Область техники, к которой относится изобретение
Изобретение относится к способу изготовления часового компонента, имеющего структуру, изготовленную из первого материала, который представляет собой твердый материал или керамику, причем эта структура в своей толще содержит по меньшей мере одну первичную вставку, образованную вторым материалом, который отличается по внешнему виду от упомянутого первого материала.
Изобретение относится к области часовых компонентов из твердых материалов, в частности из керамики, а также к их изготовлению.
Уровень техники
Декорирование предметов, выполненных из твердых материалов, или даже из очень твердых материалов, таких как керамика, является труднодостижимым и, как правило, ограничивается поверхностным нанесением декоративного элемента с помощью тампопечати, шелкографии или цифровой печати. Что касается часовых компонентов, то малые размеры рассматриваемых компонентов усложняют такие операции.
Кроме того, поверхностное осаждение полимеров не обеспечивает гарантий износостойкости, требуемых в часовой промышленности. Чтобы преодолеть этот дефект, можно создавать глубокую полость внутри компонента, а затем эту полость можно заполнить соответствующим материалом, например цветным полимером или лаком, чтобы получить декоративный элемент, который по существу находится на том же уровне или ниже уровня материала декоративного элемента. Однако такое изготовление обеспечивает чистое заполнение с приемлемым разрешением только при использовании одного типа лака и, таким образом, для одного типа декорирования, в частности одного цвета.
В документе EP 2856903 A1, поданном компанией RADO, описан способ изготовления керамического элемента с инкрустацией для часов, включающий в себя следующие этапы: a) формирование керамического корпуса; b) выполнение путем травления по меньшей мере одного углубления на одной поверхности керамического корпуса, причем каждое по меньшей мере одно углубление образует полость рисунка для декорирования; в) изменение состояния поверхности дна упомянутого по меньшей мере одного углубления для увеличения его поверхностного контакта; d) нанесение посредством термического напыления второго керамического материала на упомянутое по меньшей мере одно углубление, чтобы полностью заполнить упомянутое по меньшей мере одно углубление; е) уплощение упомянутого второго керамического материала таким образом, что упомянутый второй керамический материал остается только в полости упомянутого по меньшей мере одного углубления.
В документе CH 713871 A1, поданном компанией RICHEMONT, описан компонент для часов, имеющий множество графических элементов, причем компонент содержит подложку, на по меньшей мере одну часть которой нанесено покрытие, содержащее множество слоев, включая внешний слой и по меньшей мере один промежуточный слой, сформированный между подложкой и внешним слоем, причем промежуточный слой имеет внешний вид, отличный от внешнего слоя; при этом покрытие имеет по меньшей мере одно первое отверстие, определяющее первый графический элемент, причем первое отверстие имеет первую глубину, обеспечивающую появление промежуточного слоя; и второе отверстие, определяющее второй графический элемент, причем второе отверстие имеет вторую глубину, которая отличается от первой глубины; таким образом, компонент содержит по меньшей мере два графических элемента, которые отличаются по внешнему виду.
