Изобретение относится к области изготовления массивных, преимущественно полиуретановых шин с внутренней амортизацией, а более конкретно - к оснастке для изготовления таких шин, а именно - к способам изготовления литьевых форм для полиуретановых шин с повышенными амортизирующими свойствами.
В настоящее время широкое применение для различных видов колесной техники находят пневматические резиновые шины, представляющие собой упругую оболочку, предназначенную для установки на ободе колеса, и имеющие кольцеобразную полость, заполняемую воздухом или газом под давлением (ГОСТ 22374-77. Шины пневматические. Конструкция. Термины и определения).
Основной составной частью пневматической шины является покрышка - кольцеобразная полая оболочка, непосредственно воспринимающая усилия, возникающие при эксплуатации. Основой покрышки является каркас, представляющий силовую часть пневматической шины и состоящий из одного или нескольких слоев корда, закрепленных на бортовых кольцах, образующих жесткую часть покрышки пневматической шины и обеспечивающих ее крепление на ободе колеса. Для усиления прочности шины используется брекер, состоящий из слоев корда, расположенных между протектором и каркасом. Пневматические шины бывают камерные и бескамерные.
Пневматические шины обладают наилучшими амортизирующими свойствами, однако они чувствительны к порезам и проколам, предотвратить которые в цеховых и заводских условиях невозможно. Вследствие этого для транспорта, используемого в цеховых и заводских условиях, используют массивные шины (ГОСТ 28630-90. Шины массивные. Термины и определения; ГОСТ 5883-89. Шины массивные резиновые. Технические условия), представляющие собой сплошную кольцеобразную конструкцию, в которой отсутствует амортизирующая полость.
Массивные шины стойки к порезам и проколам и не требуют технического обслуживания в ходе их эксплуатации, однако они значительно хуже, чем пневматические, смягчают удары при езде по неровностям, что приводит к избыточным нагрузкам на раму транспортного средства и преждевременному выходу транспортного средства из строя. Амортизирующие свойства массивных шин могут быть повышены за счет различных конструктивных ухищрений. В частности, известна многослойная массивная шина (Безденежных Ю.Т. и др. Многослойная массивная шина. Патент РФ №2268155, кл. МПК В60С 7/10), в которой имеются протекторная, демпфирующая и посадочная части, выполненные из спирально навитых и привулканизированных друг к другу слоев резины различной толщины с различными модулями упругости. Такая шина имеет более высокие амортизирующие свойства по сравнению с гомогенной массивной шиной из резины, однако для использования в сложных условиях движения ее амортизирующие свойства недостаточны, а процесс изготовления требует наличия широкой номенклатуры марок листовой резины различной толщины с заданными модулями упругости.
Возрастающие экологические требования к напольным транспортным средствам, работающим внутри помещений, обусловливают появление новых требований к шинам. Резиновые шины, изготовленные из смеси каучука и технического углерода (сажи), при высоких нагрузках интенсивно изнашиваются, а продукты истирания вместе с пылью поднимаются в воздух и попадают в организм человека. По этой причине внутри помещений недопустимо применять резиновые шины, содержащие технический углерод. Кроме того, многие вещества, входящие в рецептуру резиновых шин, являются канцерогенными. К ним, в частности, относятся активаторы и ускорители вулканизации, ароматические мягчители, мономеры каучуков, бензопирены и N-нитрозамины, которые в процессе переработки и вулканизации резины образуют с техническим углеродом токсичные и опасные для здоровья химические соединения. При эксплуатации шин эти вещества выделяются в атмосферу.
Оптимально требованиям к экологической безопасности отвечают массивные полиуретановые шины, представляющие собой слой полиуретана, нанесенный на металлический бандаж. Такие шины обладают в 3…5 раз более высокой стойкостью к истиранию по сравнению с резиновыми шинами с наполнителем из оксида кремния. Однако такие шины имеют низкую амортизирующую способность.
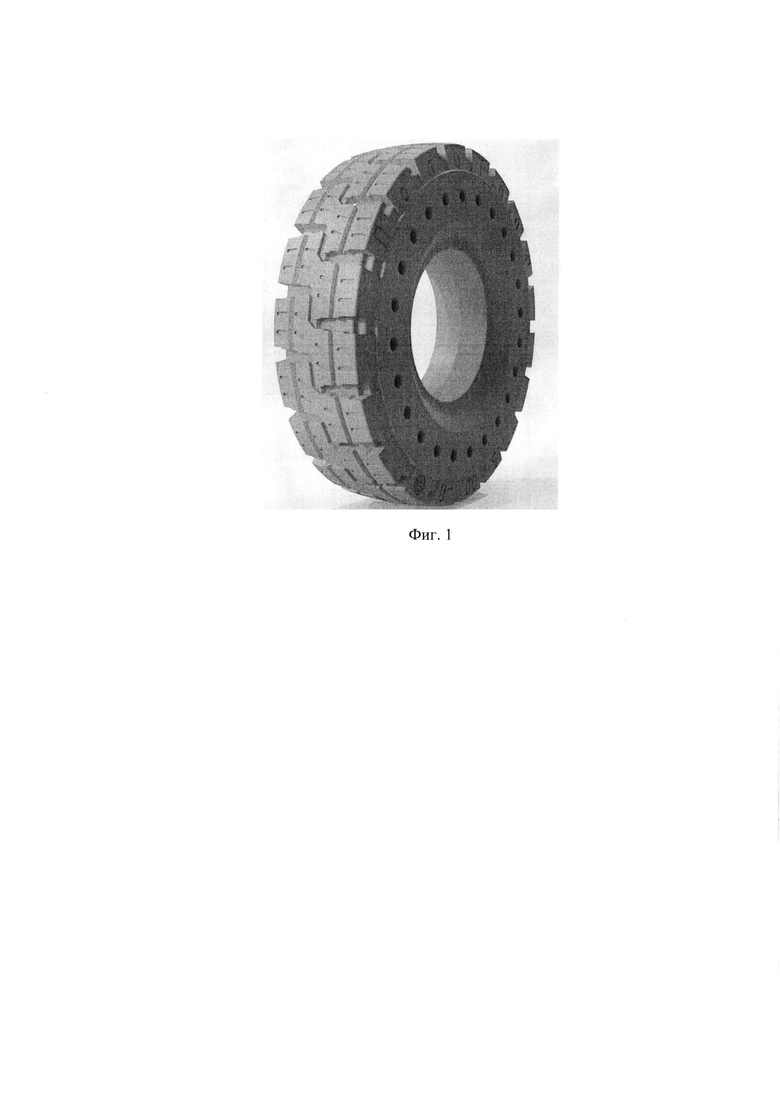
В значительной степени повысить амортизирующую способность массивных полиуретановых шин можно за счет наличия в их средней части, расположенной между посадочной поверхностью и протектором, сквозных или глухих цилиндрических отверстий, расположенных параллельно оси колеса. Существуют велосипедные полиуретановые шины Honeycomb Solid Tire, с расположенными по окружности в один ряд одинаковыми сквозными отверстиями. Для тяжелой техники существуют резиновые шины размером 12-16,5'' (производитель Crocodile tyres), имеющие расположенные по окружности в один ряд не сквозные полости одного размера (по 16 полостей на каждую сторону). Шины с полостями на боковине, обеспечивающими дополнительную упругость шины, описаны на Ресурсе Интернет на сайте https://en.wikipedia.org/wiki/Airless_tire.
