ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству подачи для подачи непрерывной полоски в непрерывную волоконную ленту в оборудовании табачной промышленности для производства стержнеобразных элементов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Предприятия табачной промышленности производят различные виды курительных изделий, в том числе сигарет. Сигареты, как правило, содержат фильтры для фильтрации табачного дыма и устранения вредных веществ. Обычно в качестве фильтрующего материала используют ацетатные волокна. Ацетатные волокна, как правило, подаются в виде непрерывной ленты. В настоящее время сигареты часто имеют многосегментные фильтры, которые могут содержать разные виды стержнеобразных сегментов для фильтрации табачного дыма, а также сегментов для обеспечения других функций. Например, могут быть предусмотрены ароматизирующие сегменты, которые содержат ароматические капсулы, ароматические нити или полоски, которые, как правило, расположены в центральной части сегментов. Нити или полоски также могут выполнять декоративную функцию, поскольку они видны на передней поверхности фильтра. Другие сегменты могут быть использованы для направления потока табачного дыма: они могут содержать продольные полые полоски, образующие канал для потока. Следовательно, производителям необходимо устройство для подачи непрерывной полоски в непрерывную волоконную ленту.
В патентах США US7074170 и US7691043 раскрыто устройство для подачи непрерывной полоски, пропитанной ароматическим веществом, в непрерывный фильтрующий материал для формирования фильтрующего стержня, который затем нарезают на отдельные фильтрующие стержни.
Оборудование для производства фильтрующих стержнеобразных элементов, известное из уровня техники, как правило, предусмотрено с блоками подачи, которые не гарантируют однородное размещение подаваемого непрерывного материала. Цель настоящего изобретения заключается в предоставлении усовершенствованного устройства для подачи непрерывной полоски с целью использования в оборудовании для производства стержнеобразных элементов. В известном уровне техники не предусмотрены устройства, приспособленные непосредственно для вставки непрерывной полоски в непрерывную волоконную ленту.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрыто устройство подачи для подачи непрерывной полоски в непрерывную волоконную ленту в оборудовании табачной промышленности для производства стержнеобразных элементов, при этом волоконная лента выполнена в виде непрерывного стержня, содержащего непрерывную полоску, окруженную непрерывной волоконной лентой, при этом устройство подачи содержит: блок предоставления полоски для подачи непрерывной полоски; блок подачи полоски для подачи непрерывной полоски в середину непрерывной волоконной ленты; при этом устройство подачи выполнено таким образом, что блок подачи полоски расположен в оборудовании для производства стержнеобразных элементов между блоком подготовки волоконной ленты и гарнитурным блоком для формирования непрерывного стержня. Устройство подачи дополнительно содержит: колесо подачи, имеющее периферийную поверхность, содержащую цилиндрическую направляющую поверхность для направления непрерывной полоски, и направляющие поверхности; при этом направляющие поверхности и цилиндрическая направляющая поверхность образуют канал для направления непрерывной полоски.
Направляющие поверхности могут быть выполнены в виде неподвижных боковых направляющих поверхностей, расположенных около вращающейся цилиндрической направляющей поверхности.
Неподвижные боковые направляющие поверхности могут располагаться перпендикулярно оси вращения колеса подачи.
Неподвижные боковые направляющие поверхности могут быть коническими.
Периферийная поверхность колеса подачи может иметь периферийную канавку, выполненную с возможностью направления непрерывной полоски, при этом периферийная канавка содержит цилиндрическую направляющую поверхность и боковые направляющие поверхности.
Устройство может содержать боковую направляющую поверхность в виде по меньшей мере одного вращающегося ролика, расположенную около вращающейся цилиндрической направляющей поверхности.
Устройство может содержать неподвижную направляющую поверхность в виде части цилиндра, расположенную параллельно цилиндрической направляющей поверхности.
Также раскрыто оборудование для производства стержнеобразных элементов, при этом оборудование содержит: блок предоставления волоконной ленты для подачи непрерывной волоконной ленты; блок подготовки волоконной ленты для подготовки волоконной ленты; устройство подачи для подачи непрерывной полоски; блок подачи обертки для подачи обертки; гарнитурный блок для формирования непрерывного стержня, при этом непрерывный стержень содержит волоконную ленту и непрерывную полоску и обернут оберткой; режущую головку для разрезания непрерывного стержня на стержнеобразные элементы, при этом устройство подачи представляет собой устройство подачи, которое описано в настоящем документе.