Раскрытие сущности изобретения
В изобретении предлагается изготавливать декоративные элементы, в частности, из полимерного материала, эпоксидного лака, акрила или аналогичного материала в полостях, выполненных в виде углубления в твердых материалах, таких как керамика, с множеством цветных областей и/или областей различного внешнего вида. Изобретение направлено на преодоление проблемы множества декоративных элементов посредством обеспечения в первой области, заполненной лаком или подобным материалом, второй или дополнительных областей, которые могут быть в свою очередь заполнены аналогичными материалами, отличающимися, тем не менее, по внешнему виду, по меньшей мере в каждой паре.
В частности, изобретение должно позволять изготавливать декоративный элемент из полимера (эпоксидного лака, акрила, SLN или аналогичного материала) или комбинации металл-полимер в полостях, выполненных в виде углубления в твердых материалах, с множеством цветных областей.
Для достижения этой цели изобретение относится к способу изготовления часового компонента по п. 1 формулы изобретения.
Краткое описание чертежей
Другие признаки и преимущества изобретения будут более понятными после прочтения последующего подробного описания, приведенного со ссылкой на прилагаемые чертежи.
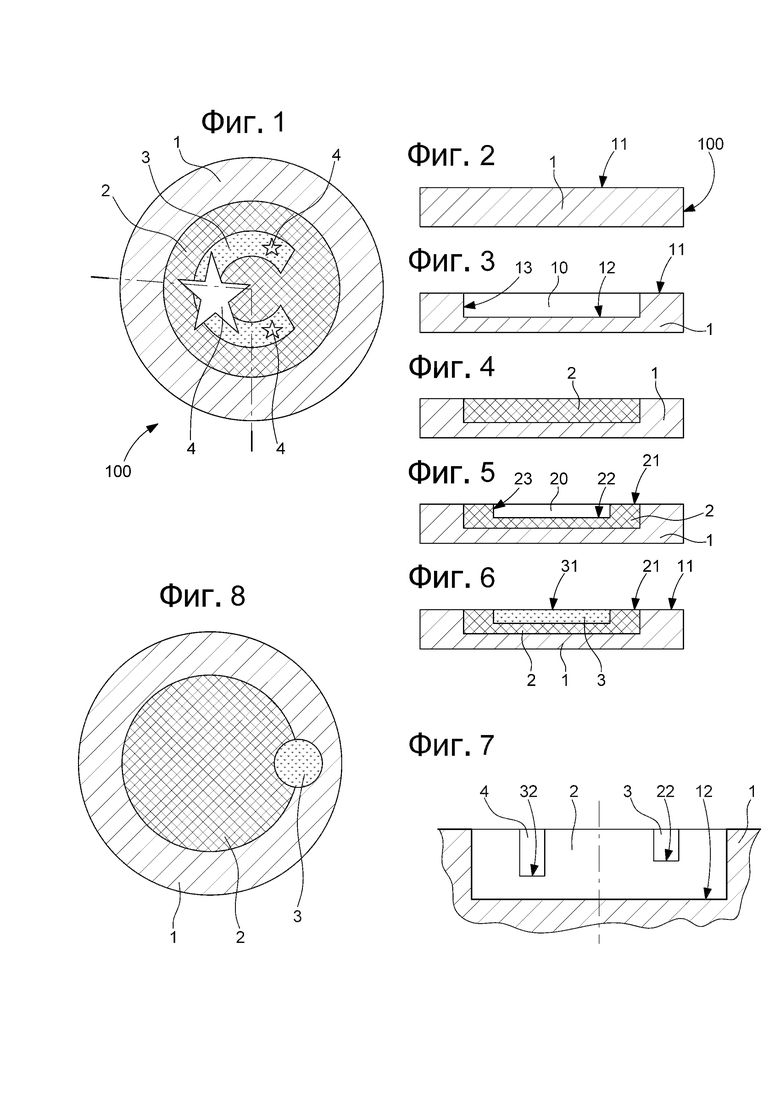
На фиг. 1 схематично показан вид в плане часового компонента, изготовленного в соответствии с настоящим изобретением и содержащего структуру, выполненную из твердого металла или керамики, в которую вставляются вставки с декоративными элементами и/или цветами, отличающиеся от этой структуры; первичная вставка встроена в структуру, вторичная вставка встроена в первичную вставку; две третичные вставки в форме маленьких звездочек встраиваются во вторичную вставку, другая третичная вставка в форме более крупной звезды вставлена и помещена как в первичную вставку, так и во вторичную вставку;
- на фиг. 2-6 - виды в поперечном разрезе, иллюстрирующие последовательные этапы изготовления первичной вставки в форме диска, сформированного в первом углублении, выполненном с помощью механической обработки в этой структуре, затем вторичной вставки в форме дуги, сформированной во втором углублении, выполненном в этой первичной вставке;
- на фиг. 7 - вид в разрезе часового компонента, показанного на фиг. 1, вдоль плоскости, обозначенной на фиг. 1 и проходящей через различные вставки;
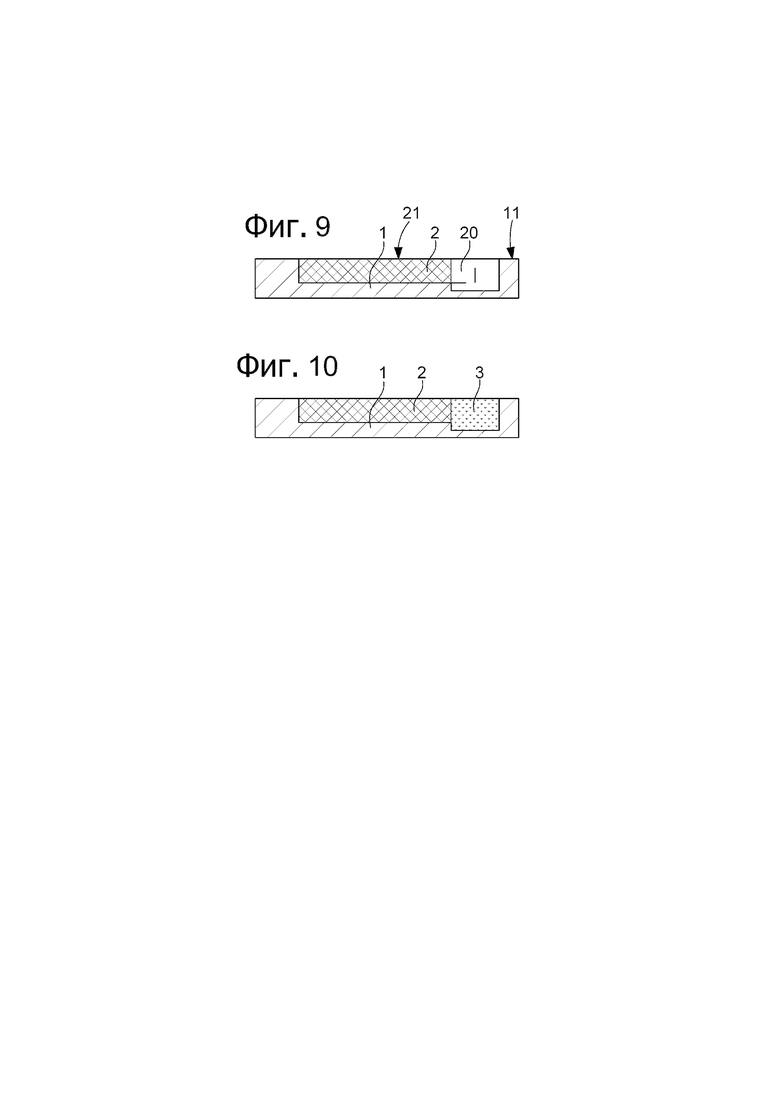
