Область, к которой относится изобретение
Настоящее изобретение относится к упрощенному способу и оборудованию для изготовления непрерывных насосных штанг.
Предпосылки создания изобретения
В нефтяных и газовых буровых скважинах насос, расположенный в забое скважины, соединяется «приводной колонной» с приводной системой, расположенной на поверхности. Обычные насосные штанги представляют собой длинные стальные стержни длиной 20-30 футов (6-9 м). Приводная колонна традиционной конструкции состоит из ряда обычных насосных штанг с соединительными приспособлениями на каждом конце каждой обычной насосной штанги, обеспечивающими соединение соседних штанг встык. Напротив, непрерывная насосная штанга представляет собой единый стержень, состоящий из непрерывного куска стали удлиненной формы. Таким образом, непрерывная насосная штанга не имеет множества мест соединения, включенных в систему соединенных обычных насосных штанг. Каждое место соединения двух последовательных обычных насосных штанг является источником возможного ослабления конструкции и избыточного износа соседних с ним участков буровых и обсадных труб. Однако применение непрерывных насосных штанг может быть связано с дополнительными затратами.
Длина приводной колонны может изменяться от сравнительно небольших значений порядка 500 футов (150 м) до 10000 футов (3000 м) и более, в зависимости от глубины скважины и желаемого местоположения насоса в забое скважины. Непрерывные насосные штанги, как правило, изготовляются и хранятся до поставки на больших транспортных барабанах. Эти транспортные барабаны имеют максимальный диаметр приблизительно 19-20 футов (5,8-6,1 м), но их диаметр может быть и меньшим, вплоть до 9-10 футов (2,75-3,05 м) (максимальный диаметр барабанов определяется ограничениями, сопряженными с их транспортировкой). Намотанный полностью барабан может содержать непрерывную насосную штангу длиной свыше 6000 футов (1830 м), в зависимости от диаметра штанги.
Свойства стали, применяемой для любой насосной штанги приводной колонны, как обычной, так и непрерывной, зависят от характеристик скважины и характеристик приводной системы и насосной системы, применяемых для эксплуатации скважины. Насосные штанги обычно классифицируют по маркам, в зависимости от их пригодности для применения в определенном диапазоне нагрузок и/или условий окружающей среды, например, содержания H2S в скважине. Конструкция непрерывной насосной штанги должны быть такой, чтобы ее можно было достаточно туго наматывать на транспортный барабан для обеспечения его плотного заполнения, а затем править у скважины, превращая ее в приводную колонну, без потери желаемых для эксплуатации свойств прочности и стойкости к воздействию окружающей среды. Наматывание непрерывной насосной штанги на транспортные барабаны иногда вызывает остаточную деформацию при наматывании на транспортный барабан и последующей правке в полевых условиях для эксплуатации.
В канадском патенте № 942585 на имя Палинчука (Palynchuk) описан один из оригинальных способов изготовления непрерывной насосной штанги. Согласно Палинчуку, для изготовления непрерывной насосной штанги берут ряд исходных прутков в бухтах, соединяют концы прутков в бухтах между собой и подвергают соединенные прутки в бухтах ряду операций обработки. Прутки в бухтах также подвергают горячей обработке для превращения круглого сечения в овальное по всей длине непрерывной насосной штанги. Овальное поперечное сечение позволяет наматывать непрерывную насосную штангу на транспортный барабан в направлении ее меньшего диаметра, что снижает степень остаточной пластической деформации непрерывной насосной штанги. Непрерывные насосные штанги овального сечения применяются, как правило, в установках с возвратно-поступательными насосами.
Скважины для добычи тяжелых нефтей чаще всего эксплуатируются с применением роторных объемных насосов с эксцентрическим винтом (известных специалистам как насосы с перемещающимися полостями или progressive cavity pump). Роторные объемные насосы имеют вращательный привод и, следовательно, приводная колонна, используемая в этих установках, также вращается. Насосные штанги овального сечения непригодны для установок с вращающимися приводными колоннами вследствие эксцентрических нагрузок, возникающих при вращении, и повышенного износа колонны труб. Кроме того, влияние пластической деформации на рабочие характеристики насосной штанги при вращающейся приводной колонне уменьшается, поскольку на колонну действует скручивающее усилие, и вращающиеся приводные колонны не подвергаются высоким циклическим сжимающим/растягивающим нагрузкам, которые действуют на них в установках с возвратно-поступательными насосами. Поэтому дорогостоящие непрерывные насосные штанги овального сечения, подобные изобретенным Палинчуком, как правило, не применяются в установках с вращательными приводами. В этом случае более пригодными являются насосные штанги круглого поперечного сечения и непрерывные насосные штанги.
Сталь, применяемая для изготовления непрерывных насосных штанг, поступает со сталепрокатных предприятий в форме необработанного прутка в бухтах. Эта сталь выпускается сталепрокатными предприятиями в соответствии с техническими требованиями, устанавливаемыми производителями насосных штанг. Известно, что для производства насосных штанг, пригодных для большинства случаев применения в нефте- и газодобыче, пригодна сталь, соответствующая стандарту ASTM A576 и дополнительным требованиям S7, S8, S11, S12 и S18. Для удовлетворения этих требований сталь, используемую в производстве исходного прутка в бухтах, специально легируют известными способами с целью получения марки стали с соответствующей прокаливаемостью, прочностью, ударной вязкостью, коррозионной стойкостью, усталостной прочностью, беспримесностью на микроуровне и свариваемостью.
