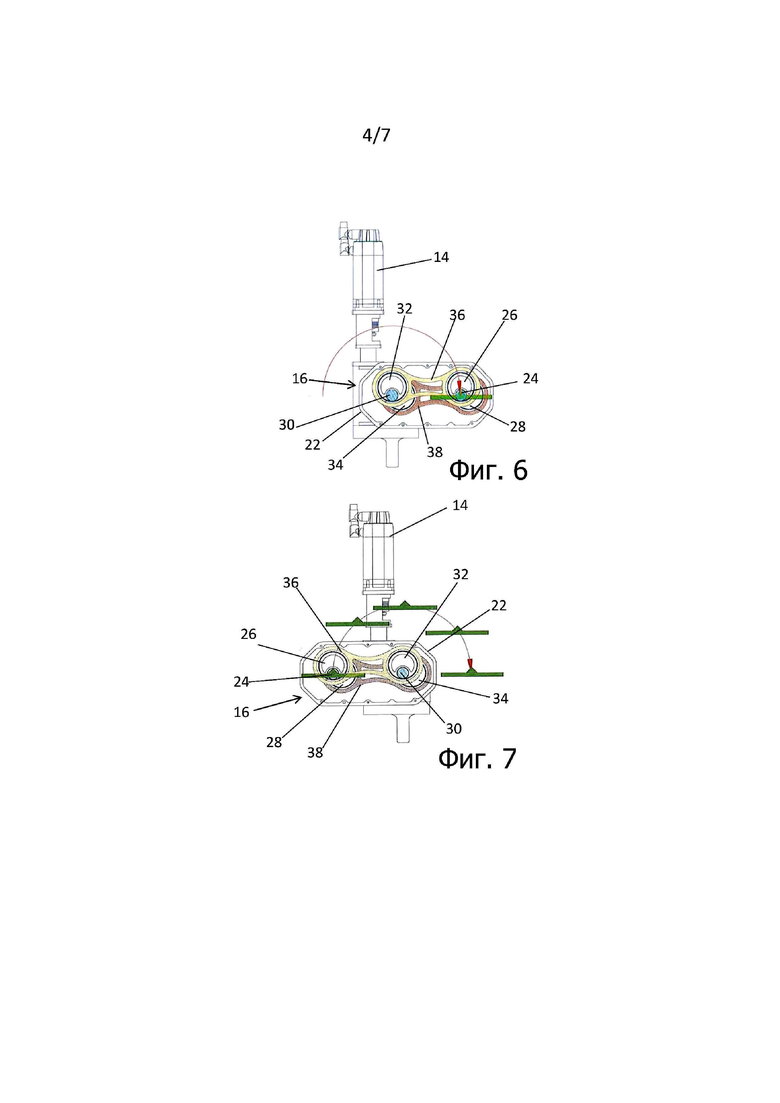
на фиг. 4 – 7 поясняется последовательность перемещения отставителя для машин формования стеклянных изделий с угловым перемещением от 0° до 180° по направлению к передней части машины и его возврат в обратном направлении, в соответствии с изобретением, виды сбоку;
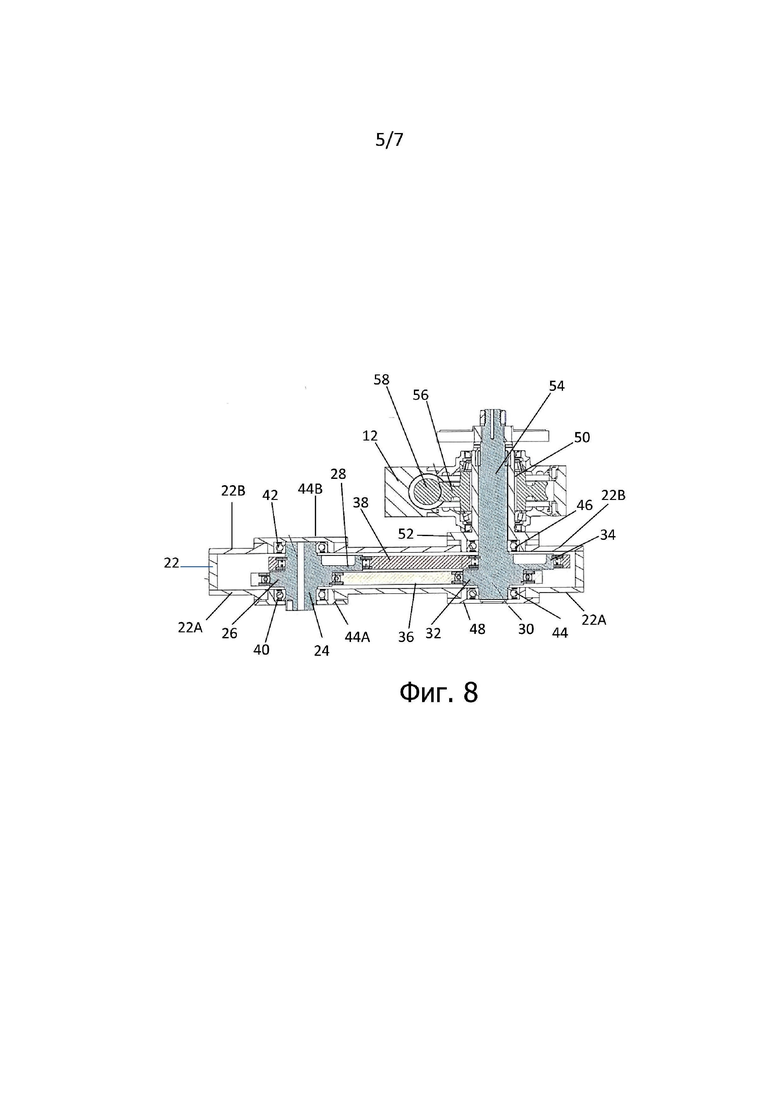
на фиг. 8 показана система эксцентрических соединительных тяг отставителя для машин формования стеклянных изделий в соответствии с изобретением, вид сверху в разрезе;
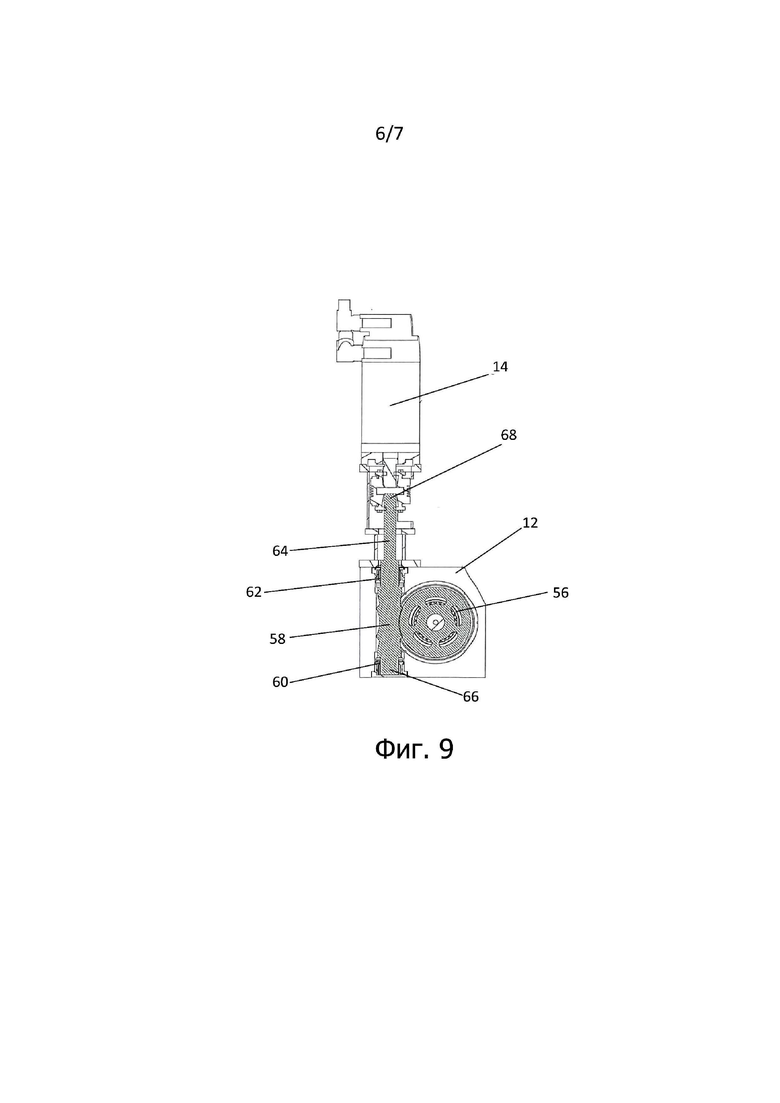
на фиг. 9 – подъемный механизм для обеспечения перемещения отставителя для машин формования стеклянных изделий в соответствии с изобретением, вид в вертикальном разрезе;
