Настоящее изобретение относится к устройству для тиснения и сатинирования плоских материалов, выполненному в соответствии с ограничительной частью пункта 1 формулы изобретения.
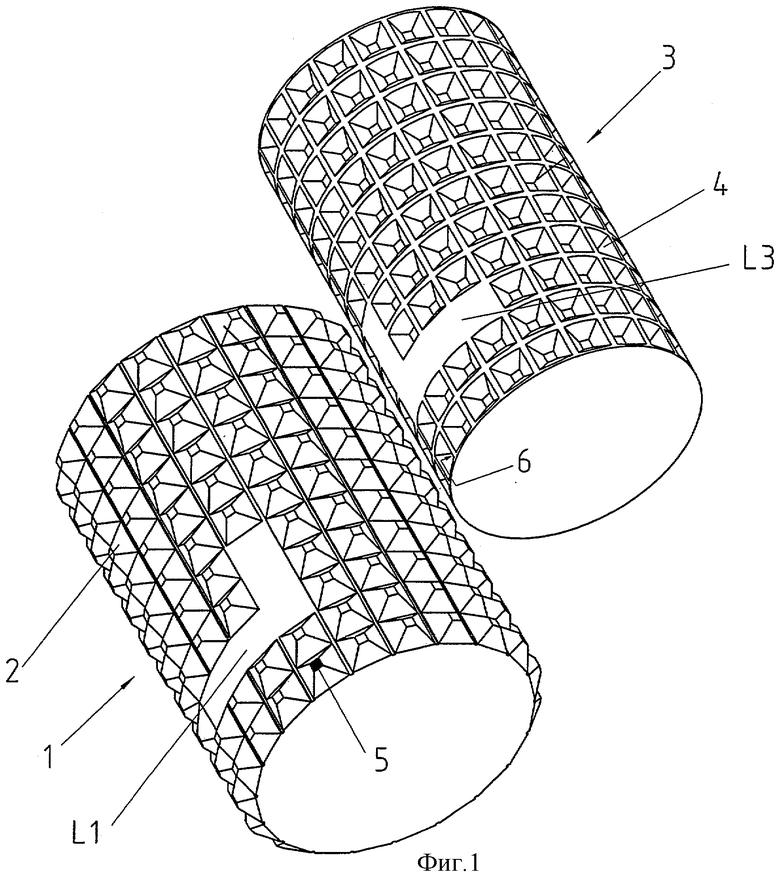
Известно, что тиснение и сатинирование с применением конфигурации типа шип-гнездо, например, показанной на фиг.1, имеет преимущество, которое заключается в обеспечении возможности получать четкие и точные логотипы. Под термином «логотип» понимаются все знаки, декоративные элементы и (или) маркировочные метки, получаемые посредством тиснения, осуществляемого с помощью валков, а под термином «внутренний вкладыш» понимаются все виды фольги, включая ламинированные тонкие листы алюминия, бумагу или пластмассовые листы, которые, в общем, подвергаются металлизации напылением либо снабжаются металлической пленкой, в частности алюминиевой. Такие внутренние вкладыши применяются в производстве табачных изделий, к примеру, таких как сигареты, пищевых продуктов, к примеру, таких как шоколад, масло или жевательная резинка, либо фармацевтических форм, к примеру, таких как таблетки или другие лекарственные средства.
Существующие в данной области валки для тиснения имеют три разные зоны, а именно: зону сатинирования; зону тиснения логотипов, где металлизированная часть внутреннего вкладыша не подвергается сатинированию, а остается глянцевитой, и, находясь в которой, эта часть может либо сохранить свой первоначальный вид, либо пройти соответствующую обработку; а также зону выравнивания. В зависимости от качества внутренних вкладышей, от запрашиваемой точности тиснения и сатинирования, а также от скорости тиснения приходится, в качестве опорных конструкций для валков, соответственно применять дорогостоящие подшипники и рамы.
Известно устройство, содержащее валок с конфигурацией зубьев по типу шипа и валок с конфигурацией соответствующих впадин по типу гнезда, которое предусмотрено, в частности, для изготовления внутренних вкладышей для табачных изделий, пищевых продуктов и фармацевтических форм (см. US 6665998 В1, 23.12.2003).