Устройство согласно настоящему изобретению обеспечивает размещение непрерывной полоски в непрерывной волоконной ленте без сдвига, при этом полоска подается в волоконную ленту синхронно, т. е. со скоростью передачи волоконной ленты.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Система показана посредством иллюстративных вариантов осуществления на графических материалах, на которых:
на фиг. 1 показано оборудование для производства фильтрующих стержней;
на фиг. 2 показано устройство подачи согласно первому варианту осуществления настоящего изобретения;
на фиг. 3 показано поперечное сечение колеса подачи и направляющих полоски устройства подачи по фиг. 2;
на фиг. 4 показано поперечное сечение колеса подачи устройства подачи по фиг. 2 в момент, когда полоска помещается в волоконную ленту;
на фиг. 5 показано устройство подачи согласно второму варианту осуществления настоящего изобретения;
на фиг. 6 показано поперечное сечение колеса подачи и направляющих полоски устройства подачи по фиг. 5;
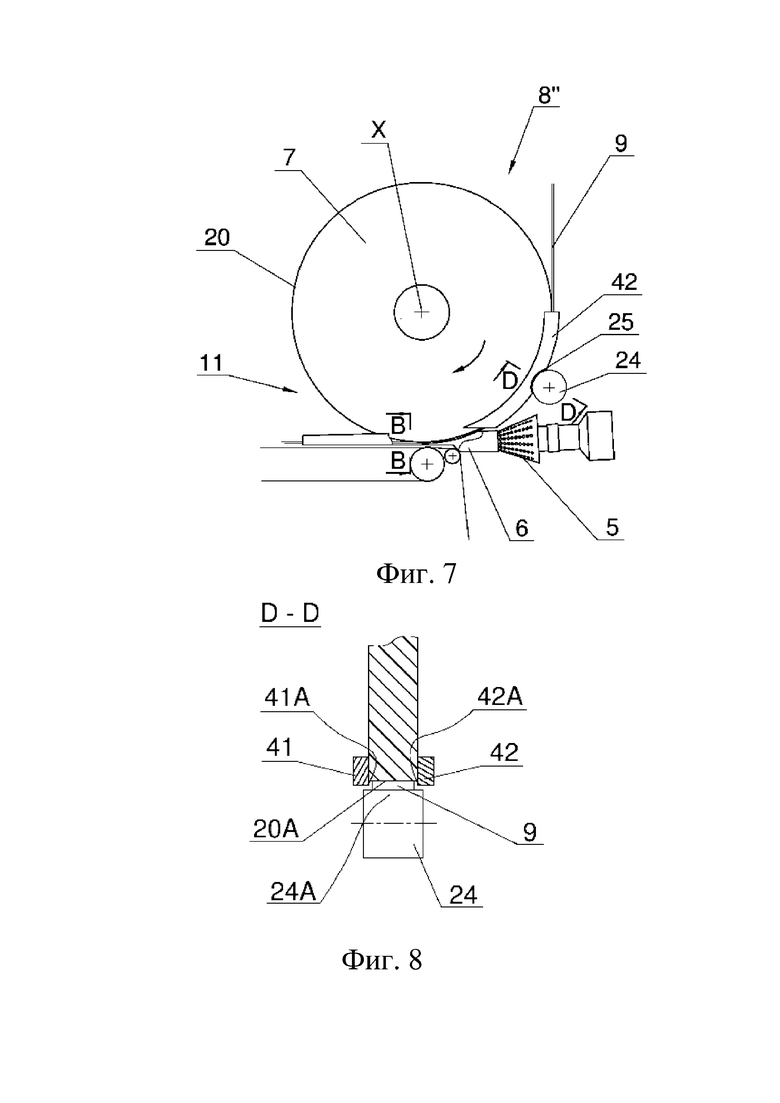
на фиг. 7 показано устройство подачи согласно третьему варианту осуществления настоящего изобретения;
на фиг. 8 показано поперечное сечение колеса подачи и направляющих полоски устройства подачи по фиг. 7;
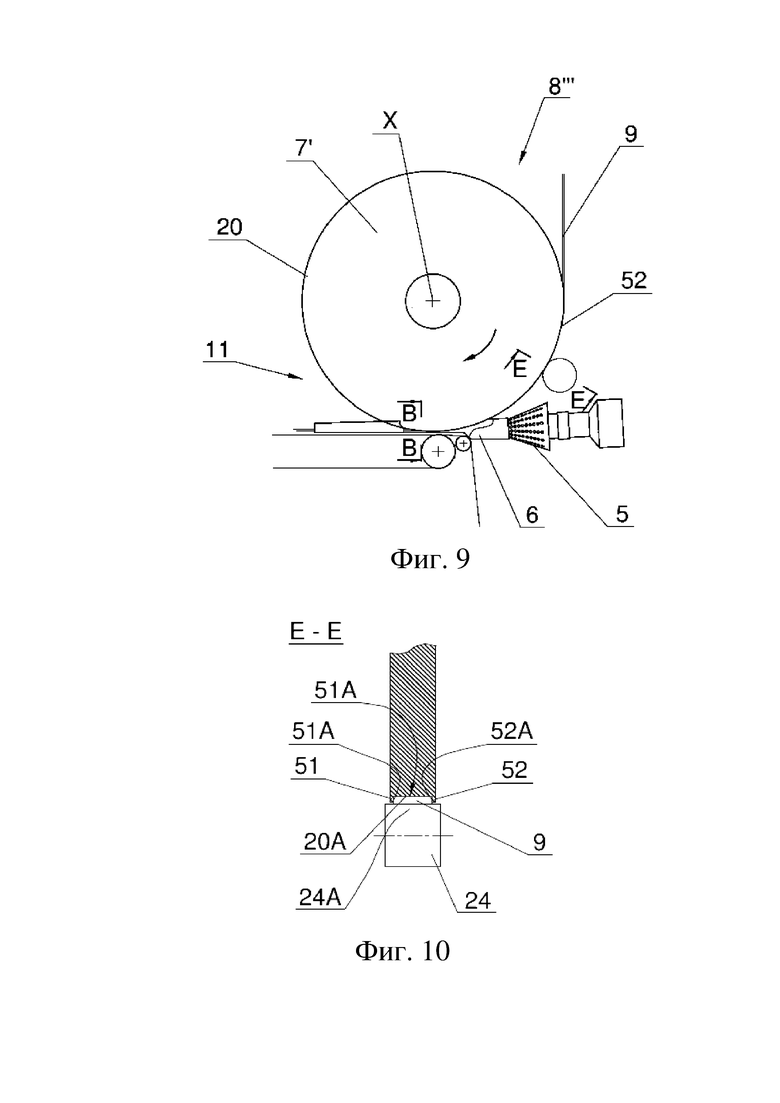
на фиг. 9 показано устройство подачи согласно четвертому варианту осуществления настоящего изобретения;
на фиг. 10 показано поперечное сечение колеса подачи и направляющих полоски устройства подачи по фиг. 9;
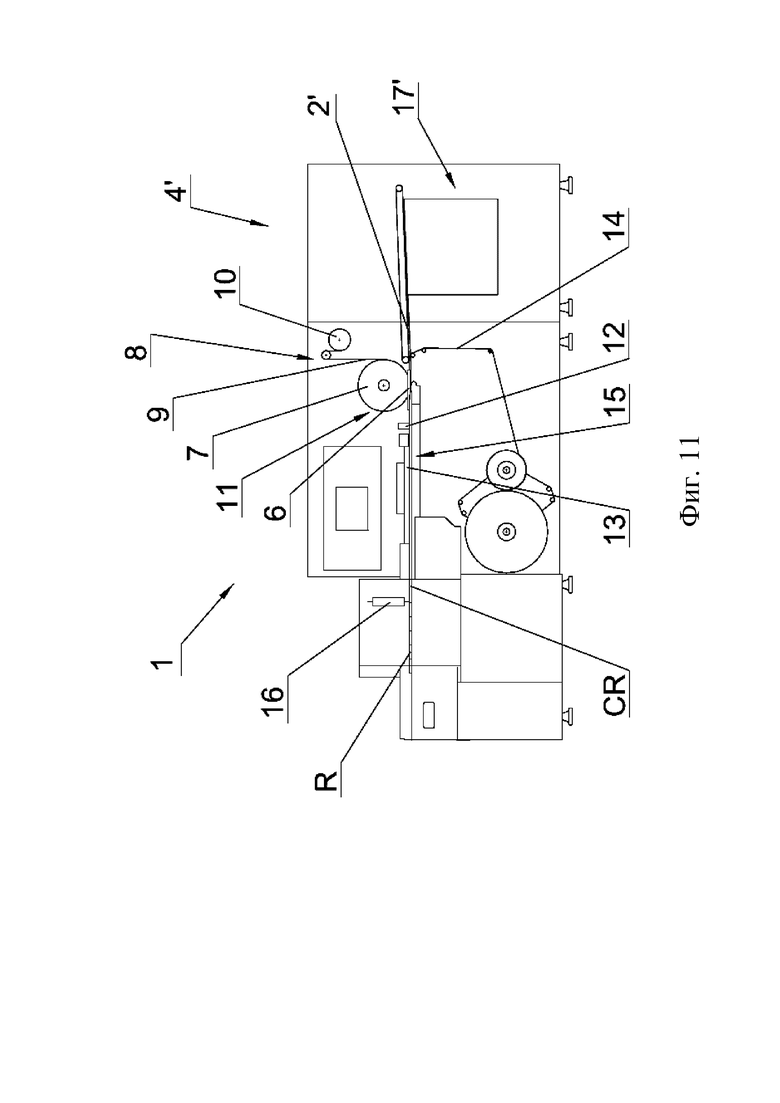
на фиг. 11 показано оборудование для производства табачных стержней.