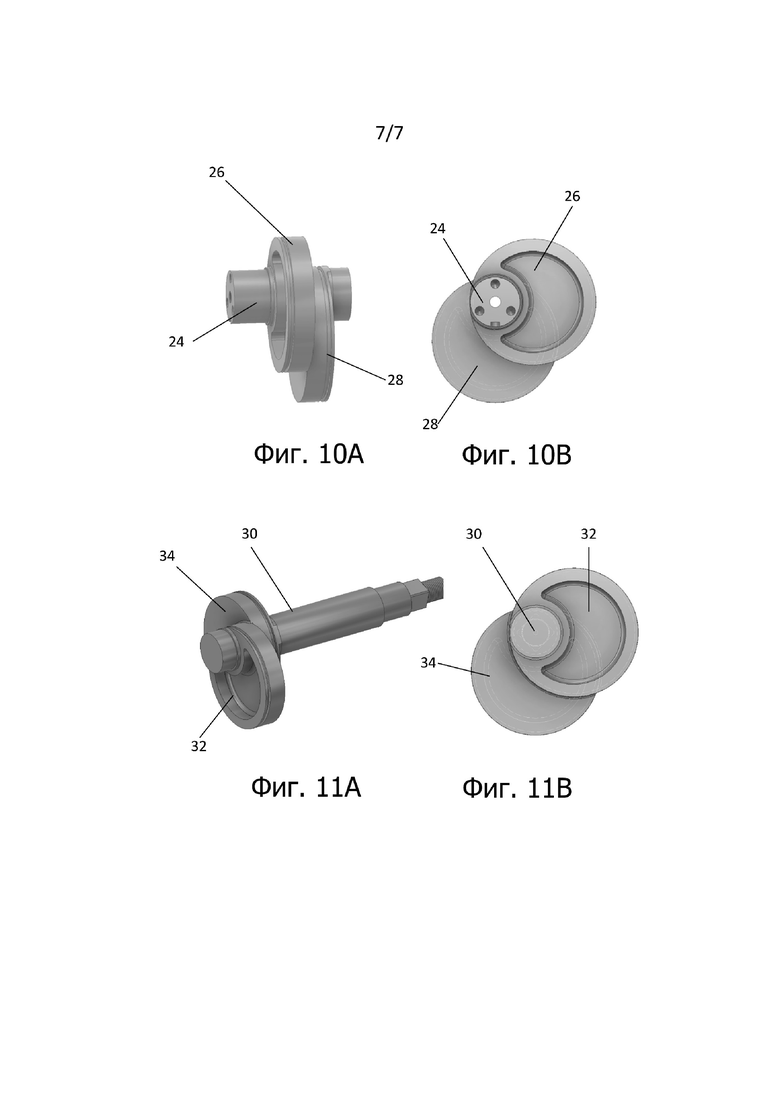
на фиг. 10А и 10В – первый эксцентрик для обеспечения перемещения отставителя для машин формования стеклянных изделий в соответствии с изобретением, вид сбоку и вид спереди; и
на фиг. 11А и 11В – второй эксцентрик для обеспечения перемещения отставителя для машин формования стеклянных изделий в соответствии с изобретением, вид сбоку и вид спереди.
Варианты осуществления изобретения
Отставитель для машин формования стеклянных изделий в соответствии с изобретением будет описан далее со ссылками на поясняющие чертежи, на которых одинаковые ссылочные обозначения относятся к одинаковым деталям показанных фигур.
На фиг. 1 показан отставитель 10 для машин формования стеклянных изделий, содержащий: опорную конструкцию 12; серводвигатель 14, соединенный с опорной конструкцией 12; качающийся рычаг 16, который соединен с возможностью вращения с первым концом опорной конструкции 12. Указанный качающийся рычаг 16 соединен с серводвигателем 14, который будет описан более подробно позже, двигающимся с угловым перемещением на 180°, между первым положением A, например, положением пресс-формы от конца машины формования стеклянных изделий в переднее положение B, к передней части машины формования стеклянных изделий.