Однако твердость и, соответственно, прочность на растяжение стальных прутков в бухтах, поставляемых со сталепрокатного предприятия в необработанной форме, неоднородны, сильно изменяются по длине отдельных прутков в бухтах и от бухты к бухте, а также относительно низки. Поскольку прочность на растяжение является одним из определяющих показателей качества для насосной штанги в целом, стальные прутки в бухтах в процессе изготовления непрерывной насосной штанги необходимо подвергать обработке по всей их длине с целью обеспечения соответствия требованиям к прочности на растяжение и однородности этого показателя по всей длине непрерывной насосной штанги. Исходные прутки в бухтах, получаемые со сталепрокатных предприятий при производстве их по известной технологии, как правило, имеют весьма низкую твердость вследствие особенностей химического состава и процессов изготовления, применяемых на этих предприятиях.
Как правило, для получения одной непрерывной насосной штанги желаемой длины необходимо соединять встык сваркой оплавлением концов нескольких необработанных прутков в бухтах. Эти концы обычно соединяют сваркой оплавлением, вследствие чего вблизи зоны сварки образуются зоны термического влияния, которые следует подвергать обработке с целью снятия напряжений и пластической деформации, возникающих в процессе сварки. Без такой обработки зоны термического влияния могут стать местами возможного ослабления, которое может привести к разрушению непрерывной насосной штанги в процессе эксплуатации.
Известные в технике способы обработки штанги по всей длине предусматривают выполнение ряда операций аустенизации, закалки и отпуска, которые обеспечивают получение готовой непрерывной штанги с постоянной твердостью и прочностью, а также уменьшают осложнения, возникающие в зонах термического влияния при сварке. Штангу необходимо выпрямить и подвергнуть многим из этих операций по всей ее длине. Обычно для того, чтобы подвергнуть непрерывную насосную штангу всем необходимым операциям, требуются две или три последовательные технологические линии, причем штанга разматывается из бухты, распрямляется, подвергается обработке при прохождении через каждую линию, сматывается в бухту, транспортируется к началу следующей линии, разматывается из бухты, распрямляется для прохождения через следующую линию и т.д.
Таким образом, известные способы изготовления непрерывной насосной штанги требуют применения дорогостоящего тяжелого капитального оборудования и крупного стационарного производственного помещения для реализации способа. Такие операции, как естественное охлаждение, требуют большого открытого пространства в производственном помещении для обеспечения выдерживания штанги большой длины в течение требуемого времени, и некоторые современные цеха, работающие по известной технологии, могут иметь длину до 300 футов (90 м) и более. В результате известные способы требуют значительных капитальных затрат.
В последнее время предлагаются способы, направленные на снижение упомянутых капитальных затрат путем применения штанг длиной 40 футов (12 м), которые транспортируются непосредственно к скважине и свариваются там с применением «переносной» установки (см. Уидни и др. - Widney et al., канадский патент 2,317,291). Недостатком таких способов является высокая трудоемкость применения в отдаленных районах.
Имеется потребность в способе изготовления непрерывной насосной штанги, обеспечивающем уменьшение количества необходимых операций обработки без ухудшения основных свойств, необходимых для достижения применимости штанги в конкретных условиях нагрузки и окружающей среды. Предпочтительно также создание способа, позволяющего снизить капитальные затраты на оборудование и вспомогательные устройства и тем самым удешевить процесс.
Краткое описание изобретения
Настоящее изобретение удовлетворяет вышеупомянутые потребности производителей непрерывных насосных штанг, а также другие потребности.
Предлагается способ изготовления непрерывной насосной штанги в бухте, включающий следующие операции:
(a) отбор множества исходных прутков в бухтах, имеющих одинаковую однородную твердость, причем каждый исходный пруток в бухте имеет два свободных конца;
(b) сварка оплавлением соседних свободных концов соседних исходных прутков в бухтах с получением непрерывной длинной штанги, так что при упомянутой сварке оплавлением образуются зоны сплавления и зоны термического влияния вблизи каждой зоны сплавления;
(c) обработка каждой из упомянутых зон термического влияния для уменьшения неоднородностей, возникших при сварке оплавлением;
(d) сматывание полученной насосной штанги в бухту.
В альтернативном варианте способ может содержать следующие операции:
(a) отбор одного или нескольких исходных прутков в бухтах с одной и той же совместимой твердостью, причем каждый исходный пруток в бухте имеет два свободных конца;
(b) контроль упомянутых исходных прутков в бухтах на наличие дефектов;
(c) маркировка упомянутых дефектов;
(d) удаление упомянутых дефектов с образованием дополнительных свободных концов в упомянутом исходном прутке в бухте;
(e) сварка оплавлением соседних свободных концов с получением непрерывной длинной штанги, так что при упомянутой сварке оплавлением образуются зоны сплавления и зоны термического влияния вблизи каждой зоны сплавления;
(f) обработка каждой из упомянутых зон термического влияния для уменьшения неоднородностей, возникших при сварке оплавлением;
(g) сматывание полученной насосной штанги в бухту.
Этот способ устраняет необходимость в тяжелом оборудовании и обеспечивает уменьшение необходимой площади и затрат времени, тем самым снижаются капитальные затраты и обеспечивается возможность применения переносного оборудования.
