Область техники
Изобретение относится к области монокристаллических сплавов на основе никеля.
В частности, настоящее изобретение касается способа защиты детали из монокристаллического, не содержащего гафний суперсплава от коррозии и окисления.
Уровень техники
Под «суперсплавами» понимаются сложные сплавы, характеризующиеся при высокой температуре и большом давлении очень хорошей стойкостью к окислению, коррозии, текучести и циклическим (в частности, механическим или термическим) нагрузкам. Такие суперсплавы находят специальное применение в производстве деталей для авиационной промышленности.
Из уровня техники уже известны детали, содержащие последовательно расположенные изнутри наружу: подложку из монокристаллического суперсплава на основе никеля, подслой и тепловой барьер.
Как известно, добавка гафния повышает стойкость к коррозии и окислению суперсплавов, а также сцепление теплового барьера.
Существует множество способов введения гафния в упомянутую деталь.
Первый способ состоит в добавке небольшого количества гафния непосредственно в подложку, т.е. на этапе производства суперсплава, образующего эту подложку. Однако это усложняет обработку данного суперсплава на твердый раствор.
Суперсплавы подвергают термообработке, содержащей фазу обработки на твердый раствор, а также фазы отпуска. Такие виды обработки включают в себя нагрев сплава до соответствующей температуры, лежащей ниже температуры эвтектического превращения, поддержание этой температуры достаточно длительное время для гомогенизации начальных концентраций его компонентов и контроль за размером интерметаллических выделений. Это делает возможным оптимизировать микроструктурные свойства материала.
Однако присутствие гафния в суперсплаве осложняет полную или почти полную обработку на твердый раствор эвтектик и вызывает дефекты типа пережога.
Кроме того этот первый способ не позволяет повысить сцепление теплового барьера с подложкой, поскольку количество содержащегося в суперсплаве гафния незначительно и еще более незначительно его количество, диффундирующее в подслой. Тем не менее этот первый способ позволяет повысить стойкость к окислению изготовленной при этом детали.
Второй способ состоит в введении гафния в подслой во время его нанесения. Однако этот способ позволяет только улучшить сцепление теплового барьера с подложкой. Действительно гафний диффундирует в основном по границам зерен подслоя и поэтому не обеспечивает улучшенной защиты подложки из суперсплава от коррозии и окисления.
Наконец третий известный способ состоит в добавке небольшого количества гафния одновременно в подложку и подслой во время его нанесения.
Однако и при таком решении возникают те же проблемы, что и приведенные для первого способа.
Раскрытие сущности изобретения
Следовательно, задачей изобретения является устранение приведенных выше, присущих уровню техники недостатков.
В частности, задачей изобретения является повышение защиты от коррозии и окисления деталей, выполненных из монокристаллического, не содержащего гафний суперсплава на основе никеля.
Вместе с тем в том случае, когда деталь содержит слой теплового барьера, то изобретение имеет также своей целью повышение сцепления этого слоя с деталью и удлинение срока службы всей полученной при этом детали.
Поэтому изобретение относится к способу защиты детали из монокристаллического, не содержащего гафний суперсплава на основе никеля от коррозии и окисления.
Согласно изобретению данный способ содержит по меньшей мере следующие этапы:
- изготовление детали из монокристаллического, не содержащего гафний суперсплава,
- нанесение на указанную деталь первого содержащего гафний слоя, затем подслоя из сплава с содержанием по меньшей мере 10 атомных % алюминия и второго слоя с содержанием гафния, одновременно или поочередно, таким образом, чтобы образовался смешанный слой, и затем третьего слоя с содержанием гафния,
- проведение диффундирования указанного первого содержащего гафний слоя таким образом, чтобы в верхней части детали из монокристаллического, не содержащего гафний суперсплава на основе никеля образовалась первая зона взаимодиффузии, а также проведение диффундирования третьего, содержащего гафний слоя таким образом, чтобы на поверхности упомянутого смешанного слоя образовалась вторая зона взаимодиффузии,
- проведение, после диффузионной обработки, оксидирования указанной второй зоны взаимодиффузии таким образом, чтобы образовался глиноземный, содержащий гафний слой на поверхности во второй зоне взаимодиффузии.