Недостатком известного решения является износ валков и замена логотипа, что вынуждает останавливать производственный процесс для того, чтобы демонтировать сравнительно тяжелый корпус, заменить и заново отрегулировать валки, и только уже после этого можно будет возобновить процесс тиснения.
Применяющиеся в данной области ошипованные валки и гнездовые валки выпускаются в парных комплектах, при этом, например, сперва изготавливают ошипованный валок, который представляет собой приводной валок, и на нем выполняется логотип. Обычно этот валок закаливают и используют для формирования контрвалка, то есть, например, гнездового валка. Этот валок представляет собой такую деталь, которая точно соответствует первому валку, см. на фиг.1. Это означает, что
а) в случае, когда надо обеспечить тиснение разных логотипов, должны быть изготовлены разные пары валков; и
б) в случае изнашивания одного из валков должны быть заменены сразу оба валка даже, если один валок имеет меньший износ, чем другой валок.
При осуществлении известного способа тиснения логотипов с применением конфигурации типа шип-гнездо, например, показанной на фиг.3, оба валка должны быть снабжены одним или несколькими выравнивающими средствами, поскольку логотипная часть ошипованного валка приподнята относительно донышка впадин, и поэтому приведение этой логотипной части в полное соответствие с логотипной частью другого валка имеет весьма критическое значение. Таким образом, на валках следует предусмотреть наличие другого вида более крупных зубьев, либо колец для выравнивания валков на стадии их установки, то есть перед началом их эксплуатации, наряду с наличием соответствующего синхронизирующего устройства, которое также должно быть выравнено и выверено.
Как следствие, производство парных комплектов валков является весьма дорогостоящим процессом, а это усугубляется еще и тем обстоятельством, что валки должны заменяться попарно, а также тем, что каждая замена логотипа означает собой и замену соответствующей пары валков.
Исходя из того, что известно в данной области, первой задачей настоящего изобретения является создание валков, значительно более дешевых в производстве и предназначающихся для применения их в устройстве для сатинирования и тиснения внутренних вкладышей, имеющем конфигурацию типа шип-гнездо, причем таких валков, которые не требовалось бы уже изготавливать парными комплектами и, следовательно, не нужно было бы больше заменять сразу оба валка, независимо от того, осуществляется ли такая замена по причине износа или же с целью замены логотипа. Указанная задача достигается с помощью устройства, выполненного в соответствии с пунктом 1 формулы изобретения.
Вторая задача настоящего изобретения заключается в обеспечении более высоких функциональных возможностей устройства для сатинирования и тиснения внутренних вкладышей, имеющего конфигурацию типа шип-гнездо, в отношении тиснения логотипов. Указанная задача достигается с помощью устройства для сатинирования и тиснения, выполненного в соответствии с пунктом 3 формулы изобретения.
В другом предпочтительном варианте воплощения устройство для сатинирования и тиснения внутренних вкладышей, в частности, для табачных изделий, пищевых продуктов и фармацевтических форм содержит валок с конфигурацией зубьев по типу шипа и валок с конфигурацией соответствующих впадин по типу гнезда, при этом только для одного из валков предусмотрена его соответствующая обработка для формирования на нем логотипа.
В еще одном варианте воплощения устройство для сатинирования и тиснения внутренних вкладышей, в частности, для табачных изделий, пищевых продуктов и фармацевтических форм содержит валок с конфигурацией зубьев по типу шипа и валок с конфигурацией соответствующих впадин по типу гнезда, причем один из валков имеет логотип, при этом, по меньшей мере, на одном из валков его часть, имеющая логотип, или его часть, соответствующая логотипу другого валка, снабжена металлическим слоем.
Ниже следует подробное описание изобретения на примерах осуществления, проиллюстрированных прилагаемыми чертежами.
Фиг.1 - частичный вид известного ошипованного валка и гнездового валка, с показом на каждом из них соответствующей части логотипа, предназначающегося к тиснению.