- на фиг. 8 - аналогично фиг. 1, другой пример компонента, изготовленного в соответствии с изобретением, с вторичной вставкой, вставленной и помещенной между структурой и первичной вставкой таким же образом, как и третичная вставка в форме более крупной звезды, показанная на фиг. 1, которая вставлена и помещена как в первичную вставку, так и во вторичную вставку, а на фиг. 9 и 10, аналогично фиг. 2-6, показана механическая обработка углубления, выполненного как в структуре, так и в первичной вставке, чтобы сформировать в ней эту вторичную вставку;
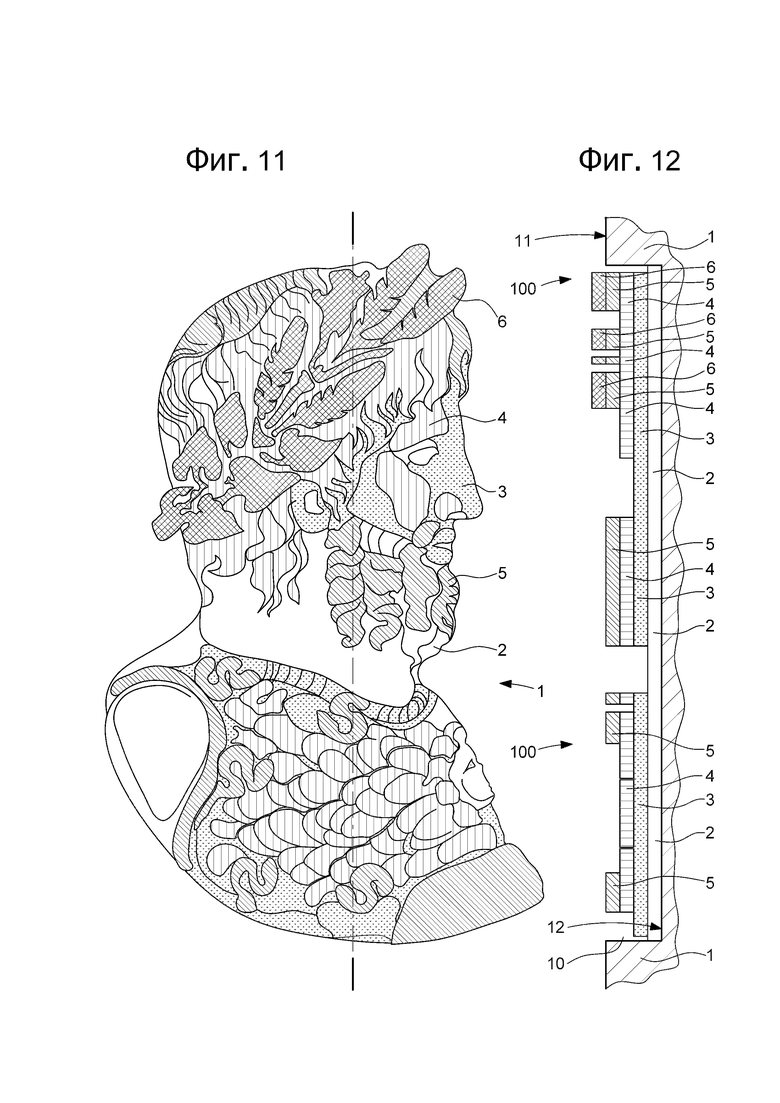
- фиг. 11 и 12 - вид сверху и вид в разрезе соответственно, иллюстрирующие изготовление элемента декорирования типа камеи, выгравированного в низком рельефе в структуре, которая была выполнена в виде углубления и заполнена вставками, либо выполненными внутри друг друга в последовательных полостях, которые больше не видны на фиг. 12, на которых элементы декорирования в общем подвергались контурной обрезке, либо по меньшей мере частично наложенных друг на друга в полости структуры или первичной вставки в настоящем случае; гравировка, выполненная на разных глубинах, выявляет элементы декорирования, характерные для каждого слоя, таким же образом, как камея из натуральной раковины; в этом примере весь слой удаляется, чтобы был виден следующий слой по всей его толщине;
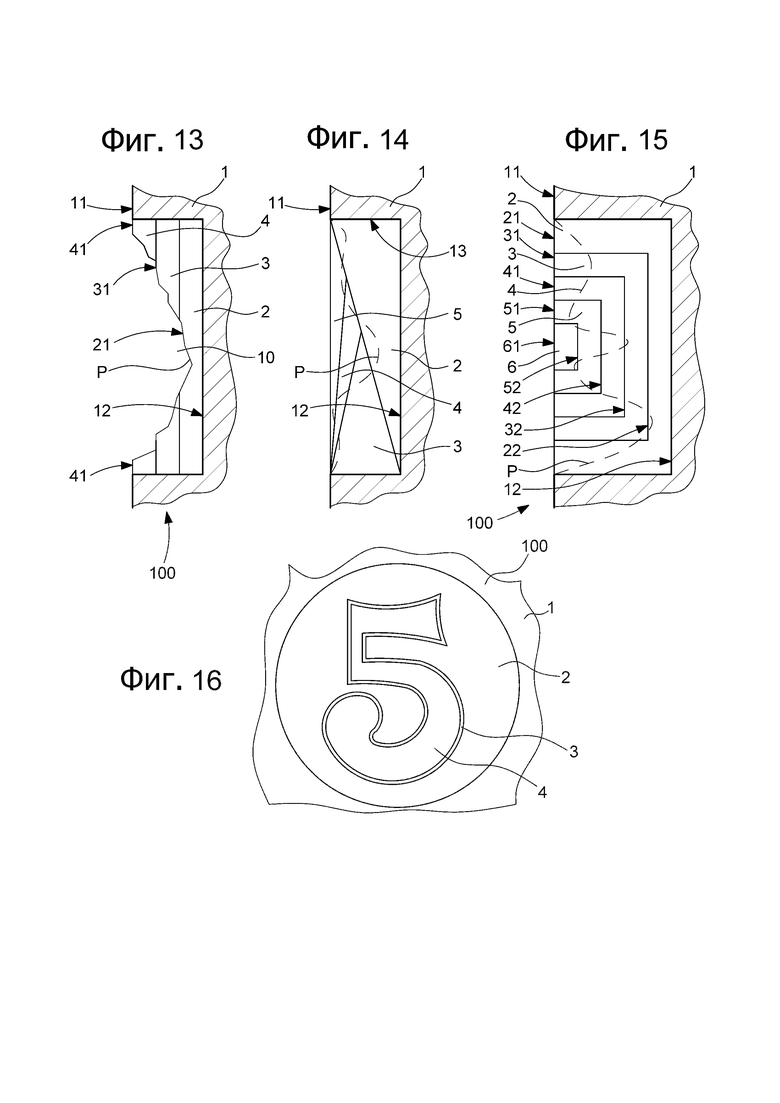
- на фиг. 13 - аналогично фиг. 12, альтернативный вариант осуществления изобретения с по существу параллельными вставками, наложенными в одной и той же полости и подвергшимся гравировке трехмерным способом, в соответствии с криволинейным профилем, сочетающим в себе как раскрытие частного элемента декорирования для каждого слоя, так и объем, профилированный в окружности;
- на фиг. 14 - аналогично фиг. 13, альтернативный вариант осуществления изобретения со вставками непостоянной толщины, в котором будет выгравирован трехмерный профиль, показанный в виде пунктирной линии;
- на фиг. 15 - аналогично фиг. 13, альтернативный вариант осуществления изобретения со вставками, переплетенными друг с другом, в которых будет выгравирован трехмерный профиль, показанный в виде пунктирной линии;
- на фиг. 16 - вид спереди отображающего компонента, изготовленного в соответствии с изобретением, с очень тонким краем из числа элементов, которые трудно изготовить с использованием других способов;
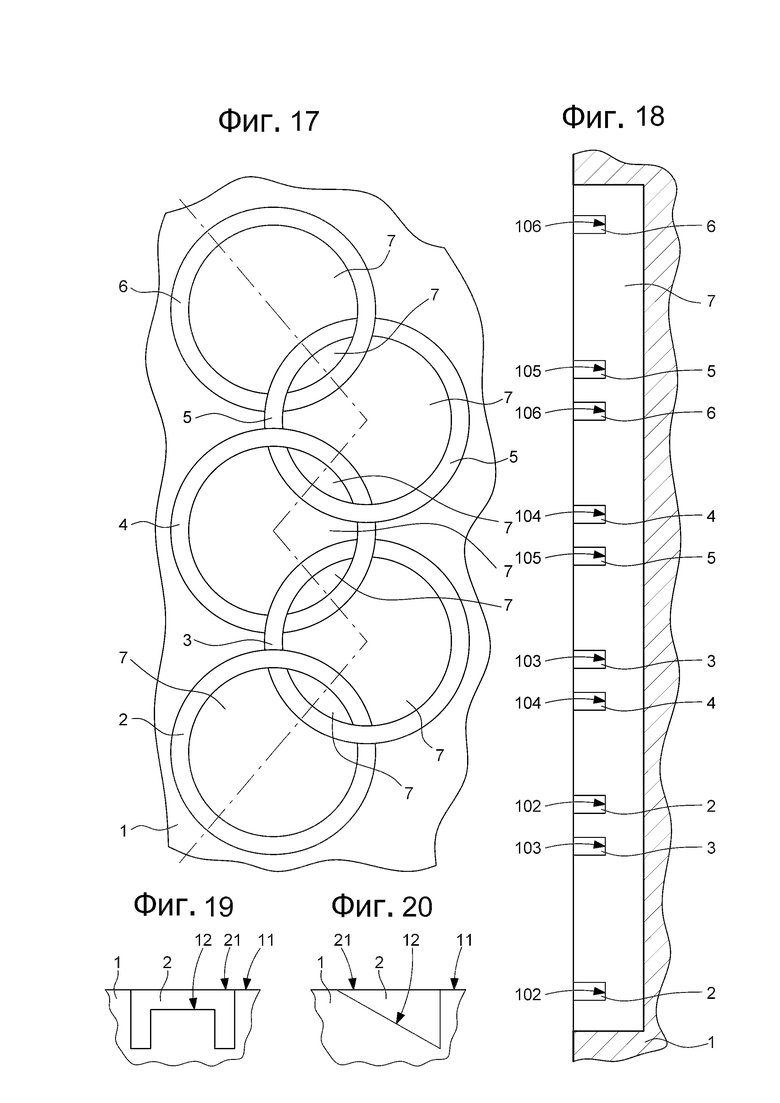
- на фиг. 17 - аналогично фиг. 1, компонент, декорированный олимпийскими символами, каждый из которых имеет официальный цвет и частично переплетается друг с другом, при этом все они встроены в структуру, а на фиг. 18 показан разрез данного изделия;
- на фиг. 19 - аналогично фиг. 13, один пример первичной вставки, которая является более толстой на своей периферии, чем в центральной области, чтобы гарантировать очень высокую механическую прочность;
- на фиг. 20 - аналогично фиг. 13, один пример первичной вставки переменной толщины;
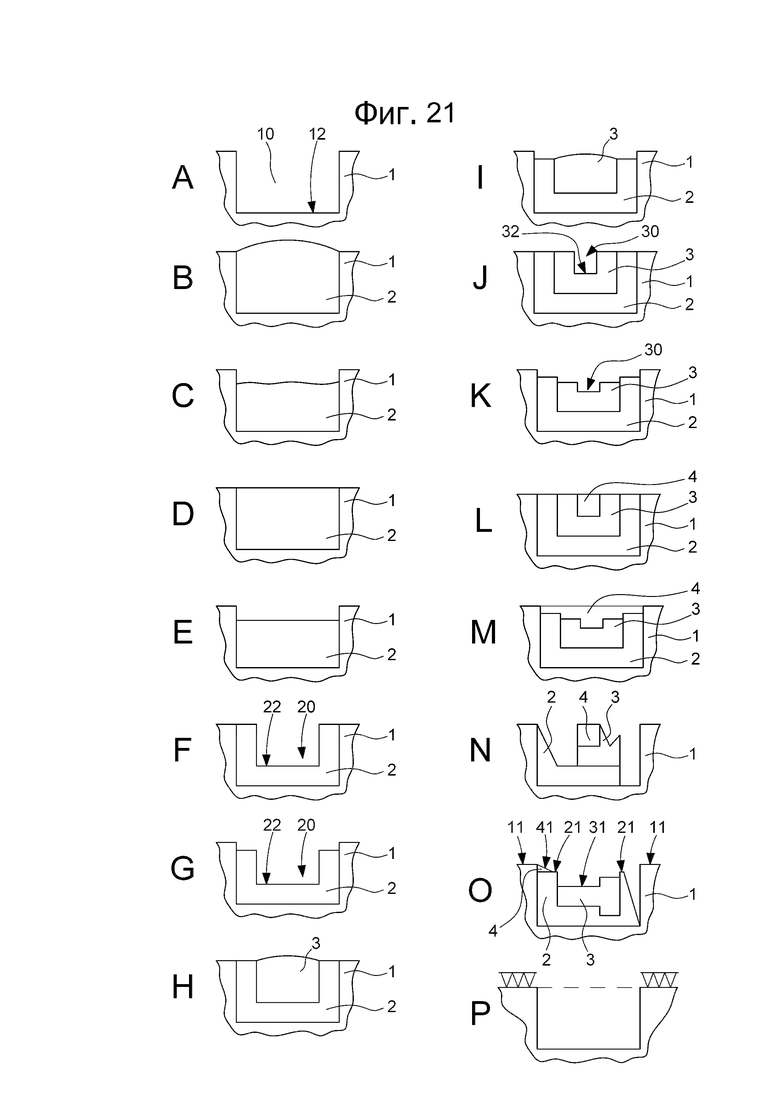
