Изобретение относится к области машиностроения, в частности к разделу химико-термической обработки металлов и сплавов, и может быть использовано для повышения долговечности высокотемпературных деталей газовых турбин, подверженных сульфидно-оксидной коррозии.
Известен способ получения защитного покрытия на сплавах, включающий нанесение вакуумно-плазменным напылением при температуре 900°С в течение 2-3 часов 20 минут слоя сплава на основе никеля, содержащего хром, алюминий, тантал и иттрий, хромоалитирование диффузионным методом в порошковой смеси, содержащей хром, алюминий и хлористый аммоний, и последующую термовакуумную обработку, заключающуюся в закалке в вакууме при температуре 1160-1200°С в течение 1-2 часов с последующим отпуском в вакууме при температуре 900-1000°С в течение 1-2 часов [1].
Недостатком известного способа является недостаточная стойкость получаемого защитного покрытия к сульфидной коррозии. Кроме того, ввиду большой концентрации хрома покрытие обладает большой толщиной, которая снижает его термостойкость и жаропрочность.
Задачей, на решение которой направлено заявляемое изобретение, является повышение стойкости защитного покрытия к сульфидной коррозии, а также повышение его жаропрочности и термостойкости путем подбора химического состава напыляемого подслоя на основе никеля, а также повышение долговечности покрытия в условиях воздействия агрессивной среды путем подбора оптимальных концентраций легирующих элементов.
Технический результат достигается тем, что в способе получения защитного покрытия на сплавах, включающем нанесение вакуумно-плазменным напылением слоя сплава на основе никеля, содержащего хром, алюминий, тантал и иттрий, хромоалитирование в порошковой смеси, содержащей хром, алюминий и хлористый аммоний, и последующую термовакуумную обработку, слой наносят при температуре 600-650°С в течение 2 часов, а напыляемый сплав дополнительно содержит вольфрам, кремний и гафний при следующем соотношении компонентов, мас.%: хром 13-15, алюминий 7-9, тантал 4-6, иттрий 0,4-0,6, вольфрам 3-4, кремний 0,5-0,8, гафний 1,4-1,8, никель - остальное, хромоалитирование проводят при температуре 1070-1110°С в течение 1-5 часов в среде аргона в порошковой смеси при следующем соотношении компонентов, мас.%: хром 39-45, алюминий 3,9-4,5, хлористый аммоний 0,3-0,4, оксид алюминия - остальное, а термовакуумную обработку осуществляют путем стабилизирующего отжига в вакууме при температуре 1070-1100°С в течение 3-6 часов.
Кроме того, для сплавов типа ЦНК после стабилизирующего отжига в вакууме осуществляют старение при температуре 840±10°С в течение 13-18 часов с последующим охлаждением на воздухе.
Как показали лабораторные исследования защитных покрытий, сформированных предлагаемым способом, по сравнению с известным [1] число циклов до разрушения покрытия в одних и тех же условиях при испытании на термостойкость увеличивается на (61%), удельный привес покрытий в условиях высокотемпературного окисления снижается на (44%), удельный привес в условиях воздействия агрессивного осадка (морская соль + Na2SO4) снижается на (38%).
В заявленном техническом решении предлагается формирование комбинированного покрытия с легированным подслоем. Тонкий слой подслоя наносят на поверхность детали перед хромоалитированием в среде аргона. Толщина подслоя составляет 36-44 мкм. Для повышения стойкости к сульфидной коррозии, а также жаростойкости, термостойкости и прочности покрытие легируют кремнием, вольфрамом, гафнием. В состав подслоя входит также хром, алюминий, тантал, иттрий, но совсем в других концентрациях, чем в известном [1], что позволяет получать защитный слой, обладающий более высокими эксплуатационными свойствами.
Проведение хромоалитирования в защитной среде аргона является более целесообразньм и экономически выгодным по сравнению с хромоалитированием в вакууме. Кроме того, последней стадией формирования покрытия является термическая обработка, включающая стабилизационный отжиг и старение и обеспечивающая придание покрытию высоких показателей прочности, пластичности, вязкости и термостойкости.
