Изобретение относится к технологическим процессам, именно металлургии, в частности, к технологии послойного синтеза сложных литейных форм из песчано-полимерных смесей и может найти применение в разных отраслях машиностроения, например, для изготовления литейных форм и стержней особо сложной конфигурации для авиационной, автомобилестроительной, кораблестроительной и др. отраслей.
Технология, применяемая для изготовления литейных форм и стержней методом послойного синтеза, заключается в многократном поочередном нанесении слоя смешанного с отвердителем литейного песка и слоя связующего вещества. Каждый слой получаемой песчаной формы состоит из двух материалов, добавленных последовательно. Вначале устройство подачи и выравнивания песка подает формовочный песок с катализатором на поверхность к камере построения, а затем печатная головка выборочно наносит связующее вещество в виде литейных смол на песок. Катализатор, находящийся в песке, упрочняет связующее вещество. Таким образом, формируется единичный слой. Процесс повторяется, пока не будет построена полностью литейная форма [http://3d.globatek.ru/production/tech-sand/].
Недостатком известной технологии является возможность появления дефектов в отливке, а также увеличение срока изготовления форм и возможность появления брака.
Наиболее близким к заявляемому является способ изготовления изделий сложной формы из песчано-полимерных смесей, включающий послойное программно-компьютерное моделирование изделия на устройстве 3D-печати, предварительное смешивание в бункере песка с катализатором, в качестве которого используют паратолуолсульфокислоту, послойное нанесение песка на подложку при вибрационном воздействии на весь объем песчаной смеси в бункере, проведение послойно-селективной обработки каждого слоя в соответствии с компьютерными сечениями модели до затвердевания смеси на глубину слоя в два этапа и образование запрограммированной формы изделия. Сначала на каждом нанесенном слое обработку проводят программно-регламентированным внесением связующего вещества в виде химической композиции на основе фурфурилового спирта, путем впрыска его в подготовленный песчаный слой, согласно изготавливаемого сечения, а по окончании обработки связующим веществом для ускорения процесса полимеризации и увеличения прочности изделия каждый слой подвергается тепловой обработке [патент №2695084 РФ, МПК В22С 9/02, B33Y 10/00, 2018]. В качестве песчано-полимерной системы используют формовочный кварцевый песок крупности в диапазоне 0,05-0,20 мм и химическую композицию на основе фурфурилового спирта, при этом содержание химической композиции составляет от 0,5% до 1% массы песка, а соотношение химического катализатора от 5% до 10% массы химической композиции.
Недостатком известного решения является появление при построении изделий (литейных форм и стержней) дефектов, которые могут выявиться только после полной заливки форм.
Задачей заявляемого решения является повышение качества изготавливаемых изделий за счет обеспечения контроля качества нанесения песка и связующего вещества.
Указанный технический результат достигается тем, что в способе изготовления изделий сложной формы из песчано-полимерных смесей, включающим послойное программно-компьютерное моделирование изделия на устройстве 3D-печати, подготовку песка, послойные укладки песка на подложку песка и нанесения связующего вещества, послойно-селективную обработку каждого слоя в соответствии с компьютерными сечениями модели до образования запрограммированной формы изделия, согласно изобретению, после нанесения каждого слоя осуществляют контроль качества укладки песка с помощью сканера качества поверхности, установленного в устройстве 3D-печати напротив поля печати изделия, и контроль качества нанесения связующего вещества с помощью выносной системы технического зрения.
При этом сканер качества поверхности и система технического зрения связаны с программно-компьютерным моделированием для обеспечения корректировки работы устройства 3D-печати.
Применение сканера позволяет осуществлять бесконтактное измерение профиля области построения изделия, а система технического зрения контролирует качество нанесения связующего материала.
Сущность способа поясняется следующими иллюстрациями.
