Изобретение относится к устройству и способу гибки стеклянных листов, в частности, малой толщины, в частности, толщиной меньше или равной 1,3 мм и даже толщиной меньше или равной 1 мм.
Многослойные оконные стекла, в которых один из стеклянных листов тоньше других, в частности, имеет толщину меньше или равную 1,3 мм, были предметом многих работ в последние годы. Преимуществом тонкого листа является, в частности, его легкость и возможность формования при низкой температуре, причем его включение в многослойное остекление приводит к остеклению высокого качества. Действительно, когда тонкое стекло введено в многослойное остекление, минимизируются эффекты образования пузырей воздуха по периферии или расслаивания на границе раздела стекло/PVB. Этот положительный эффект тем значительнее, чем меньше толщина используемого стекла.
Гибочное устройство должно регулироваться особым образом в зависимости от толщины листов, поэтому гнуть в одном производственном цикле листы разной толщины сложно. Поэтому для многослойного остекления, содержащего листы разной толщины, каждый лист предпочтительно гнут по отдельности (в отличие от гибки пакета листов) в отдельном производственном цикле с листами заданной толщины.
Известны разные способы гибки стекла, такие как гравитационная гибка на раме или гибка прессованием. Было обнаружено, что гравитационная гибка тонкого стекла на раме приводит к образованию волнистости на периферии листа. Гибка прессованием также может привести к образованию складок на периферии. Явлением, ответственным за образование складок на периферии листа, является нестабильность, аналогичная короблению (или продольной деформации) упругих пластин, уже наблюдавшаяся в области сопротивления материалов.
Один из способов уменьшения тенденции к образованию складок при гибке прессованием состоит в том, чтобы сначала зажать периферию стекла между формой и контрформой, а затем произвести прессование остальной части листа. Этот тип прессования, в частности, путем присасывания к сплошной нижней гибочной форме, уже предлагался в WO2006072721. Этот способ предлагается для гибки листов, уложенных парами друг на друга, и включает в себя предварительную гравитационную гибку. В этом способе стекло подводится под гибочный модуль с помощью ряда гравитационных опор, каждая из которых несет стопку стекол. Перенос стекла от тележки к нижней гибочной форме путем приложения всасывающего усилия осуществляется посредством верхней всасывающей формы (называемой также "подборщиком"), которая принимает на себя стекло, выгружая его с гравитационной опоры, чтобы опустить его на нижнюю гибочную форму, посредством приложения всасывающего усилия. Недостатком этого способа является необходимость прибегать к предварительной гравитационной гибке, требующей большого числа рам, движущихся последовательно, а также подсасывающей верхней формы.
Теперь же авторы настоящего изобретения разработали гибочное устройство, особенно хорошо подходящее для тонкого стекла и не использующее гравитационную гибку. Кроме того, стекло гнется о сплошную вогнутую форму, поскольку было обнаружено, что гибка тонкого стекла о сплошную выпуклую форму приводила к большей недопустимой волнистости на периферии стекла.
В настоящей заявке стекло обычно имеет вид отдельного листа, но может также находиться в виде стопки из нескольких листов, в этом случае обычно стопки из двух листов. Для упрощения описания изобретения для обозначения отдельного листа или стопки листов говорится просто о стекле. Независимо от того, идет ли речь о единственном листе или о нескольких наложенных друг на друга листах, стекло имеет две основные наружные стороны, называемые здесь верхней стороной и нижней стороной, причем стекло транспортируется в течение всего процесса так, что верхняя сторона обращена вверх, а нижняя сторона обращена вниз. В случае стопки листы остаются уложенными друг на друга в течение всего процесса транспортировки, гибки и охлаждения, чтобы гарантировать идентичное формование всех листов, предназначенных для совместной сборки. Таким образом, соединение этих стеклянных листов в окончательное многослойное остекление реализуется в лучших условиях, что приводит к остеклению лучшего качества.
Изобретение относится к устройству согласно независимому пункту, относящемуся к устройству, а также к устройствам согласно зависимым пунктам формулы изобретения. Изобретение относится также к способу по первому пункту, относящемуся к способу, а также к способам по зависимым пунктам формулы.
Итак, изобретение относится в первую очередь к устройству для изготовления выпуклого стекла, причем указанное стекло содержит один стеклянный лист или стопку стеклянных листов, называемую стеклом, содержащему гибочный модуль, причем указанный гибочный модуль содержит вогнутую сплошную верхнюю гибочную форму и нижнюю контрформу, выполненную комплементарной верхней форме, и верхняя гибочная форма находится выше нижней контрформы, устройство содержит также средство подачи стекла до конечной опоры, находящейся под верхней гибочной формой, причем конечная опора, если смотреть сверху, окружена нижней контрформой, и конечная опора образует приемную поверхность для стекла, на которой стекло находится в оптимальном положении для гибки, причем нижняя контрформа имеет вид рамы и может перемещаться вертикально, проходя ниже и выше приемной поверхности для стекла, причем верхняя гибочная форма и нижняя контрформа могут приводиться в относительное движение по вертикали, позволяющее им сближаться, чтобы зажать между собой периферию стекла, и отделяться друг от друга, причем верхняя гибочная форма снабжена отверстиями в ее поверхности контакта со стеклом и средством приложения всасывающего усилия, чтобы гнуть стекло об указанную контактную поверхность путем присасывания через указанные отверстия.
Стекло гнется в рамках промышленного процесса, то есть стекла (в виде отдельного листа или стопки нескольких листов) подвергают термической гибке один за другим в гибочном модуле, и затем по очереди охлаждают после гибки.
Изобретение относится также к способу гибки стекла устройством согласно изобретению, включающему позиционирование стекла в его оптимальном положении для гибки между верхней гибочной формой и нижней контрформой, при этом стекло находится при температуре пластической деформации, затем зажимание периферии стекла между верхней формой и нижней контрформой, и затем гибку стекла о верхнюю форму путем присасывания.
Стекло подается средством подачи до оптимального положения на конечной опоре под верхней гибочной формой. Это оптимальное положение является положением, которое должно занимать стекло на конечной опоре, чтобы ее подъем по вертикали к верхней форме приводил стекло в желаемое положение напротив верхней формы для прессования и гибки. Этот подъем, заставляющий стекло покинуть конечную опору, чтобы встретиться с верхней формой, реализуется средством подъема стекла, которое может представлять собой нижнюю контрформу. Таким образом, согласно этому варианту способ гибки включает подачу стекла средством подачи, в частности, роликовым конвейером, до конечной опоры, на которой оно занимает свое оптимальное положение для гибки между верхней гибочной формой и нижней контрформой, затем, когда стекло находится при его температуре пластической деформации, оно поднимается посредством нижней контрформы до контакта с верхней формой, затем периферия стекла зажимается между верхней формой и нижней контрформой, при этом гибка стекла реализуется о верхнюю форму путем приложения всасывающего усилия через ее поверхность, по меньшей мере частично после зажима. Действительно, гибку можно частично начать до того, как зажимание завершится.
Средство подъема может представлять собой юбку, окружающую гибочную форму. Чтобы можно было поднять стекло посредством юбки, стекло предпочтительно чуть-чуть, например, на несколько мм, выходит за пределы периметра верхней формы.
Конечная опора может представлять собой воздушную подушку или последние ролики роликового конвейера, служащего средством подачи стекла. Таким образом, в зависимости от варианта, эта конечная опора может считаться частью средства подачи, если стекло заканчивает на нем свой путь к его оптимальному положению. В любом случае конечная опора не мешает вертикальному перемещению нижней контрформы, чтобы она могла пройти выше или ниже уровня приема стекла на конечной опоре. Действительно, идет ли речь о воздушной подушке или роликах, эта конечная опора, если смотреть сверху, находится внутри нижней контрформы.