Состав подслоя выбран исходя из следующих соображений. Алюминия в подслое должно быть не менее семи процентов для обеспечения формирования γ'-фазы определенного состава. Если содержание алюминия превышает 9%, то наблюдается ухудшение адгезии покрытия к поверхности деталей, повышается концентрация дефектов в первом слое, которые переходят во второй слой покрытия при последующей обработке, ухудшается технологичность, снижаются характеристики пластичности покрытия.
Вольфрам обеспечивает дополнительное повышение жаропрочности покрытия за счет увеличения прочности основных его фазовых составляющих β и γ'-фаз. При высоких концентрациях вольфрама более 4% наблюдается некоторое снижение сопротивляемости покрытия высокотемпературному окислению и повышение хрупкости внутренней зоны слоя, поэтому концентрация вольфрама (3-4%) выбрана в сравнительно узком интервале, обеспечивающем сохранение оптимальных характеристик покрытия, необходимых для достижения указанной цели.
Добавки в покрытие элементов, имеющих высокую активность к кислороду, а именно иттрия, гафния и кремния, предназначены для комплексного воздействия на адгезию оксидной пленки на покрытии при изотермическом и циклическом окислении, а также при воздействии агрессивных сред во время сульфидной коррозии. Окисляясь в первую очередь с образованием оксидов иттрия, гафния и кремния, а также их возможных соединений, указанные микролегирующие элементы пришпиливают оксидную пленку на основе Аl2О3 к поверхности покрытия и препятствуют ее скалыванию с поверхности деталей при воздействии на них теплосмен. Тантал и вольфрам обеспечивают упрочнение покрытия при высоких температурах. При указанной совокупности элементов концентрация тантала (4-6%) улучшает жаропрочность защитного слоя, что позволяет заметно улучшить как механические свойства внутренней зоны слоя покрытия, так и ее сопротивление высокотемпературному окислению, обеспечивая более высокую долговечность покрытия при работе в составе изделия.
Существенно введение в состав первого слоя кремния, гафния и иттрия в плане предотвращения растрескивания защитного слоя. Эффект положительного воздействия добавок данных элементов на адгезию оксидной пленки обусловлен связыванием примесей серы в тугоплавкие сульфиды, в частности иттрия, гафния, которые предотвращают образование полостей, наполненных газообразными оксидами серы, вызывающими откалывание оксидной пленки при окислении. При концентрации добавок иттрия менее 0,4%, гафния менее 1,4%, кремния менее 0,5% заметного стабильного положительного эффекта не наблюдается. В свою очередь, концентрации иттрия более 0,6%, гафния более 1,8%, кремния свыше 0,8% нецелесообразны, поскольку наблюдается эффект снижения сопротивления циклическому окислению.
Никель обеспечивает образование металлических соединений NiAl и Ni3Аl в слое покрытия и является его основой.
Основное назначение хрома в системе состоит в обеспечении высокой стойкости к сульфидной коррозии за счет формирования оксидной пленки с высоким содержанием защитного оксида хрома.
Алюминий в первом слое покрытия предназначен для образования легированной γ'-фазы, которая упрочняет слой и повышает его пластические свойства.
