Изобретение относится к оборудованию для формования изделий из композиционных материалов, а именно для изготовления оболочек вращения методом намотки с последующим отверждением, и может быть использовано, например, в производстве труб, обечаек в химической промышленности, 6 машиностроении и других отраслях народного хозяйства.
Целью изобретения является повышение качества изделия.
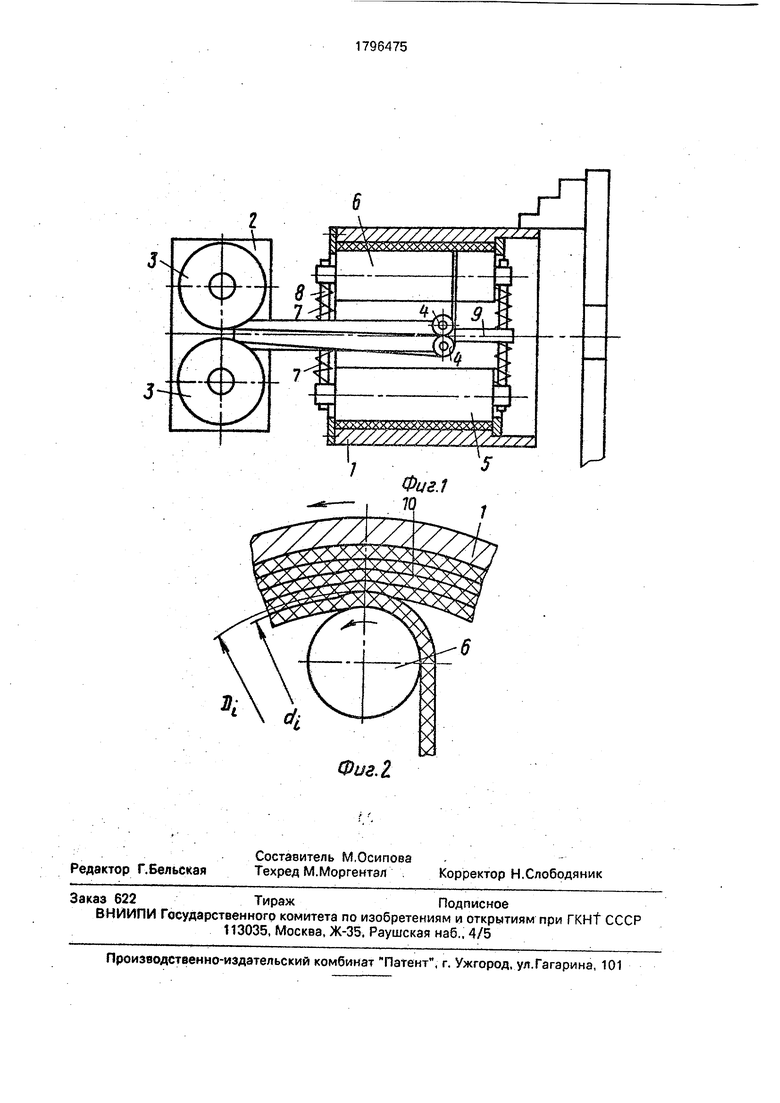
На фиг. представлен продольный разрез устройства; на фиг.2 - процесс укладки материала.
Устройство для намотки оболочек включает приводную оправку 1, отпускной механизм. 2 с катушками 3 наматываемого материала, направляющие 4 и прикаточные 5, 6 ролики, последние из которых смонтированы на подпружиненных пружинами 7 штангах 8. закрепленных на центральной опоре 9.
Устройство работает следующим образом,
Предварительно пропитанный связующим волокнистый наполнитель, например стекло (ТУ 6-11 -370-75) или углежгут (ТУ 48- 20-122-84), сматывается с катушек 3, установленных на перемещающемся отпускном механизме 2, и при помощи роликов 4 направляется в зазор между внутренней поверхностью оправки 1 и прикаточными роликами 5, 6. Укладка волокнистого наполнителя без натяжения на внутреннюю поверхность оправки 1 производится при ее вращении за счет перемещения с заданным шагом раскладывающих роликов 4.