Средство подачи может включать в себя роликовый конвейер (то есть рольганг), проходящий до верхней гибочной формы ниже нее, в этом случае последние ролики, находящиеся под верхней гибочной формой, также образуют конечную опору. Однако в случае, когда средство подачи является роликовым конвейером, предпочтительно, чтобы конечная опора представляла собой воздушную подушку, и стекло переходило непосредственно с роликового конвейера на воздушную подушку. Действительно, транспортировка тонкого стекла на роликах является очень сложной. В самом деле, стекло при прямом контакте с роликами имеет тенденцию легко образовывать волнистость на рольганге, когда его скорость низкая, что неизбежно, когда стекло достигает подходящего положения напротив гибочной формы. В частности, риск образования волнистости еще больше повышается, если стекло останавливается на роликах. Однако идеальное позиционирование стекла (называемое также фокусировкой, приводящей в его оптимальное положение) в целях гибки осуществляется при очень низкой скорости, и стекло может даже остановиться. Поэтому в настоящем изобретении последние моменты транспортировки стекла перед гибкой предпочтительно реализуются на воздушной подушке, которая, кроме того, образует конечную опору. Таким образом, стекло предпочтительно переходит с роликового конвейера непосредственно на воздушную подушку, находящуюся под верхней гибочной формой. Точное позиционирование стекла под верхней гибочной формой реализуется, когда стекло находится на воздушной подушке. В результате стекло правильно позиционируется для его гибки, не подвергаясь гравитационной гибке, создающей вогнутость на верхней стороне стекла. Напротив, было отмечено, что горячий воздух воздушной подушки производит предварительную гибку, образующую вогнутость на нижней стороне стекла. Это представляет собой предварительную гибку, производящую кривизну в тех же направлениях, что и окончательная гибка (нижняя сторона вогнутого стекла), что выгодно. Предпочтительно, горячей воздушной подушке придается легкий наклон в направлении смещения, чтобы стекло могло медленно перемещаться на подушке под действием его веса и его импульса. В таком случае стекло можно сфокусировать с помощью стопоров, закрепленных на периферии гибочной формы, или, предпочтительно, нижней контрформы. Этот стопор не мешает встрече двух форм (верхней формы и нижней контрформы) перед прессованием стекла, при этом в форме, не имеющей стопора, может быть образована полость для приема стопора, закрепленного на другой форме. Предпочтительно, стопор откидывается наружу, если стекло, в оптимальном положении, поднимаясь вверх, может тереться своим краем о стопор. Это может иметь место, например, если конечная опора представляет собой воздушную подушку, и юбка, окружающая гибочную форму, подсасывает стекло до того, как нижняя контрформа, содержащая стопоры для точного позиционирования стекла, не поднимется.
Средство подачи может также содержать верхнюю захватную форму, снабженную всасывающими отверстиями на ее стороне, обращенной вниз, и способную принимать на себя стекло снаружи гибочного модуля, чтобы затем поместить его в гибочном модуле на конечную опору. Всасывающие отверстия соединены с всасывающей системой. Так как стекло до гибки не было изогнуто и является плоским, эта захватная верхняя форма предпочтительно является плоской. В этом варианте конечная опора предпочтительно является воздушной подушкой. Стекло, сначала лежащее плашмя на опоре (например, на плоском столе, возможно нагретом) вблизи гибочного модуля, принимается верхней формой, присасывающей стекло своей верхней стороной, а затем, в результате бокового перемещения, верхняя форма опускает стекло на конечную опору в результате прекращения подсасывания. Таким образом, стекло не подвергается предварительной гравитационной гибке и не останавливается на роликах перед его гибкой посредством верхней гибочной формы. В этом варианте в момент его приема верхней захватной формой плоское стекло может находиться при температуре окружающей среды или, например, при температуре в интервале от температуры окружающей среды до 400°C и в любом случае ниже диапазона температур пластической деформации, и может располагаться на опоре, такой как стол, вне гибочного модуля. Затем именно горячая воздушная подушка доводит стекло до температуры пластической деформации. Этот нагрев является тем более быстрым и совместимым с процессом промышленного производства, чем меньше толщина стекла, в частности, если говорить об отдельном листе, толщиной меньше или равной 1,3 мм и даже толщиной меньше или равной 1 мм. Основное преимущество этой конфигурации является ее компактность, так как она не использует роликовую конвейерную печь для подачи стекла до гибочного модуля. Действительно, роликовая печь имеет большие габариты. Напротив, время цикла больше, так как необходимо нагревать стекло с помощью горячей воздушной подушки. Предпочтительно, гибочный модуль находится в печи, образующей камеру гибки, указанная камера снабжена дверями, позволяющими ввести в нее или вывести из нее стекло. Чтобы сохранить преимущество компактности при одновременном смягчении недостатка более высокого времени цикла, можно поддерживать опору, на которой покоится стекло, снаружи печи при более высокой температуре, чем температура окружающей среды, например, в интервале температур от 100°C до 400°C и даже выше.
В этом режиме работы стекло является отдельным листом, так как такая верхняя захватная форма не может захватить стопку листов. Таким образом, устройство согласно изобретению может содержать верхнюю захватную форму, которая является сплошной и снабжена отверстиями в ее поверхности контакта со стеклом, и средством приложения всасывающего усилия через эти отверстия, способным принимать стекло путем включения его приложения всасывающего усилия, причем указанная форма является подвижной и способна принимать стекло снаружи гибочного модуля и передавать его в гибочный модуль, а затем опускать на конечную опору.
Нижняя контрформа представляет собой раму, вступающую в контакт со стеклом только по его периферии, обычно не более 2 см, предпочтительно максимум 1 см от края стекла. Предпочтительно, нижняя контрформа выступает наружу за пределы стекла. Ее контакт со стеклом факультативно может ограничиваться касанием нижнего ребра кромки стекла. Нижняя контрформа (которую можно также назвать прижимным кольцом) имеет форму, комплементарную верхней форме. Таким образом, когда она давит на периферию нижней стороны стекла, может образоваться непроницаемость между стеклом и верхней формой. Следовательно, этого прижатия достаточно, чтобы обеспечить непроницаемость между стеклом и верхней гибочной формой. Однако прижим предпочтительно является достаточно слабым, чтобы стекло могло скользить между верхней гибочной формой и нижней контрформой. Действительно, по мере реализации гибки путем приложения всасывающего усилия края стекла смещаются внутрь, так как центральная зона стекла смещается к центральной зоне верхней формы. Если стекло не может скользить между верхней гибочной формой и нижней контрформой, то гибка путем приложения всасывающего усилия может привести к небольшому уменьшению толщины стекла.
Вогнутая верхняя гибочная форма и нижняя контрформа могут перемещаться относительно друг друга по вертикали. Это означает, что форма и контрформа могут сходиться, чтобы зажать стекло, путем перемещения только одной из них или путем перемещения обеих. После зажима стекла они также могут отойти друг от друга, чтобы
- позволить верхней форме опустить освободить стекло, в частности, на охлаждающую раму, находящуюся между формой и контрформой, и
- позволить контрформе опуститься ниже уровня приемной поверхности для стекла на конечной опоре.
Верхняя форма является сплошной и снабжена множеством отверстий в ее поверхности контакта со стеклом. "Сплошная" поверхность означает, что она не является рамкой, вступающей в контакт только по периферии, но что ее контактная поверхность может вступать в контакт со всей основной поверхностью стекла, как с периферией, так и с центральной зоной. Такая вогнутая контактная поверхность, снабженная множеством отверстий, показана, например, на фигуре 2 документа WO2006/072721, с той разницей, что в настоящем изобретении эта перфорированная поверхность ориентирована вниз. Всасывающее средство сообщается с этими отверстиями, чтобы присасывать верхнюю главную сторону стекла к поверхности контакта и гнуть его посредством приложения всасывающего усилия через указанные отверстия.