Головка 18 клещевых захватов отставителя снабжена клещевыми захватами или пальцами 20, причем эти клещевые захваты или пальцы 20 обладают движением размыкания и смыкания для выполнения этапов зажима и отпускания изделий (не показано) в ходе процесса формования. Головка 18 клещевых захватов отставителя соединена своей верхней частью со свободным концом качающегося рычага 16 и движется в зависимости от колебательного движения указанного рычага 16.
На фиг. 2 показан отставитель 10 изделий без присоединения головки 18 клещевых захватов, и показана только соединительная головка 20, которая вращается вокруг своей оси для перемещения головки 18 клещевых захватов, вид в перспективе.
Теперь, как показано на фиг. 2-7, качающийся рычаг 16 содержит корпус 22, который имеет переднюю стенку 22А и заднюю стенку 22В; систему эксцентриковых соединительных тяг и кулачков, которая содержит: первый вал 24, присоединенный своими концами между передней стенкой 22А и задней стенкой 22В. Передний конец первого вала 24 соединен с соединительной головкой 20 головки 18 клещевых захватов отставителя. Пара круглых кулачков 26, 28 (один передний и один задний) эксцентрически присоединена к первому валу 24 во взаимосвязи один за другим. Указанные круглые кулачки 26, 28 установлены с угловым смещением приблизительно на 45° один относительно другого, как более подробно показано на фиг. 10А и 10В.
Второй вал 30 расположен параллельно первому валу 24 на определенном расстоянии Х1 и выровнен по той же горизонтальной оси. Второй вал 30 присоединен своими концами между передней стенкой 22А и задней стенкой 22В. Второй вал 30 присоединен с возможностью свободного вращения вокруг собственной оси между передней стенкой 22А и задней стенкой 22В корпуса 22. Пара круглых кулачков 32, 34 (один передний и один задний) эксцентрически присоединена ко второму валу 30 во взаимосвязи один за другим. Указанные круглые кулачки 32, 34 установлены с угловым смещением приблизительно на 45° один относительно другого, как более подробно показано на фиг. 11А и 11В.
Пара соединительных штанг или тяг 36, 38, соответственно, соединена с передними круглыми кулачками 26, 32 и с задними круглыми кулачками 28, 34. Соединительная штанга или тяга 36 соединена с передними круглыми кулачками 26, 32, а соединительная штанга или тяга 38 соединена с задними круглыми кулачками 28, 34. Такая конструкция обеспечивает перемещение первого вала 24 с угловым поступательным движением относительно второго вала 30. Таким образом, корпус 22, который соединен с серводвигателем 14 (как описано далее) будет перемещаться на 180° под углом, между первым положением A, в положении пресс-формы для окончательного формования стеклянного изделия, в переднее положение B в направлении к передней части машины формования изделий. Корпус 22 будет опираться с возможностью вращения на второй вал 30, и будет передавать движение к соединительным штангам или тягам 36, 38. Конструкция валов 24, 30, кулачков 26, 28 и соединительных штанг или тяг 36, 38, обеспечивает поступательное движение корпуса 22 вокруг второго вала 30.
Как схематически показано на фиг. 4 – 7, корпус 22 в первом положении расположен горизонтально, например, в положении пресс-формы для окончательного формования стеклянного изделия (позиция A). На фиг. 5 и 6 корпус 22 перемещается с угловым перемещением по часовой стрелке на 180° между первым положением A и передним положением B по направлению к передней части машины формования изделий. На фиг. 7 показана возвратная траектория корпуса 22, против часовой стрелки, чтобы инициировать новый цикл переноса стеклянных изделий. Однако, как видно на фигурах выше, два вала 24, 30 всегда сохраняют свою линейность на протяжении всего процесса переноса.
Наконец, на фиг. 8 и 9 показан подробный вид расположения эксцентриковых тяг и кулачков, а также механизма для обеспечения перемещения отставителя для машин формования стеклянных изделий.