Краткое описание фигур
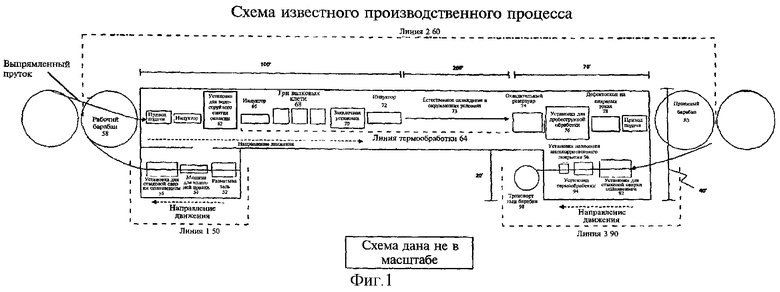
На Фиг.1 схематически представлен известный в технике способ изготовления непрерывной насосной штанги.
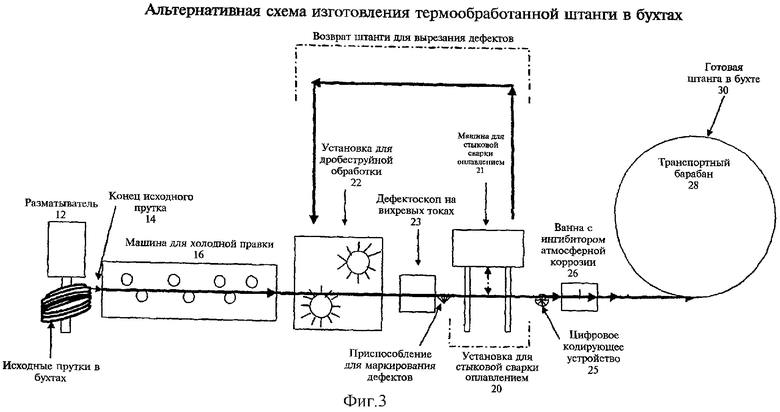
На Фиг.2 схематически представлен способ изготовления непрерывной насосной штанги по настоящему изобретению.
На Фиг.3 схематически представлен альтернативный вариант способа изготовления непрерывной насосной штанги по настоящему изобретению.
Подробное описание предпочтительного варианта осуществления изобретения
На Фиг.1, представляющей известный способ, иллюстрированы операции известного в технике способа, согласно которому сталь со сталепрокатного предприятия отбирается без предъявления требований однородности прочности на растяжение от бухты к бухте и по длине исходного прутка, предназначенного для изготовления непрерывной насосной штанги. Как видно из Фиг.1, этот способ предусматривает использование трех технологических линий - Линии 1 (50), Линии 2 (60) и Линии 3 (90).
На Линии 1 стальной пруток в бухтах, поступающий со сталепрокатного предприятия (не показано), разматывается на разматывателе (52), затем правится на машине (54) для холодной правки, после чего проходит через первую установку (56) для стыковой сварки оплавлением. На установке (56) для стыковой сварки оплавлением производится только сваривание оплавлением концов прокатанных прутков для соединения одного конца одного прутка с концом следующего прутка с целью получения непрерывного удлиненного стального изделия. После прохождения через установку для стыковой сварки оплавлением сталь поступает на рабочий барабан (58) большого диаметра для хранения до начала работы на Линии 2.
На Линии 2 сталь сматывается с рабочего барабана (58) и вначале проходит через установку (62) для водоструйного снятия окалины, а затем через линию (64) термообработки. Линия (64) термообработки включает индуктор (66) для аустенизации штанги, валковые клети (68) для прокатки с целью уменьшения поперечного сечения штанги в случае необходимости, закалочную установку (70), второй индуктор (72) для нагревания и секцию естественного охлаждения (73) и охладительный резервуар (74) для охлаждения. Цель операций, выполняемых на линии (64) термообработки, помимо обработки в валковых клетях (68), заключается в структурном преобразовании стали на атомном уровне, в результате которого достигается имеющая решающее значение однородная твердость и определяемая ею прочность на растяжение, необходимая для выдерживания заданной нагрузки и стойкости в условиях окружающей среды промысла. Как видно из Фиг.1, линия (64) термообработки сама по себе включает многочисленное тяжелое оборудование и требует значительной площади. После прохождения через линию (64) термообработки сталь в пределах Линии 2 проходит через установку (76) для упрочняющей дробеструйной обработки и дефектоскоп (78) на вихревых токах с целью обнаружения дефектов, а затем поступает на приемный барабан (80).
На Линии 3 (90) производится ряд отделочных операций, в том числе удаление дефектов, обнаруженных на Линии 2. Линия 3 (90) включает установку (92) для стыковой сварки оплавлением, небольшую установку (94) для термообработки и установку (96) для нанесения антикоррозионного покрытия. После прохождения через Линию 3 непрерывная насосная штанга поступает на транспортный барабан (98) для транспортировки согласно указаниям заказчика.
На Фиг.2 представлен предпочтительный вариант осуществления способа изготовления по настоящему изобретению.