- на фиг. 21 - аналогично фиг. 13, различные альтернативные варианты осуществления изобретения, показывающие разные относительные уровни между верхними поверхностями разных вставок: отодвинутые назад, выровненные, выступающие; изображения L, M и P показывают готовые компоненты со сплошной видимой поверхностью или поверхностью, которая была выпрямлена или отполирована в случае изображения P, изображения C, E, G, I, J, K, N, и O показывают поверхности вставки, которые отодвинуты назад от поверхности структуры, а изображения B и H показывают вставку, которая выступает из поверхности структуры.
Осуществление изобретения
Изобретение относится к изготовлению часового компонента 100. Этот компонент 100 содержит структуру 1, выполненную из первого материала, который представляет собой твердый материал или керамику. Эта структура 1 содержит в своей толще по меньшей мере одну первичную вставку 2, выполненную из второго материала, внешний вид которого отличается от первого материала. Этот второй материал может быть того же типа, что и первый материал, или может отличаться от первого материала.
Предпочтительно, чтобы по меньшей мере одна такая первичная вставка 2 содержала в своей толще по меньшей мере одну вторичную вставку 3, выполненную из третьего материала, который отличается по внешнему виду от первого материала и/или от второго материала. Опять же, этот третий материал может быть того же типа, что и первый или второй материал, или может отличаться от первого или второго материала.
В частности, структура 1 содержит по меньшей мере одну третичную вставку 4, которая вставлена в первый материал, и/или во второй материал, и/или в третий материал и которая выполнена из четвертого материала, отличающегося по внешнему виду от первого материала, и/или от второго материала, и/или от третьего материала.
В частности, структура 1 содержит множество простых вставок, по меньшей мере частично вставленных друг в друга и выполненных из материалов, имеющих разный внешний вид для каждой пары вставок.
В одном частном варианте осуществления изобретения по меньшей мере одна простая вставка вставлена и помещена либо как в структуру 1, так и в по меньшей мере одну другую простую вставку, либо во все по меньшей мере две другие простые вставки.
Следует принимать во внимание, что изобретение позволяет изготавливать все типы декорирования, в частности, но не ограничиваясь этим, вложенную структуру со вставками, включенными друг друга, такими как показанные на фиг. 6 и 15, или структуру, содержащую перекрывающиеся декоративные области, например элемент декорирования в виде олимпийских символов, показанный на фиг. 17 и 18, содержащий пять кольцевых вставок 2, 3, 4, 5, 6, каждая из которых имеет свой цвет и которые вставлены в первичную вставку 7, которая образует фон и которая сама вставлена в структуру 1, или тому подобное.
На фиг. 19 показан пример первичной вставки 2, которая является более толстой на своей периферии, чем в центральной области, чтобы гарантировать очень высокую механическую прочность.