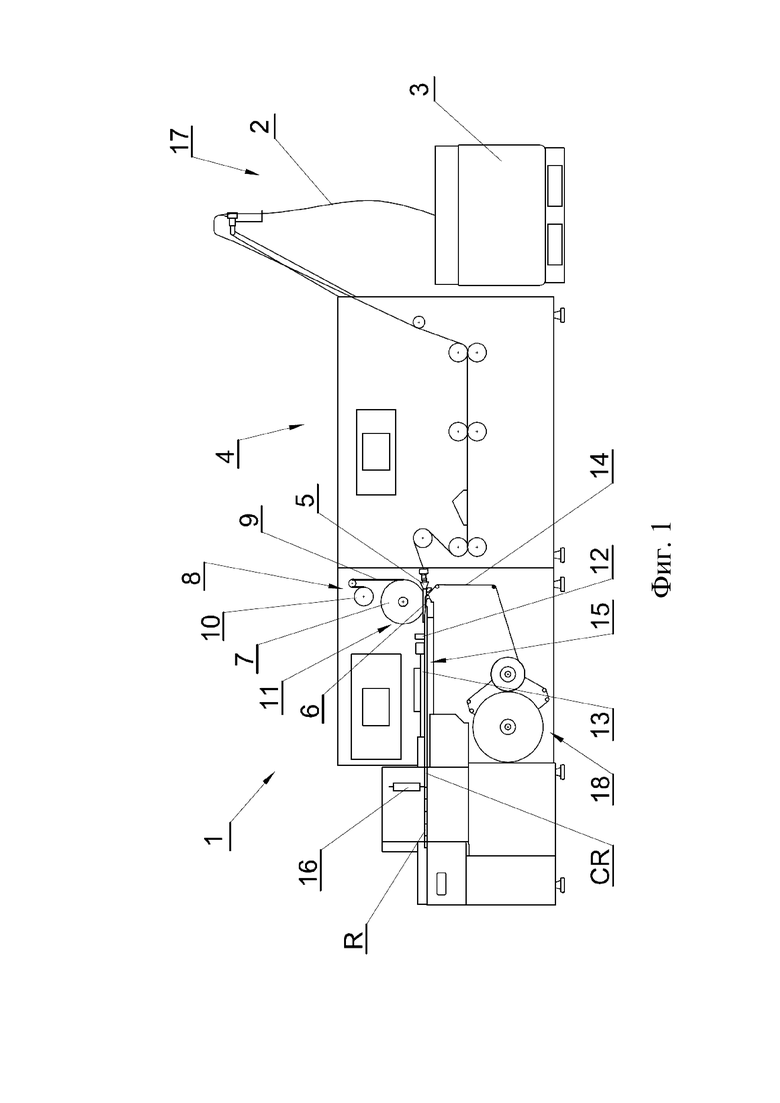
На фиг. 1 схематически показано оборудование 1 для производства фильтрующих стержней R. Волокна фильтрующего материала, например ацетатные волокна в виде ленты 2, которая образует фильтрующий материал, могут подаваться блоком 17 предоставления волоконной ленты из тары в виде кипы 3. Волокна фильтрующего материала могут быть спрессованы в кипу 3. Волокна ленты 2 фильтрующего материала растягиваются и ослабляются посредством сжатого воздуха и цилиндров блока 4 подготовки волоконной ленты для подготовки ленты фильтрующего материала. В результате растяжения и ослабления волокна фильтрующей ленты 2 отсоединяются друг от друга и могут вмещать между собой большее количество воздуха. В блоке 4 подготовки волокна могут быть пропитаны смягчающей жидкостью (например, триацетином). Оборудование 1 для производства фильтрующих стержней R содержит элемент 5 для вставки в виде раструба, через который лента 2 фильтрующего материала проходит от блока 4 подготовки. Тогда как лента 2 фильтрующего материала проходит через элемент 5 для вставки, волокна уже утрамбованы. Элемент 5 для вставки может иметь отверстия, которые способствуют выпуску избытка воздуха из пространства между волокнами ленты 2 фильтрующего материала. За элементом 5 для вставки расположен направляющий элемент 6 для направления ленты 2 фильтрующего материала, при этом лента образована заранее. Направляющий элемент 6 выполнен с возможностью взаимодействия с колесом 7 подачи устройства 8 подачи для подачи непрерывной полоски 9 посредством блока 11 подачи полоски, при этом непрерывная полоска 9 подается от блока 10 снабжения полоски.
За устройством 8 подачи в направлении ленты 2 фильтрующего материала следует блок 12 подачи клея и блок 13 формирования для обматывания ленты 2 оберткой 14. Блок 12 подачи клея и блок 13 формирования, которые являются компонентами гарнитурного блока 15, имеют направляющие для направления обертки 14. Обертка 14 подается посредством блока 18 подачи обертки. Оборудование 1 дополнительно содержит вращающуюся режущую головку 16 для разрезания непрерывного фильтрующего стержня CR на отдельные фильтрующие стержни R.
Непрерывная полоска 9 представляет собой материал, ширина поперечного сечения которого больше его высоты. Предпочтительно ширина по меньшей мере в два раза больше высоты. Полоска 9 может иметь поперечное сечение прямоугольной формы, прямоугольной формы с закругленными углами или овальной формы.
