ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу производства гибких насосно-компрессорных труб.
УРОВЕНЬ ТЕХНИКИ
[0002] Гибкие насосно-компрессорные трубы находят множество вариантов использования в нефтегазодобывающей промышленности. Насосно-компрессорную трубу изготавливают из плоских металлических полосок, которые соединяют в непрерывный плоский металлический лист, наматываемый на накопительное устройство. Как правило, плоский металлический лист сматывают с накопительного устройства, сгибают с образованием трубчатой формы и сваривают вдоль стыка, получая насосно-компрессорную трубу. Насосно-компрессорную трубу наматывают на барабан.
[0003] Обычно, насосно-компрессорную трубу перевозят в другое место и сматывают с барабана с целью дополнительной обработки, такой как нагревание и закалка, направленной на достижение определенных свойств материала. После дополнительной обработки насосно-компрессорную трубу снова наматывают на другой барабан и перевозят в другое место для дополнительного тестирования перед использованием для нефтегазодобычи. Разматывание, транспортировка и повторное наматывание связаны с увеличением материальных и временных затрат в процессе производства насосно-компрессорных труб.
[0004] Следовательно, существует необходимость в усовершенствованном способе производства насосно-компрессорных труб.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В одном из вариантов своего осуществления способ производства насосно-компрессорной трубы включает разматывание плоского металлического листа с накопительного устройства; сгибание плоского металлического листа, размотанного с накопительного устройства, с получением трубчатой формы так, что края плоского металлического листа образуют шов вдоль продольной длины трубчатой формы; сварку шва, образовавшегося вдоль продольной длины, с получением насосно-компрессорной трубы; наматывание насосно-компрессорной трубы на барабан, при этом насосно-компрессорную трубу подвергают термообработке, направленной на достижение определенных свойства материала, в ходе непрерывного перемещения между накопительным устройством и барабаном.