Для производства полиуретановых шин используются литьевые пресс-формы, требующие для своего изготовления, как и другие литьевой формы, сложного станочного оборудования, в частности, станков с ЧПУ. Изготовление таких пресс-форм на станках с ЧПУ весьма дорого и экономически оправдано только при наличии перспектив крупносерийного или массового производства шин.
Известен способ изготовления литейной литьевой формы для шин транспортных средств по патенту RU 2663162 (МПК B29D30/38, B29D30/06, В29С33/42, В29С33/38), включающий следующие этапы:
- изготовление жесткого сектора модели;
- выполнение фрезерованием отпечатка рисунка протектора в подобной покрышке поверхности протектора сектора модели с получением эталонной модели;
- изготовление гибкого оттиска из эталонной модели, предпочтительно из силиконового каучука;
- изготовление жесткой гипсовой отливки из оттиска, предпочтительно из силиконового каучука, с образованием сектора литейного сердечника;
- отливка всех кольцевых размещенных вместе секторов литейного сердечника с использованием алюминиево-магниевого сплава с получением вулканизационной литьевой формы, которую затем, в свою очередь, разделяют на отдельные секторы рисунка;
- нанесение плазменного покрытия на протектор сектора модели;
- фрезерование отпечатка рисунка протектора с получением эталонной модели.
К недостатку описанного способа изготовления литейной литьевой формы для шин транспортных средств относится сложность и необходимость использования станочного оборудования для фрезерования рисунка протектора и оборудования для плазменного напыления.
Высокосложным является и принятый за прототип процесс изготовления пресс-форм, описанный в рекламных материалах НПП FORMA Tech (FORMA Tech, Рекламные материалы, СПб, 2019 г., Ресурс Интернет https://forma-tech.ru/category/proizvodstvo-izdelij/press-formy/.
Используемый в НПП «FORMA Tech» технологический процесс изготовления пресс-форм включает:
- создание трехмерной модели изделия;
- создание трехмерной модели литьевой формы путем наращивания литьевой формы вокруг изделия;
- поэтапное изготовление литьевой формы в инструментальном цехе в основном с использованием станков с ЧПУ;
- сборка литьевой формы и пробная отливка;
- доработка конструкции литьевой формы при выявлении мелких недостатков.
Недостатком описанного выше способа изготовления литьевой формы является использование для формообразования ее поверхности высокосложного точного станочного оборудования, что делает процесс изготовления литьевой формы сложным и затратным, требующим сложной технологической подготовки.
Целью предлагаемого способа изготовления литьевой формы для полиуретановых шин с повышенными амортизирующими свойствами является существенное упрощение и удешевление процесса изготовления за счет существенного сокращения станочных операций и полного исключения использования станочных операций при формообразовании сложных поверхностей литьевой формы (протектор, боковины).
Указанная цель изобретения достигается тем, что после построения трехмерной модели массивной шины процесс изготовления литьевой формы ведется в следующей последовательности:
- на основе трехмерной модели массивной шины строят трехмерную секторную модель 1/8 части шины;
- строят трехмерную модель литьевой формы для отливки 1/8 части шины, включающей элементы ее соединения с аналогичными и литниковую систему;
- строят трехмерные модели составных частей формы для отливки литьевой формы для изготовления 1/8 части шины, включающей элементы соединения указанных составных частей, элементы ее соединения с аналогичными формами и литниковую систему;
- с использованием аддитивных технологий посредством печати на 3D-принтере изготавливают составные части песчано-полимерной формы для отливки 1/8 части формы литьевой формы. Технология представляет собой процесс послойного синтеза, в котором жидкий связующий агент избирательно осаждается для соединения частиц порошка. Печатающая головка наносит связующий материал на слой порошка в соответствующих участках. Рабочая камера опускается, и затем наносится следующий слой порошка, в который вновь добавляется связующий состав;
- продувают составные части песчано-полимерной формы сжатым воздухом;
- собирают форму;
- заливают форму алюминиевым сплавом и получают отливку;
- последовательно изготавливают восемь отливок;
- удаляют литники и торцуют сопрягаемые поверхности отливок;
- на внутренних боковых поверхностях отливок фрезеровкой выполняют необходимые надписи;
- выполняют резьбовые отверстия в боковинах четырех форм и сопряженные с ними цилиндрические отверстия для штырей в боковинах остальных четырех форм;
- формируют нижнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм, имеющих резьбовые отверстия;
- формируют верхнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с цилиндрическими отверстиями для штырей;
- устанавливают нижнюю части литьевой формы на первую цилиндрическую часть литьевой формы для формирования посадочной поверхности шины и устанавливают в нее штыри на резьбу;
- обеспечивая проход штырей через верхнюю часть литьевой формы, соединяют нижнюю и верхнюю части литьевой формы и стягивают их боковые фланцы болтами, после чего сверху устанавливают вторую цилиндрическую часть литьевой формы для формирования посадочной поверхности шины.
Техническая сущность изобретения поясняется рисунками на фиг. 1…12, которые поясняют последовательность изготовления литьевой формы.
На фиг. 1 показан общий вид массивной полиуретановой шины с улучшенными амортизационными характеристиками, имеющей расположенные по окружности сквозные отверстия и изготовленной описываемым способом.