Благодаря таким признакам изобретения полученная деталь приобретает повышенную стойкость к коррозии и окислению.
Согласно другим предпочтительным, не ограничивающим изобретение признакам, взятым раздельно или в сочетании:
- способ используется сначала для нанесения разных слоев и подслоя до проведения диффузионной обработки,
- способ включает в себя по меньшей мере следующие этапы:
- изготовление детали из монокристаллического, не содержащего гафний суперсплава на основе никеля,
- нанесение на указанную деталь первого, содержащего гафний слоя,
- проведение диффундирования первого, содержащего гафний слоя для образования первой зоны взаимодиффузии на поверхности детали из монокристаллического, не содержащего гафний суперсплава на основе никеля,
- нанесение, одновременно или поочередно, в первой зоне взаимодиффузии подслоя из сплава с содержанием по меньшей мере 10 атомных % алюминия и второго слоя с содержанием гафния для образования смешенного слоя,
- нанесение на смешанный слой третьего, содержащего гафний слоя,
- проведение диффундирования третьего, содержащего гафний слоя для образования на поверхности смешанного слоя второй зоны взаимодиффузии,
- оксидирование второй зоны взаимодиффузии для получения глиноземного, содержащего гафний слоя на поверхности во второй зоне взаимодиффузии,
- способ содержит этап нанесения слоя теплового барьера на глиноземный, содержащий гафний слой,
- по меньшей мере один из этапов нанесения покрытия проводится физическим осаждением паров (PVD), предпочтительно катодным напылением,