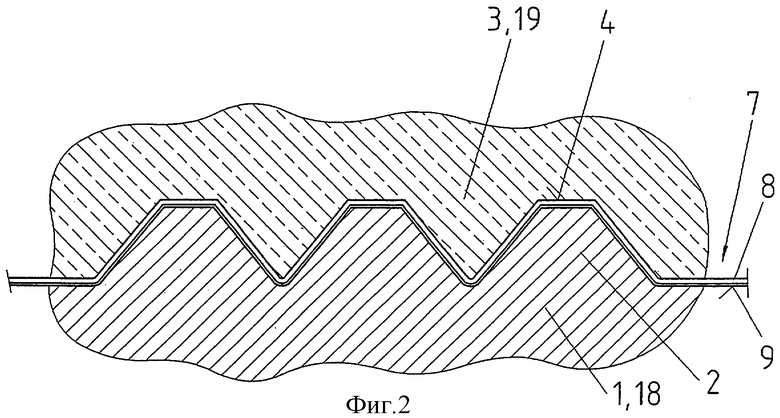
Фиг.2 - представленный в увеличенном масштабе разрез контактирующих между собой валков, показанных на фиг.1.
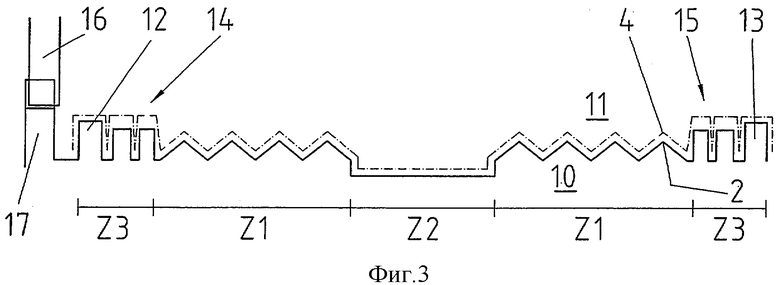
Фиг.3 - представленный схематически разрез двух контактирующих между собой известных валков с показом средств их выравнивания и частей для тиснения логотипа.
Фиг.4 - представленный схематически разрез двух контактирующих между собой валков, выполненных, согласно настоящему изобретению, с логотипной частью на одном валке и с нетронутой логотипной зоной на другом валке для тиснения логотипа.
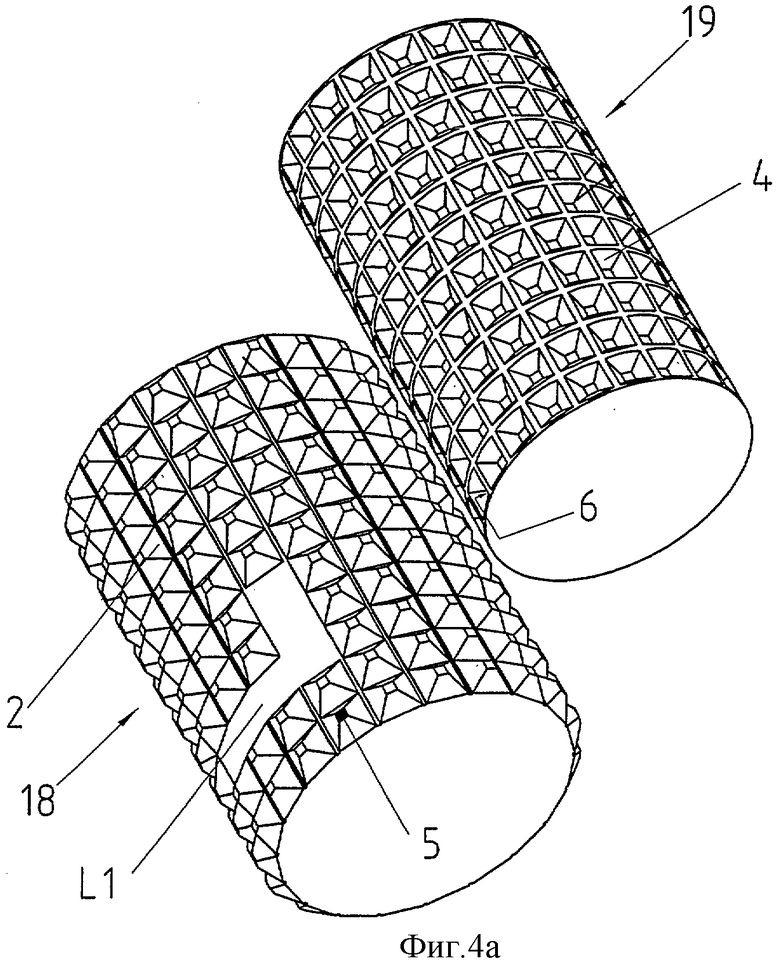
Фиг.4а - частичный вид ошипованного валка и гнездового валка, которые выполнены в соответствии с настоящим изобретением, причем на одном валке имеется часть, несущая на себе логотип, предназначающийся к тиснению, а логотипная зона на другом валке оставлена нетронутой.