Как детально показано на фиг. 8, корпус 22 содержит переднюю стенку 22А и заднюю стенку 22В. Первый вал 24 с круглыми кулачками 26, 28 присоединен своими концами между передней стенкой 22А и задней стенкой 22В, между подшипниками 40, 42. Подшипник 42 закрыт крышкой 44В, прикрепленной к задней стенке 22В корпуса. 22, тогда как передняя часть закрыта крышкой с центральным отверстием 44А, которое соединено с передней стенкой 22А корпуса 22. Передний конец первого вала 24, совмещенный с передней стенкой 22А корпуса 22, проходит через центральное отверстие крышки 44А, чтобы присоединять соединительную головку 20 головки 18 клещевых захватов отставителя.
Второй вал 30, который длиннее первого вала 24, также присоединен между передней стенкой 22А и задней стенкой 22В, между подшипниками 44, 46. Передний конец второго вала 30 и подшипник 44 закрыты крышкой 48, прикрепленной к передней стенке 22A корпуса 22, тогда как задний конец второго вала 30 прикреплен к опорной конструкции 12 с возможностью свободного вращения. Соединительные штанги или тяги 36, 38 соединяют, соответственно, передние круглые кулачки 26 и 32 и каждый из задних кулачков 28, 34 для обеспечения углового перемещения относительно второго вала 30.
Цилиндрическое тело или втулка 50, имеющая опорную крышку 52, соединена с задней стенкой 22B корпуса 22 посредством указанной опорной крышки 52. Задний конец 54 второго вала 30 вставлен в указанное цилиндрическое тело или втулку 50 с возможностью свободного вращения вокруг своей оси. Опорная крышка 52 дополнительно закрывает подшипник 46, размещенный на втором валу 30.
Зубчатое колесо или зубчатый венец 56 прикреплен к телу втулки 50 так, что, когда зубчатое колесо 56 приводится в действие, втулка 50, непосредственно соединенная с корпусом 22, вращает корпус 22 на втором валу 30. Вращательное движение корпуса 22 преобразуется в поступательное движение посредством соединительных штанг или тяг 36, 38.
Зубчатое колесо 56 соединено с червячным винтом 58 с двойным охватом (фиг. 9), который соединен с приводным валом 60 серводвигателя 14 так, что посредством движения серводвигателя 14 передает вращательное движение влево или вправо для выполнения углового перемещения на 180° качающегося рычага 16.
Как показано на фиг. 9, зубчатое колесо или зубчатый венец 56 жестко соединен с цилиндрическим телом 50, которое соединено с корпусом 22. Зубчатое колесо или зубчатый венец 56 соединен с червячным винтом 58 с двойным охватом, то есть, согласно этой концепции, червячный винт 58 охватывает зубчатое колесо или зубчатый венец 56, что увеличивает несущую способность, обеспечивая больший контакт с областью зубьев зубчатого колеса 56, что позволяет увеличивать крутящий момент без увеличения размеров. Червячный винт 58 присоединен с возможностью вращения на опорной конструкции 12, между нижним подшипником 60 и верхним подшипником 62, расположенным на опорной конструкции 12.
Вал 64 имеет нижний конец 66 и верхний конец 68, причем указанный вал 64 расположен вертикально в опорной конструкции 12 с возможностью вращения вокруг собственной оси с вращательным движением влево или вправо. Нижний конец 66 вала 64 жестко соединен с червячным винтом 58 с двойным охватом, а верхний конец вала 64 соединен с серводвигателем 14. Серводвигатель 14 обеспечивает вращательное движение вала 64 и червячного винта 58 и, таким образом, обеспечивает движение зубчатого колеса или зубчатого венца 56.
Вращательное движение зубчатого колеса или зубчатого венца 56, который соединен с цилиндрическим корпусом или втулкой 50, обеспечит корпусу 22 угловое перемещение на 180° между первым положением A и передним положением B, и наоборот, как описано выше.
Даже несмотря на то, что был описан конкретный вариант отставителя для машин формования стеклянных изделий, специалистам в данной области будет очевидно, что могут быть осуществлены многие другие особенности или улучшения, которые могут быть рассмотрены в объеме, определяемом формулой изобретения.