- нанесение покрытия катодным напылением производится при температуре от 100 до 900°С, при давлении от 0,1 до 1 Па, отнесенной к площади поверхности мощности от 2 до 15 Вт/см2, отрицательной поляризации от -150 до -500 В и при бомбардировке ионами от -200 до 500 В в течение 10 - 30 минут,
- диффузионная обработка проводится путем термообработки в вакууме или в атмосфере из смеси аргона и 5 об.% гелия, причем эта обработка содержит этап повышения температуры до значения от 800 до 1200°С, этап поддержания этой температуры в течение от 1 до 4 часов и этап охлаждения снижением температуры до комнатной,
- оксидирование второй зоны (41) взаимодиффузии проводится посредством термообработки при парциальном давлении кислорода или аргона, причем эта термообработка включает в себя этап подъема температуры до значения от 900 до 1200°С, этап поддержания этой температуры в течение по меньшей мере одного часа и этап охлаждения до комнатной температуры.
Краткое описание чертежей
Другие признаки и преимущества изобретения приводятся ниже в описании со ссылкой на приложенные чертежи, на которых представлен для сведения не ограничивающий, возможный вариант выполнения.
На чертежах изображено:
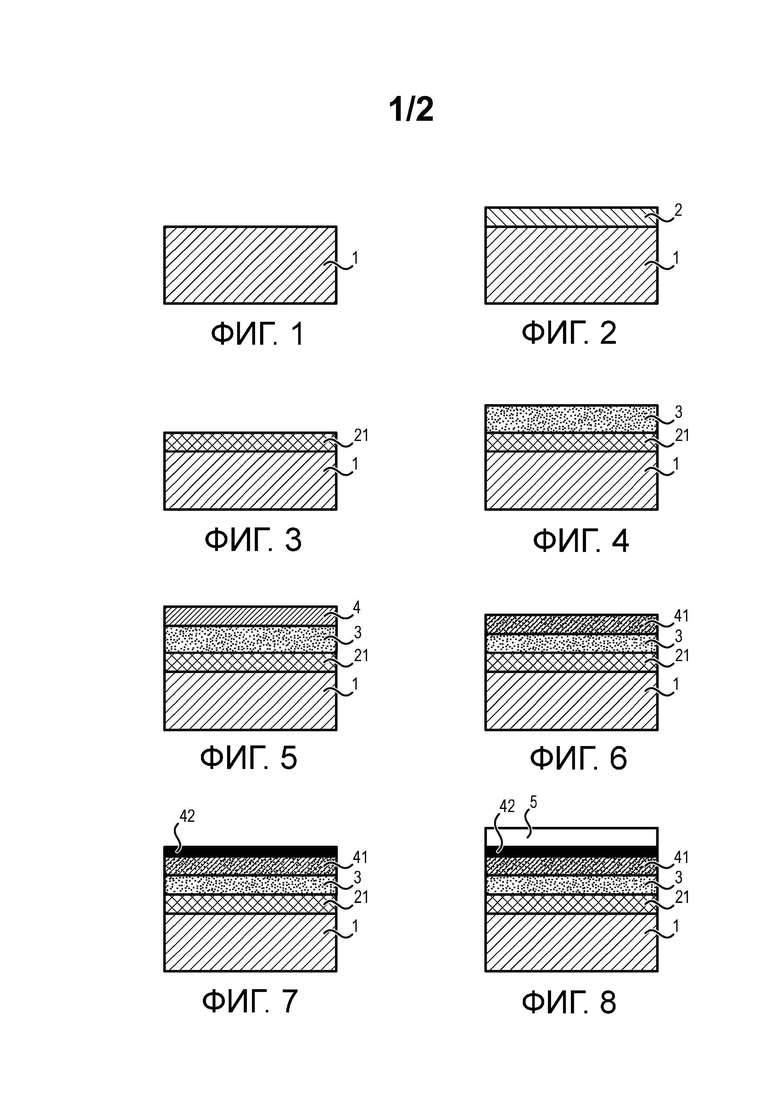
фиг. 1-8 - схемы с изображением различных этапов первого варианта осуществления способа согласно изобретению,
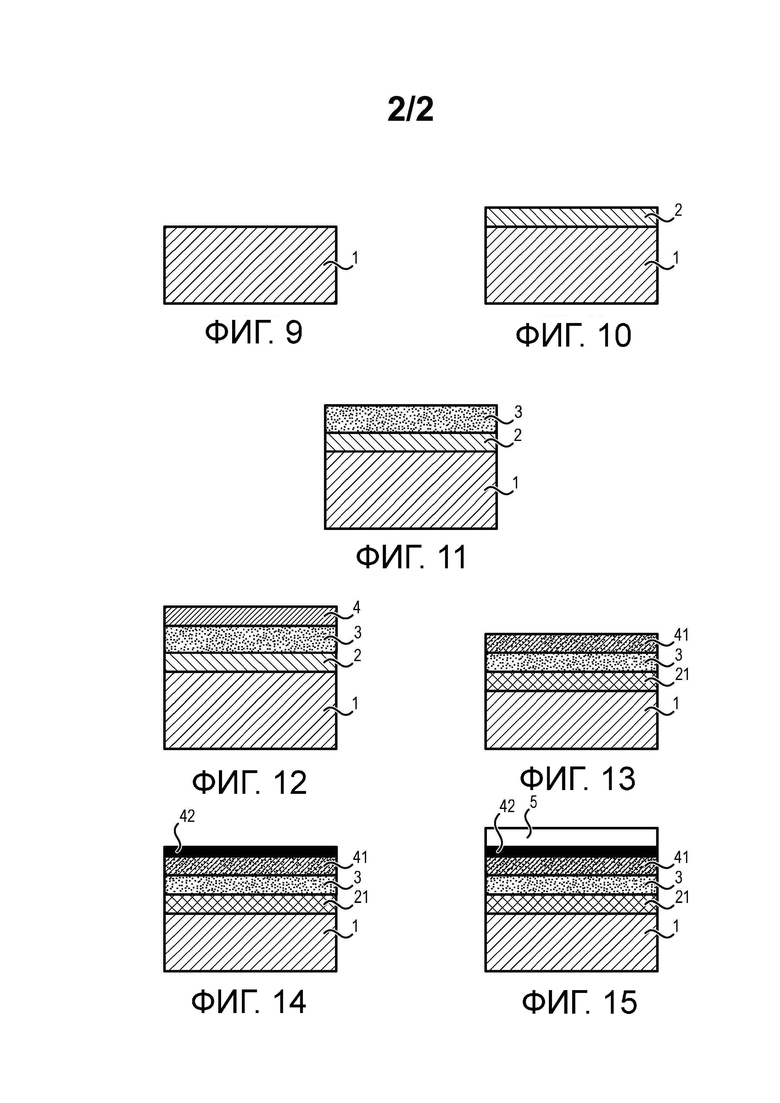
фиг. 9-15 - схемы с изображением различных этапов второго варианта осуществления способа согласно изобретению.