Для гибки стекло должно находиться при температуре пластической деформации, обычно составляющей от 640°C до 750°C в зависимости от состава стекла. Стекло можно нагреть во время его транспортировки средством подачи. В частности, если речь идет о роликовом конвейере, он предпочтительно проводится через туннельную печь для нагрева стекла. Если в качестве конечной опоры используется воздушная подушка, она направляет воздух, нагретый до температуры пластической деформации стекла. Предпочтительно, верхняя гибочная форма находится при температуре, которая ниже температуры воздуха воздушной подушки и при которой она способна в достаточной мере охладить стекло при его контакте, чтобы оно застыло. В таком случае форма стекла сохраняется и больше не деформируется после его опускания верхней гибочной формой. Таким образом, стекло охлаждается в контакте с верхней гибочной формой, чтобы застыть в форме, соответствующей форме контактной поверхности верхней гибочной формы.
Когда стекло находится при температуре пластической деформации, периферия стекла зажимается между верхней формой и нижней контрформой, затем стекло гнется до его конечной формы путем присасывания к верхней форме. Зажимание стекла на его периферии служит для придания периферии стекла ее конечной формы и для герметизации контакта между стеклом и верхней формой, чтобы всасывание посредством верхней формы эффективно создавало силу прижатия стекла к верхней форме. Таким образом, всасывание через отверстия в поверхности контакта верхней формы может начаться до того, как прессование создаст герметичность по периферии.
В одной предпочтительной конфигурации средство подачи представляет собой роликовый конвейер, а конечная опора представляет собой воздушную подушку. Предпочтительно, стекло в прямом контакте с роликовым конвейером нагревается на роликовом конвейере до температуры ниже, чем придаст ему горячий воздух воздушной подушки, чтобы стекло не подвергалось слишком сильной деформации при его транспортировке на роликах. По прибытии на воздушную подушку более горячий воздух воздушной подушки доводит стекло до его температуры гибки. Разумеется, не исключается, что стекло находится при его температуре пластической деформации еще до прибытия на воздушную подушку. Предпочтительно, стекло переходит с роликового конвейера непосредственно на воздушную подушку, и в таком случае она находится сразу за роликовым конвейером. Поэтому не требуется, чтобы стекло останавливалось между роликовым конвейером и воздушной подушкой.
Когда стекло находится на конечной опоре при его температуре гибки, периферия его верхней стороны должна вступать в контакт с верхней формой. Можно опустить верхнюю форму до встречи со стеклом, и/или средство подъема стекла может поднять его. Нижняя контрформа факультативно может служить средством подъема. Однако, учитывая, что стекло находится при температуре деформации, на контрформе может иметь место некоторая гравитационная гибка, что нежелательно, так как эта гравитационная гибка придала бы стеклу форму, обратную желательной и обеспечиваемую в дальнейшем верхней формой. Действительно, верхняя форма является вогнутой, чтобы верхняя сторона стекла в конце гибки была выпуклой, однако гравитационная гибка на нижней контрформе придала бы верхней стороне стекла вогнутость, что нежелательно. Предпочтительно, средство подъема стекла представляет собой всасывающую юбку, окружающую верхнюю гибочную форму. Всасывающее средство всасывает воздух между юбкой и верхней формой. Это всасывание достаточно, чтобы поднять стекло (даже в форме стопки нескольких листов) до его контакта с верхней формой. Такая юбка описана, например, в связи с фигурой 3 документа WO2011/144865, с тем исключением, что на этой фигуре верхняя форма является выпуклой, тогда как согласно изобретению верхняя форма является вогнутой. После того, как стекло вступит в контакт с верхней формой, нижняя контрформа прижимает периферию стекла, и всасывание через отверстия в поверхности контакта (которое можно назвать изгибающим всасыванием) изгибает стекло. Предпочтительно, всасывание через контактную поверхность верхней формы вступает в действие еще до прижима нижней контрформой, чтобы начать гибку центральной зоны стекла. Как только нижняя контрформа начнет придавливать стекло к верхней форме, всасывание посредством юбки можно прекратить. Когда начинается изгибающее всасывание, нижняя контрформа еще несколько мгновений удерживает стекло напротив верхней гибочной формы, чтобы 1) лучше изолировать пространство между периферией изгибающей поверхности верхней формы и периферией верхней стороны стекла, 2) избежать утечек и, таким образом, поддерживать хороший уровень разрежения (воздушная прослойка) между стеклом и верхней гибочной формой, и 3) дать время стеклу для деформации и вступления в контакт с поверхностью верхней гибочной формы. После этого нижнюю контрформу можно снова опустить, так как стекло остается в контакте с верхней формой благодаря изгибающему всасыванию.
Таким образом, согласно одному предпочтительному варианту изобретения, верхняя гибочная форма снабжена всасывающей юбкой, способной поднимать стекло и удерживать его напротив верхней формы. Как только стекло оказывается на конечной опоре, в частности, типа воздушной подушки, и имеет его температуру гибки, всасывающая юбка поднимает стекло до его контакта с верхней гибочной формой, и затем стекло зажимается между формой и контрформой. Гибка может начаться до зажима, если всасывание через контактную поверхность верхней формы включается до зажима. Гибка завершается после зажима. Таким образом, гибка стекла производится о верхнюю гибочную форму путем приложения всасывающего усилия через ее поверхность, по меньшей мере частично после зажима, и при необходимости частично перед зажимом.
Изобретение относится, в частности, к способу, согласно которому конечная опора содержит воздушную подушку, средство подачи содержит роликовый конвейер, доводящий стекло до воздушной подушки, причем стекло может переходить напрямую с роликового конвейера на воздушную подушку, верхняя форма снабжена всасывающей юбкой, способной поднимать стекло и удерживать его напротив верхней формы, причем указанный способ включает подачу стекла на роликовом конвейере до воздушной подушки, на которой оно занимает свое оптимальное положение для гибки между верхней гибочной формой и нижней контрформой, затем стекло, находящееся при его температуре пластической деформации, поднимается всасывающей юбкой до тех пор, пока оно не вступит в контакт с верхней формой, затем периферия стекла зажимается между верхней формой и нижней контрформой, и при этом гибка стекла реализуется о верхнюю форму путем приложения всасывающего усилия через ее поверхность. Гибка стекла производится о верхнюю гибочную форму путем приложения всасывающего усилия через ее поверхность по меньшей мере частично после зажима, и при необходимости частично перед зажимом. Действительно, гибка может начаться до зажима, если всасывание через контактную поверхность верхней формы включается до зажима.
Верхняя гибочная форма является вогнутой, что имеет несколько преимуществ по сравнению с выпуклой верхней формой. Во-первых, эта вогнутость благоприятна для удержания воздуха и тепла в полости верхней формы, в таком случае горячий воздух остается до некоторой степени захваченным в этой полости. Это очень выгодно с точки зрения энергии. Кроме того, вогнутость позволяет верхней форме всегда находиться очень близко к нижним изгибающим элементам (конечная опора и нижняя контрформа), что еще больше усиливает удерживание горячего воздуха и вызывает более короткие перемещения формы и/или контрформы. Эта компактность гибочного модуля, очень благоприятная в плане энергии, даже позволяет не помещать его в печь. Так, расстояние между конечной опорой (ее поверхностью для приема стекла) и наиболее низкой точкой формирующей поверхности верхней гибочной формы может всегда оставаться меньше значения (10 мм + толщина стекла) и даже меньше (3 мм + толщина стекла) или даже меньше (1 мм + толщина стекла). Другим преимуществом вогнутой формы является то, что размещение стекла напротив выпуклой формы легче приводит к более сильному контакту в центральной зоне, когда периферия эффективно контактирует с верхней формой. Кроме того, размещение стекла напротив выпуклой формы приводит к образованию недопустимых складок на периферии тонкого стекла, в частности, толщиной меньше или равной 1,3 мм и даже толщиной меньше или равной 1 мм. Было установлено, что в случае вогнутой формы этого не происходит. Наконец, тонкое стекло является менее тяжелым, чем толстое стекло, и тонкое стекло, подсасываемое вогнутой верхней формой, благодаря его легкости очень быстро поднимается, чтобы прижаться к ней. Кроме того, тонкое стекло быстрее изменяет температуру благодаря теплопроводности, чем толстое стекло, поэтому его застывание при контакте с верхней формой является быстрым.