Фиг.5-8 - четыре варианта технического решения, представленного на фиг.4, с показом части и зоны, предназначенных для тиснения логотипа.
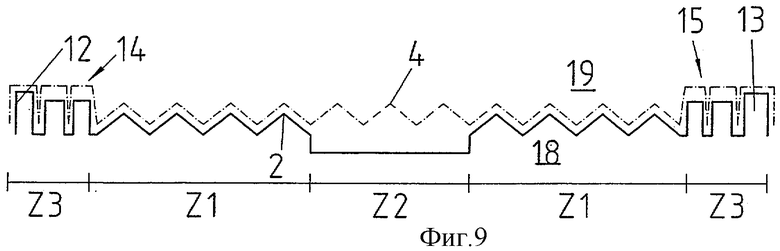
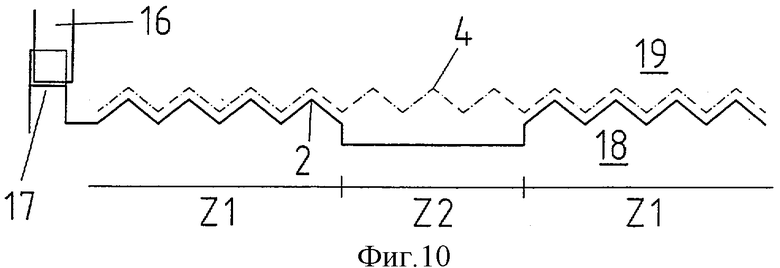
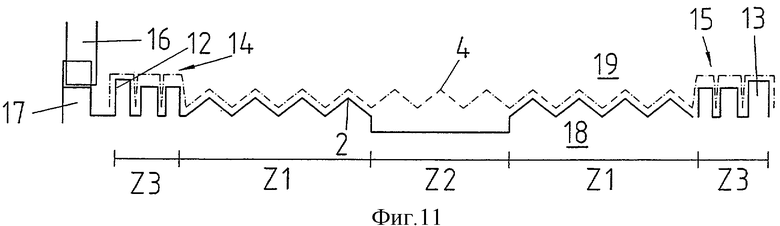
Фиг.9-11 - дополнительные варианты примера осуществления изобретения, представленного на фиг.4.
На фиг.1 показаны часть ошипованного валка 1, имеющего отдельные зубья 2, которые в данном случае выполнены пирамидальными с уплощенной вершиной, а также часть гнездового валка 3, имеющего впадины 4, соответствующие зубьям 2. Один такой зуб 2 совпадает соответственно с одной впадиной 4. На валках 1 и 3 показаны, кроме того, соответственно две части L1 и L3, предназначенные для тиснения логотипа, имеющего форму буквы "L", согласно известному уровню техники. Стрелки 5 и 6 указывают места для нанесения маркировки, облегчающей взаимное выравнивание валков и логотипной зоны при установке валков.
На фиг.2 показаны зацепление зубьев 2 с впадинами 4 и внутренний вкладыш 7, находящийся между ними, причем этот внутренний вкладыш состоит из бумажной подложки 8 и металлической пленки 9, которая может быть алюминиевой. Для части, представленной на фиг.2, предусматривается сатинирование внутреннего вкладыша.
На фиг.3-8, за исключением фиг.4а, зубья показаны лишь схематически, то есть они могут иметь любую форму, например четырехстороннюю пирамидальную, коническую и т.д. Ошипованный валок с выступающими зубьями везде показан снизу, а гнездовой валок с соответствующими впадинами показан, следовательно, сверху.