Начальной операцией способа является отбор материала исходных прутков в бухтах (10), имеющий решающее значение. Исходные прутки в бухтах (10) поступают со сталепрокатного предприятия в состоянии после горячей прокатки, имеют желаемый диаметр и заданное поперечное сечение, например круглое сечение. Исходный пруток в бухте (10) имеет состав, пригодный для насосной штанги. Для удовлетворения известных требований к стали, обеспечивающих ее пригодность для эксплуатации в качестве насосных штанг, исходный пруток в бухте (10) предпочтительно представляет собой горячекатаную сталь, соответствующую по качеству требованиям к специальной прутковой стали (Special Bar Quality) по стандарту ASTM A576 и дополнительным требованиям ASTM A576 - S7, S8, S11, S12 и S18, однако могут применяться и другие известные стандарты и технические условия, обеспечивающие изготовление пригодных к эксплуатации насосных штанг. Однако в настоящем изобретении, включающем критерии отбора исходного материала для исходных прутков в бухтах (10), имеется дополнительное требование - характеристика прокаливаемости исходных прутков в бухтах (10) в состоянии после прокатки должна быть однородной по длине и поперечному сечению прутка в пределах бухты и между бухтами, подлежащими соединению и иметь заданное предельное значение в пределах заданного диапазона с целью обеспечения однородной минимальной прочности на растяжение. Этим требованием способ по настоящему изобретению отличается от известного способа, в котором однородность твердости и, соответственно, прочности на растяжение исходных прутков в бухтах (10) в пределах заданного диапазона или граничных значений не определяется.
Для удобства исходные прутки в бухтах (10) для обеспечения качества продукции, изменяющегося в разумных пределах, можно отбирать с учетом соответствия различным маркам согласно современной производственной практике. Количество марок и соответствующие диапазоны характеристик выбирают с учетом возможности применения нескольких марок (вопросов производства и запасов). Выбор сортамента зависит от конкретного назначения изготовляемой приводной колонны.
Минимальная прочность на растяжение, требуемая для любого конкретного случая применения, определяется максимальной нагрузкой, ожидаемой в процессе эксплуатации. Поскольку, как известно, воздействие H2S вызывает разрушение стальных насосных штанг в случае, если их твердость превышает некоторый предел, то потенциальное воздействие H2S определяет максимальный верхний предел допустимой твердости и, соответственно, максимальную прочность на растяжение насосной штанги, если насосная штанга предназначена для эксплуатации в присутствии H2S. Целесообразно учитывать также показатели стоимости, которая, как правило, возрастает с повышением прочности штанги.
Твердость и прочность на растяжение, заданные для исходных прутков в бухтах, могут быть достигнуты путем введения в сталь известных легирующих элементов, например бора, хрома и т.п., в соответствии с известными способами. Выбор легирующих элементов и применяемых способов определяется условиями конкретного сталепрокатного предприятия и процесса передела, применяемого для изготовления исходных прутков в бухтах. Ранее сталепрокатными предприятиям, производящим прутки в бухтах для использования их в известном способе, не было необходимости учитывать эти соображения при производстве исходных прутков в бухтах, поскольку требования в отношении допустимой твердости и соответствующей разрывной прочности не выдвигались. Естественно, выбранные легирующие добавки и применяемые способы не должны отрицательно влиять на другие желаемые свойства изготовляемых насосных штанг.
Прокаливаемость характеризует склонность стали к закаливанию по глубине и по ширине. Закаливанию стали содействует быстрое охлаждение стали от некоторой критической температуры. Закаливание достигается введением в сталь элементов, способствующих повышению твердости, например, углерода, марганца, хрома, никеля и бора. По соображениям экономичности обычно применяются углерод и марганец. В разработанных в последнее время «микролегированных» сталях применяются титан, ванадий и ниобий в очень малых количествах. Твердость обеспечивает прочность, которая является ключевым конструкционным параметром при разработке колонны штанг. Твердость (прочность) материала непрерывной насосной штанги должна обеспечивать достаточное сопротивление возникающим напряжениям.
Предел прочности на растяжение (UTS) - это наибольшая нагрузка, которую может выдержать материал. UTS пропорционален твердости и достигается тем же путем, что и закаливаемость. Предел текучести - это предел упругости материала. Предел текучести является характеристикой микроструктуры штанги, и два материала, имеющих одно и то же значение UTS, но разные микроструктуры, могут иметь различные значения предела текучести. Легирование материала способствует образованию микроструктуры, для которой характерно повышенное отношение UTS к пределу текучести. Для повышения как обоих показателей, так и их отношения можно использовать микролегирующие элементы. Непрерывные насосные штанги подвергаются относительно высоким нагрузкам, и поэтому для них следует использовать материалы с достаточно высоким UTS. Материал с повышенным отношением UTS к пределу текучести позволяет изготовить более жесткую штангу (в смысле требующую более высокой энергии для разрушения) и может иметь улучшенные усталостные свойства.
Сталь состоит из микроскопически малых зерен. Более мелкозернистые стали имеют более высокую ударную вязкость и прочность, чем крупнозернистые. Существуют разнообразные способы получения мелкозернистых сталей. В настоящем изобретении для подавления роста зерна применяется легирование, хотя данные, свидетельствующие о предпочтительности такого способа, отсутствуют. Горячекатаные углеродистомарганцевые стали, микролегированные ванадием, при пониженных температурах прокатки дают улучшенную структуру в отношении величины зерна. Более мелкие зерна обеспечивают улучшенные показатели ударной вязкости и усталостной прочности, и материалы с такими зернами менее склонны к разрушению по границам зерен.
В случаях, когда составной частью общего способа изготовления продукции является стыковая сварка оплавлением, выбор углерода, в качестве повышающего твердость элемента, является неблагоприятным в связи с возможностью охрупчивания или обезуглероживания в процессе сварки, которое может привести к нежелательному ослаблению или охрупчиванию сварного соединения. Поэтому испытанию в соответствии с настоящим изобретением была подвергнута углеродисто-марганцевая сталь, легированная ванадием. Такая сталь обеспечивает получение прочных швов, более близких по свойствам к основному материалу штанги.