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0006] Для более полного понимания приведенных выше отличительных особенностей изобретения, более развернутое описание кратко изложенного выше может быть рассмотрено со ссылкой на варианты осуществления изобретения, некоторые из которых пояснены на прилагаемых чертежах. Однако, следует отметить, что прилагаемые чертежи поясняют только типичные варианты осуществления изобретения и, следовательно, не должны рассматриваться как ограничивающие объем изобретения, которое может допускать другие, также эффективные варианты осуществления.
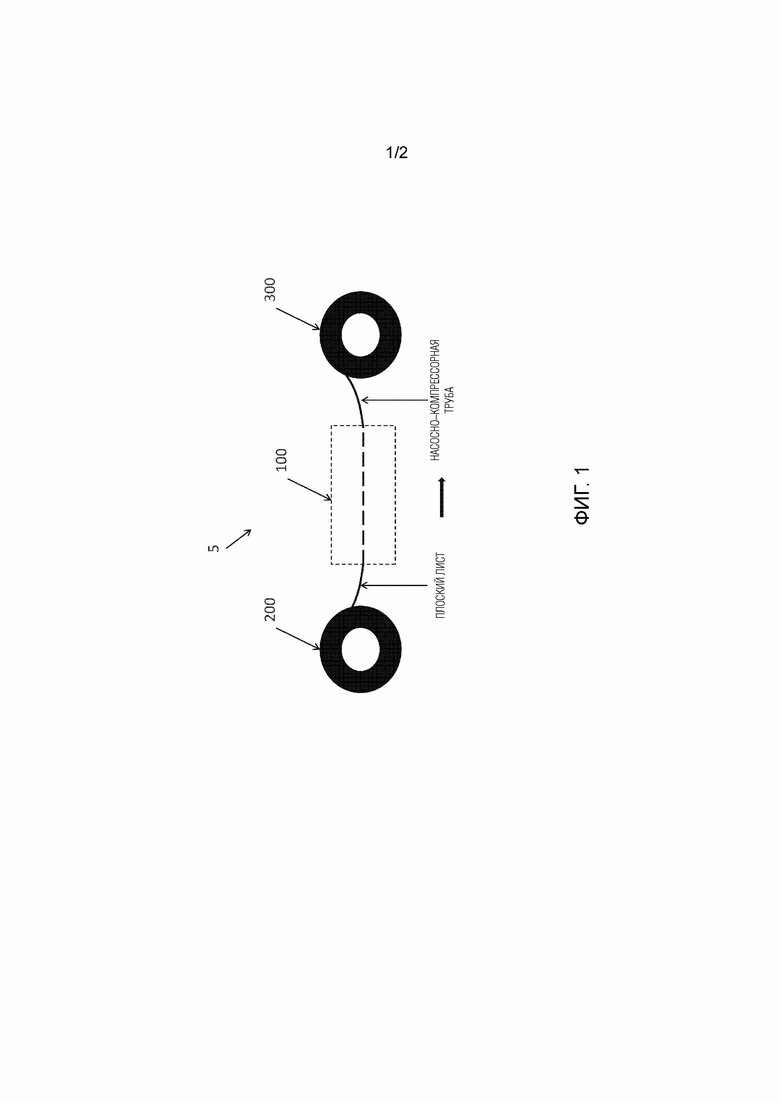
[0007] Фиг. 1 представляет собой схематичное пояснение цикла обработки насосно-компрессорной трубы в соответствии с одним из вариантов осуществления изобретения.
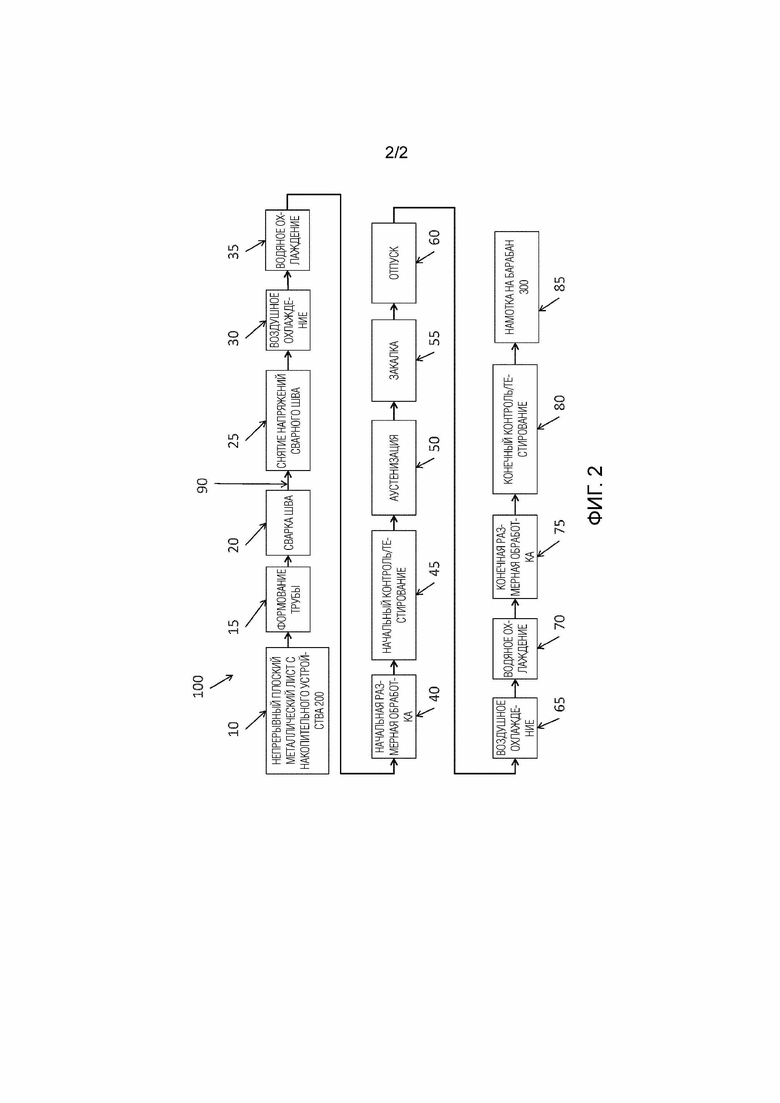
[0008] Фиг. 2 представляет собой схематичное пояснение способа производства насосно-компрессорной трубы в соответствии с одним из вариантов осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0009] Фиг. 1 представляет собой схематичное пояснение цикла обработки 5 насосно-компрессорной трубы в соответствии с одним из вариантов осуществления изобретения. Цикл обработки 5 включают разматывание плоского листа металла с накопительного устройства 200, подачу плоского листа на обработку способом 100 производства насосно-компрессорной трубы и наматывание полученной насосно-компрессорной трубы на барабан 300, все это в одном непрерывном цикле обработки, позволяющем достичь определенных свойств материала. Хотя после наматывания насосно-компрессорной трубы на барабан 300 возможно дополнительное тестирование, контроль и установка, насосно-компрессорная труба с определенными свойствами материала может быть произведена к моменту наматывания на барабан 300.
[0010] Определенные свойства материала могут включать, помимо прочего, физические свойства, механические свойства и структурные свойства. Физические свойства могут включать, помимо прочего, размеры (такие как длина, внутренний/наружный диаметр и толщина стенки), качество поверхности (гладкость) и правильная круглая форма. Механические свойства могут включать, помимо прочего, предел текучести, предел прочности при растяжении, коэффициент удлинения, модуль упругости, вязкость, вязкость разрушения, твердость, усталостную долговечность, усталостную прочность, пластичность. Структурные свойства могут включать, помимо прочего, величину зерна, коррозионную стойкость, микроструктуру и состав.