После осуществления гибки стекла о верхнюю гибочную форму обе формы (верхняя форма и нижняя контрформа) разделяются, при этом стекло продолжает поддерживаться напротив верхней формы, изгибающее всасывание которой сохраняется. В случае стопки нескольких листов на этой стадии может оказаться необходимым, чтобы функционировало также всасывание посредством юбки, чтобы поддерживать всю стопку листов напротив гибочной формы. Действительно, вакуум, создаваемый отверстиями в сплошной поверхности верхней гибочной формы, действует главным образом на лист в верхнем положении, а не на другие листы стопки. Однако, так как все эти листы плотно сжаты, и воздух между ними отсутствует, стопка должна будет сохранять свою конфигурацию, даже без всасывающего действия юбки, по меньшей мере в течение времени, когда охлаждающая рама находится под стеклом. Если всасывание юбки было остановлено после осуществления зажима между формой и контрформой, его факультативно можно снова запустить, чтобы поддерживать всю стопку напротив гибочной формы. При необходимости всасывание с помощью юбки нельзя будет остановить между подъемом стекла к верхней форме и его опусканием на охлаждающую опору.
После гибки охлаждающая рама, способная перемещаться поперек, может находиться под верхней гибочной формой, чтобы принять гнутое стекло, опускаемое с верхней формы. Затем охлаждающая рама выводит стекло из гибочного модуля, после чего стекло проводится в зону охлаждения.
Гибочный модуль, содержащий верхнюю гибочную форму, при необходимости с юбкой, конечную опору и нижнюю гибочную контрформу, не обязательно находится в корпусе, он может располагаться в помещении с окружающим воздухом. Такая конфигурация на окружающем воздухе имеет следующие преимущества: a) меньшая стоимость, b) лучшая видимость для оператора, который может легко диагностировать нарушение работы, c) лучшая доступность установки, позволяющая более быстрое вмешательство в случае аварии. Однако эта конфигурация имеет недостатки, связанные с потерями энергии, а также с возможными проблемами из-за неконтролируемого теплового расширения механических конструкций установки. Предпочтительно, гибочный модуль, содержащий верхнюю гибочную форму с ее факультативной юбкой, конечную опору и нижнюю контрформу, находится в печи, предпочтительно оборудованной дверями для удержания тепла, позволяя в то же время вход и выход стекла. Преимуществами этой конфигурации являются: a) более высокая стабильность процесса, b) лучшее механическое позиционирование разных компонентов путем исключения неконтролируемого теплового расширения конструкций установки. Недостатки этой конфигурации заключаются в основном в меньшей доступности установки.
Предпочтительно, поверхности контакта со стеклом верхней гибочной формы и нижней контрформы покрыты огнеупорным волокнистым материалом, хорошо известным специалисту, чтобы смягчить контакт инструмента с горячим стеклом. Это может быть, в частности, войлок или вязаный материал.
Воздушная подушка может представлять собой простой ящик, в котором проделано множество отверстий для нагнетания горячего воздуха. Верхняя часть ящика, содержащая отверстия, может быть выполнена из металла или керамического материала. Точки удара воздушных струй о поддерживаемое стекло могут вызвать небольшие деформации стеклянного листа, которые могут сохраняться на следующих этапах процесса гибки. В частности, эти дефекты могут проявиться при сборке двух стеклянных листов, образующих готовый многослойный продукт. Эти отметки тем более значительны, чем выше давление нагнетаемого воздуха и чем меньше отверстий проделано в ящике. Чтобы минимизировать этот эффект, отверстия для нагнетания воздуха предпочтительно отстоят друг от друга (от края одного отверстия до края другого) на расстояние в диапазоне от 1 до 10 мм. Нагнетательные отверстия могут иметь диаметр от 0,5 до 5 мм. Кроме того, были проведены различные эксперименты, которые показали, что предпочтительно, чтобы температура воздуха, вводимого через воздушную подушку, и температура самого стекла были близкими. Действительно, когда разность этих двух температур слишком большая, в частности, больше 5°C, на полученных стеклах могут появиться оптические искажения в пропускании. В этом случае искажения также являются более значительными при сборке двух стеклянных листов, образующих конечный многослойный продукт.
Воздушная подушка может также выдувать свой горячий воздух через пористый материал. Такое устройство является очень эффективным и позволяет очень однородно поддерживать стекло. Пористый материал может состоять, например, из укладки каландрованных и спеченных проволочных сеток, таких как плиты Plymesh®, выпускаемые в продажу фирмой Haver & Boecker, или же из сжатых и спеченных зерен нержавеющей стали, как продукты Poral® производства фирмы Sintertech.
Для смягчения возможного трения между стеклом и верхней поверхностью ящика воздушной подушки, на верхней поверхности ящика воздушной подушки можно закрепить волокнистый материал из огнеупорных волокон, в частности, металлический войлок, изготовленный на основе тонких нитей нержавеющей стали. В качестве средства для крепления волокнистого материала может использоваться термостойкий клей или же точечная сварка. В случае, когда ящик воздушной подушки выполнен из металла с перфорированной верхней поверхностью, отверстия можно проделать одновременно в верхнем листе ящика и в металлическом войлоке, после того как войлок и лист будут жестко соединены. Ящик воздушной подушки предпочтительно может состоять из нескольких отдельных отсеков, поперечных относительно направления движения стекла, чтобы избежать разбалансировки подушки при поступлении стекла.
Давление, оказываемое воздушной прослойкой между верхней поверхностью ящика подушки и нижней поверхностью стекла, может привести к скоплению горячего воздуха, который может даже согнуть стекло (наподобие пузыря), при этом последнее принимает правильную форму, и его выпуклость направлена вверх. Амплитуда этого явления сгибания стекла зависит от геометрии используемой подушки и давления и расхода воздуха. Этого явления можно избежать, ограничивая количество воздуха, нагнетаемого под стеклянный лист. Кроме того, этот эффект гибки стекла в статическом положении на горячей воздушной подушке можно также ограничить, предусмотрев в ящике воздушной подушки вентиляционные каналы, позволяющие отвести горячий воздух и, тем самым, избежать его скопления под стеклом. Эти вентиляционные каналы представляют собой воздуховоды, проходящие через ящик воздушной подушки, они позволяют вернуть воздух под воздушную подушку и удалить. Вентиляционные отверстия имеют воздуховод, независимый от того, который служит для подачи воздуха на воздушную подушку.