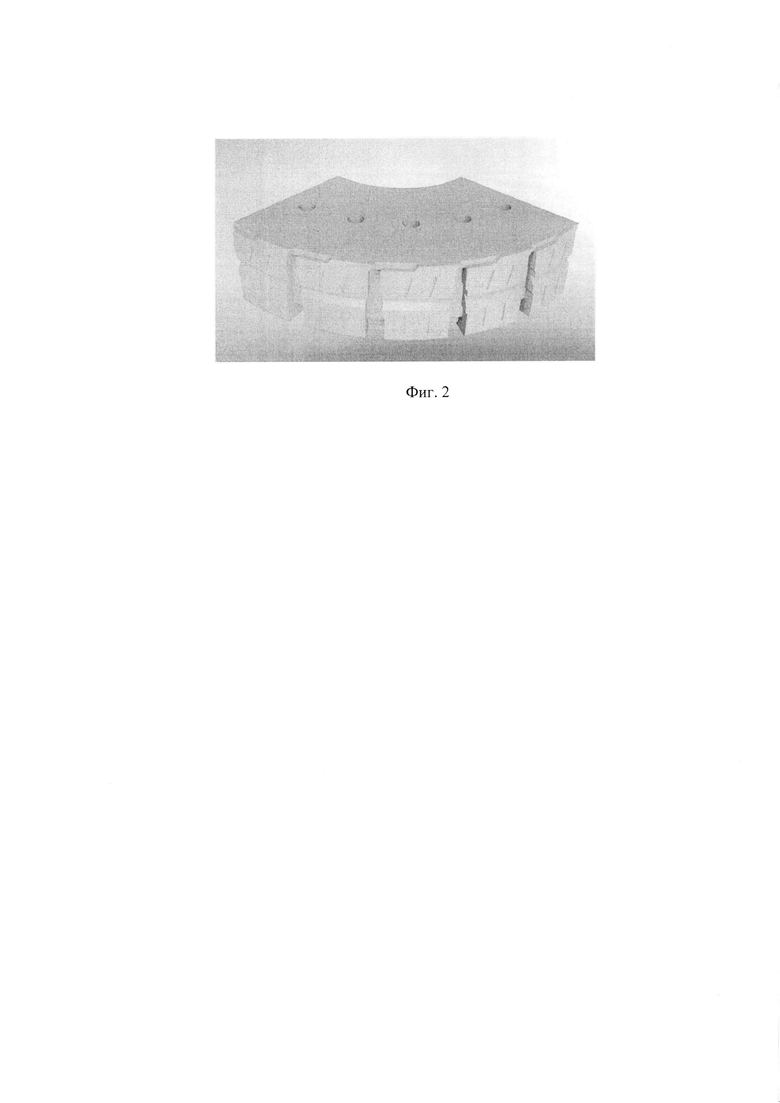
На фиг. 2 показан общий вид 1/8 части шины, для которой будет изготавливаться литьевая форма.
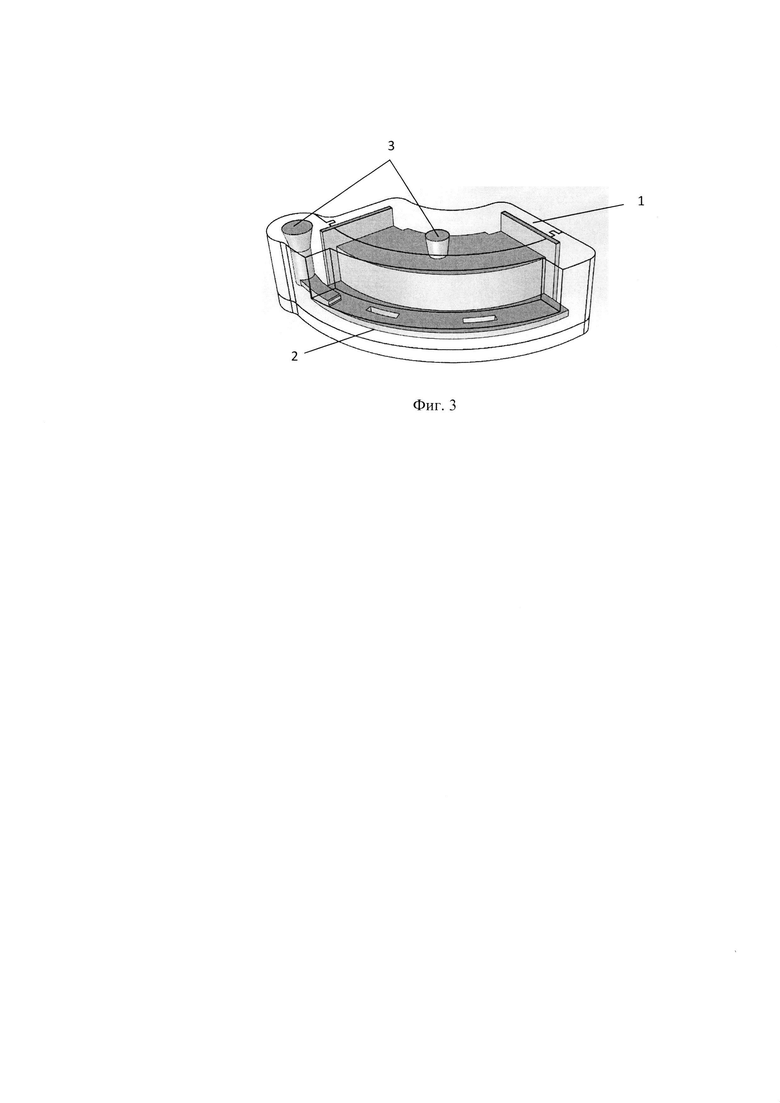
На фиг. 3 показан общий вид трехмерной модели песчано-силикатной формы для отливки 1/8 части металлической литьевой формы, включающей элементы ее соединения с аналогичными составными частями литьевой формы (поз.1 и 2)и литниковую систему 3.