[0011] Цикл обработки 5 характеризуется повышенным выходом и является более эффективным, чем другие операции по термообработке насосно-компрессорных труб, требующие разматывания, повторного наматывания и многократного перемещения насосно-компрессорной трубы во множество мест для дополнительной обработки, такой как термообработка, с целью достижения определенных свойств материала. Насосно-компрессорная труба, полученная способом 100, описываемым в настоящем документе, полностью производится и обрабатывается в полном непрерывном цикле, начинающемся с разматывания плоского листа металла с накопительного устройства 200 и заканчивающегося наматыванием насосно-компрессорной трубы, полностью соответствующей требованиям к свойствам материала, на барабан 300. Чтобы насосно-компрессорная труба, получаемая способом 100, описываемым в настоящем документе, имела определенные свойства материала, не требуется разматывания, выпрямления или перемещения насосно-компрессорной трубы с барабана 300 для дополнительной обработки. Скорость, с которой насосно-компрессорную трубу формируют, обрабатывают и/или наматывают, можно регулировать, например, увеличивать или уменьшать, на протяжении всего цикла 5.
[0012] Фиг. 2 представляет собой схематичное пояснение способа 100 производства насосно-компрессорной трубы посредством непрерывного цикла, начиная с непрерывного плоского металлического листа 10 и заканчивая насосно-компрессорной трубой, намотанной на барабан 300 (показан на фиг. 1). Плоский металлический лист 10 может быть предварительно смотан на накопительное устройство 200. Плоский металлический лист 10 может включать ковкое железо или сталь.
[0013] Плоский металлический лист 10 непрерывно подают с накопительного устройства 200 на операцию 15 формования трубы. В ходе операции 15 формования трубы плоский металлический лист 10 сгибают, получая трубчатую форму, так что смыкающиеся кромки плоского металлического листа 10 образуют продольный шов вдоль продольной длины. Плоский металлический лист 10 может быть согнут с получением трубчатой форы при помощи одного или нескольких трубоформовочных станов, известных в данной области техники.