В частном случае видимые поверхности вставок, содержащихся в компоненте 100, образуют низкий рельеф, такой как показан, например, на фиг. 11 и 12, на которых показана гравировка типа камея с последовательными слоями разного внешнего вида, раскрываемыми с помощью гравировки, например при гравировке раковины; край последовательных вставок, вставленных друг в друга, здесь не показан, все изображение камеи относительно задней структуры 1 ограничивает периферийная канавка. Эти последовательные слои могут состоять из вставок, вставленных друг в друга, и/или вставок, просто наложенных одна на другую. Такое декорирование особенно хорошо подходит для циферблата, или задней крышки, или аналогичного элемента. На фиг. 12 показана простая гравировка камеи с параллельными уровнями, но, конечно, можно выполнять гравировку вдоль криволинейных поверхностей в соответствии с криволинейным профилем P, как показано на фиг. 13, 14 или 15. Заполнение последовательных полостей не обязательно параллельно лицевым поверхностям или донной поверхности этих полостей. На фиг. 14 и 20 показаны примеры, в которых заполнение осуществляется с переменной толщиной.
В одном частном альтернативном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, отодвинута назад относительно локального уровня видимой поверхности 11 структуры 1; точнее, каждая из видимых поверхностей вставок, содержащихся в компоненте 100, отодвинута назад относительно локального уровня видимой поверхности 11 структуры 1.
В другом частном альтернативном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, находится на одном уровне с локальным уровнем видимой поверхности 11 структуры 1; точнее, видимые поверхности вставок, содержащихся в компоненте 100, находятся на одном уровне с уровнем видимой поверхности 11 структуры 1.
В еще одном частном альтернативном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, выступает относительно локального уровня видимой поверхности 11 структуры 1; точнее, каждая из видимых поверхностей вставок, содержащихся в компоненте 100, выступает относительно локального уровня видимой поверхности 11 структуры 1.
Такой компонент 100, содержащий по меньшей мере одну поверхностную вставку, имеющую рельеф, выступающий из видимой поверхности 11 структуры 1, предпочтительно представляет собой отображающий элемент и/или тактильный элемент для тактильной идентификации пользователем и/или для легкого захвата пользователем, например, в случае ободка, заводной головки, нажимной кнопки, замка, застежки и т. д.
В одном частном варианте осуществления изобретения второй материал представляет собой твердый материал или керамику. В таком случае создание отверстия в этом втором материале предпочтительно осуществляется с помощью лазерного средства.
В одном частном варианте осуществления изобретения материал по меньшей мере одной вставки, содержащейся в компоненте 100, представляет собой полимер, или эпоксидную смолу, или акрилатную смолу, или смолу с наполнителем из оксида алюминия, или смолу с наполнителем из диоксида циркония. Точнее, материал каждой вставки, содержащейся в компоненте 100, представляет собой полимер, или эпоксидную смолу, или акрилатную смолу, или смолу с наполнителем из оксида алюминия, или смолу с наполнителем из диоксида циркония.
В одном частном варианте осуществления изобретения материал по меньшей мере одной вставки, содержащейся в компоненте 100, представляет собой эмаль. Точнее, материал каждой вставки, содержащейся в компоненте 100, представляет собой эмаль.
В одном частном варианте осуществления изобретения компонент 100 содержит по меньшей мере одну вставку, выполненную из прозрачного или полупрозрачного материала.
В одном частном варианте осуществления изобретения компонент 100 содержит по меньшей мере одну поверхностную вставку, покрывающую по меньшей мере одну другую вставку, в частности все другие вставки, этого компонента 100, причем эта поверхностная вставка выполнена из прозрачного или полупрозрачного материала.
В одном частном варианте осуществления изобретения видимая поверхность компонента 100 образована видимой поверхностью 11 структуры 1 и видимой поверхностью каждой поверхностной вставки, выполненной из прозрачного или полупрозрачного материала, который находится на одном уровне с уровнем видимой поверхности 11 структуры 1.
В одном частном варианте осуществления изобретения компонент 100 содержит по меньшей мере одну светоотражающую вставку.
В одном частном варианте осуществления изобретения компонент 100 содержит по меньшей мере одну флуоресцентную или фосфоресцентную вставку.
Само собой разумеется, что в одном и том же компоненте 100 могут быть объединены различные типы перечисленных выше вставок.
Следует принимать во внимание, что, хотя компонент 100 предпочтительно является внешним компонентом, он также может составлять структурный компонент часового механизма или дополнительного механизма, такой как платина, мост, колеблющийся груз, баланс, инерционный груз, каретка турбийона или карусели или любой другой функциональный, а не просто декоративный компонент.
В одном частном варианте осуществления изобретения компонент 100 представляет собой ободок часов, или корпус часов, или заднюю часть часов, или заводную головку часов, или нажимную кнопку часов, или часовое стекло, или элемент браслета часов, или застежку браслета часов, или рожок часов.
Например, компонент 100 может представлять собой ободок часов, выполненный из темной керамики, например черного цвета, с красным лаком в одном квадранте, а также различными индексами и отображающими элементами в белом лаке.
Изобретение относится к способу изготовления гетерогенного часового компонента 100, согласно которому получается структура 1, изготовленная из первого материала, который представляет собой твердый материал или керамику, или изготавливается такая структура 1. Либо эта структура 1 уже содержит по меньшей мере одну первичную полость 10, либо по меньшей мере одна первичная полость 10 выполнена в этой структуре 1, в частности, с помощью лазерной обработки или подобного способа, однако возможные варианты этим не ограничиваются.
По меньшей мере одна такая первичная полость 10 затем полностью или частично заполняется вторым материалом, который по внешнему виду отличается от первого материала, чтобы изготовить первичную вставку 2.
Согласно изобретению, изготавливается по меньшей мере одна вторичная полость 20 по меньшей мере в толще второго материала первичной вставки 2, причем вторичная полость 20 полностью или частично заполняется третьим материалом, внешний вид которого отличается от первого материала и/или от второго материала, чтобы изготовить вторичную вставку 3.
В частности, в толще первого материала, и/или второго материала, и/или третьего материала выполняют по меньшей мере одну третичную полость 30, которая полностью или частично заполняется четвертым материалом, внешний вид которого отличается от первого материала, и/или от второго материала, и/или от третьего материала, чтобы изготовить третичную вставку 4.
В частности, в структуре 1 и в по меньшей мере части уже изготовленных вставок изготавливают множество простых камер, при этом простые камеры заполняются материалами, внешний вид каждого из которых отличается от внешнего вида примыкающих поверхностей структуры 1 или вставок, чтобы сформировать множество простых вставок, по меньшей мере частично вставленных друг в друга и заполненных материалами, имеющими разные внешние виды для каждой пары вставок.