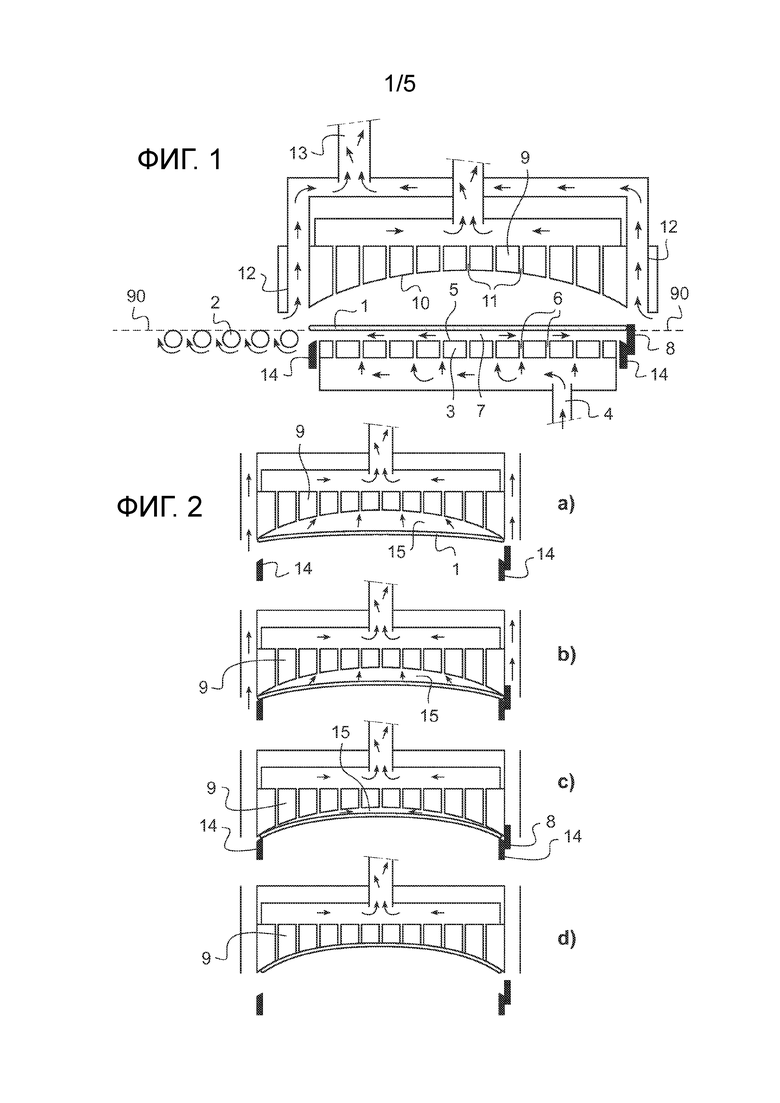
Фигура 1 показывает устройство согласно изобретению, готовое в гибке отдельного стеклянного листа. В данном примере устройство показано на открытом воздухе, то есть не в камере, такой как печь. Стеклянный лист 1 был подан с помощью роликового конвейера 2 (средство подачи) на воздушную подушку 3 (конечная опора). Последняя состоит из ящика, снабжаемого воздухом по воздуховоду 4, при этом в верхней поверхности 5 ящика проделаны отверстия 6, чтобы воздушные струи отталкивали нижнюю основную сторону 7 стекла. Перемещение листа было остановлено в оптимальном положении, локализованном стопором 8. Как показано, лист находится на воздушной подушке непосредственно перед его гибкой. Лист находится под верхней гибочной формой 9, у которой поверхность 10 контакта со стеклом является вогнутой и обращена вниз. Эта сторона снабжена отверстиями 11, через которые может подсасываться стекло в целях его гибки и/или удержания напротив верхней формы. Юбка 12 окружает верхнюю форму 9. Эта юбка соединена с всасывающей системой 13 для создания подсасывания по периферии, способного поднимать стекло до тех пор, пока оно не вступит в контакт с верхней формой 9. Нижняя контрформа 14 показана в нижнем положении под плоскостью 90, содержащей поверхность для приема стекла, чтобы можно было перевести стекло с роликового конвейера на воздушную подушку. В этой позиции нижняя контрформа 14 окружает воздушную подушку 3. Нижняя контрформа 14 способна подниматься, чтобы зажать периферию стекла напротив верхней формы 9.
Фигура 2 показывает этап гибки стекла о верхнюю форму 9. На шаге, обозначенном a), лист был поднят с помощью юбки до контакта его периферии с верхней формой. Если лист поддерживался воздушной подушкой в качестве конечной опоры, он уже является частично изогнутым на воздушной подушке. Кроме того, всасывание посредством вогнутой поверхности верхней формы было включено еще до того, как нижняя контрформа 14 была активирована для прессования стекла. Это всасывание образует вакуум в промежутке 15 между стеклом 1 и верхней формой 9, который порождает силу изгибания стекла о верхнюю форму. Таким образом, стекло уже гнется, как показано на шаге a). На шаге b) контрформа 14 поднята, чтобы легко надавливать на периферию нижней стороны листа в целях герметизации контакта между стеклом 1 и верхней формой 9. Это сдавливание придает периферии стекла его хорошую форму, а всасывание через отверстия 11 завершает гибку в центральной зоне, как показано на шаге d). Шаг b) является промежуточным шагом гибки между a) и c), когда всасывание посредством юбки еще не остановлено. Шаг c) является следующим шагом гибки, когда всасывание посредством юбки прекращено. Шаг d) является конечной стадией, на которой контрформа 14 уже снова опустилась. В процессе гибки кромка стекла может скользить между контрформой 14 и верхней формой, так как центральная зона стекла движется к центральной зоне верхней формы.
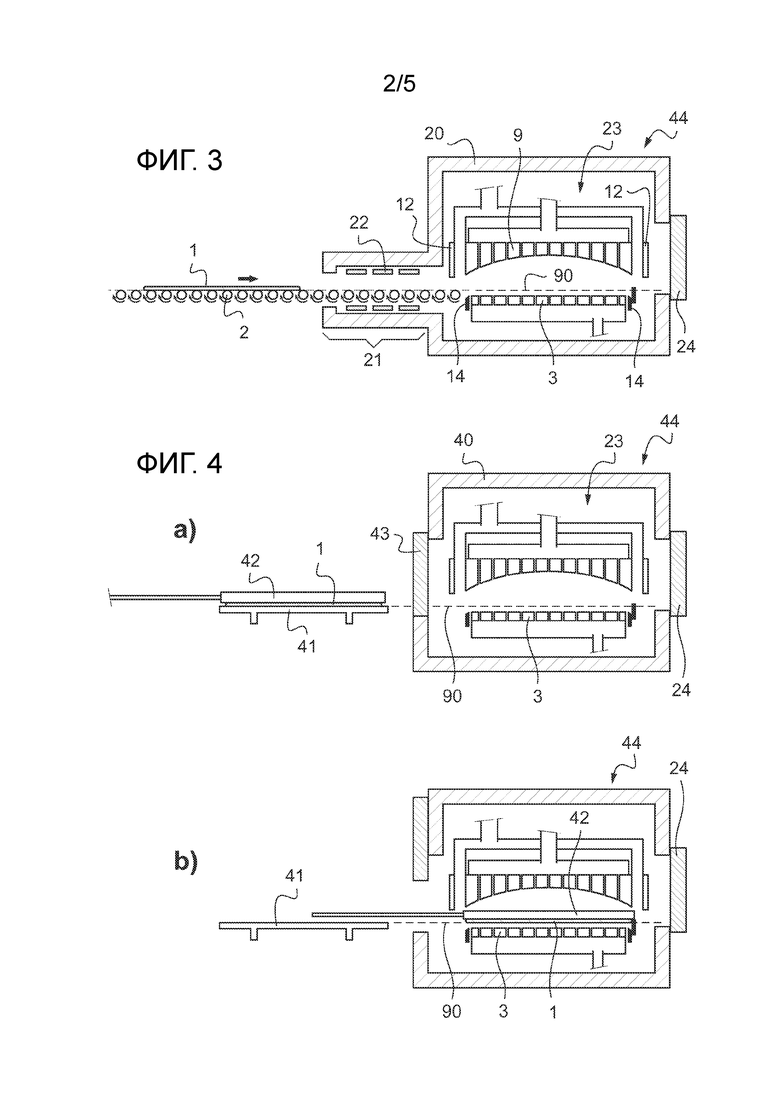
Фигура 3 показывает устройство согласно изобретению, идентичное показанному на фигуре 1, за исключением того, что гибочный модуль 23 (воздушная подушка 3 в качестве конечной опоры, верхняя гибочная форма 9 с юбкой 12, нижняя контрформа 14 для прессования) помещен в печь 20, при этом система печь + гибочный модуль образует камеру гибки 44. Стекло 1 находится на роликовом конвейере 2 (средство подачи) на входе в печь. В первой части 21 печи, типа туннельной печи в этом месте, электронагревательные элементы 22 начинают нагревать стекло в ходе его проведения в гибочный модуль 23. Стекло 1 достигает своей температуры гибки посредством теплообмена с горячей воздушной подушкой 3. Печь имеет дверь 24, которая может отодвигаться, чтобы позволить пройти охлаждающей раме (не показана), и закрываться после удаления стекла.