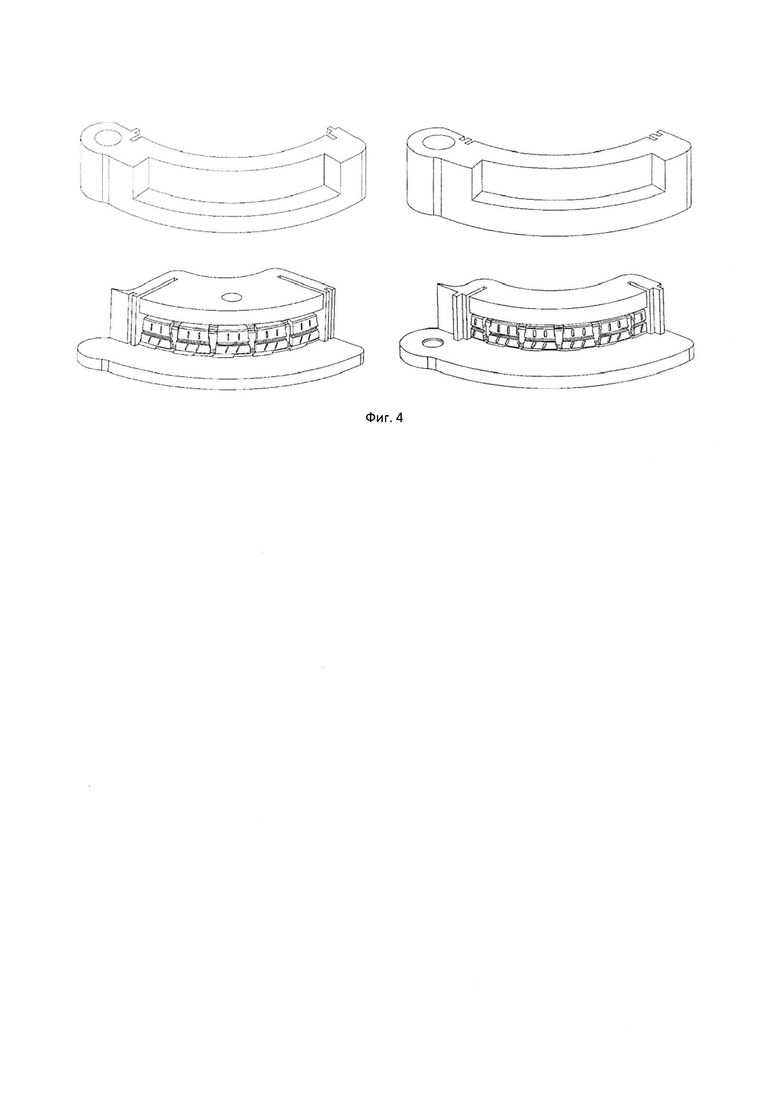
На фиг. 4 приведены чертежи нижней и верхней частей трехмерных моделей составных частей песчано-силикатной формы, предназначенной для изготовления отливки 1/8 металлической формы, включающей элементы соединения указанных составных частей, элементы ее соединения с аналогичными формами и литниковую систему.
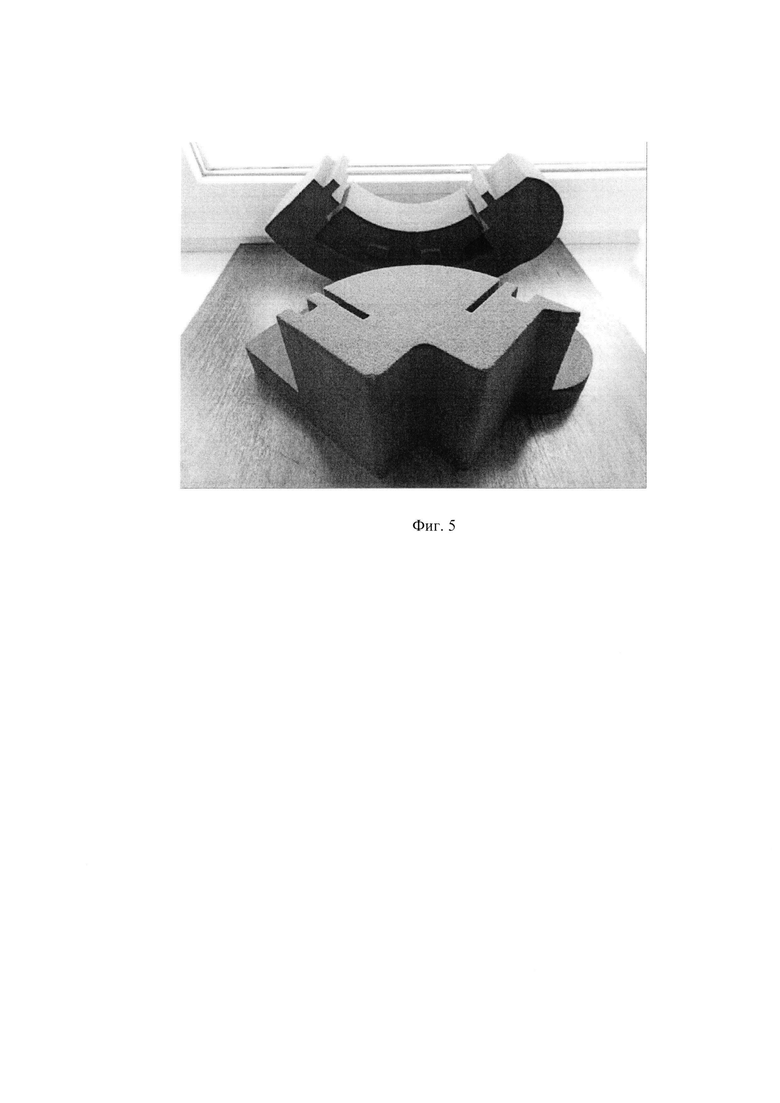
На фиг. 5 показаны отпечатанные на 3D-принтере силикатным песком две составные части формы, предназначенной для изготовления отливки 1/8 металлической литьевой формы шины.
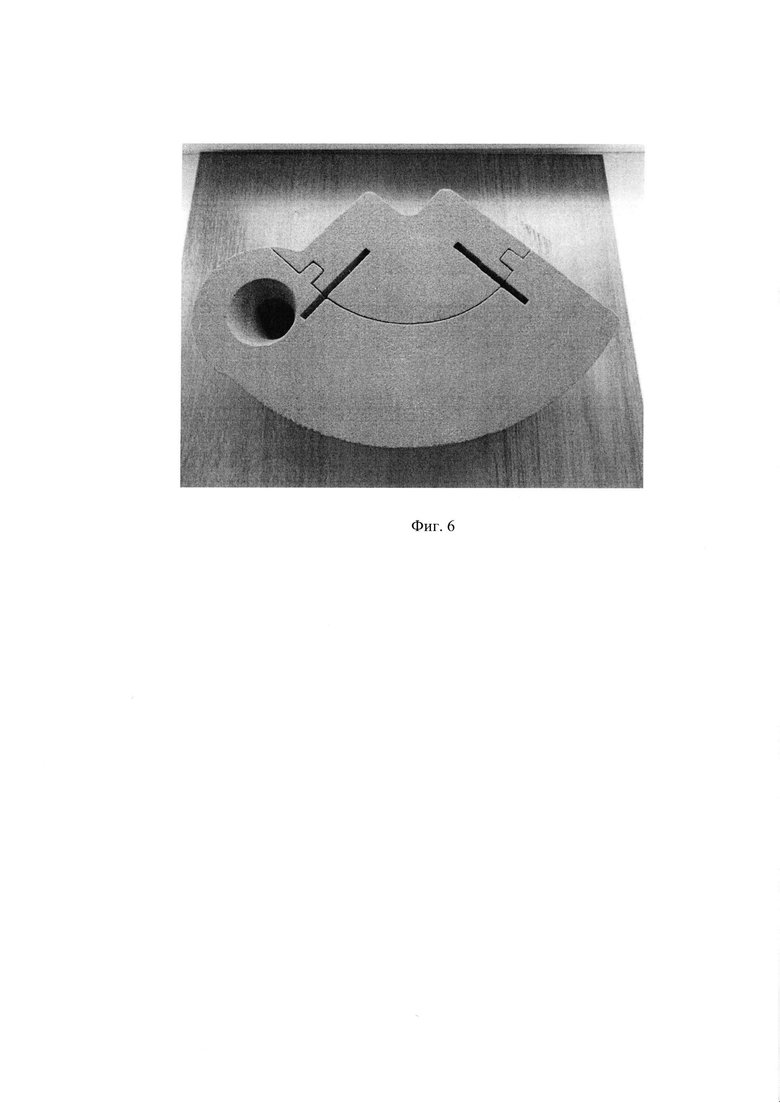
На фиг. 6 показана песчано-силикатная форма, собранная из двух составных частей, показанных на фиг. 5. Слева видно отверстие для заливки металла.