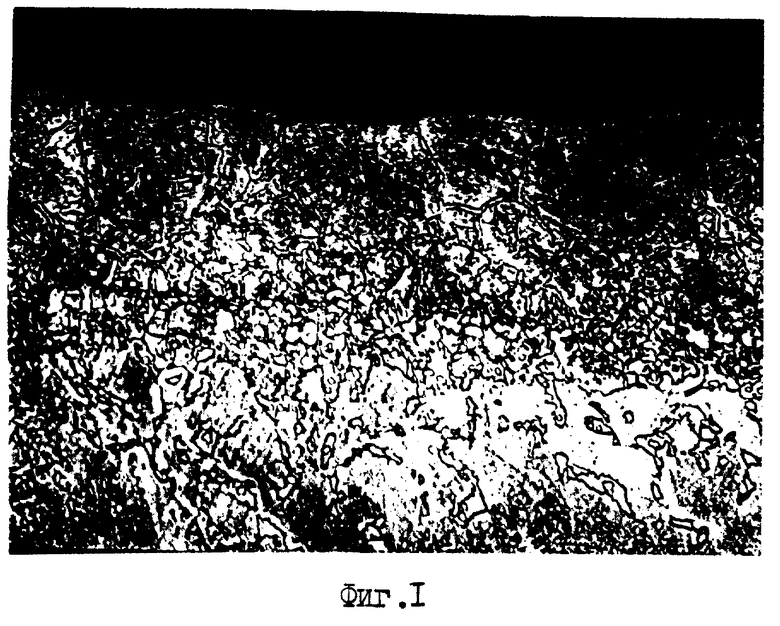
На фиг.1 представлена структура комбинированного покрытия [подслой NiCrAlWTaSiHfY(c толщиной δ=40±5 мкм) + хромоалитирование (в аргоне) + стабилизирующий отжиг] на детали из сплава ЖС-32.
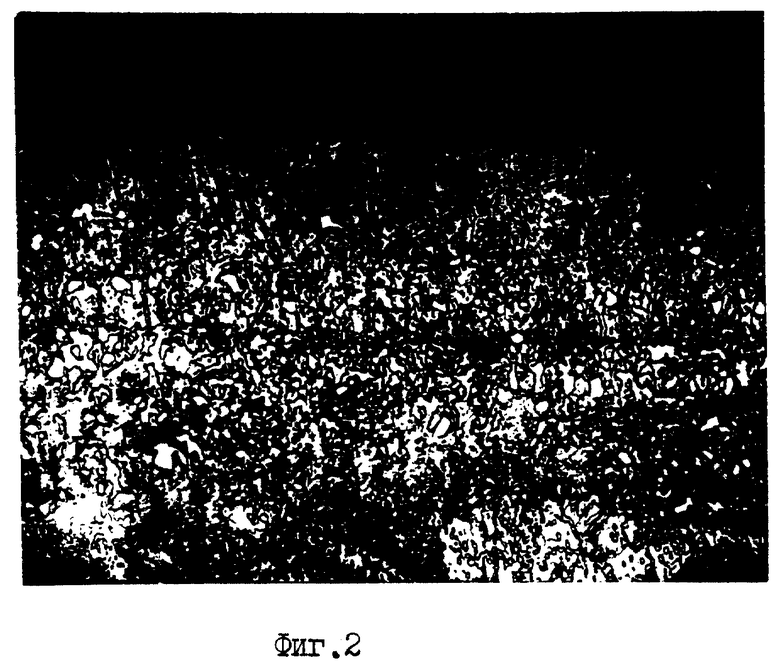
На фиг.2 представлена структура комбинированного покрытия [подслой NiCrAlWTaSiHfY(δ=40±5 мкм) + хромоалитирование (в аргоне)+ стабилизирующий отжиг] на детали из сплава ЖС32 после испытания с нанесенным агрессивным осадком (морская соль + Na2SO4) при 850°С в течение 50 часов.