Фигура 4 показывает устройство согласно изобретению, содержащее гибочный модуль 23, идентичный показанному на фигурах 1 и 3, причем указанный модуль находится в печи 40. Стекло лежит снаружи гибочного модуля на плите 41 при температуре окружающей среды или нагретым, например, до температуры в интервале от 100°C до 400°C. Затем оно принимается плоской всасывающей верхней формой 42, которая затем совершает боковое перемещение, чтобы оказаться между верхней формой и нижней контрформой, и затем опускает стекло на воздушную подушку 3, образующую конечную опору. Стекло нагревается напрямую воздухом, выходящим из воздушной подушки 3. В этом варианте осуществления верхняя форма 42 принимает на себя стекло (фигура 4a) благодаря всасывающей силе и отделяет его от плиты 41. Дверь 43 поднимается, и верхняя форма 42 в качестве средства подачи вводит стекло 1 в камеру гибки 44 (фигура 4b) и опускает стекло на воздушную подушку 3 (конечная опора). Затем верхняя форма 42 может снова выйти из камеры гибки 44, чтобы принять следующее стекло, уложенное за это время на плиту 41. После гибки стекло выводится из камеры гибки 44 с помощью охлаждающей рамы, проходящей через дверь 24, чтобы взять стекло с верхней формы, вывести его из камеры гибки и направить в зону охлаждения.
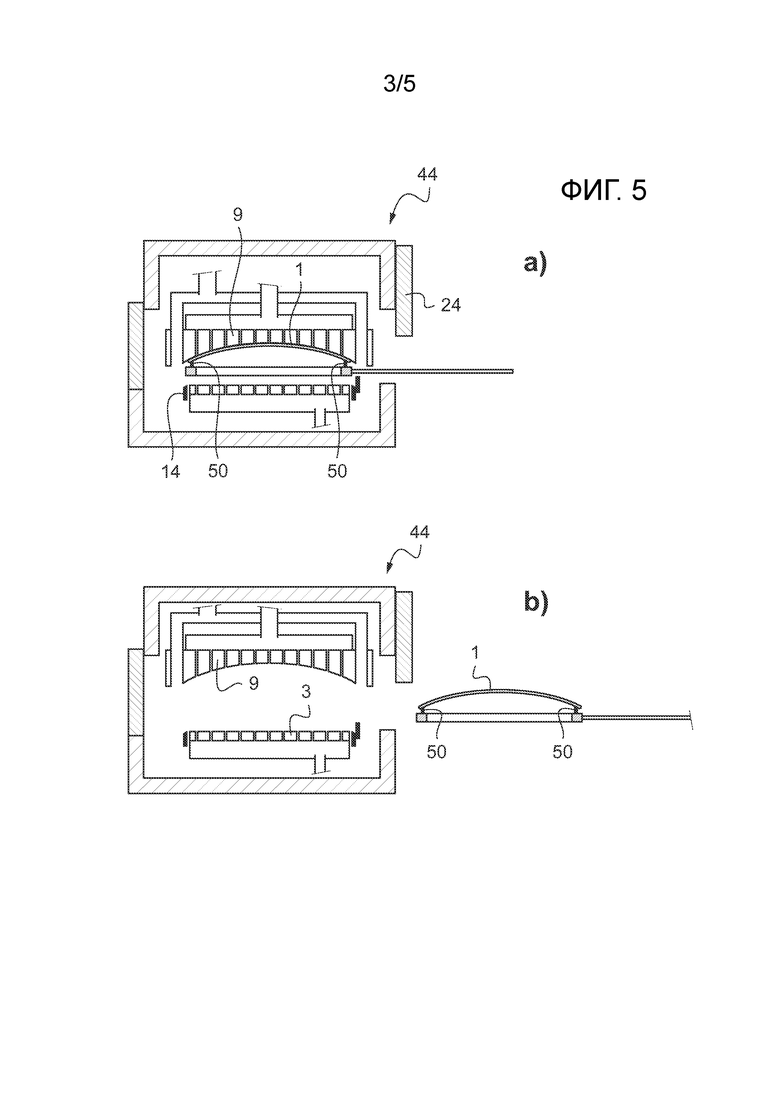
Фигура 5 показывает часть способа согласно изобретению после гибки. На фигуре 5a) стекло 1 уже было изогнуто о верхнюю форму 9 путем присасывания. Контрформа 14 снова опустилась, и стекло удерживается напротив верхней формы 9, поскольку всасывание через эту форму сохраняется. Дверь 24 открыта для прохождения охлаждающей рамы 50, которая находится под стеклом. Эта рама обеспечивает стеклу контактную поверхность, комплементарную его собственной на этом этапе. Всасывание через верхнюю форму 9 прекращается, и при необходимости можно провести легкую продувку через те же отверстия, что и для приложения всасывающего усилия, чтобы опустить гнутый лист на охлаждающую раму 50. Как только стекло 1 окажется на охлаждающей раме 50, верхняя форма 9 поднимается, и охлаждающая рама 50 выходит из камеры гибки 44 (смотри фигуру 5b), чтобы увести стекло в зону охлаждения.
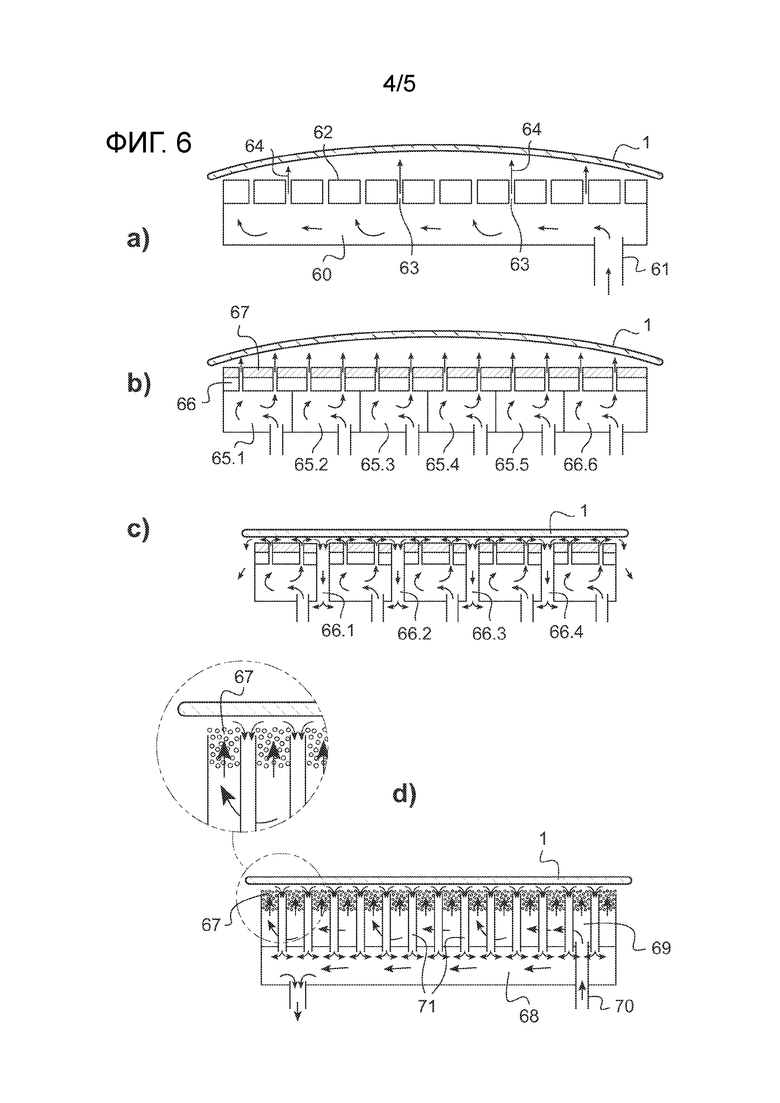
Фигура 6 показывает разные варианты воздушной подушки. На фигуре 6a) показан самый простой вариант осуществления. Ящик 60 снабжается воздухом по воздуховоду 61. Верхняя сторона 62 ящика снабжена отверстиями 63, чтобы воздушные струи 64 образовывались в направлении нижней стороны стекла. Было обнаружено, что стекло 1 гнется естественным образом на воздушной подушке, так что его нижняя сторона является вогнутой. Эта предварительная гибка является выгодной, и изгиб образуется в том же направлении, что и при окончательной гибке, которую должна обеспечивать верхняя форма 9.