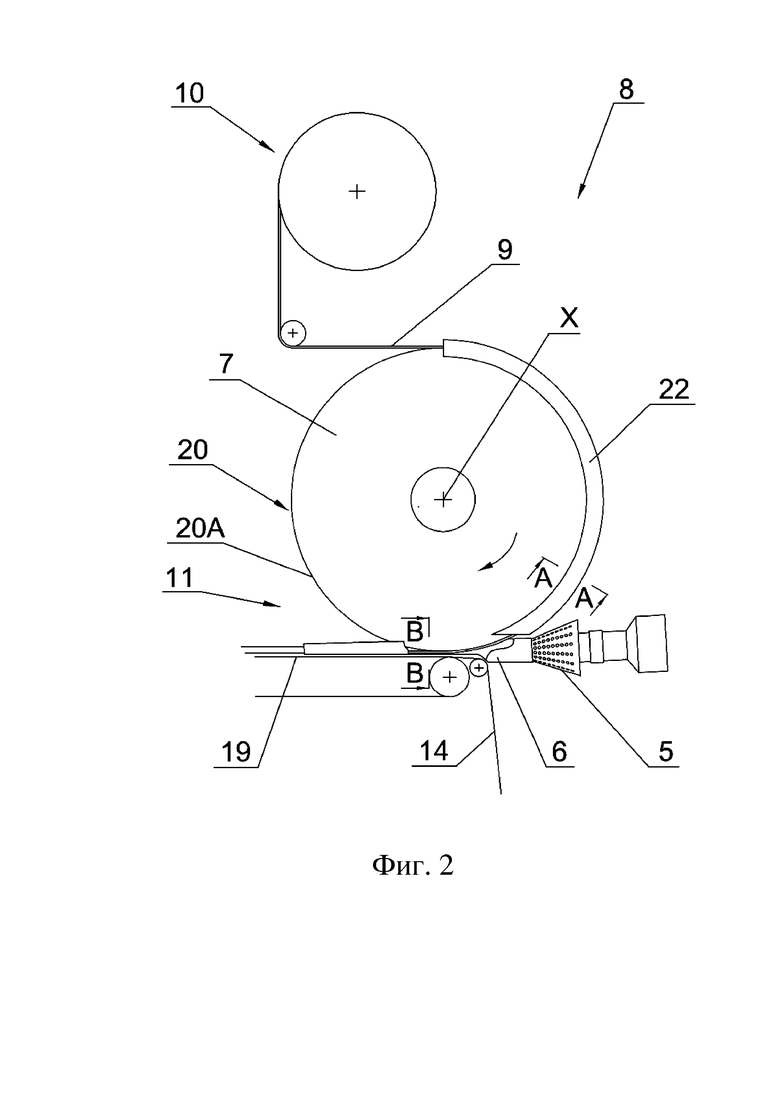
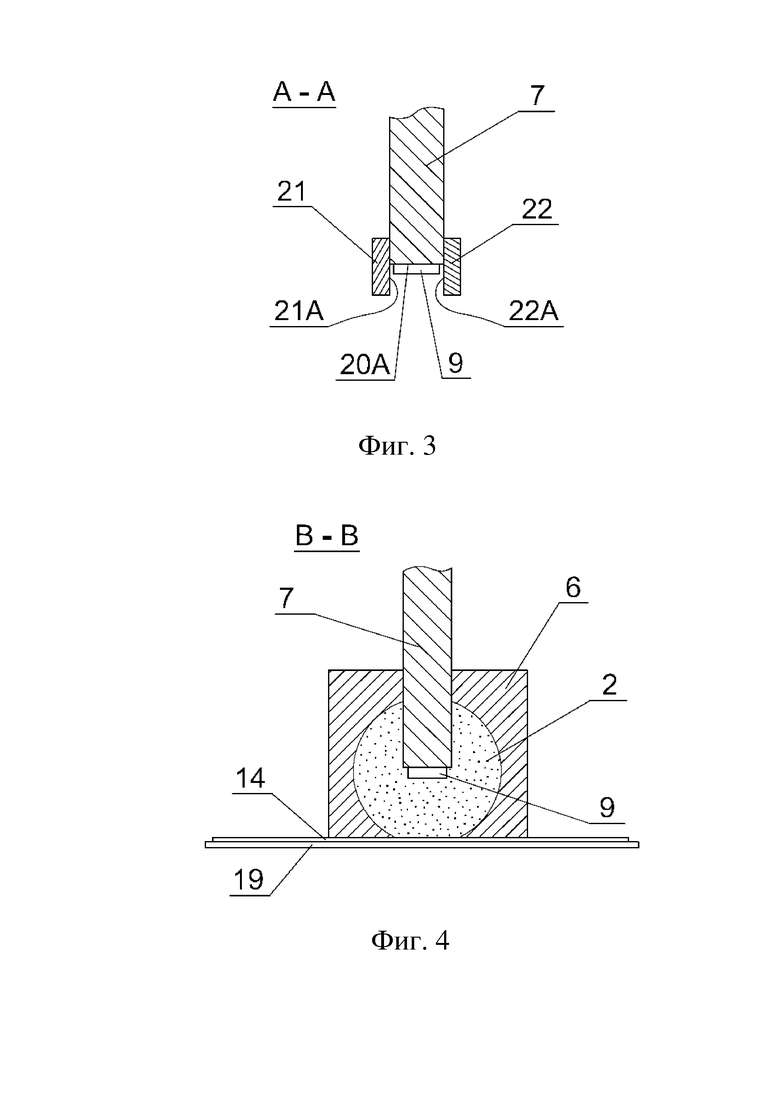
На фиг. 2 показан увеличенный вид первого варианта осуществления устройства 8 подачи для подачи непрерывной полоски 9. Непрерывная полоска 9 подается от блока 10 предоставления полоски. Полоска может поступать из рулона и подаваться блоком подачи полоски любого типа. Устройство 8 подачи содержит колесо 7 подачи, имеющее ось X вращения. Периферийная поверхность 20 колеса 7 подачи имеет цилиндрическую направляющую поверхность 20A для направления непрерывной полоски 9. Непрерывная полоска 9 также может направляться разными способами. Устройство 8 содержит две неподвижные направляющие 21, 22, как показано на увеличенном виде поперечного сечения A-A на фиг. 3. Поверхности 21A, 22A направляющих 21, 22 на цилиндрической направляющей поверхности 20A используются для направления полоски 9 и для предотвращения сдвига полоски с цилиндрической направляющей поверхности 20A. Направляющие поверхности 21A, 22A по существу перпендикулярны оси X вращения колеса 7 подачи. В поперечном сечении B-B (фиг. 4) показана полоска 9, помещенная в ленту 2 фильтрующего материала. Далее во время движения непрерывного фильтрующего материала 2 вместе с оберткой 14 по гарнитурной ленте 19 непрерывная полоска 9 оборачивается фильтрующим материалом 2. В этом варианте осуществления непрерывная полоска 9 входит в контакт (окружает) колесо 7 подачи вдоль половины его цилиндрической направляющей поверхности 20A. Большой угол контакта обеспечивает подачу непрерывной полоски без сдвига, т. е. со скоростью вращения поверхности колеса 7 подачи, которая соответствует скорости движения ленты 2.