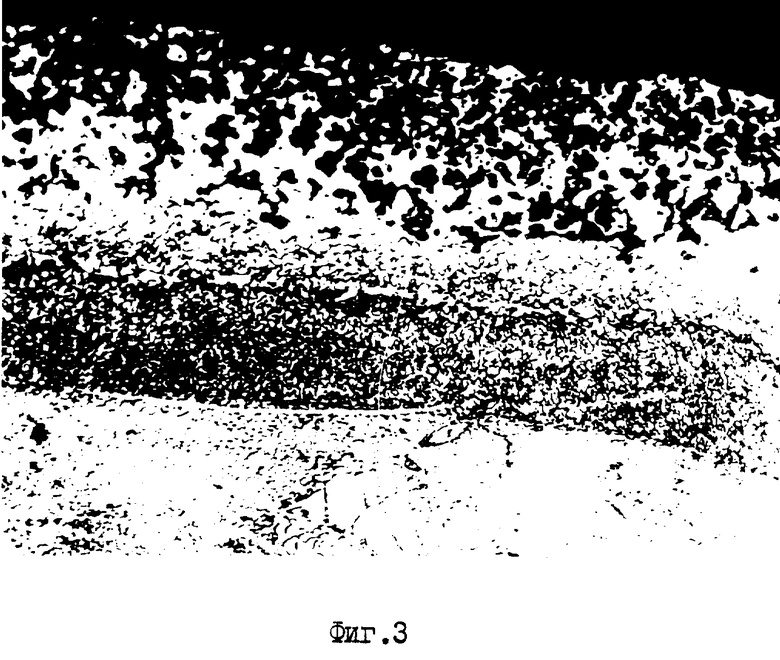
На фиг.3 представлена структура известного покрытия [1] [подслой NiСrТаАlY(δ=60±5 мкм) + хромоалитирование + термовакуумная обработка] на детали из сплава ЖС32 после его испытания с нанесенным агрессивным осадком (морская соль + Na2SO4) при 850°С в течение 50 часов.
В таблице 1 представлен химический состав сплавов, на которые наносили покрытие.
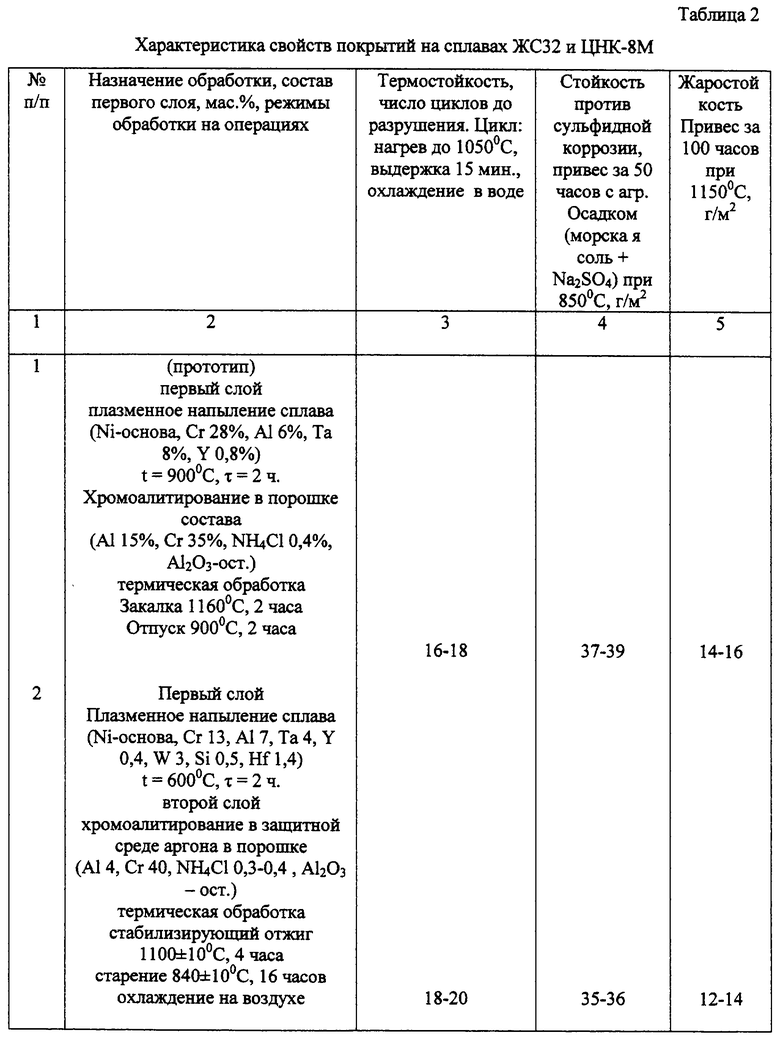
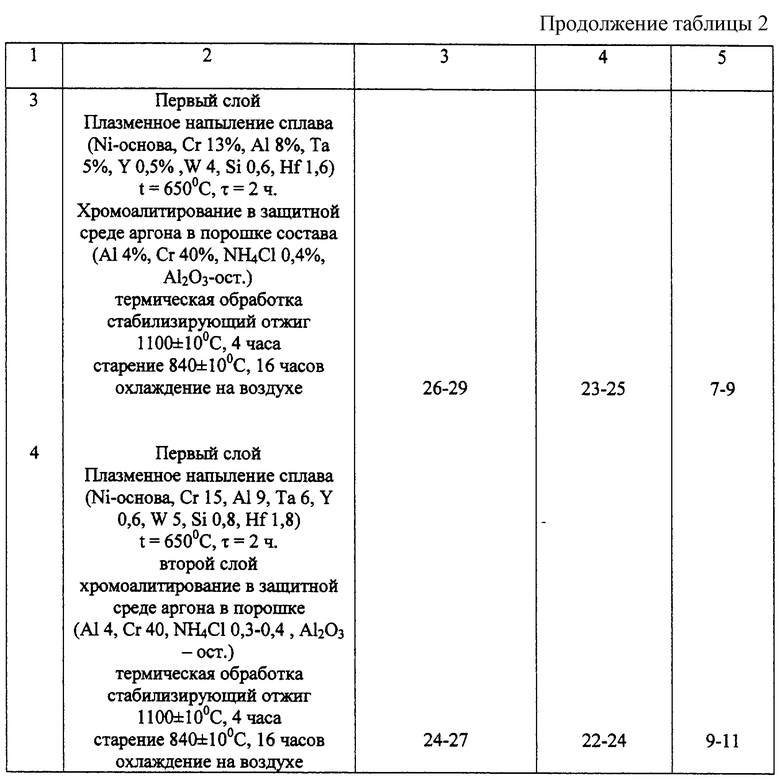
В таблице 2 представлены результаты испытаний свойств покрытий на стойкость к сульфидной коррозии и на жаростойкость.
Сведения, подтверждающие возможность осуществления изобретения, заключаются в следующем.
Для получения покрытия было изготовлено три состава для первого слоя покрытия, в % по массе:
1. Хром 13, алюминий 7, тантал 4, иттрий 0,4, вольфрам 3, кремний 0,5, гафний 1,4, никель - остальное.
2. Хром 14, алюминий 8, тантал 5, иттрий 0,5, вольфрам 4, кремний 0,6, гафний 1,6, никель - остальное.
3. Хром 15, алюминий 9, тантал 6, иттрий 0,6, вольфрам 5, кремний 0,8, гафний 1,8, никель - остальное.
Из таблицы 1 видно, что более легирован сплав ЖС32, и соответственно он намного дороже сплава ЦНК-8М. При этом предлагаемый способ обеспечивает формирование защитного покрытия, обладающего высокой стойкостью, как на сплаве ЖС32, так и на совсем недорогом сплаве ЦНК-8М, что весьма актуально в наше время.
Детали из сплавов ЦНК-8М, ЖС32 нагревали в вакууме до температуры 600°С и наносили методом вакуумплазменной технологии высоких энергий первые слои покрытия из слитка, имеющего соответствующий состав покрытия 1,2 и 3. Толщина первого слоя покрытия составляла 36-44 мкм.
Как видно из фиг.1, структура представленного на ней защитного покрытия состоит из внутренней и наружной зоны. Внутренняя зона формируется методом вакуум-плазменной технологии высоких энергий, по структуре состоит из легированного γ'-раствора на никелевой основе и легированных частиц β и γ'-фаз. Внутренняя зона отличается высокой плотностью, не содержит неметаллических включений в матрице и на границе перехода напыленного слоя к подложке. На втором этапе диффузионным методом в защитной среде аргона в процессе хромоалитирования происходит насыщение защитного слоя алюминием и хромом. Тем самым формируется наружная зона покрытия, состоящая из матрицы β-фазы и легированных частиц γ'-фазы. Наружная зона покрытия характеризуется еще большей плотностью, так как формируется диффузионным методом и не содержит неметаллических включений.