На фиг.3 показана известная пара валков для тиснения в конфигурации типа шип-гнездо с наличием на них вышеупомянутых трех зон, причем эти зоны соответствуют друг другу по своему расположению на ошипованном валке 10 и гнездовом валке 11. Каждый из этих валков может быть приводным валком, в зависимости от того, с какой стороны находится привод станка.
Зона Z1 представляет собой зону сатинирования в конфигурации типа шип-гнездо, где зубья и впадины не меняются. Зона Z2 определяет собой логотипную зону, то есть те логотипные части, показанные на фиг.3, где на обоих валках выгравирован или же каким-нибудь иным способом выполнен соответствующий логотип либо та логотипная часть, показанная на фиг.4,4а-8, где на одном из валков выгравирован или же каким-нибудь иным способом выполнен соответствующий логотип и где форма зубьев не меняется.
Зона Z3 определяет собой зону расположения выравнивающих средств, которые выполняются, в общем, в виде соответствующего выравнивающего кольца 12, 13, предусматриваемого либо на одном, либо на обоих концах валков, а также в виде соответствующих выравнивающих зубьев 14, 15, которые имеют более крупный размер по сравнению с зубьями, предназначенными для сатинирования. Валки сначала выравниваются на стадии их установки при помощи выравнивающего(-их) кольца(-ец), а затем уже при помощи выравнивающих зубьев. Оба этих выравнивающих средства в совокупности друг с другом обеспечивают возможность точной установки двух логотипных частей во взаимно соответствующее положение относительно друг друга перед началом эксплуатации валков.
Как показано на фиг.3, гнездовой валок 11 синхронизирован с приводным валком 10 при помощи зубчатых колес 16 и 17, представляющих собой соответствующее синхронизирующее устройство, которое может включать в себя также и другие синхронизирующие элементы, известные сами по себе.
В соответствии с новым способом изготовления гнездового валка предусматривается выполнять его из сравнительного мягкого материала типа резины или теплоустойчивой пластмассы, при этом закаленный ошипованный валок с усилием вдавливают в заготовку гнездового валка до тех пор, пока в ней не образуются соответствующие впадины. В дальнейшем, такие гнездовые валки используются совершенно так же, как металлические гнездовые валки. Данный метод может быть также реализован и в обратном порядке, предусматривающем вдавливание закаленного гнездового валка с соответствующим усилием в заготовку валка, выполненную из сравнительного мягкого материала типа резины или теплоустойчивой пластмассы, до тех пор, пока на этой заготовке не образуются выступающие в виде шипов соответствующие зубья, и она при этом превращается в ошипованный валок. В дальнейшем, такие ошипованные валки используются совершенно так же, как металлические ошипованные валки.
На фиг.4 и 4а показан первый вариант осуществления настоящего изобретения. Приводной ошипованный валок 18 и гнездовой валок 19 имеют всего лишь две зоны Z1 и Z2, при этом гнездовой валок 19 имеет только такие впадины 4, которые не меняются. В варианте осуществления настоящего изобретения, представленном на фиг.4 и 4а, обеспечивается возможность тиснения логотипов в конфигурации типа шип-гнездо при наличии логотипа только лишь на приводном валке в зоне 2, а контрвалок, приводимый во вращение указанным другим валком, имеет лишь такие впадины 4, которые не меняются.
Возможно также и обратное техническое решение, в соответствии с которым один только лишь гнездовой валок, которым может быть в данном случае выполнен приводным, имеет логотипную зону, а контрвалком по отношению к нему служит тогда ошипованный валок, имеющий при этом одни только неменяющиеся зубья.
При производстве валков определенные преимущества можно получить, изготавливая сразу два ошипованных валка, причем один из них служит в качестве эталонного валка, предназначенного для формирования с его помощью соответствующих гнездовых валков, впадины которых не меняют своей формы, а на втором ошипованном валке обрабатываются отдельные его части, в результате чего образуется нужный логотип.