Усталостная нагрузка имеет место при приложении в течение длительного времени повторяющейся нагрузки, величина которой ниже предела прочности материала на растяжение. Усталостные разрушения развиваются постепенно и часто начинаются с поверхностного дефекта. После многократных циклов приложения-снятия нагрузки может возникнуть трещина, распространяющаяся по поперечному сечению. Усталостные свойства можно повысить путем микролегирования, применения соответствующего режима прокатки и термообработки. Добавка ванадия может обеспечить получение мелкозернистой стали с повышенной усталостной прочностью. Непрерывные насосные штанги часто разрушаются по усталостному механизму. Поэтому повышение сопротивления усталости обеспечивает увеличение срока службы штанги.
Различные стали корродируют под действием агрессивной окружающей среды с различными скоростями. Типичными механизмами коррозии в условиях нефтяных скважин являются электрический и механический. Для создания материалов с повышенной коррозионной стойкостью в условиях нефтепромыслов также часто используют легирование. Одним из материалов, которые считаются в промышленности пригодными для применения в условиях нефтепромыслов, является углеродисто-марганцевая сталь. Приемлемая коррозионная стойкость увеличивает срок службы непрерывной насосной штанги.
Лабораторные и полевые испытания были проведены с использованием углеродисто-марганцевой стали, микролегированной ванадием и ниобием, полученной от фирмы Stelco Inc. (Гамильтон, Онтарио, Канада), идентифицированной как 1.031 Grade X.
После отбора исходных прутков в бухтах согласно вышеуказанным требованием возможно выполнение остальных операций предпочтительного варианта осуществления настоящего изобретения.
Как видно из Фиг.2, исходный пруток в бухте (10), отобранный и поставленный со сталепрокатного предприятия в соответствии с вышеуказанными требованиями, поступает на подготовительный участок производственной установки для предварительного осмотра. Исходный пруток в бухте (10) подвергают визуальному осмотру для обнаружения поверхностных дефектов и перегибов. Если такие дефекты выходят за пределы, допускаемые техническими условиями, их следует промаркировать для последующего вырезания или исправления. Если плотность дефектов высока, то исходный пруток в бухте (10) можно отбраковать до обработки.
Исходный пруток в бухте (10) помещают на оправку разматывателя (12) и удаляют транспортные крепежные ленты (не показаны). Разматыватель (12) поддерживает исходный пруток в бухте (10) и облегчает упорядоченное разматывание исходного материала без запутывания и перегибов. Разматыватель (12) применяют для разматывания исходного прутка в бухте (10) известным способом.
После разматывания штанга проходит через двухосную многороликовую машину (16) для холодной правки, на которой производится операция холодной правки. Предпочтительно свитой в бухту стальной материал правят в динамическом режиме по вертикальной и горизонтальной осям так, чтобы обеспечить успешную правку даже материала с относительно высоким пределом текучести до соответствия промышленным стандартам, например, API 11 В (согласно которому на калибровочной длине 11 дюймов (28 см) максимальная допустимая стрела прогиба равна 0,065 дюйма (0,7 см), или суммарное индикаторное биение (TIR) 0,130 дюйма (1,43 см)). Машина (16) для холодной правки осуществляет правку и поступательное перемещение штанги известным способом, обеспечивая пластическую деформацию поступающей штанги в направлении, противоположном направлению изгибания стали при сматывании исходного прутка в бухту (10). Надлежащая правка штанги в процессе изготовления предотвращает принятие штангой «волнистой» формы после наматывания на транспортный барабан и последующего сматывания с транспортных барабанов при изготовлении приводной колонны в полевых условиях. Хотя в некоторых условиях волнистая штанга может оказаться работоспособной, заказчики обычно требуют поставки прямой штанги, которая является более желательным и конкурентоспособным изделием.
После выхода из машины (16) для холодной правки штанга проходит через установку (20) для стыковой сварки оплавлением. Установка (20) для стыковой сварки оплавлением включает автоматическую машину (21) для стыковой сварки оплавлением. Каждый исходный пруток в бухте (10) имеет свободные концы в начале и в конце прутка в бухте. Дополнительные свободные концы в пределах исходного прутка в бухте (10) возникают при вырезании маркированных дефектов (как описано ниже). Вырезание производится с помощью ножниц или газового резака (не показанных на рисунке). Машина (21) для стыковой сварки оплавлением используется для сваривания оплавлением соседних свободных концов (14) исходных прутков в бухтах с образованием непрерывной штанги независимо от того, являются ли эти свободные концы соседними концами, образующимися после вырезания дефекта, или свободными концами одного прутка в бухте и следующего прутка в бухте.
При стыковой сварке оплавлением свободные концы соединяются следующим образом. Соседние свободные концы зажимаются в соосно-противоположном положении двумя электродами противоположной электрической полярности. Один электрод неподвижен, а второй может перемещаться в осевом направлении. Когда на электроды подается энергия, штанга становится проводником тока большой силы. Электрический ток, проходящий через штангу, превращается в тепло вследствие наличия электрического сопротивления штанги. Концы штанги на короткое время нагреваются до температуры плавления стали, после чего быстро прижимаются друг к другу под действием подвижного электрода. В процессе сварки оплавлением образуются зона сплавления и зона термического влияния. Зона термического влияния обычно охватывает 1-2 дюйма (2,5-5 см) с каждой стороны от зоны сплавления (зоны сварки). Сваренная штанга кратковременно выдерживается в положении с прижатыми концами во время охлаждения зоны термического влияния и зоны сплавления. После охлаждения зажимы электродов раскрываются, и зона термического влияния шлифуется и полируется до соответствия требованиям к размерам тела штанги.