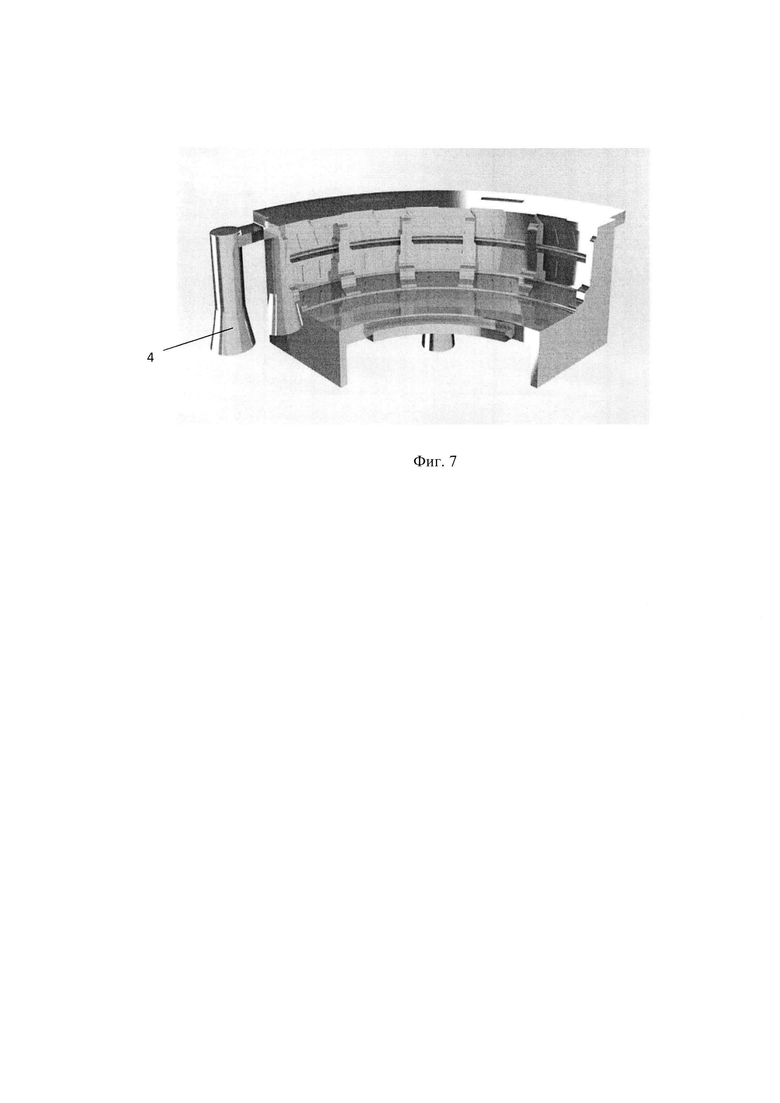
На фиг. 7 показана отливка 1/8 части металлической формы с литником 4.
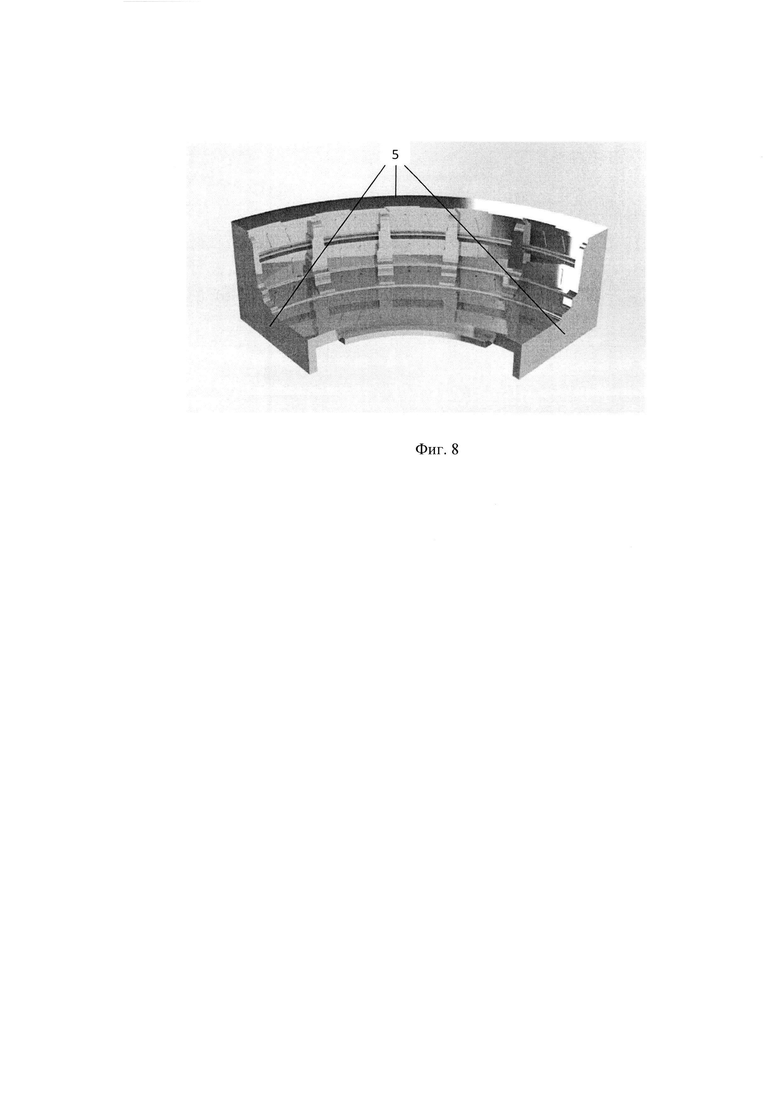
На фиг. 8 показана отливка 1/8 части формы для отливки шины после срезания литника 4 и торцовки сопрягаемых поверхностей 5.