Изобретение относится к отставителю для машин формования стеклянных изделий, который содержит: опорную конструкцию и качающийся рычаг. Качающийся рычаг шарнирно соединен первым концом с системой передачи с возможностью движения качающегося рычага с угловым перемещением между первым положением и вторым положением; и ко второму концу качающегося рычага присоединена головка клещевых захватов отставителя. Качающийся рычаг содержит полый корпус. К первому концу корпуса присоединен первый неподвижный вал. Первое кулачковое средство присоединено к указанному первому неподвижному валу. Ко второму концу опорной конструкции присоединен второй вращающийся вал. Второй вращающийся вал расположен на расстоянии параллельно первому валу, и один конец указанного второго вращающегося вала соединен с головкой клещевых захватов отставителя. Второе кулачковое средство присоединено к указанному второму вращающемуся валу. Рычажный механизм шарнирно соединяет первое кулачковое средство указанного первого неподвижного вала и указанное второе кулачковое средство указанного второго вращающегося вала так, что при перемещении приводного средства полый корпус приводится в свободное вращение на своем первом конце, на первом неподвижном валу, и второй вращающийся вал посредством рычажного механизма движется с угловым перемещением между указанным первым положением и указанным вторым положением, и наоборот. Технический результат – уменьшение износа между деталями. 7 з.п. ф-лы, 13 ил.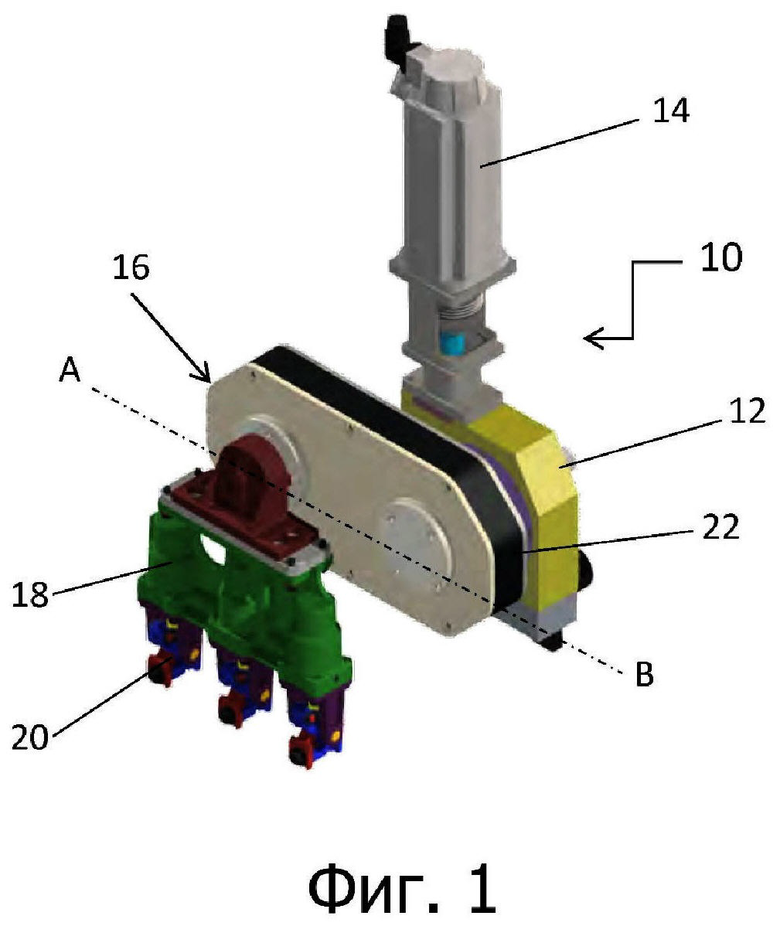
1. Отставитель для машин формования стеклянных изделий, содержащий:
опорную конструкцию;
приводное средство, присоединенное к опорной конструкции;
качающийся рычаг, имеющий первый конец и второй конец и шарнирно соединенный первым концом с приводным средством, при этом приводное средство способно перемещать указанный качающийся рычаг с угловым перемещением между первым положением и вторым положением; и
головку клещевых захватов отставителя, присоединенную ко второму концу качающегося рычага и выполненную с возможностью перемещения в зависимости от колебательного движения указанного качающегося рычага, при этом качающийся рычаг содержит:
полый корпус, имеющий переднюю стенку и заднюю стенку;
первый неподвижный вал, присоединенный внутри к первому концу опорной конструкции, который расположен горизонтально между передней стенкой и задней стенкой указанной опорной конструкции, при этом первый конец неподвижного вала выполнен выступающим из корпуса для соединения с опорной конструкцией;
первое кулачковое средство, присоединенное к указанному первому неподвижному валу;
второй вращающийся вал, присоединенный ко второму концу опорной конструкции и расположенный горизонтально между передней стенкой и задней стенкой опорной конструкции, причем указанный второй вращающийся вал расположен на расстоянии параллельно первому неподвижному валу, один конец второго вращающегося вала соединен непосредственно с головкой клещевых захватов отставителя;
второе кулачковое средство, присоединенное к указанному второму вращающемуся валу; и
рычажный механизм, шарнирно соединяющий указанное первое кулачковое средство указанного первого неподвижного вала и указанное второе кулачковое средство указанного второго вращающегося вала так, что при перемещении приводного средства полый корпус приводится в свободное вращение на своем первом конце, на первом неподвижном валу, и второй вращающийся вал посредством рычажного механизма движется с угловым поступательным перемещением между указанным первым положением и указанным вторым положением, и наоборот.