В варианте осуществления настоящего изобретения, представленном на фиг.4 и 4а, валки не имеют зоны выравнивания Z3, а также в этом варианте отсутствуют какие-либо синхронизирующие зубчатые колеса или же иные синхронизирующие устройства. Вследствие этого
а) производство валков в значительной мере упрощается благодаря тому, что в этом случае только один из валков имеет логотип, а на контрвалке имеются только лишь впадины или же зубья неизменной формы, и поэтому не нужным становится производство парных комплектов валков, которые приходится приводить в соответствие между собой;
б) валки не нуждаются в наличии на них зоны выравнивания Z3 с выравнивающими зубьями и с выравнивающими кольцами;
в) заменяться должен только лишь изношенный валок, а не пара валков;
г) обеспечивается возможность проектирования целой серии валков с разными логотипами, благодаря чему можно легко заменять один на другой только лишь валки с логотипами, не заменяя при этом также и контрвалок.
Для обеспечения легкой замены валков, независимо от того, производится ли такая их замена попарно или же по одному, можно воспользоваться соответствующими техническими средствами, раскрытыми в патенте US-A-6665998, выданном на имя заявителя по настоящему изобретению.
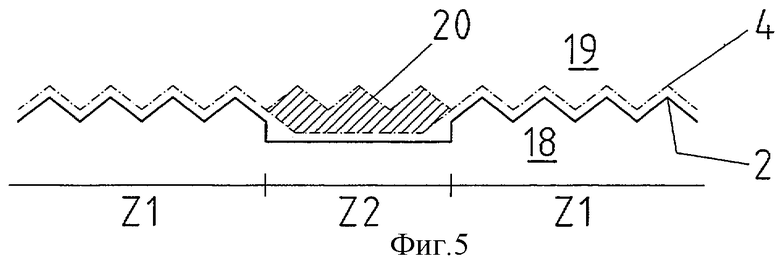
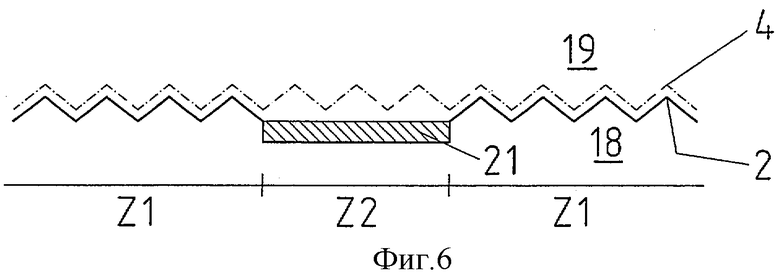
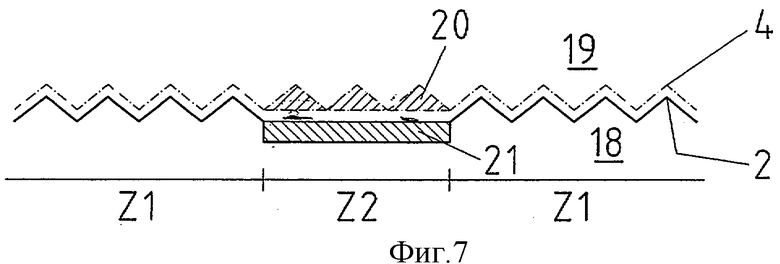
На фиг.5-8 показаны возможные варианты примера осуществления настоящего изобретения, представленного на фиг.4 и 4а, которые предназначаются для получения при тиснении специальных эффектов. В том случае, когда желательно будет получить специальные эффекты, можно будет соответственно либо улучшить внешний вид логотипа, приложив к нему дополнительное давление по всей его поверхности и (или) обработав поверхность логотипа с целью получения дополнительных эффектов посредством нанесения на не сатинированную его поверхность различных декоративных элементов или же маркировочных меток, выполняемые в виде голограмм, либо обеспечить получение такого логотипа, внешний вид которого изменяется в зависимости от угла зрения и характеризуется наличием многих других элементов.
На фиг.5 виден металлический слой 20, нанесенный в пределах логотипной зоны контрвалка 19, причем указанный слой наносится, например, посредством химического осаждения в паровой фазе (CVD), металлизации напылением или же с применением каких-либо иных методов и может иметь как необработанную, так и обработанную поверхность с различными декоративными элементами или же маркировочными метками.