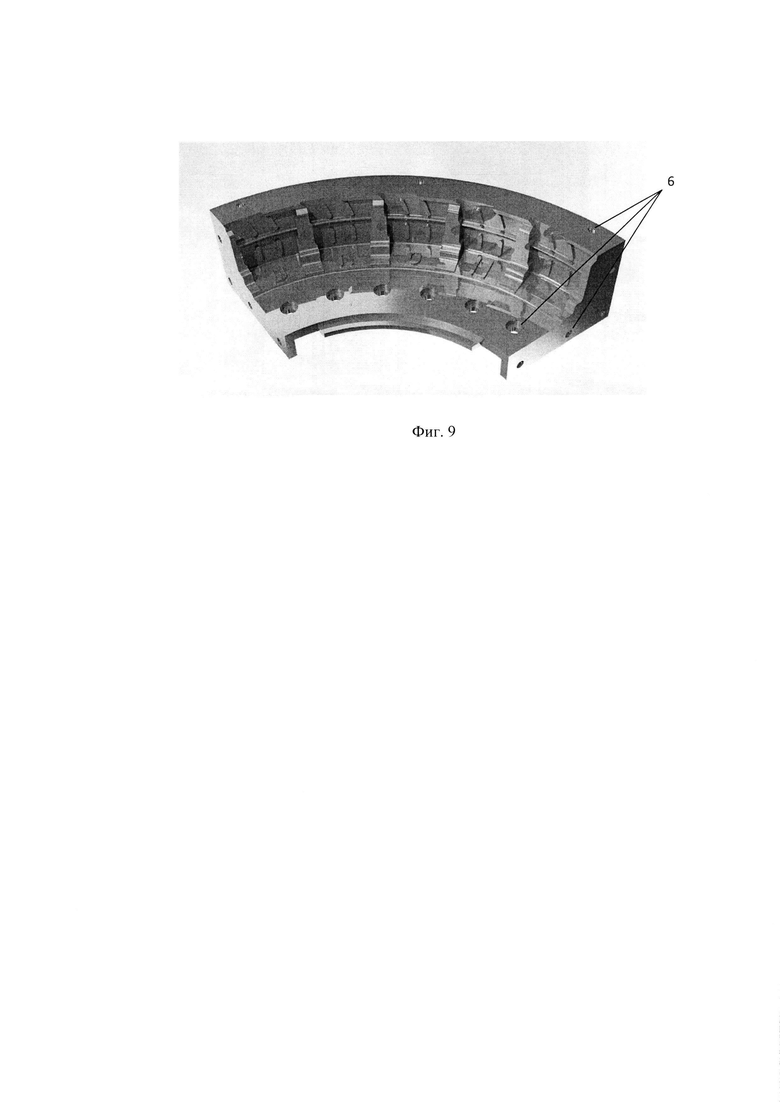
На фиг. 9 показана отливка 1/8 части формы, прошедшая операцию по выполнению в боковых поверхностях резьбовых или цилиндрических отверстий, а также отверстий для соединения составных частей формы 6.
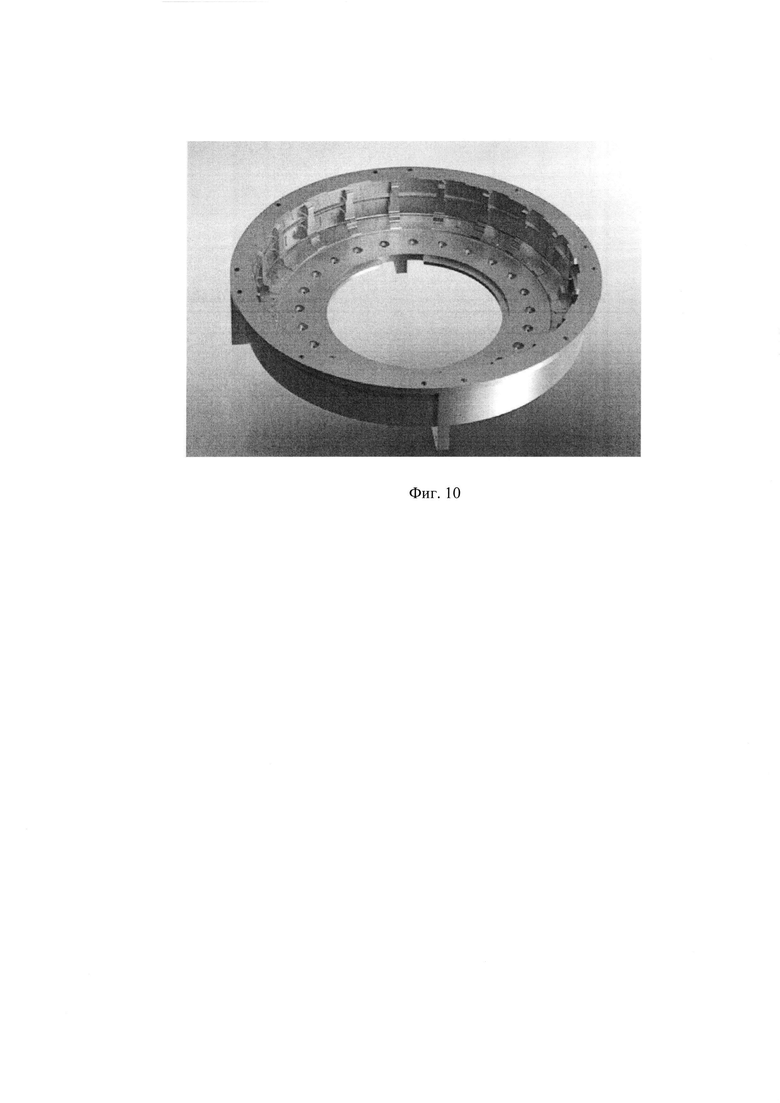
На фиг. 10 показана нижняя часть литьевой формы для отливки шины, полученная путем соединения сопрягаемых боковых поверхностей четырех 1/8 нижних частей форм, в которых выполнены резьбовые отверстия.