Осуществление изобретения
Ниже описываются разные этапы способа согласно изобретению со ссылкой на фигуры.
На фиг. 1 показан первый этап способа, на котором изготавливается деталь 1 из монокристаллического, не содержащего гафний суперсплава на основе никеля.
Данную деталь 1 получают, например, литьем или дополнительным видом обработки с приданием необходимой формы.
Ниже в таблице 1 приведено несколько примеров на суперсплавы, пригодные к применению в способе согласно изобретению. Они обозначены буквами от А до F.
Таблица 1. Примеры не содержащих гафний монокристаллических суперсплавов на основе никеля.
Слово «остальное» означает для каждого суперсплава остаточное содержание в массовом % для достижения 100% с помощью других разных упомянутых компонентов.
Второй, изображенный на фиг. 2 этап способа предназначен для нанесения первого, содержащего гафний слоя 2 на деталь 1. Предпочтительно его толщина составляет от 50 до 800 нм, более предпочтительно от 50 до 300 нм.
Нанесение первого, содержащего гафний слоя 2 может производиться химическим осаждением из паровой фазы (CDV).
Вместе с тем предпочтительно его получают физическим осаждением паров (PVD), более предпочтительно катодным напылением, что позволяет надежно контролировать толщину покрытия.
Нанесение покрытия физическим осаждением паров проводится в камере, в которой находятся деталь 1 и одна или несколько мишеней, соответствующих осаждаемому материалу (материалам), в данном случае, в частности, гафнию. Использованием разницы потенциалов между стенками реактора и мишенью (мишенями) образуют плазму, положительные виды которой притягиваются катодом (мишенью) и сталкиваются с ним(и). Атомы мишени или мишеней распыляются и конденсируются на детали 1.
Предпочтительно условия нанесения покрытия являются следующими:
- нагрев при нанесении покрытия: 100 - 900°С,
- давление: 0,1 - 1 Па,
- мощность, отнесенная к площади поверхности: 2 - 15 Вт/см2,
- поляризация: от -500 до -150 В.
Бомбардировка ионами проводится в течение 10 - 30 минут при -200 - 500 В.
Затем проводится этап диффундирования первого слоя гафния 2 (см. фиг. 3) таким образом, чтобы на поверхности детали 1 образовалась первая зона 21 взаимодиффузии, в которой присутствует гафний. И хотя это на фигурах не показано, однако может случиться, что весь слой гафния не диффундирует и что поверх слоя 21 взаимодиффузии остается тонкий слой гафния.
Предпочтительно диффузионная обработка проводится при размещении детали с нанесенным на нее первым слоем 2 гафния внутри камеры, в которой создается вакуум или атмосфера в виде смеси из аргона и 5 об.% гелия.
Данная камера является предпочтительно иной, чем камера для нанесения покрытия, но может быть и такой.
Затем диффундирование проводится предпочтительно так, как описано ниже.
Проводят термообработку, содержащую этап подъема температуры до значения от 800 до 1200°С, причем этот температурный уровень поддерживается в течение времени от 1 до 4 часов.
За этим этапом следует затем этап охлаждения, на котором температура снижается внутри камеры до комнатной.
Образованная при этом первая зона 21 взаимодиффузии позволяет защитить деталь 1 из монокристаллического, не содержащего гафний суперсплава на основе никеля от коррозии и окисления.