[0014] После операции 15 формования трубы плоский металлический лист 10 непрерывно подают на операцию 20 сварки шва. В ходе операции 20 сварки шва, согнутый в трубчатую форму лист сваривают вдоль шва с получением насосно-компрессорной трубы 90. Шов может быть сварен с использованием процесса высокочастотной индукционной сварки и/или других процессов сварки, известных в данной области техники.
[0015] После операции 20 сварки шва насосно-компрессорную трубу 90 подвергают операции 25 отжига сварного шва, операции 30 воздушного охлаждения и/или операции 35 водяного охлаждения, собирательно именуемым «операция начального охлаждения». В частности, насосно-компрессорную трубу 90 подвергают операции отжига сварного шва, затем охлаждают воздухом и/или после этого охлаждают водой до комнатной температуры.
[0016] В ходе операции 25 отжига сварного шва, например, сварной шов быстро нагревают (например, путем индукционного нагрева до температуры около 955 градусов Цельсия) для понижения жесткости, уменьшения размера зерна и повышения пластичности сварного шва. В ходе операции 30 воздушного охлаждения и/или операции 35 водяного охлаждения, например, насосно-компрессорную трубу 90 медленно охлаждают полностью или по меньшей мере частично воздухом и/или водой с целью уменьшения температуры насосно-компрессорной трубы 90 до комнатной температуры для проведения начальной размерной обработки и/или операций тестирования/контроля. Операция начального охлаждения может включать любое число операций воздушного и/или водяного охлаждения.
[0017] После операции начального охлаждения проводят операцию 40 начальной размерной обработки. Насосно-компрессорная труба 90 проходит операцию 40 начальной размерной обработки, в ходе которой один или несколько прокатных вальцов формируют предварительный наружный диаметр насосно-компрессорной трубы 90. Например, один или несколько прокатных вальцов (постепенно) уменьшают наружный диаметр насосно-компрессорной трубы 90 от большего наружного диаметра к меньшему номинальному наружному диаметру. После операции 40 начальной размерной обработки насосно-компрессорная труба 90 проходит операцию 45 начального контроля/тестирования, в ходе которой проводится одно или несколько испытаний без разрушения с целью подтверждения того, что достигнуты определенные свойства материала и качество шва насосно-компрессорной трубы 90.
[0018] После операции 45 начального контроля/тестирования насосно-компрессорную трубу 90 подают на операцию 50 аустенизации, операцию 55 закалки и/или операцию 60 отпуска, собирательно именуемые «операция термообработки». В частности, насосно-компрессорную трубу 90 в ходе операции термообработки обрабатывают, например, многократно нагревают и/или охлаждают с целью достижения определенных свойства материала, например, путем изменения микроструктуры насосно-компрессорной трубы 90.
[0019] В ходе операции 50 аустенизации, например, насосно-компрессорную трубу 90 нагревают до температуры, лежащей в диапазоне от около 850 градусов Цельсия до около 1050 градусов Цельсия с целью изменения микроструктуры насосно-компрессорной трубы 90 в аустенитную. В ходе операции 55 закалки, например, насосно-компрессорную трубу 90 быстро охлаждают водой для образования мартенсита и увеличения жесткости и прочности насосно-компрессорной трубы 90. В ходе операции 60 отпуска, например, насосно-компрессорную трубу 90 снова нагревают для некоторого снижения жесткости насосно-компрессорной трубы 90, достигнутой в ходе операции 55 закалки, и образования микроструктуры мартенсита отпуска. Операция термообработки может включать любое число операций аустенизации, закалки и/или отпуска.
[0020] После операций термообработки насосно-компрессорную трубу 90 направляют на операцию 65 воздушного охлаждения и/или операцию 70 водяного охлаждения, собирательно именуемые «операция конечного охлаждения». В частности, насосно-компрессорную трубу 90 охлаждают воздухом, а затем водой до комнатной температуры. В ходе операции 65 воздушного охлаждения и/или операции 70 водяного охлаждения, например, насосно-компрессорную трубу 90 медленно охлаждают воздухом и/или водой для снижения температуры насосно-компрессорной трубы 90 с целью проведения операций конечной размерной обработки, контроля/тестирования и/или намотки. Операция конечного охлаждения может включать любое число операций воздушного охлаждения и/или водяного охлаждения.