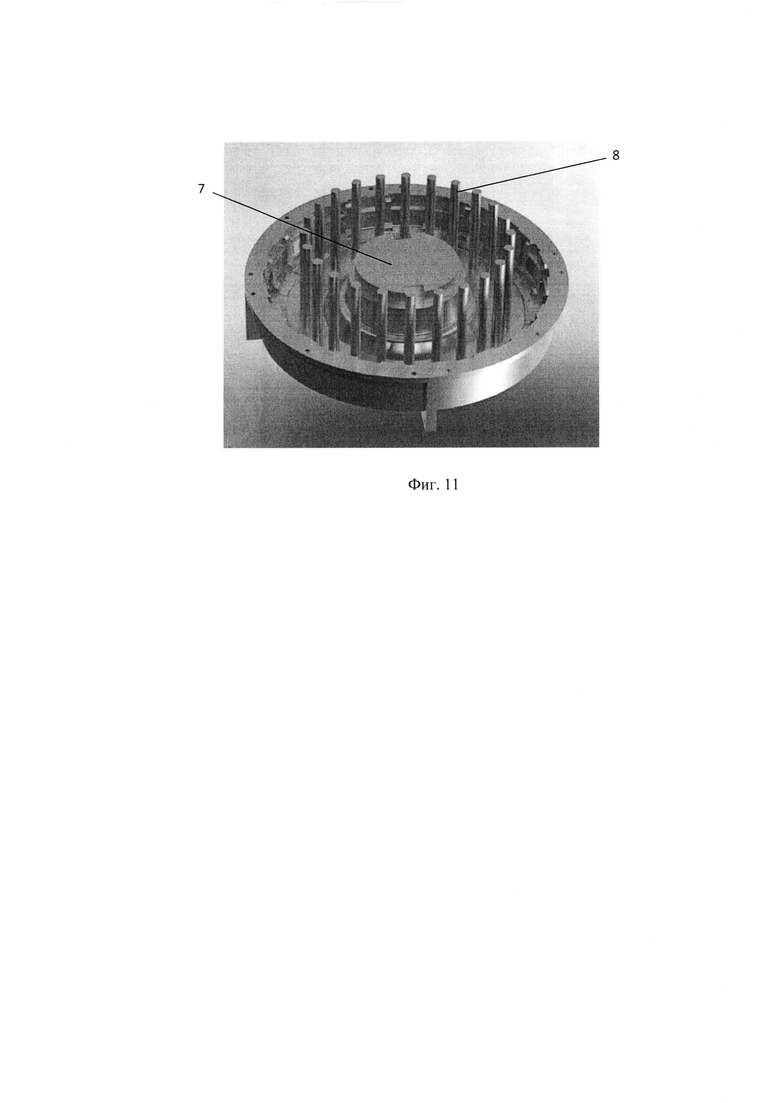
На фиг. 11 показана нижняя часть литьевой формы для отливки шины, установленная на первую цилиндрическую часть литьевой формы для формирования посадочной поверхности шины 7 с ввинченными в нижнюю часть штырями 8.
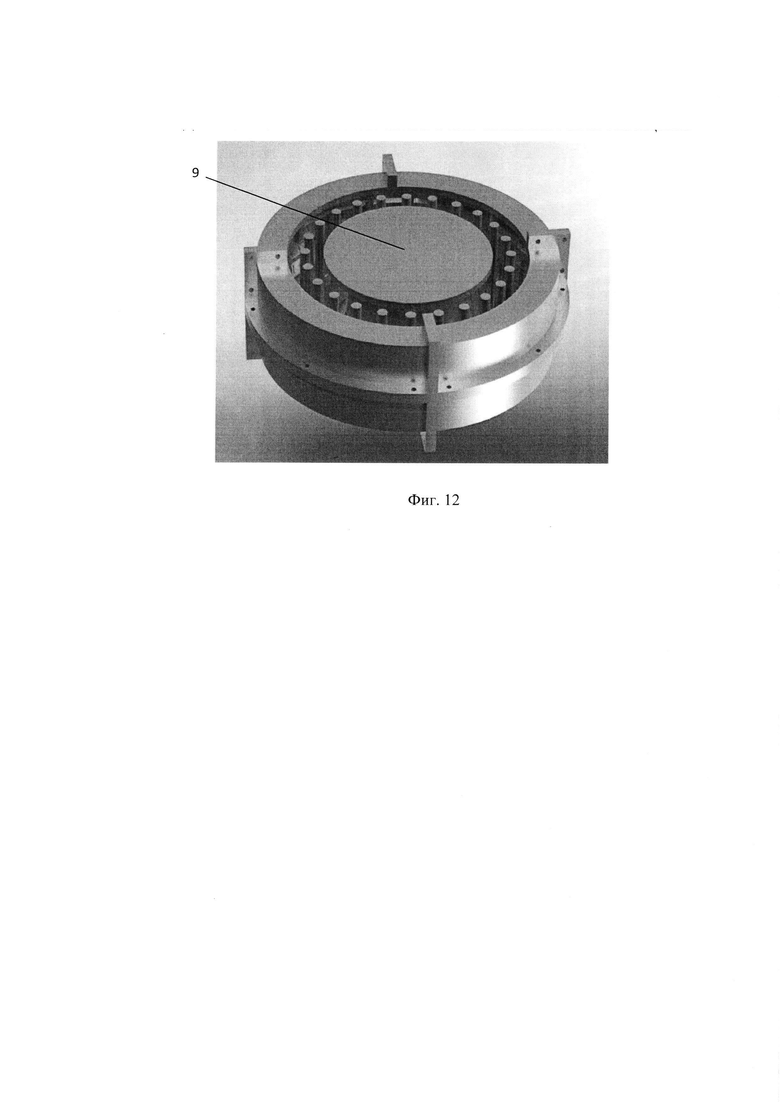
На фиг. 12 показана литьевая форма в сборе, готовая к работе, содержащая соединенные верхнюю и нижнюю части, причем на верхнюю часть сверху установлена вторая цилиндрическая часть 9 литьевой формы для формирования посадочной поверхности шины.
При реализации способа может быть использован профессиональный 3D-принтер с необходимой областью печати, превышающей по размеру предполагаемые размеры формы для отливки формы для изготовления 1/8 части шины. Для изготовления шин небольших колес может быть, в частности, использован 3D-принтер AT 300 с областью печати размером 300×500×300 мм3. При экспериментах по изготовлению литьевой формы для шины на фиг. 1 был использован 3D-принтер AT 700 с областью печати размером 700×700×450 мм3.
На практике предлагаемый способ реализуется следующим образом.