На фигуре 6b) горячая воздушная подушка состоит из множества отдельных отсеков 65.1-65.6, что позволяет не нарушать аэродинамическое равновесие подушки, когда передняя кромка стекла поступает на подушку. Это является преимуществом, так как когда стекло поступает, аэродинамическое равновесие одного отсека не влияет на аэродинамическое равновесие следующих. В данном примере верхняя сторона ящика представляет собой систему металлических пластин 66 и войлока 67, жестко соединенного с металлической пластиной. Пластины и войлок перфорированы, чтобы образовать отверстия, создающие струи горячего воздуха.
На фигуре 6c) ящик содержит множество отдельных отсеков, какие можно видеть на фигуре 6b), и эти отсеки разделены промежутками 66.1-66.4, позволяющими отвести воздух, захваченный между ящиком и нижней поверхностью стекла, возвращая его вниз через подушку, что предотвращает процесс деформации стекла воздушными струями. Стекло здесь показано еще не изогнутым, но оно гнется как на фигурах a) и b).
На фигуре 6d) горячая воздушная подушка является цельной (не разделенной на отсеки), и ее верхняя поверхность 67 выполнена из пористого материала, через который может распространяться горячий воздух. Ящик 69 снабжается воздухом по воздуховоду 70, и этот воздух проходит через пористый материал, чтобы дуть через поверхность к стеклу 1. В пористом материале образованы вентиляционные каналы 71, позволяющие воздуху выходить, возвращаясь вниз через подушку. Воздух из подушки, выпушенный к стеклу, а затем возвращенный в ящик, собирается в нижней части 68 ящика. Стекло здесь показано еще не изогнутым, но оно гнется как на фигурах a) и b).
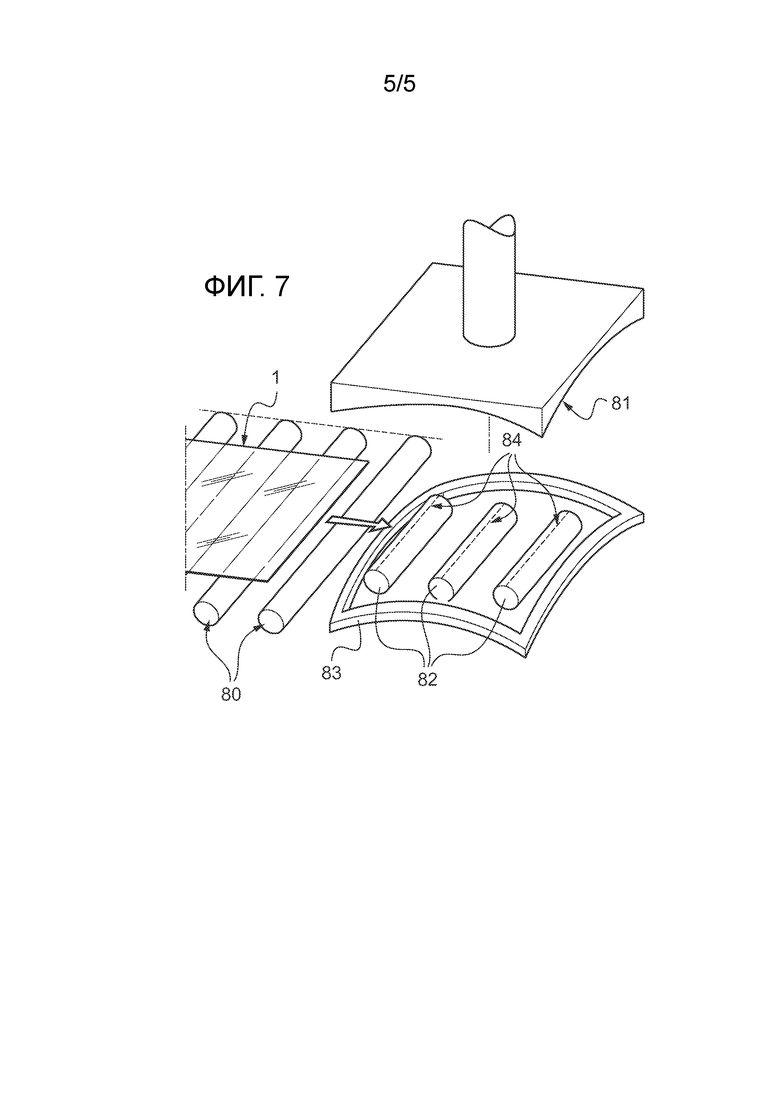
Фигура 7 показывает вариант осуществления, согласно которому средство 1 подачи стекла содержит роликовый конвейер 80, доходящий до верхней гибочной формы 81 ниже нее. Таким образом, один и тот же роликовый конвейер образует средство подачи и конечную опору. Последние ролики 82, образующие конечную опору, обеспечивают стеклу его оптимальное положение для гибки между верхней гибочной формой 81 и нижней контрформой 83. Позиционирующие стопоры, соединенные с контрформой 83, не показаны. В данном примере последние ролики являются короче, чем предыдущие, и окружены, если смотреть сверху, нижней контрформой 83. Таким образом, контрформа может опускаться ниже поверхности приема стекла, включая линии контакта 84 со стеклом (пунктирные линии на фигуре 7), или может подниматься, чтобы взять стекло, когда оно находится в оптимальном положении, и/или чтобы прижимать его периферию к вогнутой верхней гибочной форме 81.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСАСЫВАЮЩАЯ ОПОРА ДЛЯ СТЕКЛА | 2017 |
|
RU2742025C2 |
| ОКОННОЕ СТЕКЛО С УМЕНЬШЕННЫМ РАСТЯГИВАЮЩИМ НАПРЯЖЕНИЕМ | 2018 |
|
RU2764111C2 |
| ГИБКА СТЕКЛЯННЫХ ЛИСТОВ | 2017 |
|
RU2742780C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА И СПОСОБ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА | 1991 |
|
RU2094398C1 |
| СПОСОБ И УСТРОЙСТВО ВЫПУКЛОГО ИЗГИБАНИЯ СТЕКЛЯННОЙ ПЛАСТИНЫ | 1994 |
|
RU2121983C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИБКИ ОКОННЫХ СТЕКОЛ | 2018 |
|
RU2744119C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИДЕНИЙ С ДОПОЛНИТЕЛЬНОЙ ГЕЛЕВОЙ НАБИВКОЙ, ПОЛУЧЕННОЕ С ПОМОЩЬЮ НЕГО СИДЕНЬЕ И УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ УКАЗАННОГО СПОСОБА | 2018 |
|
RU2775759C2 |
Изобретение относится к устройству и способу для изготовления изогнутого стекла, содержащего один стеклянный лист или стопку стеклянных листов. Устройство содержит гибочный модуль, который содержит вогнутую сплошную верхнюю гибочную форму и нижнюю контрформу, выполненную комплементарной верхней форме, причем верхняя гибочная форма находится над нижней контрформой. Средство подачи стекла до конечной опоры, находящейся под верхней гибочной формой, причем конечная опора окружена, если смотреть сверху, нижней контрформой, и конечная опора образует приемную поверхность для стекла, на которой стекло находится в оптимальном положении для гибки, причем нижняя контрформа имеет вид рамы и выполнена с возможностью вертикального перемещения, проходя ниже или выше приемной поверхности для стекла. Причем верхняя гибочная форма и нижняя контрформа выполнены с возможностью приведения в относительное вертикальное перемещение, позволяющее им сближаться, чтобы зажать между собой периферию стекла, и удаления друг от друга, причем верхняя гибочная форма снабжена отверстиями в ее поверхности контакта со стеклом и средством приложения всасывающего усилия для гибки стекла об указанную контактную поверхность путем всасывающего усилия, прилагаемого через указанные отверстия. Также предложен способ гибки стеклянного листа или стопки стеклянных листов, называемых стеклом, заявленным устройством. Технический результат заключается в создании гибочного устройства, подходящего для тонкого стекла, не использующего гравитационную гибку, уменьшении волнистости на периферии стекла. 2 н. и 16 з.п. ф-лы, 7 ил.