После охлаждения зону термического влияния, прилегающую к каждой сварной зоне, следует обработать для уменьшения степени неоднородностей, возникающих при стыковой сварке оплавлением. Эта обработка осуществляется в установке (20) для стыковой сварки оплавлением. Зону термического влияния вновь зажимают в электродах машины (21) для стыковой сварки оплавлением и подвергают отпуску известным образом для снятия напряжений. Например, зону термического влияния можно нагреть до температуры 560°С, которая лежит существенно ниже точки Ас1 (т.е. температуры начала образования аустенита при нагревании), выдержать для снятия напряжений в течение приблизительно 30 с, а затем охладить на воздухе в условиях окружающего пространства. Снятие напряжений обеспечивает отсутствие в зоне сварки остаточных напряжений, возникающих в процессе сварки. После завершения процесса снятия напряжений все сварные швы проверяются на отсутствие трещин и неполного сплавления с применением стандартной методики контроля с применением магнитных частиц.
После завершения стыковой сварки оплавлением свободных концов сваренную оплавлением штангу выводят из установки (20) для стыковой сварки оплавлением.
После выхода из установки (20) для стыковой сварки оплавлением штангу предпочтительно сразу же пропускают через многобарабанную установку (22) для упрочняющей дробеструйной обработки, хотя эта операция не является обязательной во всех вариантах осуществления. В установке (22) для дробеструйной обработки происходит удаление окалины со стали и механическое упрочнение (наклеп) внешней поверхности штанги. Насосные штанги обычно выходят из строя в результате усталостного разрушения вследствие распространения мелких поверхностных дефектов, особенно трещин. Поскольку трещины распространяются только под действием растягивающих напряжений, вершины трещин не раскрываются дальше, если у вершины сохраняется результирующее сжимающее напряжение, возникшее в результате дробеструйной обработки, и таким образом обеспечивается увеличение срока службы непрерывной насосной штанги и повышенная усталостная прочность вследствие сжимающих напряжений, наведенных на поверхности штанги. Кроме того, на месте прокатной окалины, не удаленной с поверхности стали, может возникать щелевая коррозия. Щелевая коррозия представляет собой локализованную форму коррозии, связанной с наличием малых объемов застаивающегося раствора, в данном случае в полостях, возникающих вследствие неплотного сцепления окалины с поверхностью стали. Дробеструйная обработка эффективно удаляет окалину и обеспечивает чистоту поверхности, не содержащей участков, склонных к предпочтительной коррозии. Однако следует иметь в виду, что для очистки от окалины и/или для обеспечения поверхностного сжатия штанги можно применять и другие способы, и что продукция с повышенным сопротивлением растрескиванию, получаемая путем дробеструйной обработки, является факультативным вариантом, хотя и повышенного качества.
После дробеструйной обработки поверхность штанги подвергают факультативному контролю с использованием дефектоскопа (23) на вихревых токах. Дефекты достаточной величины помечаются для вырезания приспособлением (24) для маркировки. На рынке имеются и другие известные средства для обнаружения дефектов. Однако контроль с применением вихревых токов является предпочтительным способом вследствие воспроизводимости его результатов и относительной простоты использования для непрерывного контроля.
После маркировки и идентификации каждого дефекта штангу останавливают и возвращают в установку (20) для стыковой сварки оплавлением. Используют ножницы или газовый резак, входящий в состав установки (20) для стыковой сварки оплавлением, для вырезания дефектов с образованием двух новых свободных концов, которые следует соединять между собой с применением машины (21) для стыковой сварки оплавлением таким же образом, как соединяются свободные концы прутков в бухтах. Затем новый шов пропускают через установку (22) для дробеструйной обработки и дефектоскоп (23) с целью повторного контроля.
Из вышеизложенного очевидно, что штанга непрерывно проходит через разматыватель (12) и машину (16) для холодной правки и не останавливается при первом прохождении через установку (20) для стыковой сварки оплавлением до достижения свободного конца исходного прутка в бухте (10). Свободный конец исходного прутка в бухте (10) сваривается с соседним свободным концом следующего исходного прутка в бухте (10), который проходит через разматыватель (12) и машину (16) для холодной правки таким же образом, как предыдущий исходный пруток в бухте. Штанга, свободно проходящая через установку (20) для стыковой сварки оплавлением, далее непрерывно проходит через установку (22) для дробеструйной обработки и дефектоскоп (23). Однако в случае, если в процессе обнаружения дефектоскопом дефекта, помечаемого для вырезания, процесс необходимо останавливать и возвращать штангу в положение, когда дефект устанавливается в начале установки (20) для стыковой сварки оплавлением, где дефект удаляется, как описано выше, с образованием двух новых прилежащих друг к другу свободных концов, которые затем необходимо сваривать в установке (20) для стыковой сварки оплавлением с образованием зон термического влияния, которые обрабатываются, как описано выше. После этого штанга вновь начинает перемещаться непрерывно, причем зона сплавления и зона термического влияния нового места сварки проходят через установку (22) для дробеструйной обработки и контролируются затем дефектоскопом (23). В случае обнаружения дополнительных дефектов в зоне сплавления и зоне термического влияния или в любом другом месте штанги возврат в установку (20) для стыковой сварки оплавлением можно повторять. В противном случае штанга проходит в следующую часть установки.
