Изобретение относится к производству витых изделий, свитых из отдельных проволок, например молниезащитный трос, трос контактной сети железной дороги несущий, сталеалюминиевый провод или провод, выполненный из алюминия, меди или сплава на основе алюминия для воздушных линий электропередачи.
Цель изобретения - повышение качества изделий за счет уменьшения остаточных технологических напряжений, равномерности распределения нагрузки по всему поперечному сечению в витых проволочных изделиях.
Известен «Способ калибровки проволочных витых изделий и устройство для его осуществления» (см. описание изобретения к патенту RU №1699181, D07В 7/02, опубл. 09.02.1995).
Устройство содержит последовательно расположенные друг за другом входной роликовый калибр, калибр обкатки и выходную роликовую волоку, приводимые во вращение от привода через редукторы. Рабочий профиль роликов калибра выполнен в виде овала, большая ось которого составляет 1,125-1,155 его малой оси.
Калибр обкатки выполнен в виде двух роликов с осями, параллельными оси заготовки, и двух направляющих элементов со скругленными рабочими поверхностями роликов. При этом расстояния между роликами и между направляющими элементами равны между собой и равны малой оси овала.
К недостаткам данного устройства необходимо отнести сложность настройки по линейной скорости перемещения витого изделия при прохождения роликового калибра, калибра обкатки, что может привести к нарушению каната по его структуре, выражающая в образовании таких дефектов, как неплотная свивка витого изделия по площади поперечного сечения, выражающаяся в выпучивании, выходе отдельных проволок из слоя, перехлест проволок в пряди или канате. Определенная сложность при заправке обжатого изделия в роликовую волоку. Выпучивание проволок недопустимо при изготовлении витых изделий, а качество поверхности проволок определяется качеством полировки рабочей зоны выходной роликовой волоки.
Известен способ изготовления проволочного каната, содержащий свивку элементов в канат, волочение каната и его последующую смотку. Обжатие каната осуществляют в неприводных валках в системе калибров "круг - стрельчатый квадрат - круг" (см. Никифоров Б.А. и др. Сб. "Стальные канаты", вып. 8. - Киев: Техника, 1971, с. 75-80).
К недостаткам необходимо отнести высокую степень неравномерности деформации, как в поверхностном слое проволок, так и в поперечном сечении каната, определяющую довольно низкое качество каната, выражающаяся в низкой эксплуатационной долговечности витого изделия. Это происходит в результате того, что в стрельчатом калибре максимальное обжатие пряди происходит в середине калибра, а на краевых участках калибра обжатие каната практически отсутствует. В результате прохождения через стрельчатый калибр в средней части калибра на поверхности проволок образуются сжимающие напряжения, а краевом участке калибра образуются растягивающие напряжения, что и приводит к неравномерности деформации в сечении каната и качеству изготовления каната в целом.
Технической задачей, на решение которой направлено изобретение, является повышение качества витого изделия путем создания оптимального равномерного распределения деформации по всему поперечному слою витого изделия в процессе его изготовления, с повышенными эксплуатационными характеристиками, способствующими увеличению срока эксплуатации витого изделия.
Поставленная задача решается тем, что в известном способе изготовления проволочного витого изделия, включающем свивку проволок с линейным касанием проволок за одну технологическую операцию, шаг свивки для всех слоев проволок сохраняется постоянным. Обжатие витого проволочного изделия по площади поперечного сечения в процессе его изготовления и его последующая намотка после вытяжных шкивов на барабан. В витом изделии с линейным касанием проволок количество слоев может изменяться от одного слоя до трех, при этом количество проволок суммарное в слоях изменяется от 5 до 46. Степень обжатия по площади поперечного сечения витого изделия с линейным касанием проволок изменяется в диапазоне (1,5-14)%.
При изготовлении витого изделия с точечным касанием проволок по слоям, количество слоев изменяется от двух до трех. Шаги свивки по слоям разные, скрутка слоев производится многооперационным способом в противоположные стороны, количество проволок в витом проволочном изделии 19 или 37. Каждый последующий слой проволок, свитый вокруг центральной проволоки, пластически деформирован со степенью обжатия по площади поперечного сечения в диапазоне (1,5-14)%.