В одном частном варианте осуществления изобретения по меньшей мере одна камера выполнена и расположена как в структуре 1, так и в по меньшей мере в одной уже изготовленной вставке или во всех по меньшей мере двух других уже изготовленных вставках.
В одном частном варианте осуществления изобретения видимые поверхности вставок, изготовленных в компоненте 100, были подвергнуты гравировке таким образом, чтобы образовывать низкий рельеф. В частности, последовательные слои вставок различного внешнего вида или различных цветов, наносятся и в конечном итоге подвергаются гравировке на разных глубинах, чтобы выявить окончательный рисунок.
В частности, следует принимать во внимание, что в каждой из вставок может быть выполнено углубление, чтобы она могла принимать в себя другую вставку, но в некоторых конфигурациях они также могут накладываться друг на друга в одном и том же углублении в структуре или в другой вставке.
В одном частном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, которая отодвинута назад относительно локального уровня видимой поверхности 11 структуры 1, подвергается механической обработке; точнее, подвергаются механической обработке видимые поверхности вставок, содержащихся в компоненте 100, каждая из которых отодвинута назад относительно локального уровня видимой поверхности 11 структуры 1.
В одном частном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, которая находится на одном уровне с локальным уровнем видимой поверхности 11 структуры 1, подвергается механической обработке; точнее, видимые поверхности вставок, содержащихся в компоненте 100, которые находятся на одном уровне с уровнем видимой поверхности 11 структуры 1, подвергаются механической обработке.
В еще одном частном варианте осуществления изобретения видимая поверхность по меньшей мере одной вставки, содержащейся в компоненте 100, которая выступает относительно локального уровня видимой поверхности 11 структуры 1, подвергается механической обработке; точнее, видимые поверхности вставок, содержащихся в компоненте 100, каждая из которых выступает относительно локального уровня видимой поверхности 11 структуры 1, подвергаются механической обработке.
В одном частном варианте осуществления изобретения второй материал выбирают из твердого материала или керамики.
В одном частном варианте осуществления изобретения материал по меньшей мере одной вставки выбирают из полимера, или эпоксидной смолы, или акрилатной смолы, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония. В частности, материал каждой вставки, изготовленной в компоненте 100, выбирается из полимера, или эпоксидной смолы, или акрилатной смолы, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония.
В одном частном варианте осуществления изобретения эмаль выбирается таким образом, чтобы формировать материал по меньшей мере одной вставки, выполненной в компоненте 100. В частности, эмаль выбирается для формирования материала каждой вставки, выполненной в компоненте 100.
В одном частном варианте осуществления изобретения прозрачный или полупрозрачный материал выбирается для по меньшей мере одной поверхностной вставки, видимой для пользователя и закрывающей по меньшей мере одну другую вставку, в частности все другие вставки, компонента 100.
В одном частном варианте осуществления изобретения для по меньшей мере одной вставки выбирается светоотражающий материал.
В одном частном варианте осуществления изобретения для по меньшей мере одной вставки выбирается флуоресцентный или фосфоресцентный материал.
В одном частном варианте осуществления изобретения по меньшей мере окончательная отделка каждой полости выполняется с помощью пикосекундного лазера, и/или фемтосекундного лазера, и/или аттосекундного лазера. В частности, вся полость изготавливается с помощью пикосекундного лазера, и/или фемтосекундного лазера, и/или аттосекундного лазера.
В другом варианте осуществления изобретения, когда материал вставки позволяет, полость обрабатывается обычной механической обработкой с помощью инструмента и/или шлифовального круга или электроискровой обработкой и т.д.
В частности, по меньшей мере одну первичную полость 10 выполняют при изготовлении структуры 1, при этом дно этой первичной полости 10 остается шероховатым перед заполнением вторым материалом.
В частности, только периферия этой первичной полости 10, донная часть которой остается шероховатой, подвергается механической или лазерной обработке перед заполнением вторым материалом.
В частности, видимая пользователю сторона каждой видимой поверхности каждой изготовленной вставки подвергается поверхностной механической обработке.
Одна частная последовательность состоит из последовательного выполнения следующих этапов:
1. Изготовление керамического ободка с помощью традиционного способа (прессование керамического порошка, спекание, механическая обработка, полировка).
2. Выполнение полостей, обычно с помощью фемтосекундного и/или пикосекундного лазера.
3. Заполнение полостей полимером типа акрилатной или эпоксидной смолы, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония первого цвета.
4. Полимеризация полимера.
5. Необязательно, выравнивание посредством механической обработки и полировки.
6. Выполнение полостей в полимере с помощью фемтосекундного и/или пикосекундного лазера.
7. Заполнение новых полостей полимером типа акрилатной или эпоксидной смолы, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония второго цвета.
8. Полимеризация полимера.
9. Необязательно, выравнивание по уровню посредством механической обработки и полировки.
10. Необязательно, операция повторяется, чтобы добавить дополнительные цвета.
Другая последовательность состоит из выполнения следующих этапов:
1. Изготовление керамического ободка с помощью традиционного способа (прессование керамического порошка, спекание, механическая обработка, полировка).
2. Выполнение полостей с помощью лазера (пикосекундного и/или фемтосекундного лазера).
3. Заполнение полостей полимером типа акрилатной или эпоксидной смолы, или SLN, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония первого цвета.
4. Полимеризация полимера.
5. Или заполнение полостей аморфным металлом (технология «жидкий металл») или электроформованным золотом (технология «Ceragold»).
6. Или нанесение слоя PVD (конденсация из паровой фазы, например, нитрида хрома).
7. Необязательно, выравнивание по уровню посредством механической обработки и полировки.
8. Выполнение полостей в первом полимере, или аморфном металле, или золоте, или PVD-слое + подложка с помощью лазера (пикосекундного и/или фемтосекундного лазера).
9. Заполнение новых полостей вторым полимером типа акрилатной или эпоксидной смолы, или SLN, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония второго цвета.
10. Полимеризация второго полимера.
11. Необязательно, выравнивание посредством механической обработки и полировки.
12. Необязательно, последовательность действий с этапа 8 повторяется, чтобы добавить дополнительные цвета.
На фиг. 1 показан компонент 100, изготовленный в соответствии с изобретением, со структурой 1, выполненной из диоксида циркония, первичной вставкой 2, выполненной из первого полимера, вторичной вставкой 3, выполненной из второго полимера, и тремя третичными вставками 4, выполненными из третьего полимера. На фиг. 2-6 показано изготовление первичной вставки и вторичной вставки:
- фиг. 2: грубая механическая обработка структуры 1, например, керамическим спеканием;
- фиг. 3: выполнение с помощью лазера первой полости 10, имеющей дно 12 и периферийную поверхность 13;
- фиг. 4: заполнение первой полости 10 первым полимером и полимеризация;
- фиг. 5: выполнение с помощью лазера или механической обработки второй полости 20 в первичной вставке 2, сформированной в результате полимеризации первого полимера и содержащей видимую поверхность 21, причем эта вторая полость 20 имеет донную поверхность 22 и периферический контур 23;
- фиг. 6: заполнение второй полости 20 вторым полимером и его полимеризация для формирования вторичной вставки 3, которая содержит видимую поверхность 31.