2. Отставитель для машин формования стеклянных изделий по п. 1, в котором полый корпус дополнительно содержит:
цилиндрическое тело, имеющее первый конец и второй конец;
опорную крышку, имеющую центральное отверстие, выполненное на первом конце цилиндрического тела, и закрепленную на задней стенке указанного корпуса, причем указанное цилиндрическое тело и опорная крышка присоединены с возможностью вращения к указанному первому неподвижному валу; и
зубчатое колесо, жестко соединенное с цилиндрическим телом, при этом указанное зубчатое колесо соединено с приводным средством с возможностью вращения указанного корпуса на указанном первом неподвижном валу.
3. Отставитель для машин формования стеклянных изделий по п. 1, в котором:
первое кулачковое средство является первым передним кулачком и вторым задним кулачком, причем указанные кулачки расположены эксцентрично относительно первого неподвижного вала во взаимосвязи один за другим; и
второе кулачковое средство является третьим передним кулачком и четвертым задним кулачком, причем указанный третий передний кулачок и указанный четвертый задний кулачок расположены эксцентрично относительно второго вращающегося вала во взаимосвязи один за другим;
при этом указанный рычажный механизм соответственно соединен с первым передним кулачком первого неподвижного вала и третьим передним кулачком второго вращающегося вала и со вторым задним кулачком первого неподвижного вала и четвертым задним кулачком второго вращающегося вала.
4. Отставитель для машин формования стеклянных изделий по п. 3, в котором первый передний кулачок и второй задний кулачок расположены с угловым смещением приблизительно на 45° друг относительно друга.
5. Отставитель для машин формования стеклянных изделий по п. 3, в котором третий передний кулачок и четвертый задний кулачок расположены с угловым смещением приблизительно на 45° друг относительно друга.
6. Отставитель для машин формования стеклянных изделий по п. 1, в котором первое кулачковое средство и второе кулачковое средство являются круглыми кулачками.
7. Отставитель по п. 1, в котором приводное устройство содержит:
червячный винт, расположенный в опорной конструкции, при этом указанный червячный винт расположен с возможностью свободного вращения на опорной конструкции;
вращающийся вал, имеющий первый конец и второй конец, причем червячный винт жестко соединен с первым концом вращающегося вала, при этом указанный вал расположен в опорной конструкции с возможностью вращения вокруг своей оси с вращательным движением влево или вправо; и
двигатель, присоединенный ко второму концу вала для обеспечения одновременного вращательного движения вала и червячного винта.
8. Отставитель по п. 7, в котором червячный винт является червячным винтом с двойным охватом.
| Детектор с управляемым коэффициентом передачи | 1960 |
|
SU134720A1 |
| ФОРМОНОНЕТИНАТ ЩЕЛОЧНОГО МЕТАЛЛА И СПОСОБ МИКОРИЗНОЙ СТИМУЛЯЦИИ | 1997 |
|
RU2134510C1 |
| US 7063498 B1, 20.06.2006 | |||
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ), МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК ДЛЯ СЕКЦИОННОЙ МАШИНЫ, ЗАГЛУШКА ДЛЯ МЕХАНИЗМА ПЕРЕМЕЩЕНИЯ ЗАГЛУШЕК СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2184091C2 |