Четвертый этап способа, представленный на фиг. 4, состоит в нанесении в первой зоне 21 взаимодиффузии, одновременно или поочередно, подслоя из сплава с содержанием по меньшей мере 10 ат.%, предпочтительно по меньшей мере 50 ат.%, алюминия, выбранного предпочтительно из NiAlCrSi, NiAlCrSiPt. NiCoAlCrSiPt, NiAl, NiPtAl или MCrAlY, где М означает кобальт, никель или кобальт-никель, и второго, содержащего гафний слоя с образованием смешанного слоя 3.
Предпочтительно содержащий по меньшей мере 10 ат.% алюминия подслой имеет толщину от 5 до 30 мкм. Также предпочтительно второй, содержащий гафний слой имеет толщину от 20 до 700 нм.
В том случае, когда нанесение покрытия проводится одновременно, то получают сплав. Поэтому, если, например, подслой состоит из NiAlPt, то полученный смешанный слой 3 будет представлять собой NiAlPtHf.
Это покрытие может быть получено одним из описанных выше способов нанесения покрытий.
Предпочтительно покрытие наносится катодным напылением в приведенных выше условиях.
Такое одновременное нанесение покрытия может проводиться с использованием мишени из гафния для нанесения его слоя и легированной мишени, т.е. содержащего разные компоненты сплава, который намерены нанести для получения подслоя.
Согласно другому варианту выполнения такое покрытие может проводиться с использованием одной мишени для каждого осаждаемого химического элемента, например, пяти мишеней для одновременного нанесения покрытия из NiCrAlY и гафния (нанесение покрытия сонапылением).
Ниже в таблице приведены разные примеры для пригодных к использованию пар толщин подслоя и гафния.
Таблица 2
Получение второго покрытия из гафния при нанесении подслоя позволяет усилить границы зерен в подслое, блокируя при этом диффузию катионов металла, входящих в его состав и замедляя диффузию кислорода в нем и, следовательно, кинетику окисления подслоя. Назначение смешанного слоя 3 состоит в повышении срока службы источника алюминия и срока службы теплового барьера, если его образуют одновременно.
Пятый этап способа, представленный на фиг. 5, состоит в нанесении на указанный смешанный слой 3 третьего, содержащего гафний 4 слоя толщиной предпочтительно от 10 до 100 нм.
Предпочтительно такое нанесение покрытия проводится способами и в условиях, являющихся идентичными описанным выше для нанесения первого слоя 2 из гафния.
Наконец, как показано на фиг. 6, способ включает в себя диффузионную обработку и оксидирование детали 1.
Диффундирование третьего слоя 4 из гафния позволяет получить вторую зону 41 взаимодиффузии. Диффузионная обработка проводится преимущественно при тех же условиях, что и описанные выше для диффузионной обработки первого слоя 2 гафния.
Оксидирование, показанное на фиг. 7, позволяет получить слой 42 из глинозема и гафния.
Его толщина составляет предпочтительно от 200 до 700 нм.
Точнее, речь идет о глиноземном слое, содержащем гафний по границам зерен, другими словами, о глиноземном слое с добавкой гафния по границам зерен.
Такое оксидирование проводится внутри камеры при парциальном давлении кислорода или аргона.
Разными этапами оксидирования являются предпочтительно следующие:
- повышение температуры: предпочтительно при от 80 до 100°С/мин.,
- уровень окисления: в течение 0,5 - 1 ч при температуре от 900 до 1200°С,
- охлаждение, снижение температуры: предпочтительно при 80 - 100°С/мин.
Наконец также возможно наносить слой 5 теплового барьера на глиноземный слой 42 с содержанием гафния (см. фиг. 8). Этот слой 5 выполнен, например, из иттриевой двуокиси циркония или является многослойным и содержит керамику и иттриевую двуокись циркония.
Следует отметить, что разные этапы нанесения покрытия из гафния и подслоя диффундированием и оксидированием могут проводиться в одном и том же устройстве для нанесения покрытий, вследствие чего упрощается производство.
Ниже описывается второй вариант осуществления способа согласно изобретению со ссылкой на фиг. 9 - 15. Речь идет о варианте развития первого варианта выполнения. Соответственно одинаковые слои или подслои обозначены одинаковыми позициями.