Третичные вставки 4, изготовленные аналогичным образом, выполнены в углублениях 40, имеющих донные поверхности 42, и содержат по меньшей мере одну видимую поверхность 41.
На фиг. 15 показаны другие последовательные вставки:
- 5 в нижнем углублении 52 с видимой поверхностью 51 и
- 6 в нижнем углублении 62 с видимой поверхностью 61.
На фиг. 8 показан компонент с вторичной вставкой 3, помещенной, с одной стороны, в структуру 1 и, с другой стороны, в первичную вставку 2. После изготовления первичной вставки 2, как показано на фиг. 1-4, на фиг. 9 показано выполнение второй полости 20 с помощью лазера или посредством механической обработки, как в первичной вставке 2, так и в структуре 1. На фиг. 10, аналогично фиг. 6, показано заполнение второй полости 20 вторым полимером, а также его полимеризация для формирования вторичной вставки 3.
На фиг. 21 показаны различные альтернативные варианты осуществления изобретения для основных операций, описанных выше, иллюстрирующие различные относительные уровни между верхними поверхностями различных вставок. Хотя изображения L, M и P показывают готовые компоненты с непрерывной видимой поверхностью или поверхностью, которая была выпрямлена или отполирована в случае изображения P, изображения I, J, K, N и O показывают поверхности вставки, которые отодвинуты назад от поверхности структуры 1, а изображение H показывает вставку, которая выступает из поверхности структуры 1.
Изобретение также относится к часам или к браслету для часов, содержащим по меньшей мере один компонент 100, изготовленный в соответствии с этим способом.
В общем, изобретение позволяет изготавливать компонент с множеством декоративных элементов и/или множеством цветов с потенциально сложной графикой, высокой точностью и превосходной гарантией устойчивости к износу. Изобретение совместимо со всеми типами декорирования, с плоскими участками, градациями цвета, включениями, выступающими рельефами и/или углублениями. Изобретение также в некоторых случаях предотвращает необходимость в закрепленных элементах отображения, таких как указатели и аппликации, которые теперь могут быть непосредственно интегрированы в общее декорирование циферблата, ободка, корпуса и т.д.
В частности, изобретение позволяет изготавливать элементы декорирования на значительной глубине с множеством цветов. Этот способ обеспечивает высокую точность позиционирования цветов и очень высокую четкость краев, как показано на фиг. 16.
Способ изготовления внешнего часового элемента (100), представляющего собой гетерогенный компонент, согласно которому в структуре (1) выполняется первичная полость (10), причем только периферия этой упомянутой первичной полости (10) подвергается повторной механической обработке или обрабатывается лазером, при этом первичная полость (10) заполняется вторым материалом, который по внешнему виду отличается от первого материала, чтобы изготовить первичную вставку (2), при этом дно этой упомянутой первичной полости (10) остается шероховатым перед заполнением упомянутым вторым материалом, причем в толще этой первичной вставки (2) изготавливается вторичная полость (20), которая заполняется третьим материалом, отличающимся по внешнему виду от первого материала и/или от второго материала, для изготовления вторичной вставки (3). 16 з.п. ф-лы, 21 ил.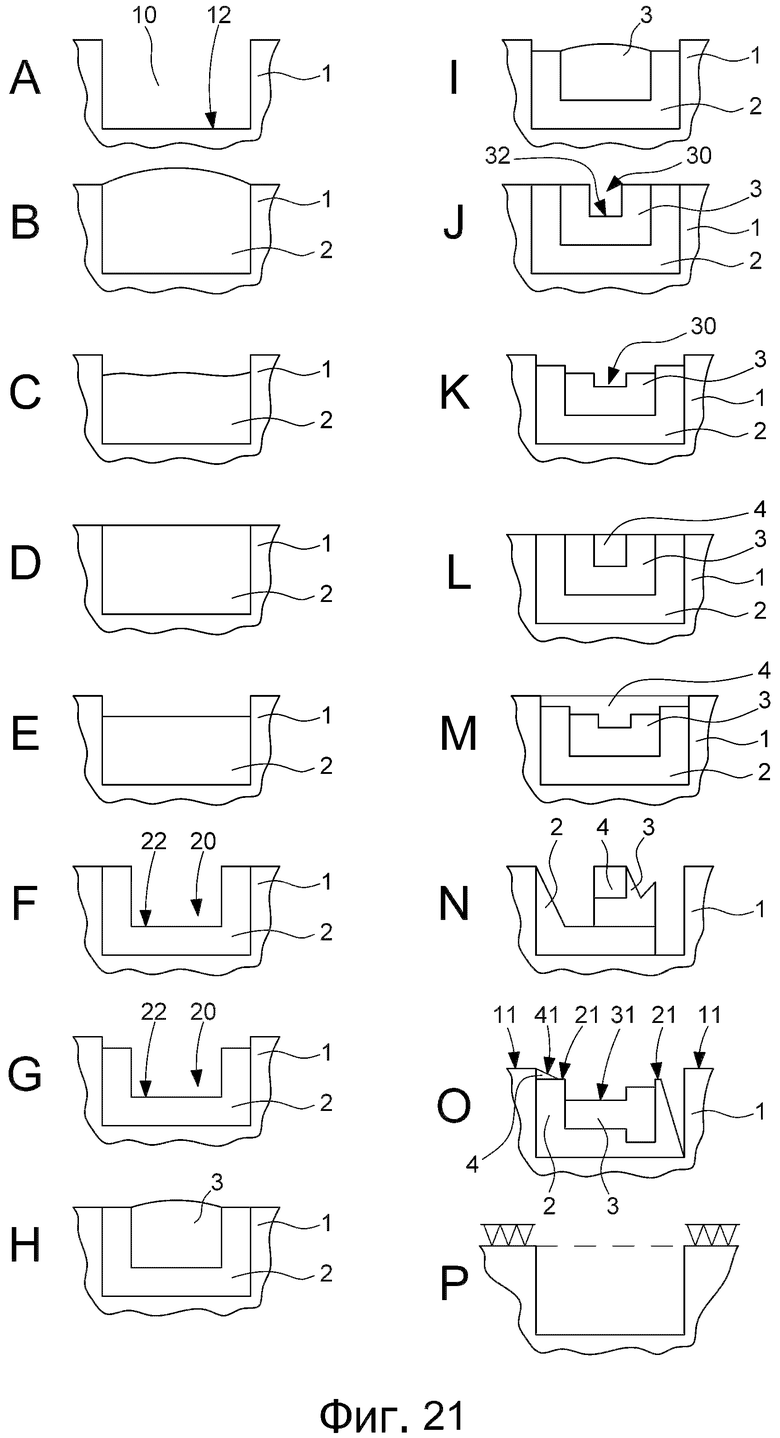
1. Способ изготовления гетерогенного часового компонента (100), согласно которому берут структуру (1), выполненную из первого материала, который является твердым материалом или керамикой, или изготавливают такую структуру (1), при этом указанная структура (1) содержит по меньшей мере одну первичную полость (10), или в этой структуре (1) выполняют по меньшей мере одну первичную полость (10), затем упомянутую по меньшей мере одну первичную полость (10) полностью или частично заполняют вторым материалом, который отличается по внешнему виду от упомянутого первого материала, для изготовления первичной вставки (2), отличающийся тем, что по меньшей мере в толще упомянутого второго материала упомянутой первичной вставки (2) выполняют по меньшей мере одну вторичную полость (20), которую полностью или частично заполняют третьим материалом, который отличается по внешнему виду от упомянутого первого материала и/или от упомянутого второго материала, для изготовления вторичной вставки (3), при этом по меньшей мере одну упомянутую первичную полость (10) выполняют в процессе производства упомянутой структуры (1), причем только периферию упомянутой первичной полости (10) подвергают повторной механической обработке или лазерной обработке, а дно этой упомянутой первичной полости (10) остается шероховатым до заполнения упомянутым вторым материалом.