Радиальное уплотнение слоев наматываемой заготовки 10 производится путем обкатки ее роликами 5, 6, установленными на опоре. 9, которые в процессе намотки создают контактное давление на материал, например, за счет упругости пружин 7.
Требуемое уплотнение материала достигается за счет определенного усилия прижима прикэточных роликов 5, 6. При этом предварительно пропитанный волокнистый наполнитель попадает в зону лоел
с
VI ю о
Ь. Ч СЛ
кального прижима прикаточного ролика б к поверхности заготовки 10 и склеивается с ней. Кроме того, в силу радиальной податливости многослойного материала заготовки оболочки наматываемый 1-й слой волокнистого наполнителя вдавливается прикаточ- ным роликом 6 в материал заготовки до диаметра DI, но после прекращения его действия за счет радиальной упругости многослойного пакета отжимается до диаметра di. Возникающая при этом деформация сжатия Ко слоя волокнистого Наполнителя
Б ss , ..IB последующем выбирается за
счет многократйой обкатки многослойного пакета прикаточными роликами 5, 6. При чем каждый 1-й слой материала раскатывается до диаметра DI, при этом достигается требуемая плотность материала заготовки, но не возникает складок наполнителя в структуре материала и окружных начальных напряжений в волокнистом наполнителе, что приводит к повышению качества наматываемых оболочек. Полученную таким образом заготовку отверждают одним из известных способов; например, помещают внутрь заготовки эластичный мешок и раздувают его подачей давления внутрь мешка (на чертеже не показан). Давление в данном случае выбирается таким, чтобы предотвратить разуплотнение материала, например, в процессе его нагрева до температуры полимеризации. При этом давление компенсирует только радиальную упругость многослойного пакета, стремящуюся перевести уложенные слои наполнителя с большего
диаметра на меньший, но не нагружая при этом сам волокнистый наполнитель, что исключает возникновение окружных начальных напряжений в наполнителе.
Использование данного устройства для
.изготовления оболочек из композиционного материала обеспечивает устранение складок в структуре наматываемого материала, исключение начальных окружных напряжений в волокнистом наполнителе при достижении требуемой плотности материала, что повышает в конечном итоге качество оболочки.
Формул а изобретения Устройство для изготовления оболочки из композиционного материала, включающее приводную оправку с внутренней фор- мообраэующей поверхностью, отпускной механизм и прикаточные ролики, располо- женные в полости оправки с возможностью контакта с формообразующей поверхностью, отличающееся тем, что, с целью повышения качества изделия, прикаточные ролики равномерно расположены от- носительно периметра оправки на подпружиненных штангах, закрепленных на центральной опоре.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ С НЕБОЛЬШОЙ КОНУСНОСТЬЮ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577354C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Способ изготовления цилиндрических изделий из слоистых пластиков | 1981 |
|
SU990542A1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ РУКОЯТИ ДЛЯ ХОККЕЙНОЙ КЛЮШКИ ИЗ ПОЛИМЕРНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2817450C1 |
| НАМОТОЧНЫЙ СТАНОК | 2015 |
|
RU2591125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2215653C2 |
Изобретение относится к оборудованию для изготовления оболочек вращения методом намотки и может быть использовано в производстве труб, обечаек. Формирование заготовки из пропитанного связующим волокнистого наполнителя методом намотки с одновременной прикат- кой и последующим отверждением осуществляется на внутренней поверхности оправки с приложением усилия прикат- ки от внутренней к наружной поверхности этой оправки подпружиненными роликами. 2 ил.
| УСТРОЙСТВО УПРАВЛЕНИЯ МАШИНОЙ ДЛЯ НАНЕСЕНИЯ ЛИНИЙ ДОРОЖНОЙ РАЗМЕТКИ | 2001 |
|
RU2201485C2 |
| Солесос | 1922 |
|
SU29A1 |