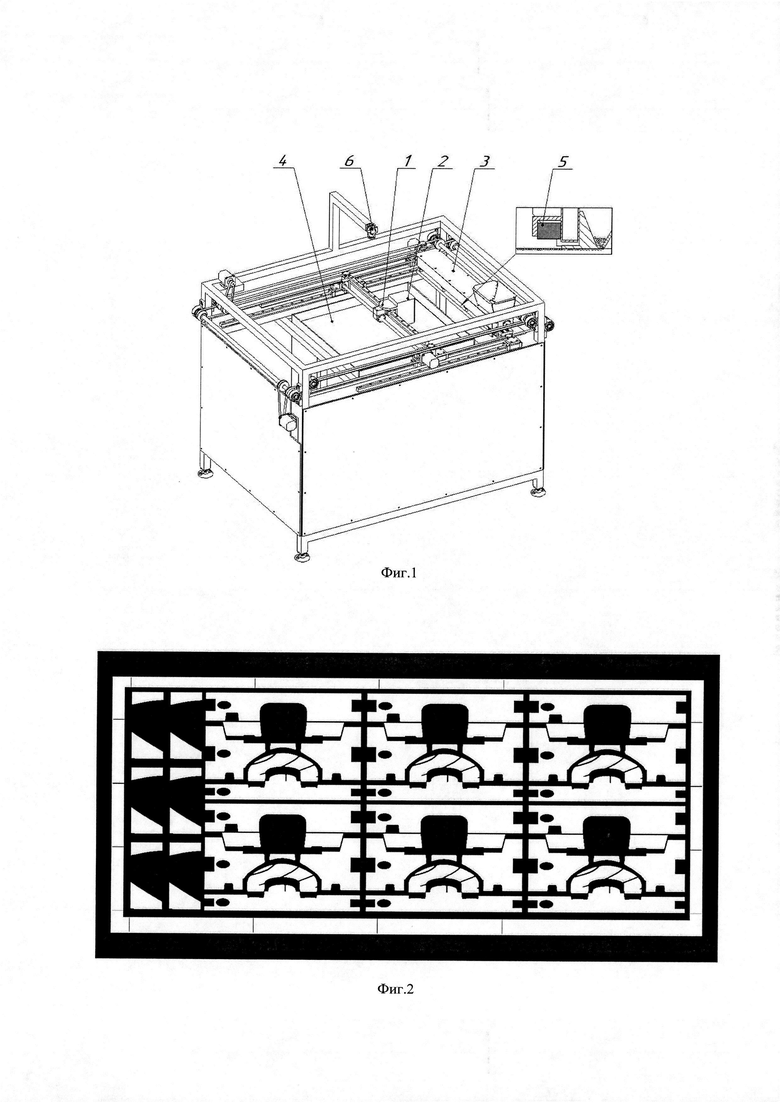
На фиг. 1 представлена схема устройства 3D-печати, на котором реализуется заявляемый способ; на фиг. 2 показан пример эталонного изображения слоя; на фиг. 3 - фото качественно отпечатанного слоя.
В состав устройства 3D-печати (фиг. 1), входит перемещаемая каретка 1, в которой установлен модуль 2 для печати изделия, рекоатер 3 для распределения песка на области построения). Ниже рекоатера 3 напротив поля печати 4 вмонтирован сканер качества поверхности 5, например, триангуляционный лазерный сканер, описанный на сайте: http://prizmasensors.ru/ls2d-triangulyacionnyj-lazernyj-2d-datchik/. Над кареткой 1 размещена система технического зрения 6 на Г-образной штанге, прикрепленной к корпусу устройства 3D-печати.
Способ реализуются следующим образом.
На устройстве 3D-печати с помощью программно-компьютерное моделирования изделия, включающего послойную укладку на подложку предварительно подготовленной смеси песка с катализатором, чередующуюся с нанесением связующего вещества распылением через форсунки, послойно-селективную обработку каждого слоя в соответствии с компьютерными сечениями модели, печатается трехмерная компьютерная модель изготавливаемого изделия. В качестве связующего вещества может быть использованы различные химические композиции на основе фурфурилового спирта или других компонентов.
В процессе печати сканер 5 производит контроль укладки песка в каждом нанесенном слое и в случае выявления некачественной укладки программный комплекс управления печатью произведет аварийный сброс песка для очистки рекоатера 3 или остановит печать для вмешательства обслуживающего персонала.