Испытания образцов с предлагаемым защитным покрытием на стойкость к сульфидной коррозии проводились при температуре 850°С в течение 50 часов с агрессивным осадком (морская соль + Na2SO4). Количество агрессивного осадка на испытываемых образцах с покрытиями - 5-6 мг/см2. Из представленной на фиг.2 структуры видно, что поражение наружной зоны покрытия составляет всего лишь 6-8 мкм при общей толщине слоя 55±5 мкм. В тех же условиях проводились испытания на сульфидную коррозию и образцов с защитным покрытием, известным из [1]. Как видно из фиг.3, сульфидная коррозия поразила представленное покрытие на глубину до 50±5 мкм при суммарной толщине покрытия 100±10 мкм.
Как видно из вышеизложенного, заявленный способ получения защитного покрытия на сплавах позволяет получить комбинированное покрытие, обладающее более высокой стойкостью к сульфидно-оксидной коррозии, чем ранее известные покрытия.
Источники информации
1. Патент РФ № 2073742, МПК 6 С 23 С 4/08, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СПЛАВЫ | 2001 |
|
RU2213801C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2008 |
|
RU2375497C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 1994 |
|
RU2073742C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА СПЛАВЫ | 2001 |
|
RU2213802C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2402639C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818539C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2011 |
|
RU2469129C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН ГТД | 2020 |
|
RU2755131C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2014 |
|
RU2549784C1 |
Изобретение относится к области машиностроения, в частности к химико-термической обработке металлов и сплавов, и может быть использовано для повышения долговечности высокотемпературных деталей газовых турбин, подверженных сульфидно-оксидной коррозии. Предложен способ получения защитного покрытия на сплавах. Вакуумно-плазменным напылением при 600-650°С наносят слой сплава на основе никеля, содержащего в мас.%: хром 13-15; алюминий 7-9; тантал 4-6; иттрий 0,4-0,6; вольфрам 3-4; кремний 0,5-0,8; гафний 1,4-1,8; никель остальное. Затем при 1070-1110°С в течение 1-5 часов в аргоне проводят хромоалитирование в порошковой смеси, содержащей в мас.%: хром 39-45; алюминий 3,9-4,5; хлористый аммоний 0,3-0,4; оксид алюминия - остальное. Осуществляют термовакуумную обработку путем стабилизирующего отжига в вакууме при 1070-1100°С в течение 3-6 часов. Техническим результатом является повышение стойкости к сульфидно-оксидной коррозии. 2 з.п.ф-лы, 3 ил., 2 табл.
Хром 13-15
Алюминий 7-9
Тантал 4-6
Иттрий 0,4-0,6
Вольфрам 3-4
Кремний 0,5-0,8
Гафний 1,4-1,8
Никель Остальное
хромоалитирование проводят при температуре 1070-1110°С в течение 1-5 ч в среде аргона в порошковой смеси, содержащей компоненты в следующем соотношении, мас.%:
Хром 39-45
Алюминий 3,9-4,5
Хлористый аммоний 0,3-0,4
Оксид алюминия Остальное
а термовакуумную обработку осуществляют путем стабилизирующего отжига в вакууме при температуре 1070-1100°С в течение 3-6 ч.
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 1994 |
|
RU2073742C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2000 |
|
RU2190691C2 |
| ЗАЩИТНЫЙ СЛОЙ ДЛЯ ЗАЩИТЫ ДЕТАЛИ ОТ КОРРОЗИИ, ОКИСЛЕНИЯ И ТЕРМИЧЕСКОЙ ПЕРЕГРУЗКИ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2147624C1 |
| RU 94011658 А1, 20.05.1996 | |||
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ | 1996 |
|
RU2145363C1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| УСОВЕРШЕНСТВОВАННОЕ ОБЕСЦВЕЧИВАНИЕ ОКРАШЕННЫХ КЕРАТИНОВЫХ ВОЛОКОН | 2015 |
|
RU2693477C2 |