2. Способ по п. 1, отличающийся тем, что по меньшей мере одну третичную полость (30) выполняют в толще упомянутого первого материала, и/или упомянутого второго материала, и/или упомянутого третьего материала, причем третичную полость (30) полностью или частично заполняют четвертым материалом, который отличается по внешнему виду от упомянутого первого материала, и/или от упомянутого второго материала, и/или от упомянутого третьего материала, чтобы изготовить третичную вставку (4).
3. Способ по п. 1, отличающийся тем, что в упомянутой структуре (1) и в по меньшей мере части уже изготовленных вставок выполняют множество простых камер, при этом упомянутые простые камеры заполняют материалами, внешний вид каждого из которых отличается от внешнего вида примыкающих поверхностей упомянутой структуры (1) или упомянутых вставок, чтобы образовать множество простых вставок, по меньшей мере частично вставленных одна в другую и заполненных материалами, имеющими различный внешний вид для каждой пары.
4. Способ по п. 2, отличающийся тем, что в упомянутой структуре (1) и в по меньшей мере части уже изготовленных вставок выполняют множество простых камер, при этом упомянутые простые камеры заполняют материалами, внешний вид каждого из которых отличается от внешнего вида примыкающих поверхностей упомянутой структуры (1) или упомянутых вставок, чтобы образовать множество простых вставок, по меньшей мере частично вставленных одна в другую и заполненных материалами, имеющими различный внешний вид для каждой пары.
5. Способ по п. 3, отличающийся тем, что по меньшей мере одну камеру выполняют и располагают либо как в упомянутой структуре (1), так и в по меньшей мере одной уже изготовленной вставке, либо во всех по меньшей мере двух других уже изготовленных вставках.
6. Способ по п. 4, отличающийся тем, что по меньшей мере одну камеру выполняют и располагают либо как в упомянутой структуре (1), так и в по меньшей мере одной уже изготовленной вставке, либо во всех по меньшей мере двух других уже изготовленных вставках.
7. Способ по п. 1, отличающийся тем, что видимые поверхности упомянутых вставок, изготовленных в упомянутом компоненте (100), подвергаются гравировке, чтобы сформировать низкий рельеф.
8. Способ по п. 1, отличающийся тем, что упомянутый второй материал выбирают из твердого материала или керамики.
9. Способ по п. 1, отличающийся тем, что материал по меньшей мере одной из упомянутых вставок выбирают из полимера, или эпоксидной смолы, или акрилатной смолы, или смолы с наполнителем из оксида алюминия, или смолы с наполнителем из диоксида циркония.
10. Способ по п. 1, отличающийся тем, что для формирования материала по меньшей мере одной упомянутой вставки, выполненной в упомянутом компоненте (100), выбирают эмаль.
11. Способ по п. 1, отличающийся тем, что для по меньшей мере одной поверхностной вставки, видимой для пользователя и покрывающей по меньшей мере одну другую вставку упомянутого компонента (100), выбирают прозрачный или полупрозрачный материал.
12. Способ по п. 1, отличающийся тем, что для по меньшей мере одной из упомянутых вставок выбирают светоотражающий материал или флуоресцентный или фосфоресцентный материал.
13. Способ по п. 1, отличающийся тем, что изготавливают по меньшей мере одну поверхностную вставку, имеющую рельеф, выступающий из видимой поверхности (11) упомянутой структуры (1), при этом она составляет элемент отображения, и/или тактильный элемент для захвата, и/или элемент тактильной идентификации пользователем.
14. Способ по п. 1, отличающийся тем, что по меньшей мере окончательную отделку каждой упомянутой полости выполняют с помощью фемтосекундного лазера, и/или пикосекундного лазера, и/или аттосекундного лазера.
15. Способ по п. 1, отличающийся тем, что изготавливают упомянутую структуру (1), содержащую в своей толще по меньшей мере одну упомянутую первичную вставку (2), при этом по меньшей мере одна упомянутая первичная вставка (2) содержит в своей толще по меньшей мере одну упомянутую вторичную вставку (3).
16. Способ по п. 1, отличающийся тем, что упомянутый компонент (100) является ободком часов, или корпусом часов, или задней частью часов, или заводной головкой часов, или нажимной кнопкой часов, или часовым стеклом, или элементом браслета часов, или застежкой браслета часов, или рожком часов.
17. Способ по п. 1, отличающийся тем, что для по меньшей мере одной поверхностной вставки, видимой для пользователя и покрывающей по меньшей мере одну другую вставку упомянутого компонента (100), выбирают прозрачный или полупрозрачный материал, при этом указанную по меньшей мере одну поверхностную вставку изготавливают так, что она имеет рельеф, выступающий из видимой поверхности (11) упомянутой структуры (1), и составляет элемент отображения, и/или тактильный элемент для захвата, и/или элемент тактильной идентификации пользователем.
| EP 2856903, 08.04.2015 | |||
| Способ термоактивации двунитевых полирибонуклеотидных комплексов | 1978 |
|
SU713871A1 |
| CH 710494 A2, 15.06.2016 | |||
| ПЕЧАТНАЯ ПЛАТА С ПОДКЛЮЧЕНИЕМ ЭКРАНИРОВАННОГО УСТРОЙСТВА | 2006 |
|
RU2380864C2 |
| Насос-разогреватель для вязких и легкотвердеющих материалов | 1987 |
|
SU1548524A1 |
| EP 3339980 A1, 27.06.2018 | |||
| Релейный стабилизатор напряжения постоянного тока | 1977 |
|
SU705433A1 |