- на основе трехмерной модели массивной шины строят трехмерную секторную модель 1/8 части шины (фиг. 2);
- с учетом практических соображений по конструкции элементов для соединения составных частей литьевой формы для изготовления шины строят трехмерную модель литьевой формы для отливки 1/8 части шины, включающей элементы 1 и 2 ее соединения с аналогичными и литниковую систему 3 (фиг. 3);
- на основе трехмерной секторной модели литьевой формы для отливки 1/8 части шины (фиг. 3) строят трехмерные модели составных частей формы для отливки литьевой формы для изготовления 1/8 части шины, включающей элементы соединения указанных составных частей, элементы ее соединения с аналогичными формами и литниковую систему (фиг. 4);
- на 3D-принтере печатают составные части формы для отливки формы, предназначенной для изготовления отливки 1/8 части шины. Указанные составные части показаны на фиг. 5;
- продувают составные части песчано-полимерной формы сжатым воздухом;
- собирают форму (фиг. 6);
- заливают форму алюминиевым сплавом и получают отливку (фиг. 7) в количестве восьми штук;
- удаляют литники 4 и торцуют сопрягаемые поверхности 5 отливок, получая геометрически законченное изделие (фиг. 8);
- на внутренних боковых поверхностях отливок фрезеровкой выполняют необходимые надписи;
- выполняют отверстия 6 - резьбовые боковинах четырех форм и сопряженные с ними цилиндрические отверстия для прохода штырей в боковинах остальных четырех форм, а также для соединения составных частей формы на сопрягаемых поверхностях (фиг. 9);
- формируют нижнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с резьбовыми отверстиями (фиг. 10);
- аналогично формируют верхнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с цилиндрическими отверстиями для прохода штырей. Внешний вид верхней и нижней части литьевой формы аналогичен;
- устанавливают нижнюю части литьевой формы на цилиндрическую часть 7 литьевой формы для формирования посадочной поверхности шины и устанавливают в нее штыри 8 на резьбу (фиг. 11);
- обеспечивая проход штырей через верхнюю часть литьевой формы, соединяют нижнюю и верхнюю части литьевой формы и стягивают их боковые фланцы болтами, после чего сверху устанавливают вторую цилиндрическую часть литьевой формы 9 для формирования посадочной поверхности шины, тем самым получая готовую к работе литьевую форму для изготовления массивной полиуретановой шины с улучшенными амортизационными свойствами (фиг. 12).
При изготовлении шины после окончания полимеризации полиуретана литьевая форма разбирается и готовая шина извлекается из нее.
Проверка описанного способа в условиях опытного производства показала его практическую применимость, при этом был получен значительный экономический эффект по сравнению с традиционным способом изготовления литьевых форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С НАПОЛНИТЕЛЕМ ИЗ ВСПЕНЕННОГО ПОЛИУРЕТАНА | 2014 |
|
RU2577271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С ПОВЫШЕННЫМИ АМОРТИЗИРУЮЩИМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2641932C1 |
| Колесо с массивной шиной | 1990 |
|
SU1712193A1 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620839C2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620835C2 |
| Устройство для заполнения шин эластомером с порообразователем | 1983 |
|
SU1123877A1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2256555C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
Предложен способ изготовления литьевой формы для массивной шины с внутренней амортизацией за счет наличия отверстий в боковой поверхности шины. При его реализации строят трехмерную модель шины, на ее основе строят трехмерную секторную модель 1/8 части шины, после чего строят трехмерную модель литьевой формы для отливки 1/8 части шины с элементами соединения форм и литниковой системой, строят трехмерные модели составных частей формы для отливки литьевой формы для изготовления 1/8 части шины с литниковой системой и элементами соединения указанных составных частей и элементами соединения указанной формы с аналогичными формами. Процесс изготовления литьевой формы включает 3D-печать составных частей песчано-полимерной формы для отливки 1/8 части формы литьевой модели, продувку указанных составных частей сжатым воздухом, сборку формы, ее заливку алюминиевым сплавом и последовательное изготавливают восьми отливок. После этого, с использованием металлорежущего оборудования удаляют литники и торцуют сопрягаемые поверхности, на внутренних боковых поверхностях отливок фрезеровкой выполняют необходимые надписи, выполняют резьбовые отверстия в боковинах четырех форм и сопряженные с ними цилиндрические отверстия в боковинах остальных четырех форм. Из обработанных деталей формируют нижнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с резьбовыми отверстиями и верхнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с цилиндрическими отверстиями для штырей. Нижнюю часть литьевой формы устанавливают на первую цилиндрическую часть для формирования посадочной поверхности шины и устанавливают в указанную нижнюю часть литьевой формы штыри на резьбу, после чего, обеспечивая проход штырей через верхнюю часть литьевой формы, соединяют нижнюю и верхнюю части и сверху устанавливают вторую цилиндрическую часть. Технический результат - значительное упрощение и удешевление работ по изготовлению литьевой формы для полиуретановой шины с внутренней амортизацией, 12 ил.
Способ изготовления литьевой формы для массивной полиуретановой шины с внутренней амортизацией, при котором строят трехмерную модель массивной шины, отличающийся тем, что на основе трехмерной модели массивной шины строят трехмерную секторную модель 1/8 части шины, на ее основе строят трехмерную модель литьевой формы для отливки 1/8 части шины, включающей элементы их соединения и литниковую систему, строят трехмерные модели составных частей формы для отливки литьевой формы для изготовления 1/8 части шины, включающей элементы соединения указанных составных частей и литниковую систему, с использованием 3D-принтера изготавливают составные части песчано-полимерной формы для отливки 1/8 части формы литьевой модели, продувают указанные составные части сжатым воздухом, собирают форму, после чего заливают алюминиевым сплавом и последовательно изготавливают восемь отливок, удаляют литники и торцуют сопрягаемые поверхности, выполняют резьбовые отверстия в боковинах четырех форм и сопряженные с ними цилиндрические отверстия в боковинах остальных четырех форм, формируют нижнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с резьбовыми отверстиями, формируют верхнюю часть литьевой формы для отливки шины путем соединения сопрягаемых боковых поверхностей четырех форм с цилиндрическими отверстиями для штырей, устанавливают нижнюю часть литьевой формы на первую цилиндрическую часть литьевой формы для формирования посадочной поверхности шины и устанавливают в указанную нижнюю часть литьевой формы штыри на резьбу, после чего, обеспечивая проход штырей через верхнюю часть литьевой формы, соединяют ее нижнюю и верхнюю части, после чего сверху устанавливают вторую цилиндрическую часть литьевой формы для формирования посадочной поверхности шины.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКТОРА РИСУНКА СЕКТОРНОЙ ВУЛКАНИЗАЦИОННОЙ ЛИТЕЙНОЙ ПРЕСС-ФОРМЫ ДЛЯ ШИН ТРАНСПОРТНЫХ СРЕДСТВ И ВУЛКАНИЗАЦИОННАЯ ПРЕСС-ФОРМА, А ТАКЖЕ ШИНА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2663162C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С НАПОЛНИТЕЛЕМ ИЗ ВСПЕНЕННОГО ПОЛИУРЕТАНА | 2014 |
|
RU2577271C1 |
| Литьевая форма для изготовления полимерных деталей с прерывистой резьбой | 1986 |
|
SU1380983A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| РЕЛЕ ТОКА | 2003 |
|
RU2234782C1 |