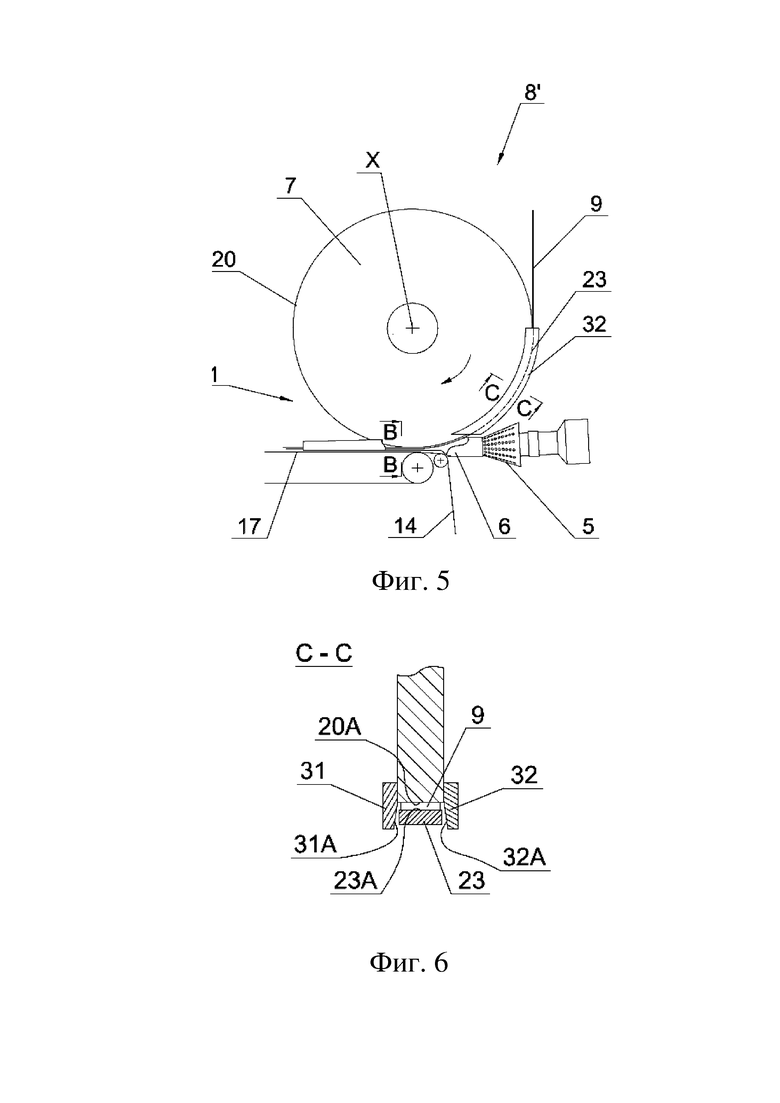
На фиг. 5 показан второй вариант осуществления устройства 8’ подачи, при этом блок предоставления для подачи непрерывной полоски 9 не виден. Устройство 8’ подачи содержит две неподвижные боковые направляющие 31, 32, которые имеют направляющие поверхности 31A, 32A, показанные на поперечном сечении C-C на фиг. 6, при этом направляющие поверхности 31A, 32A имеют коническую форму, что позволяет удерживать полоску на направляющей поверхности 20A при ограниченном движении направляющих поверхностей 31A, 32A на кромках полоски 9. Устройство 8’ подачи содержит неподвижную направляющую 23, имеющую направляющую поверхность 23A, которая является частью цилиндра. Неподвижная направляющая 23 прижимает полоску 9 к направляющей поверхности 20A. Неподвижная направляющая 23 расположена вдоль по меньшей мере части длины боковых направляющих поверхностей 31A, 32A, предпочтительно по всей их длине.