Операции контроля и маркировки дефектов и возврата штанги для устранения этих дефектов являются предпочтительными, но факультативными.
На выходе процесса длина штанги точно измеряется с помощью цифрового кодирующего устройства (25), смонтированного на ролике, катящемся по движущейся штанге, или иного пригодного для этого устройства. Точное измерение длины штанги гарантирует соответствие отдельных колонн штанг требованиям заказчика и соответствие намотанных в навал барабанов штанги допустимым пределам веса, соответствующим условиям транспортировки.
После измерения штангу пропускают через ванну (26) с ингибитором атмосферной коррозии, который предотвращает ржавление непрерывной насосной штанги при хранении на складе. Ингибитор наносят на движущуюся штангу с помощью насоса, а избыток ингибитора стирается до выхода штанги из резервуара с ингибирующим составом. Затем штанга с защитным покрытием проходит через ряд валков, обеспечивающих наматывание штанги на транспортный барабан (28) с получением готовой штанги (30) в бухте для хранения на складе и безопасной отгрузки на промысел.
Готовая штанга в бухте (30) имеет заданный предел или диапазон предела текучести. Готовая штанга в бухте (30) пригодна для применения в качестве приводной колонны для ротационного насоса в случаях, когда ее предел текучести достаточен для соответствия условиям максимальной нагрузки, ожидаемой в процессе эксплуатации. Готовая штанга в бухте (30) может быть пригодна также для использования в сочетании с возвратно-поступательным насосом в случаях, когда усталостная прочность не имеет существенного значения.
Согласно альтернативному варианту, можно избежать возврата штанги на вход установки (20) для стыковой сварки оплавлением после идентификации дефектов с помощью дефектоскопа (23) на вихревых токах путем помещения дополнительной установки для стыковой сварки оплавлением непосредственно после дефектоскопа (23). В этом случае свободные концы последовательных исходных прутков в бухтах соединяют в установке (20) для стыковой сварки оплавлением, а вырезание дефектов и сварку дополнительных свободных концов, образующихся при вырезании, осуществляют во второй установке для стыковой сварки оплавлением. В этом варианте зоны сплавления, получаемые во второй установке для стыковой сварки оплавлением, не подвергаются дробеструйной обработке и не контролируются на наличие дефектов.
В другом альтернативном варианте можно поместить установку (22) для дробеструйной обработки и дефектоскоп (23) до установки (20) для стыковой сварки оплавлением. Этот вариант представлен на Фиг.3. Однако, если сварные швы также следует подвергать дробеструйной обработке и контролю (предпочтительный вариант), то штангу перед обеими этими операциями следует возвращать с целью обеспечения зон термического влияния и швов упомянутым операциям.
Из вышеприведенного описания ясно, что настоящее изобретение обеспечивает ряд явных преимуществ по сравнению с известными способами изготовления непрерывных насосных штанг. Способ по настоящему изобретению отличается от известных способов изготовления непрерывных насосных штанг, согласно которым исходные прутки в бухтах поставляются в необработанной форме с различными характеристиками прочности и твердости, и желаемое соответствие прочности и твердости обеспечивается рядом операций аустенизации, закалки и отпуска, применяемыми ко всей штанге (как показано для Линии 2 на Фиг.1, иллюстрирующей известный способ). Отбор исходных прутков в бухтах по желаемой прочности на растяжение и однородным характеристикам твердости устраняет необходимость применения сложных, дорогостоящих и длительных операций на всей длине штанги. Вместо этого применяются операции отпуска и охлаждения на более ограниченных участках зоны термического влияния для более ограниченных целей. Поскольку зона термического влияния ограничена расстоянием 1-2 дюйма (2,5-5 см) по обе стороны от каждого шва, обработке подлежит лишь незначительная часть штанги в отличие от полной длины непрерывной штанги, а операции обработки зон термического влияния относительно просты и кратковременны. При этом снижаются также трудозатраты на единицу длины изготовляемой штанги.
Таким образом, оборудование, необходимое для осуществления предлагаемого способа, значительно менее громоздко, и требования к его стационарному монтажу значительно ниже, чем необходимо при реализации известных способов. Необходима лишь одна технологическая линия. Требуется лишь одна установка для стыковой сварки оплавлением. Используется лишь один разматыватель и машина для холодной правки. Отпадает необходимость в большом открытом пространстве для естественного охлаждения штанги значительной длины, таким образом необходимая длина сооружения значительно уменьшается. Нет необходимости в тяжелом оборудовании для аустенизации, закалки и отпуска.
Следовательно, размеры и длину производственного помещения можно значительно уменьшить. Кроме того, все оборудование, необходимое для реализации способа, можно разместить на нескольких автоприцепах, что обеспечивает возможность транспортирования оборудования и организации осуществления производственного процесса в различных пунктах, в том числе при желании непосредственно на промыслах. Даже при организации производства в постоянных сооружениях местоположение комплекса оборудования можно менять без особых затруднений.
Таким образом, достигается значительное снижение капитальных затрат на оборудование и сооружения, используемые при реализации этого производственного процесса. Согласно оценкам, возможное снижение капитальных затрат может достигать 90% по сравнению с существующими способами.