[0021] После операции конечного охлаждения насосно-компрессорную трубу 90 непрерывно подают на операцию 75 конечной размерной обработки для проведения конечной размерной обработки. В ходе операции 75 конечной размерной обработки наружный диаметр насосно-компрессорной трубы 90 точно доводят до заданного наружного диаметра. Например, в ходе операции 75 конечной размерной обработки может быть уменьшен наружный диаметр насосно-компрессорной трубы 90 (за одну или несколько стадий на одной или нескольких группах прокатных вальцов). Размерная обработка может быть проведена так, чтобы насосно-компрессорная труба 90 имела по существу постоянный наружной диаметр по существу постоянный внутренний диаметр и/или по существу постоянную толщину стенки. После операции 75 конечной размерной обработки насосно-компрессорную трубу 90 подают на операцию 80 конечного контроля/тестирования, в ходе которой проводится одно или несколько испытаний без разрушения с целью подтверждения, что достигнуты определенные свойства материала и качество шва насосно-компрессорной трубы 90.
[0022] После операции 80 конечного контроля/тестирования насосно-компрессорную трубу 90 непрерывно подают на операцию 85 намотки. В ходе операции 85 намотки насосно-компрессорную трубу 90 непрерывно наматывают на барабан, такой как барабан 300, показанный на фиг. 1. К моменту намотки на барабан 300 насосно-компрессорная труба 90 отвечает всем требованиям к свойствам материала и качества шва.
[0023] Способ 100 не ограничивается последовательностью или числом операций, показанных на фиг. 2, и может включать другие варианты осуществления, охватывающие изменение порядка, повторение, добавление и/или удаление одной или нескольких операций из 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80 и/или 85.
[0024] Определенные свойства материала насосно-компрессорной трубы 90, полученной способом 100, могут быть по существу постоянны по всей длине насосно-компрессорной трубы 90, однако, могут варьироваться в пределах нормальных диапазонов допусков.
[0025] В одном из вариантов осуществления изобретения насосно-компрессорная труба, длина которой лежит в диапазоне от около 10000 футов до около 30000 футов (3048-9144 м), может быть получена способом 100, описанным в настоящем документе. В одном из вариантов осуществления изобретения насосно-компрессорная труба, наружный диаметр которой лежит в диапазоне от около 1,5 дюймов до около 5,5 дюймов (0,038-0,140 м), может быть получена способом 100, описанным в настоящем документе. В одном из вариантов осуществления изобретения насосно-компрессорная труба, внутренний диаметр которой лежит в диапазоне от около 1 дюйма до около 5 дюймов (0,025-0,127 м), может быть получена способом 100, описанным в настоящем документе. В одном из вариантов осуществления изобретения насосно-компрессорная труба, у которой по меньшей мере один из диаметров, наружный диаметр или внутренний диаметр, лежит в диапазоне от около 1 дюйма до около 5,5 дюймов (0,025-0,140 м), может быть получена способом 100, описанным в настоящем документе.
[0026] В одном из вариантов осуществления изобретения насосно-компрессорная труба, характеризующаяся пределом текучести в диапазоне от около 80000 psi до около 165000 psi (551,6-1137,6 МПа), может быть получена способом 100, описанным в настоящем документе. В одном из вариантов осуществления изобретения насосно-компрессорная труба, характеризующаяся пределом прочности при растяжении в диапазоне от около 90000 psi до около 190000 psi (620,5-1310,0 МПа), может быть получена способом 100, описанным в настоящем документе. В одном из вариантов осуществления изобретения насосно-компрессорная труба, характеризующаяся твердостью в диапазоне от около 18 единиц твердости по шкале Роквелла до около 40 единиц твердости по шкале Роквелла, может быть получена способом 100, описанным в настоящем документе.