Оба первых, изображенных на фиг. 9 и 10 этапа идентичны обоим первым этапам первого варианта развития, изображенным на фиг. 1 и 2.
Затем проводят формирование смешанного слоя 3 с учетом описанных выше условий непосредственно на содержащем гафний первом слое 2 (этап изображен на фиг. 11).
После этого наносят на смешанный слой 3 третий содержащий гафний 4 слой в соответствии с условиями, описанными для предыдущего варианта выполнения, как показано на фиг. 12.
После формирования или нанесения всего комплекса слоев 2, 3 и 4 приступают к диффузионной обработке, при которой первый слой 2 диффундирует в верхнюю часть детали 1, образуя в ней зону 21 взаимодиффузии, и диффундирует третий, содержащий гафний слой 4 в поверхность смешанного слоя 3, образуя вторую зону 41 взаимодиффузии (см. фиг. 13). Диффундирование проводится идентично диффундированию, описанному выше для первого варианта выполнения. Этот этап представлен на фиг. 13.
Наконец оба последних этапа способа: оксидирование второй зоны 41 взаимодиффузии и при необходимости нанесение слоя 5 теплового барьера на предварительно образованный глиноземный слой 42 проводятся в соответствии с описанием, приведенным для этапов первого варианта выполнения. Эти этапы представлены соответственно на фиг. 14 и 15.
В целом способ согласно изобретению состоит в нанесении или формировании разных слоев 2, 3, 4 и в применении указанной выше диффузионной обработки. Эта диффузионная обработка может быть применена либо после нанесения первого слоя 2 и повторена после нанесения третьего слоя 4, либо выполнена в один прием после нанесения комплекса слоев.
Группа изобретений относится к способам защиты детали из монокристаллического, не содержащего гафний суперсплава на основе никеля от коррозии и окисления. Осуществляют изготовление детали из указанного сплава, нанесение на деталь первого слоя из гафния, подслоя из сплава с содержанием по меньшей мере 10 атомных % алюминия и второго слоя из гафния, одновременно или поочерёдно для образования смешанного слоя. Последующее нанесение третьего слоя из гафния. Далее проводят диффузионную обработку с обеспечением диффундирования указанного первого слоя из гафния для образования в верхней части детали первой зоны взаимодиффузии и диффундирования третьего слоя из гафния для образования на поверхности упомянутого смешанного слоя второй зоны взаимодиффузии. Осуществляют оксидирование указанной второй зоны взаимодиффузии после диффузионной обработки для образования глинозёмного, содержащего гафний, слоя на поверхности второй зоны взаимодиффузии. В другом варианте осуществления изобретения после нанесения на деталь первого слоя из гафния проводят диффузионную обработку с обеспечением диффундирования первого слоя из гафния для образования первой зоны взаимодиффузии на поверхности детали. Наносят упомянутые смешанный слой и третий слой из гафния и проводят диффузионную обработку с обеспечением диффундирования третьего слоя из гафния для образования на поверхности смешанного слоя второй зоны взаимодиффузии. Обеспечивается повышение защиты от коррозии и окисления деталей, выполненных из монокристаллического, не содержащего гафний суперсплава на основе никеля. 2 н. и 10 з.п. ф-лы, 2 табл., 15 ил.
1. Способ защиты детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля от коррозии и окисления, отличающийся тем, что он включает в себя по меньшей мере следующие этапы:
изготовление детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля,
нанесение на указанную деталь (1) первого слоя (2) из гафния, подслоя из сплава с содержанием по меньшей мере 10 атомных % алюминия и второго слоя из гафния, одновременно или поочерёдно для образования смешанного слоя (3), и затем нанесение третьего слоя (4) из гафния,
далее проведение диффузионной обработки с обеспечением диффундирования указанного первого слоя (2) из гафния для образования в верхней части детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля, первой зоны (21) взаимодиффузии, и диффундирования третьего слоя (4) из гафния для образования на поверхности упомянутого смешанного слоя (3) второй зоны (41) взаимодиффузии,
оксидирование указанной второй зоны (41) взаимодиффузии после диффузионной обработки для образования глинозёмного, содержащего гафний, слоя (42) на поверхности второй зоны (41) взаимодиффузии.