В описанное изобретение можно вносить несущественные модификации без отхода от существенных характеристик изобретения. Например, нет необходимости в соблюдении стандарта ASTM A576 и любого или всех дополнительных требований S7, S8, S11, S12 и S18 этого стандарта при условии, что выбран материал, пригодный для изготовления насосных штанг. Можно применять также альтернативные способы сварки. Аналогично, можно использовать другие способы обеспечения поверхностного сжатия вместо дробеструйной обработки и другие способы дефектоскопии вместо способа с применением вихревых токов. Как указано выше, в некоторых случаях нет необходимости в правке штанги, однако, как правило, правка обеспечивает получение более конкурентоспособных изделий с улучшенными эксплуатационными характеристиками. Аналогично, не является обязательным включение в процесс операций дробеструйной обработки и/или дефектоскопии, хотя обе эти операции повышают качество готового изделия. Хотя в предпочтительном варианте осуществления изобретения штанга имеет круглое сечение, следует иметь в виду, что могут быть заданы другие варианты поперечного сечения исходного прутка в бухте, который может поступать с сталепрокатного предприятия с желаемым поперечным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ ДЛЯ ГЛУБИННОГО НАСОСА | 2012 |
|
RU2527562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2020 |
|
RU2748194C1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1815071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕФТЕНАСОСНЫХ ШТАНГ | 2005 |
|
RU2270871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ, ПОЛУЧЕННАЯ ДУПЛЕКС-ПРОЦЕССОМ | 2007 |
|
RU2406780C2 |
| Способ механизированной холодной электродуговой сварки чугуна | 1985 |
|
SU1412896A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
Изобретение относится к области изготовления непрерывных насосных штанг. Из множества исходных прутков в бухтах выбирают те, обладающие одинаковой однородной твердостью по длине и от бухты к бухте. Сваривают сваркой оплавлением соседние свободные концы исходных прутков в бухтах с получением непрерывной длинной штанги. Обрабатывают каждую из образовавшихся зон термического влияния для уменьшения неоднородностей, вызванных сваркой. Сматывают полученную насосную штангу в бухту. Повышается производительность изготовления насосных штанг и уменьшаются капитальные затраты при сохранении основных свойств, предъявляемых к насосным штангам. 2 н. и 20 з.п. ф-лы, 3 ил.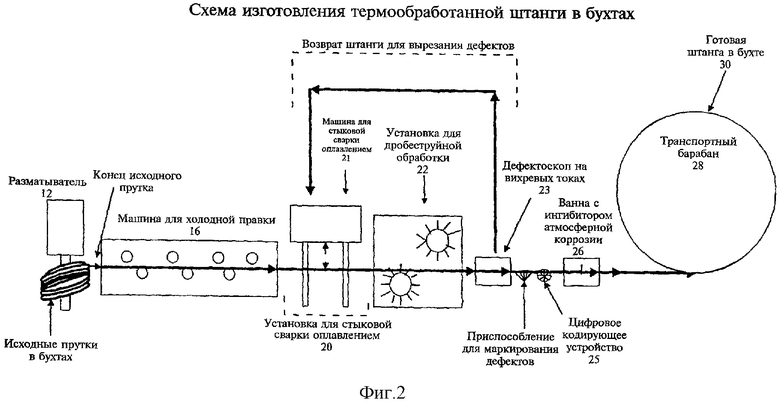
(a) отбор множества исходных прутков в бухтах, имеющих одинаковую однородную твердость, причем каждый исходный пруток в бухте имеет два свободных конца;
(b) сварка оплавлением соседних свободных концов соседних исходных прутков в бухтах с получением непрерывной длинной штанги, так что при упомянутой сварке оплавлением образуются зоны сплавления и зоны термического влияния вблизи каждой зоны сплавления;
(c) обработка каждой из упомянутых зон термического влияния для уменьшения неоднородностей, возникших при сварке оплавлением;
(d) сматывание полученной насосной штанги в бухту.
(a) отбор одного или нескольких исходных прутков в бухтах с одной и той же совместимой твердостью, причем каждый исходный пруток в бухте имеет два свободных конца;
(b) контроль упомянутых исходных прутков в бухтах на наличие дефектов;
(c) маркировка упомянутых дефектов;
(d) удаление упомянутых дефектов с образованием дополнительных свободных концов в упомянутом исходном прутке в бухте;
(e) сварка оплавлением соседних свободных концов с получением непрерывной длинной штанги, так что при упомянутой сварке оплавлением образуются зоны сплавления и зоны термического влияния вблизи каждой зоны сплавления;
(f) обработка каждой из упомянутых зон термического влияния для уменьшения неоднородностей, возникших при сварке оплавлением;
(g) сматывание полученной насосной штанги в бухту.
| ПРОИЗВОДНЫЕ ПИРИМИДИНА В КАЧЕСТВЕ МОДУЛЯТОРОВ РЕЦЕПТОРА ИНСУЛИНПОДОБНОГО ФАКТОРА РОСТА 1 (IGF-1), ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБЫ ПОЛУЧЕНИЯ (ВАРИАНТЫ) И ПРИМЕНЕНИЕ | 2002 |
|
RU2317291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1994 |
|
RU2072696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННЫХ ЗАГОТОВОК НАСОСНЫХ ШТАНГ | 1997 |
|
RU2117539C1 |
| US 3689326 A, 05.09.1972 | |||
| US 3923469 A, 02.12.1975 | |||
| Способ определения упругой деформации в эпитаксиальных системах | 1980 |
|
SU1081490A1 |