[0027] Специалистам в данной области следует понимать, что ранее описанные варианты осуществления изобретения являются примерными и не носят ограничительный характер. Подразумевается, что все изменения, преобразования, улучшения, эквиваленты и усовершенствования, которые станут очевидны специалистам в данной области по прочтении описания и изучении чертежей, включаются в объем изобретения. Следовательно, подразумевается, что нижеследующая формула изобретения может включать все подобные модификации, преобразования, улучшения, эквиваленты и усовершенствования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ТРУБА С ПЕРЕМЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2012 |
|
RU2582326C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ НАСОСНОЙ ШТАНГИ | 2003 |
|
RU2321483C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ ИЗ ФОРМОВАННОЙ ВЫСОКОПРОЧНОЙ СТАЛИ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2020 |
|
RU2790144C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2557041C1 |
| ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ ДЛЯ ГИБКИХ ДЛИННОМЕРНЫХ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2664347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОЙ СТАЛЬНОЙ ДЕТАЛИ, С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОЙ СВАРКИ, И ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬНАЯ ДЕТАЛЬ, СВАРЕННАЯ ЛАЗЕРНОЙ СВАРКОЙ | 2019 |
|
RU2746702C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2006 |
|
RU2364485C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2649487C2 |
Изобретение относится к области изготовления труб. Способ включает разматывание плоского металлического листа с накопительного устройства, его сгибание с получением трубчатой формы, в которой края плоского металлического листа образуют шов вдоль продольной длины трубчатой формы. Осуществляют сварку шва с получением насосно-компрессорной трубы, термообработку сварного шва, охлаждение насосно-компрессорной трубы в ходе операции начального охлаждения после термообработки сварного шва. Проводят операцию начальной размерной обработки насосно-компрессорной трубы для уменьшения ее наружного диаметра, термообработку для достижения требуемых свойств материала, охлаждение насосно-компрессорной трубы в ходе операции конечного охлаждения после операции термообработки. Проводят операцию конечной размерной обработки насосно-компрессорной трубы для дополнительного уменьшения ее наружного диаметра и наматывание насосно-компрессорной трубы на барабан в ходе непрерывного перемещения между накопительным устройством и барабаном. Термообработка трубы может быть осуществлена в виде аустенизации, закалки или отпуска. Изобретение обеспечивает возможность производства насосно–компрессорной трубы с определенными свойствами материала за один непрерывный цикл. 2 н. и 29 з.п. ф-лы, 2 ил.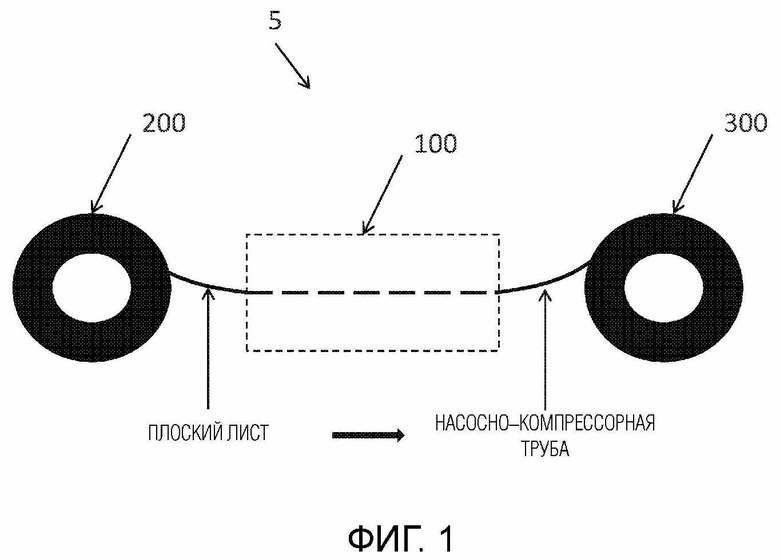
1. Способ производства насосно-компрессорной трубы, включающий:
разматывание плоского металлического листа с накопительного устройства;
сгибание плоского металлического листа, размотанного с накопительного устройства, с получением трубчатой формы, в которой края плоского металлического листа образуют шов вдоль продольной длины трубчатой формы;