Обжатие по площади поперечного сечения производится в системе роликовых калибров "многогранник - круг" в двух роликовых клетях с общей степенью обжатия по площади поперечного сечения изделия, изменяющегося в зависимости от назначения изделия в диапазоне, равном (1,5-14)% суммарной степени обжатия по площади поперечного сечения изделия. Причем в первой клети с обжатием в роликовом калибре сечением «многогранник» величину обжатия по площади поперечного сечения определяют в диапазоне, равном (1,0-10)%. Во второй клети, расположенной в потоке, сразу за первой клетью, происходит окончательное обжатие в роликовом калибре «круг» проволочного витого изделия на номинальный диаметр.
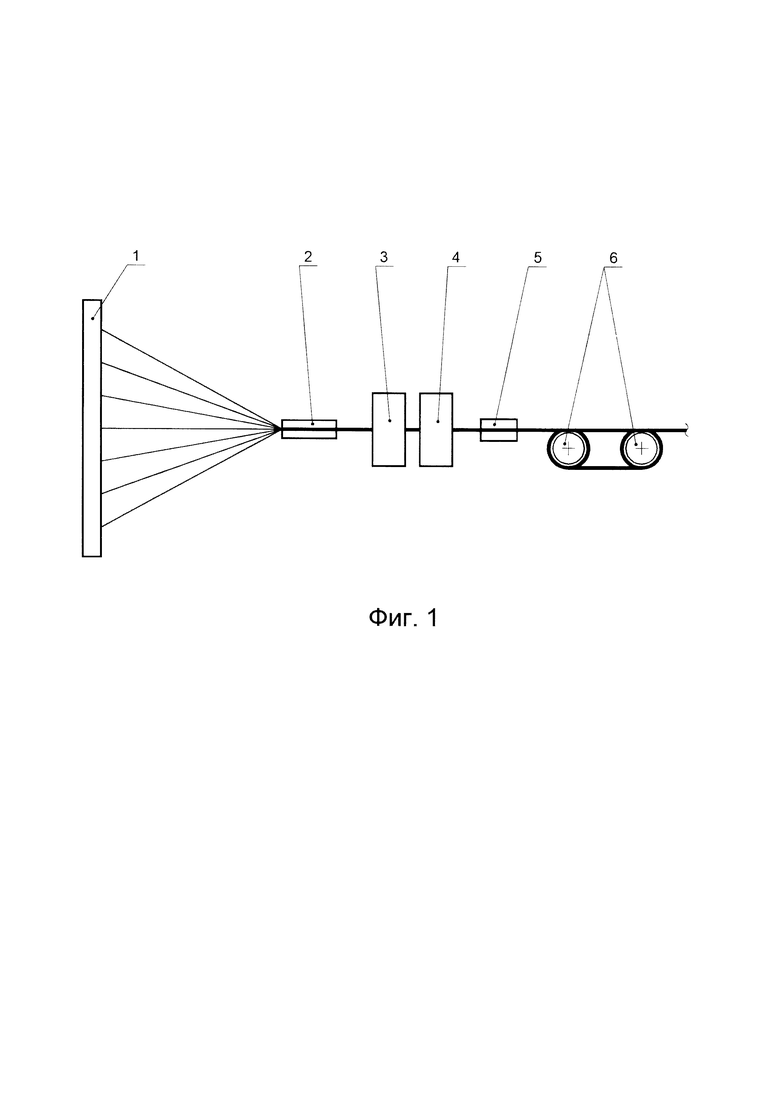
Сущность изобретения поясняется чертежом, где на фиг. 1 изображена технологическая схема изготовления пластически обжатого проволочного витого изделия с линейным касанием проволок и оборудование, применяемое при его изготовлении:
1 - распределительный шаблон;
2 - формирующие обжимные плашки;
3 - первая обжимная роликовая клеть;
4 - вторая обжимная роликовая клеть;
5 - рихтовальное устройство;
6 - вытяжные шкивы.