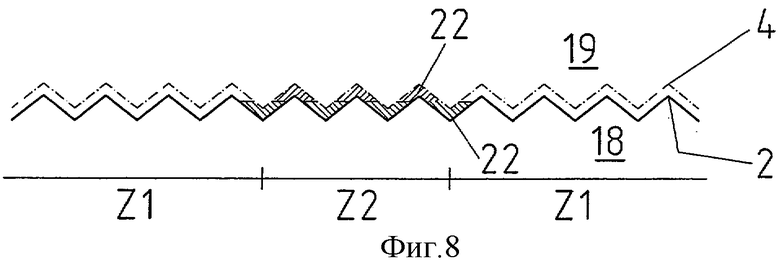
На фиг.6 виден металлический слой 21, аналогичный металлическому слою 20 и нанесенный на логотип зоны ошипованного валка 18, который соответственно является приводным валком, а на фиг.7 виден металлический слой 20, 21, нанесенный на логотип одного валка, а также в пределах логотипной зоны другого валка. На фиг.8 виден металлический слой 22, нанесенный на некоторые из зубьев и впадин зоны Z1, находящейся вне логотипной зоны Z2 и предназначенной для тиснения там соответствующей метки. В результате проведения обработки, состоящей в нанесении указанных покрытий, форма впадин или зубьев не изменяется, единственно только лишь на них дополнительно наносится тонкий металлический слой.
Конечно, в определенных практических применениях возможно также использование одного или другого из вышеуказанных выравнивающих устройств, предназначенных для размещения их в зоне Z3, либо сразу обоих этих устройств, см. фиг.9, а также вышеуказанных синхронизирующих зубчатых колес или же иных синхронизирующих устройств совместно с соответствующими выравнивающими устройствами, см. фиг.11, либо без таких выравнивающих устройств, см. фиг.10. Но, даже и в перечисленных выше случаях, все же сохраняется указанное преимущество по сравнению с известными техническими решениями, которое состоит в том, что на одном из валков не нужно предусматривать наличие логотипной части, а также в том, что отпадает необходимость в производстве валков парными комплектами.
Изобретение относится к области обработки металлов давлением, в частности к устройствам для сатинирования и тиснения плоских материалов при изготовлении внутренних вкладышей для табачных изделий, пищевых продуктов и фармацевтических форм. Устройство содержит валок с конфигурацией зубьев по типу шипа и валок с конфигурацией соответствующих впадин по типу гнезда. В одном варианте устройства валок с конфигурацией зубьев по типу шипа имеет логотип. В другом варианте один из валков имеет логотип. В третьем один из валков имеет логотип, при этом, по меньшей мере, на одном из валков его часть, имеющая логотип, или его часть, соответствующая логотипу другого валка, снабжена металлическим слоем. Уменьшается стоимость изготовления валков и повышаются функциональные возможности устройства. 3 н. и 16 з.п. ф-лы, 11 ил.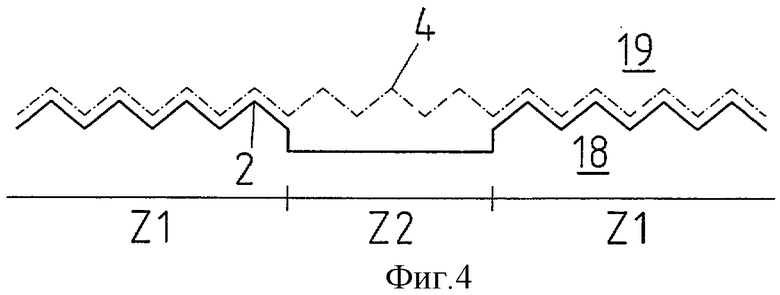
| US 6665998 B1, 23.12.2003 | |||
| Устройство для сатинирования фотоотпечатков | 1975 |
|
SU595696A1 |
| SU 13407795 A, 30.09.1987 | |||
| МАШИНА ДЛЯ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ С ЦИЛИНДРАМИ С РАССРЕДОТОЧЕННЫМИ УЧАСТКАМИ КОНТАКТА И СПОСОБ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ | 1996 |
|
RU2162416C2 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