1. Устройство для изготовления изогнутого стекла, содержащего один стеклянный лист или стопку стеклянных листов, называемых стеклом, содержащее гибочный модуль, причем гибочный модуль содержит вогнутую сплошную верхнюю гибочную форму и нижнюю контрформу, выполненную комплементарной верхней форме, причем верхняя гибочная форма находится над нижней контрформой; средство подачи стекла до конечной опоры, находящейся под верхней гибочной формой, причем конечная опора окружена, если смотреть сверху, нижней контрформой, и конечная опора образует приемную поверхность для стекла, на которой стекло находится в оптимальном положении для гибки, причем нижняя контрформа имеет вид рамы и выполнена с возможностью вертикального перемещения, проходя ниже или выше приемной поверхности для стекла, причем верхняя гибочная форма и нижняя контрформа выполнены с возможностью приведения в относительное вертикальное перемещение, позволяющее им сближаться, чтобы зажать между собой периферию стекла, и удаления друг от друга, причем верхняя гибочная форма снабжена отверстиями в ее поверхности контакта со стеклом и средством приложения всасывающего усилия для гибки стекла об указанную контактную поверхность путем всасывающего усилия, прилагаемого через указанные отверстия.
2. Устройство по предыдущему пункту, отличающееся тем, что конечная опора содержит воздушную подушку.
3. Устройство по предыдущему пункту, отличающееся тем, что средство подачи содержит роликовый конвейер, подающий стекло до воздушной подушки, причем стекло имеет возможность переходить напрямую с роликового конвейера на воздушную подушку.
4. Устройство по п. 2, отличающееся тем, что средство подачи содержит сплошную верхнюю захватную форму, снабженную отверстиями в ее поверхности контакта со стеклом, и средством приложения всасывающего усилия через эти отверстия, причем указанная форма является подвижной и способна принимать стекло снаружи гибочного модуля путем всасывающего усилия и опускать его на воздушную подушку в гибочном модуле.
5. Устройство по п. 1, отличающееся тем, что средство подачи содержит роликовый конвейер, образующий также конечную опору.
6. Устройство по одному из предыдущих пунктов, отличающееся тем, что верхняя гибочная форма снабжена всасывающей юбкой, способной поднимать стекло и удерживать его напротив верхней формы.
7. Устройство по одному из предыдущих пунктов, отличающееся тем, что выполнена охлаждающая рама с возможностью перемещения поперек и размещения под верхней гибочной формой, чтобы принять гнутое стекло, опускаемое верхней формой, и удалить его из гибочного модуля.
8. Устройство по одному из предыдущих пунктов, отличающееся тем, что гибочный модуль находится в печи.
9. Способ гибки стеклянного листа или стопки стеклянных листов, называемых стеклом, устройством по одному из предыдущих пунктов, включающий позиционирование стекла в его оптимальном положении для гибки между верхней гибочной формой и нижней контрформой, после чего стекло находится при температуре пластической деформации, после чего зажимают периферию стекла между верхней формой и нижней контрформой, и гибку стекла осуществляют о верхнюю форму путем приложения всасывающего усилия через ее поверхность, по меньшей мере частично после зажима.
10. Способ по предыдущему пункту, отличающийся тем, что верхняя форма снабжена всасывающей юбкой, способной поднимать стекло и удерживать его напротив верхней формы, причем после того, как стекло окажется в оптимальном положении гибки на конечной опоре, всасывающая юбка поднимает стекло до его контакта с верхней формой, после чего выполняется зажим.
11. Способ гибки стекла устройством по п. 3, причем верхняя форма снабжена всасывающей юбкой, способной поднимать стекло и удерживать его напротив верхней формы, причем способ включает подачу стекла посредством роликового конвейера до воздушной подушки, на которой оно занимает свое оптимальное положение гибки между верхней гибочной формой и нижней контрформой, затем стекло, находящееся при его температуре пластической деформации, поднимают всасывающей юбкой до его контакта с верхней формой, затем периферию стекла зажимают между верхней формой и нижней контрформой, и осуществляют гибку стекла о верхнюю форму путем приложения всасывающего усилия через ее поверхность, по меньшей мере частично после зажима.
12. Способ гибки стекла устройством по п. 1, включающий подачу стекла средством подачи, в частности роликовым конвейером, до конечной опоры, на которой оно принимает свое оптимальное положение гибки между верхней гибочной формой и нижней контрформой, после чего стекло, находящееся при его температуре пластической деформации, поднимают нижней контрформой до его контакта с верхней формой, затем периферию стекла зажимают между верхней формой и нижней контрформой, причем гибку стекла осуществляют о верхнюю форму путем приложения всасывающего усилия через ее поверхность, по меньшей мере частично после зажима.
13. Способ по одному из предыдущих пунктов, относящихся к способу, отличающийся тем, что расстояние между конечной опорой и наиболее низкой точкой поверхности формования верхней гибочной формы всегда остается меньше значения 10 мм + толщина стекла, даже меньше 3 мм + толщина стекла или даже меньше 1 мм + толщина стекла.
14. Способ по одному из предыдущих пунктов, относящихся к способу, отличающийся тем, что после гибки под верхней гибочной формой размещают охлаждающую раму, способную перемещаться в поперечном направлении, чтобы принять гнутое стекло, опускаемое верхней гибочной формой, а затем удалить его из гибочного модуля для охлаждения.
15. Способ по одному из предыдущих пунктов, относящихся к способу, отличающийся тем, что между моментом, когда стекло начинает приближаться к верхней гибочной форме, и его контактом с верхней гибочной формой стекло находится при температуре выше температуры верхней гибочной формы.
16. Способ по предыдущему пункту, отличающийся тем, что стекло охлаждается в контакте с верхней гибочной формой, чтобы застыть в форме, соответствующей форме контактной поверхности верхней гибочной формы.
17. Способ по одному из предыдущих пунктов, относящихся к способу, отличающийся тем, что стекло представляет собой отдельный лист толщиной не более 1,3 мм или даже толщиной не более 1 мм.
18. Способ по одному из предыдущих пунктов, относящихся к способу, отличающийся тем, что при гибке о верхнюю гибочную форму стекло находится при температуре от 640°C до 750°C.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| ПЕЧЬ И СПОСОБ ИЗГИБАНИЯ СТЕКЛА | 1994 |
|
RU2137723C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| WO 2016156735 A1, 06.10.2016 | |||
| Способ съемки рельефа | 1933 |
|
SU42701A1 |
| ЭЛЕКТРОД СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА (ВАРИАНТЫ) | 2011 |
|
RU2571823C2 |
| US 5769919 A1, 23.06.1998 | |||
| EP 1826186 A2, 29.08.2007. | |||