сварку шва, образовавшегося вдоль продольной длины, с получением насосно-компрессорной трубы;
термообработку сварного шва при первой температуре;
охлаждение насосно-компрессорной трубы в ходе операции начального охлаждения после термообработки сварного шва;
проведение операции начальной размерной обработки насосно-компрессорной трубы для уменьшения наружного диаметра насосно-компрессорной трубы после операции начального охлаждения;
термообработку насосно-компрессорной трубы при второй температуре в ходе операции термообработки после операции начальной размерной обработки для достижения требуемых свойств материала;
охлаждение насосно-компрессорной трубы в ходе операции конечного охлаждения после операции термообработки;
проведение операции конечной размерной обработки насосно-компрессорной трубы для дополнительного уменьшения наружного диаметра насосно-компрессорной трубы после операции конечного охлаждения; и
наматывание насосно-компрессорной трубы на барабан после операции конечной размерной обработки в ходе непрерывного перемещения между накопительным устройством и барабаном.
2. Способ по п. 1, в котором шов сваривают путем индукционной сварки и/или другого процесса сварки.
3. Способ по п. 1, в котором операция начального охлаждения включает воздушное охлаждение насосно-компрессорной трубы после термообработки сварного шва.
4. Способ по п. 1, в котором операция начального охлаждения включает водяное охлаждение насосно-компрессорной трубы после термообработки сварного шва.
5. Способ по п. 1, включающий проведение операции начального контроля и тестирования насосно-компрессорной трубы после операции начальной размерной обработки.
6. Способ по п. 1, в котором операция термообработки включает аустенизацию насосно-компрессорной трубы.
7. Способ по п. 1, в котором операция термообработки включает закалку насосно-компрессорной трубы.
8. Способ по п. 1, в котором операция термообработки включает отпуск насосно-компрессорной трубы.
9. Способ по п. 1, в котором операция конечного охлаждения включает воздушное охлаждение насосно-компрессорной трубы.
10. Способ по п. 1, в котором операция конечного охлаждения включает водяное охлаждение насосно-компрессорной трубы.
11. Способ по п. 1, включающий проведение операции конечного контроля и тестирования насосно-компрессорной трубы после операции конечной размерной обработки.
12. Способ по п. 11, в котором насосно-компрессорную трубу наматывают на барабан после проведения операции конечного контроля и тестирования насосно-компрессорной трубы.
13. Способ по п. 1, в котором заданные свойства материала включают по меньшей мере одно из следующих: размеры, качество поверхности, правильная круглая форма, предел текучести, предел прочности при растяжении, коэффициент удлинения, модуль упругости, вязкость, вязкость разрушения, твердость, усталостная долговечность, усталостная прочность, пластичность, величина зерна, коррозионная стойкость, микроструктура и состав.
14. Способ по п. 1, в котором заданные свойства материала насосно-компрессорной трубы, намотанной на барабан, по существу постоянны по всей длине насосно-компрессорной трубы.
15. Способ по п. 1, в котором длина насосно-компрессорной трубы, намотанной на барабан, лежит в диапазоне от около 10000 футов до около 30000 футов (3048-9144 м).