В третьем варианте осуществления, показанном на фиг. 7, устройство 8’’ подачи содержит две неподвижные боковые направляющие 41, 42, имеющие направляющие поверхности 41A, 42A, показанные на поперечном сечении D-D на фиг. 8. Устройство 8’’ подачи содержит вращающийся ролик 24, имеющий цилиндрическую боковую поверхность 24A, которая образует направляющую поверхность для непрерывной полоски 9 и прижимает полоску 9 к направляющей поверхности 20A. Направляющие поверхности 41A, 42A могут иметь выемки 25 для размещения ролика 24.
В четвертом варианте осуществления, показанном на фиг. 9, устройство 8’’’ подачи содержит колесо 7’ подачи, имеющее канавку 51 на своей периферийной поверхности 20, как показано на поперечном сечении E-E на фиг. 10. Канавка содержит цилиндрическую направляющую поверхность 20A и две направляющие боковые поверхности 51A, 52A, образованные ободами 51, 52.
На фиг. 11 показано оборудование для производства стержнеобразных элементов из резаного табака. Табачный материал подается блоком 17’ предоставления волоконной ленты. Непрерывная лента табачного материала подается на обертку 14 и проходит через рабочую область устройства 8 подачи, которое подает непрерывную полоску 9 в ленту табачного материала.
Возможны дополнительные варианты осуществления, которые включают один или несколько признаков вариантов осуществления, описанных выше, объединенных друг с другом.
Изобретение относится к табачной промышленности, а именно к устройствам подачи непрерывной полоски в непрерывную волоконную ленту в оборудовании табачной промышленности для производства стержнеобразных элементов. Устройство подачи для подачи непрерывной полоски в непрерывную волоконную ленту в оборудовании табачной промышленности для производства стержнеобразных элементов, при этом волоконная лента выполнена в виде непрерывного стержня, содержащего непрерывную полоску, окруженную непрерывной волоконной лентой. Устройство содержит блок предоставления полоски для подачи непрерывной полоски, блок подачи полоски для подачи непрерывной полоски в середину непрерывной волоконной ленты. Устройство подачи выполнено таким образом, что блок подачи полоски расположен в оборудовании для производства стержнеобразных элементов между блоком подготовки волоконной ленты и гарнитурным блоком для формирования непрерывного стержня. Устройство дополнительно содержит колесо подачи, имеющее периферийную поверхность, содержащую цилиндрическую направляющую поверхность для направления непрерывной полоски и направляющие поверхности. Направляющие поверхности и цилиндрическая направляющая поверхность образуют канал для направления непрерывной полоски и боковую направляющую поверхность в виде, по меньшей мере, одного вращающегося ролика, расположенную около вращающейся цилиндрической направляющей поверхности. Также раскрыто оборудование для производства стержнеобразных элементов, включающее устройство подачи. Технический результат заключается в обеспечении однородности подачи и размещения волокнистого материала. 2 н.п. и 5 з.п. ф-лы, 11 ил.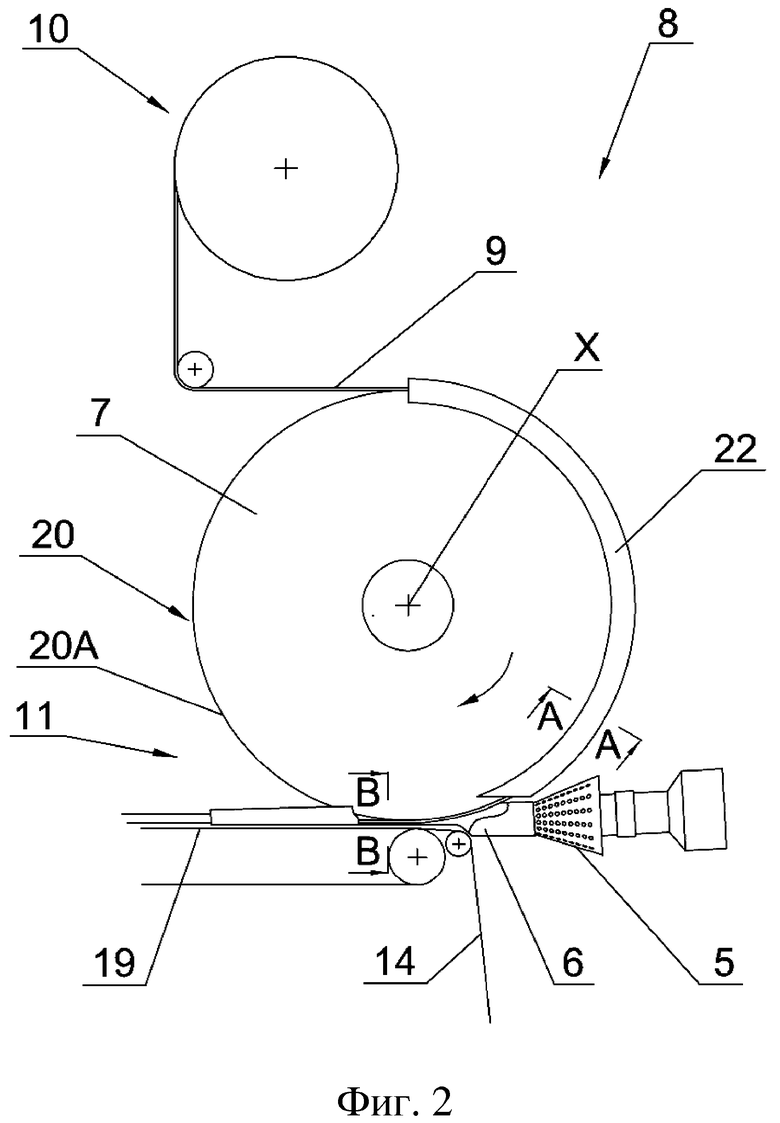
1. Устройство (8, 8’, 8’’, 8’’’) подачи для подачи непрерывной полоски (9) в непрерывную волоконную ленту в оборудовании табачной промышленности для производства стержнеобразных элементов, при этом волоконная лента выполнена в виде непрерывного стержня (CR), содержащего непрерывную полоску (9), окруженную непрерывной волоконной лентой, при этом устройство (8, 8’, 8’’, 8’’’) содержит:
- блок (10) предоставления полоски для подачи непрерывной полоски (9);
- блок (11) подачи полоски для подачи непрерывной полоски (9) в середину непрерывной волоконной ленты;
- при этом устройство (8, 8’, 8’’, 8’’’) подачи выполнено таким образом, что блок (11) подачи полоски расположен в оборудовании для производства стержнеобразных элементов между блоком (4) подготовки волоконной ленты и гарнитурным блоком (15) для формирования непрерывного стержня;
отличающееся тем, что дополнительно содержит:
- колесо (7) подачи, имеющее периферийную поверхность (20), содержащую цилиндрическую направляющую поверхность (20A) для направления непрерывной полоски (9); и
- направляющие поверхности (21A; 22A; 31A; 32A; 41A; 42A; 51A; 52A);
- при этом направляющие поверхности (21A; 22A; 31A; 32A; 41A; 42A; 51A; 52A) и цилиндрическая направляющая поверхность (20A) образуют канал для направления непрерывной полоски (9), и
- боковую направляющую поверхность (24A) в виде по меньшей мере одного вращающегося ролика (24), расположенную около вращающейся цилиндрической направляющей поверхности (20A).
2. Устройство по п. 1, отличающееся тем, что направляющие поверхности выполнены в виде неподвижных боковых направляющих поверхностей (21A, 22A, 31A, 32A, 41A, 42A), расположенных около вращающейся цилиндрической направляющей поверхности (20A).
3. Устройство по п. 2, отличающееся тем, что неподвижные боковые направляющие поверхности (21A, 22A, 41A, 42A) расположены перпендикулярно оси (X) вращения колеса (7) подачи.
4. Устройство по п. 2, отличающееся тем, что неподвижные боковые направляющие поверхности (31A, 32A) являются коническими.
5. Устройство по п. 1, отличающееся тем, что периферийная поверхность колеса подачи имеет периферийную канавку (51), выполненную с возможностью направления непрерывной полоски (9), при этом периферийная канавка (51) содержит цилиндрическую направляющую поверхность (20A) и боковые направляющие поверхности (51A, 52A).
6. Устройство по любому из пп. 1-5, отличающееся тем, что содержит неподвижную направляющую поверхность (23) в виде части цилиндра, расположенную параллельно цилиндрической направляющей поверхности (20A).
7. Оборудование (1) для производства стержнеобразных элементов (R), при этом оборудование (1) содержит:
- блок (17, 17’) предоставления волоконной ленты для подачи непрерывной волоконной ленты (2, 2’);
- блок (4, 4’) подготовки волоконной ленты для подготовки волоконной ленты (2, 2’);
- устройство (8, 8’, 8’’, 8’’’) подачи для подачи непрерывной полоски (9);
- блок (18) подачи обертки для подачи обертки (14);
- гарнитурный блок (15) для формирования непрерывного стержня (CR), при этом непрерывный стержень (CR) содержит волоконную ленту (2, 2’) и непрерывную полоску (9) и обернут оберткой (14);
- режущую головку (16) для разрезания непрерывного стержня (CR) на стержнеобразные элементы (R);
отличающееся тем, что
- устройство (8, 8’, 8’’, 8’’’) подачи представляет собой устройство подачи по любому из пп. 1-6.
| WO 2015197674 A1, 30.12.2015 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2007 |
|
RU2410993C2 |
| US 7691043 B2, 06.04.2010 | |||
| ДОБАВЛЕНИЕ МОДИФИЦИРУЮЩИХ ДЫМ АГЕНТОВ В СТЕРЖНИ КУРИТЕЛЬНОГО МАТЕРИАЛА | 1998 |
|
RU2186512C2 |
| US 7074170 B2, 11.07.2006 | |||
| СПОСОБ ОПОВЕЩЕНИЯ РАБОТАЮЩИХ О ПРИБЛИЖЕНИИ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА ПРИ ВЫПОЛНЕНИИ РАБОТ НА ЖЕЛЕЗНОДОРОЖНОМ ПУТИ | 2015 |
|
RU2606755C1 |