Способ изготовления пластически обжатых проволочных витых изделий и само устройство для его осуществления работают следующим образом.
Витое изделие с определенным шагом свивки, после распределительного шаблона 1 и формирующих обжимных плашек 2, входит в первую роликовую клеть 3, в которой обжимается по трем равномерно расположенным плоскостям, перпендикулярно оси движущего изделия, с определенной степенью обжатия по площади поперечного сечения, определяемого назначением изделия. Калибр в первой роликовой клети выполнен в форме многоугольника, соединяющий в вершинах по большой оси три полуовала, у которых большая ось изменяется в диапазоне, в зависимости от диаметра изделия D=(1,14÷1.25)⋅Фном., а малая ось d=(0,85÷1.05)⋅Фном., где: D и d - диаметры большой и малой оси овала соответственно, Фном. - номинальный диаметр изделия после обжатия в первой клети. После чего происходит второе обжатие роликовой клетью 4 в калибре «круг», на номинальный диаметр изделия, и в заключение для увеличения технического ресурса витого изделия предусмотрено рихтовальное устройство 5, состоящее из нескольких секций. Перемещение витого изделия осуществляется вытяжными шкивами с последующей подачей на приемный механизм с барабаном.
По сравнению с обычными проволочными изделиями обжатые витые изделия имеют ряд преимуществ: более высокий модуль упругости на (12-14)%, гораздо более низкий крутящий момент, уменьшенное остаточное конструктивное удлинение, увеличение разрывного усилия изделия на (21-24)% в целом. Позволяет увеличить стойкость к удару молнии, вибрации, галопированию, к воздействию токов короткого замыкания, разрывного усилия после испытаний на токи короткого замыкания. Позволит существенно увеличить эффективность воздушных линий, за счет увеличения количества передаваемой в единицу времени электроэнергии. Увеличить расчетное сечение несущего троса по отношению к номинальному диаметру троса из круглых проволок, пластически не обжатых на 20-27%, что будет способствовать снижению электрического сопротивления, по отношению к несущему тросу контактной сети, применяемому в настоящее время на линиях железной дороги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изолированный сталеалюминиевый провод | 2017 |
|
RU2683252C1 |
| Оттяжка к опорам всех типов воздушных линий электропередачи (варианты) | 2020 |
|
RU2753126C1 |
| Грозозащитный трос (варианты) | 2020 |
|
RU2738209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ТРОСА | 2011 |
|
RU2490742C2 |
| Грозозащитный трос (варианты) | 2022 |
|
RU2793959C1 |
| Самонесущий изолированный провод с оптоволоконным кабелем связи (варианты) | 2020 |
|
RU2733593C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| Грозозащитный трос с оптическим кабелем связи (варианты) | 2020 |
|
RU2732073C1 |
| Способ изготовления канатов закрытой конструкции | 2015 |
|
RU2626327C2 |
Изобретение относится к производству витых изделий, свитых из отдельных проволок, например молниезащитный трос, трос контактной сети железной дороги несущий, сталеалюминиевый провод или провод, выполненный из алюминия, меди или сплава на основе алюминия для воздушных линий электропередачи. Технической задачей, на решение которой направлено изобретение, является повышение качества витого изделия путем создания оптимального равномерного распределения деформации по всему поперечному слою витого изделия в процессе его изготовления, с