При нанесении связующего вещества возможно снижение количества работающих форсунок при печати и появление мест с отсутствием связующего вещества на поверхности построения, что в свою очередь приводит к отсутствию склеивания песка, в результате чего формы при транспортировке и заливки могут разрушиться. Система технического зрения контролирует каждый отпечатанный слой связующего материала, нанесенного через форсунки струйных головок, сравнивая его с эталонным изображением (фиг. 2). При фиксации с помощью системы технического зрения отклонения отпечатанного слоя от эталонного изображения, информация поступает в программный комплекс, который будет корректировать (отключать) неработающие сопла и выводить их из работы, тем самым обеспечивая качественную печать (см. фиг. 3) и получение прочных бездефектных изделий без внутренних полостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий сложной формы из песчано-полимерных систем | 2016 |
|
RU2695084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ СЛОЖНОЙ ФОРМЫ ИЗ ПЕСЧАНО-ПОЛИМЕРНЫХ СИСТЕМ | 2015 |
|
RU2680168C2 |
| Способ аддитивного изготовления изделий сложной формы | 2022 |
|
RU2782715C1 |
| Способ изготовления литейных форм сложной геометрии из песчано-полимерных систем | 2018 |
|
RU2707372C1 |
| Способ изготовления керамических форм сложной геометрии из порошковых систем | 2018 |
|
RU2711324C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ПЕСЧАНО-ПОЛИМЕРНЫМ ВЫЖИГАЕМЫМ МОДЕЛЯМ, ПОЛУЧЕННЫМ МЕТОДОМ 3D ПЕЧАТИ | 2024 |
|
RU2829906C1 |
| Способ изготовления литьевой формы для полиуретановой шины с внутренней амортизацией | 2019 |
|
RU2734209C1 |
Изобретение относится к области металлургии и может быть использовано при изготовлении литейных форм методами послойного синтеза. Проводят послойное программно-компьютерное моделирование изделия на устройстве 3D-печати. Песок подготавливают и укладывают на подложку послойно, на него наносят связующее. Осуществляют послойно-селективную обработку каждого слоя в соответствии с компьютерными сечениями модели до образования запрограммированной формы изделия. После нанесения каждого слоя осуществляют контроль качества укладки песка и контроль нанесения связующего вещества. Качество укладки песка осуществляют с помощью сканера качества поверхности, установленного в устройстве 3D-печати напротив поля печати. Нанесение связующего вещества контролируют с помощью выносной системы технического зрения. Обеспечивается повышение качества изготавливаемых изделий. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления изделий сложной формы из песчано-полимерных смесей, включающий послойное программно-компьютерное моделирование изделия на устройстве 3D-печати, подготовку песка, послойные укладку на подложку песка и нанесение на него полимерного связующего вещества, послойно-селективную обработку каждого слоя в соответствии с компьютерными сечениями модели до образования запрограммированной формы изделия, отличающийся тем, что после нанесения каждого слоя осуществляют контроль качества укладки песка с помощью сканера качества поверхности, установленного в устройстве 3D-печати напротив поля печати, и контроль нанесения связующего вещества с помощью выносной системы технического зрения.
2. Способ по п. 1, отличающийся тем, что сканер качества поверхности и система технического зрения связаны программно-компьютерным моделированием с возможностью корректировки работы устройства 3D-печати.
| Способ изготовления изделий сложной формы из песчано-полимерных систем | 2016 |
|
RU2695084C2 |
| Способ изготовления литейных форм сложной геометрии из песчано-полимерных систем | 2018 |
|
RU2707372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ ФОРМ И ДРУГИХ ИЗДЕЛИЙ | 2006 |
|
RU2338621C2 |
| US 5340656 A1, 23.08.1994 | |||
| US 5718279 A1, 17.02.1998 | |||
| Способ изготовления керамической оболочки для литья лопаток (варианты) | 2019 |
|
RU2718635C1 |