16. Способ производства насосно-компрессорной трубы, включающий:
разматывание плоского металлического листа с накопительного устройства;
сгибание плоского металлического листа, размотанного с накопительного устройства, с получением трубчатой формы, в которой края плоского металлического листа образуют шов вдоль продольной длины трубчатой формы;
сварку шва, образовавшегося вдоль продольной длины, с получением насосно-компрессорной трубы;
аустенизацию насосно-компрессорной трубы, а затем закалку насосно-компрессорной трубы;
проведение по меньшей мере одной операции размерной обработки для уменьшения наружного диаметра насосно-компрессорной трубы;
проведение по меньшей мере одной операции контроля и тестирования;
отпуск, а затем охлаждение насосно-компрессорной трубы, причем температура, при которой осуществляют отпуск насосно-компрессорной трубы, меньше, чем температура, при которой осуществляют аустенизацию насосно-компрессорной трубы; и
наматывание насосно-компрессорной трубы на барабан, причем способ осуществляют в ходе непрерывного перемещения между накопительным устройством и барабаном.
17. Способ по п. 16, включающий отжиг сварного шва, а затем охлаждение насосно-компрессорной трубы.
18. Способ по п. 17, в котором температура, при которой осуществляют отжиг сварного шва, меньше, чем температура, при которой осуществляют аустенизацию насосно-компрессорной трубы.
19. Способ по п. 17, в котором температура, при которой осуществляют отжиг сварного шва, составляет 955°С.
20. Способ по п. 17, в котором охлаждение насосно-компрессорной трубы после отжига сварного шва включает воздушное охлаждение и/или водяное охлаждение насосно-компрессорной трубы.
21. Способ по п. 17, в котором аустенизацию насосно-компрессорной трубы осуществляют при температуре от 850 до 1050°С.
22. Способ по п. 16, в котором шов сваривают путем индукционной сварки и/или другого процесса сварки.
23. Способ по п. 16, в котором охлаждение насосно-компрессорной трубы после отпуска включает воздушное охлаждение и/или водяное охлаждение насосно-компрессорной трубы.
24. Способ по п. 16, включающий проведение по меньшей мере одной операции начального контроля и тестирования насосно-компрессорной трубы после по меньшей мере одной операции размерной обработки.
25. Способ по п. 16, в котором насосно-компрессорная труба, намотанная на барабан, имеет одно или более заданных свойств материала, которые по существу постоянны по всей длине насосно-компрессорной трубы.
26. Способ по п. 16, в котором одно или более заданных свойств материала включают по меньшей мере одно из следующих: размеры, качество поверхности, правильная круглая форма, предел текучести, предел прочности при растяжении, коэффициент удлинения, модуль упругости, вязкость, вязкость разрушения, твердость, усталостная долговечность, усталостная прочность, пластичность, величина зерна, коррозионная стойкость, микроструктура и состав.
27. Способ по п. 16, в котором насосно-компрессорная труба, намотанная на барабан, имеет предел текучести в диапазоне от около 80000 до 165000 psi (551,6-1137,6 МПа).
28. Способ по п. 16, в котором насосно-компрессорная труба, намотанная на барабан, имеет предел прочности при растяжении в диапазоне от 90000 до 190000 psi (620,5-1310,0 МПа).
29. Способ по п. 16, в котором насосно-компрессорная труба, намотанная на барабан, имеет твердость в диапазоне от 18 до 40 по шкале Роквелла.
30. Способ по п. 16, в котором насосно-компрессорная труба, намотанная на барабан, имеет наружный диаметр от 1,5 до 5,5 дюймов (0,038-0,140 м).
31. Способ по п. 16, в котором длина насосно-компрессорной трубы, намотанной на барабан, лежит в диапазоне от около 10000 футов до около 30000 футов (3048-9144 м).
| US 4863091 A1, 05.09.1989 | |||
| US 5515707 А1, 14.05.1996 | |||
| US 2982312 A1, 02.05.1961 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДОЛЬНОШОВНЫХ ТРУБ СВАРКОЙ ЛАЗЕРОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ НАСОСНОЙ ШТАНГИ | 2003 |
|
RU2321483C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2014 |
|
RU2578291C2 |