2. Способ защиты детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля от коррозии и окисления, отличающийся тем, что он включает по меньшей мере следующие этапы:
изготовление детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля,
нанесение на указанную деталь (1) первого слоя (2) из гафния,
проведение диффузионной обработки с обеспечением диффундирования первого слоя (2) из гафния для образования первой зоны (21) взаимодиффузии на поверхности детали (1) из монокристаллического, не содержащего гафний суперсплава на основе никеля,
одновременное или поочерёдное нанесение в первой зоне (21) взаимодиффузии подслоя из сплава с содержанием по меньшей мере 10 ат.% алюминия и второго слоя с содержанием гафния для образования смешанного слоя (3),
нанесение на смешанный слой (3) третьего слоя (4) из гафния,
проведение диффузионной обработки с обеспечением диффундирования третьего слоя (4) из гафния для образования на поверхности смешанного слоя (3) второй зоны (41) взаимодиффузии,
оксидирование второй зоны (41) взаимодиффузии для получения глинозёмного, содержащего гафний слоя (42) на поверхности во второй зоне взаимодиффузии (41).
3. Способ по п. 1 или 2, отличающийся тем, что он содержит этап нанесения слоя (5) теплового барьера на глинозёмный, содержащий гафний, слой (42).
4. Способ по любому из пп. 1-3, отличающийся тем, что по меньшей мере один из этапов нанесения слоев проводят физическим осаждением паров, предпочтительно катодным напылением.
5. Способ по п. 4, отличающийся тем, что нанесение слоев проводят катодным напылением при температуре от 100 до 900°С, давлении от 0,1 до 1 Па, отнесённой к площади поверхности мощности от 2 до 15 Вт/см2, отрицательной полярности от -500 до -150 В и бомбардировке ионами от -200 до 500 В в течение от 10 до 30 минут.
6. Способ по п. 1 или 2, отличающийся тем, что диффузионную обработку проводят посредством термообработки в вакууме или в атмосфере из аргона и 5 об.% гелия, при этом термообработка включает в себя этап подъёма температуры до значения от 800 до 1200°С, этап поддержания этой температуры в течение от 1 до 4 часов и этап охлаждения путём снижения температуры до комнатной.
7. Способ по п. 1 или 2, отличающийся тем, что оксидирование второй зоны (41) взаимодиффузии проводят термообработкой при парциальном давлении кислорода или аргона, причём указанную термообработку проводят путем подъёма температуры до значения от 900 до 1200°С, поддержания указанной температуры в течение менее 1 ч и охлаждения до комнатной температуры.
8. Способ по п. 1 или 2, отличающийся тем, что первый слой (2) из гафния имеет толщину от 50 до 800 нм, предпочтительно от 50 до 300 нм.
9. Способ по п. 1 или 2, отличающийся тем, что сплав с содержанием по меньшей мере 10 ат.% алюминия для подслоя выбирают из NiAlCrSi, NiAlCrSiPt, NiCoAlCrSiPt, NiAl, NiPtAl, или MCrAlY, где М означает кобальт, никель или кобальт-никель.
10. Способ по любому из пп. 1, 2 или 9, отличающийся тем, что подслой из сплава с содержанием по меньшей мере 10 ат.% алюминия имеет толщину от 5 до 30 мкм.
11. Способ по п. 1 или 2, отличающийся тем, что второй слой из гафния имеет толщину от 20 до 700 нм.
12. Способ по п. 1 или 2, отличающийся тем, что третий слой (4) из гафния имеет толщину от 10 до 100 нм.
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2452793C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 1991 |
|
RU2053310C1 |
| ИЗДЕЛИЕ С ПОДЛОЖКОЙ ИЗ СВЕРХСПЛАВА С РАЗМЕЩЕННЫМ НА НЕЙ ОБОГАЩЕННЫМ СЛОЕМ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2209254C2 |
| EP 1010774 B1, 18.08.2004 | |||
| Копировальный станок | 1979 |
|
SU821078A1 |