повышенными эксплуатационными характеристиками, способствующими увеличению срока эксплуатации витого изделия. Поставленная задача решается тем, что способ изготовления проволочного витого изделия включает свивку проволок с линейным касанием проволок за одну технологическую операцию, обжатие витого проволочного изделия по площади поперечного сечения в процессе его изготовления и его последующую намотку после вытяжных шкивов на барабан. В витом изделии, с линейным касанием проволок, количество слоев может изменяться от одного слоя до трех, при этом количество проволок суммарное в слоях изменяется от 5 до 46. Обжатие по площади поперечного сечения производится в системе роликовых калибров "многогранник - круг" в двух роликовых клетях с общей степенью обжатия по площади поперечного сечения изделия, изменяющегося в зависимости от назначения изделия в диапазоне, равном (1,5-14)% суммарной степени обжатия по площади поперечного сечения изделия. Причем в первой клети с обжатием в роликовом калибре сечением «многогранник» величину обжатия по площади поперечного сечения определяют в диапазоне, равном (1,0-10)%. Во второй клети, расположенной в потоке, сразу за первой клетью, происходит окончательное обжатие в роликовом калибре «круг» проволочного витого изделия на номинальный диаметр. 2 н. и 1 з.п. ф-лы, 1 ил.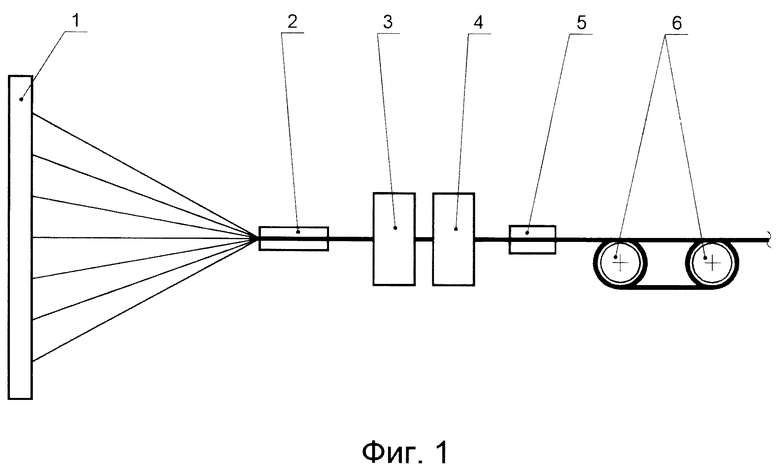
1. Способ изготовления пластически обжатых проволочных витых изделий, включающий изготовление проволочного витого изделия с линейным касанием проволок за одну технологическую операцию, отличающийся тем, что количество слоев может изменяться от одного слоя до трех, при этом количество проволок суммарное в слоях изменяется от 5 до 46, степень обжатия по площади поперечного сечения витого изделия с линейным касанием проволок изменяется в диапазоне (1,5-14)%, обжатие по площади поперечного сечения производится в системе роликовых калибров "многогранник - круг" в двух роликовых клетях, в первой клети с обжатием в роликовом калибре сечением «многогранник» величину обжатия по площади поперечного сечения определяют в диапазоне, равным (1,0-10)% от общего суммарного обжатия по площади поперечного сечения, во второй клети, расположенной в потоке, сразу за первой клетью, происходит окончательное обжатие в роликовом калибре «круг» проволочного витого изделия на номинальный диаметр.
2. Способ по п. 1, отличающийся тем, что изготовление проволочного витого изделия производится с точечным касанием проволок многооперационным способом.
3. Устройство для пластического обжатия проволочных витых изделий, состоящее из двух роликовых клетей, отличающееся тем, что калибр в первой роликовой клети выполнен в форме многоугольника, соединяющий в вершинах по большой оси три полуовала, у которых большая ось изменяется в диапазоне, в зависимости от диаметра изделия D=(1,14÷1.25)⋅Фном., а малая ось d=(0,85÷1.05)⋅Фном., где: D и d - диаметры большой и малой оси овала соответственно, Фном. - номинальный диаметр изделия после обжатия в первой клети, перемещение витого изделия в роликах двух клетей осуществляется вытяжными шкивами машины.
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЖАТИЯ КАНАТОВ | 2008 |
|
RU2371533C1 |
| Способ пластического обжатия витого проволочного изделия | 1987 |
|
SU1434013A1 |
| УСТРОЙСТВО ДЛЯ ОСТЕОСИНТЕЗА ПЕРЕЛОМОВ КОСТЕЙ | 2011 |
|
RU2476180C2 |
| CN 201530945 U, 21.07.2010. | |||

