Область техники, к которой относится изобретение
Изобретение относится к области монокристаллических суперсплавов на основе никеля.
В частности, настоящее изобретение относится к способу изготовления детали с подложкой из монокристаллического суперсплава на основе никеля, а также к детали с подложкой из монокристаллического суперсплава на основе никеля.
Уровень техники
Под «суперсплавами» понимаются сложные сплавы, обладающие при высоких показателях температуры и давления очень хорошей стойкостью к окислению, коррозии, текучести и циклическим напряжениям (в частности, механическим или термическим). Такие суперсплавы находят специальное применение в производстве деталей для авиационной промышленности, например, лопаток турбины.
Из уровня техники известны детали, содержащие последовательно расположенные в направлении от внутренней стороны к наружной: подложку из монокристаллического суперсплава на основе никеля, один или несколько подслоёв и тепловой барьер.
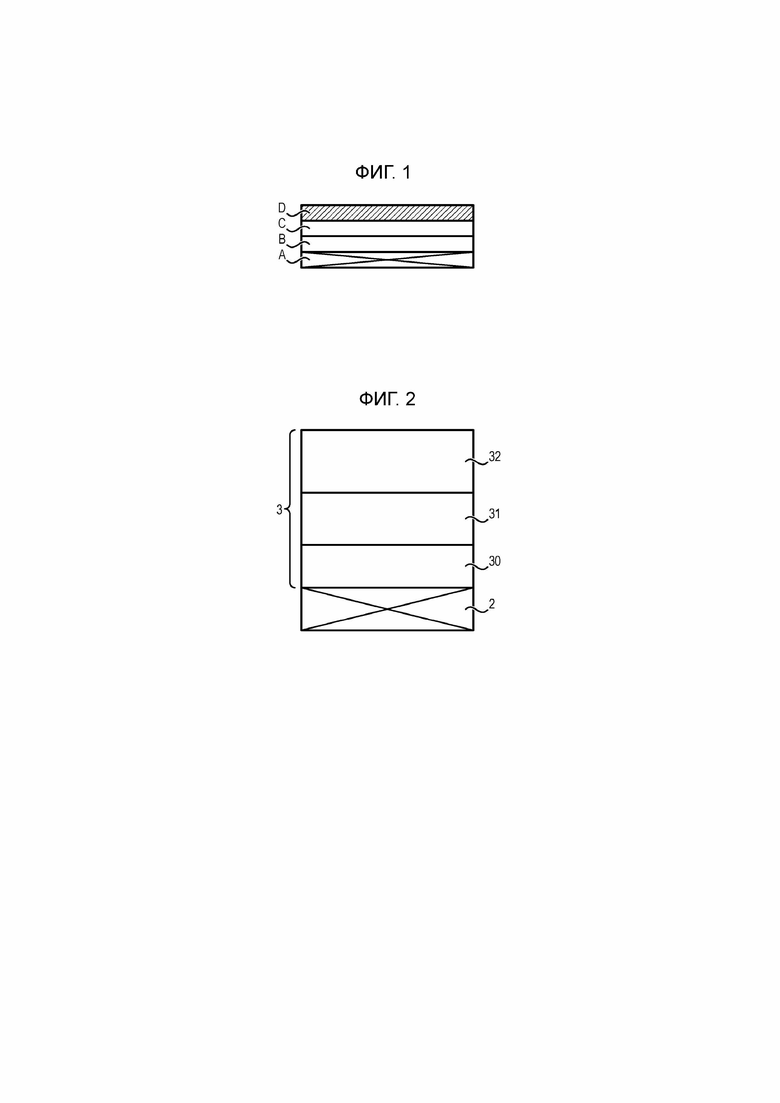
На приложенной фиг. 1 можно видеть пример такой детали, показанной в схематично и в разрезе. Эта деталь содержит последовательно расположенные подложку А из монокристаллического суперсплава на основе никеля, подслой В из сплава, выбранного из MiAlPt, MCrAlY, где М означает Со и/или Ni, слой С состоит из оксида, например из глинозёма, и, наконец, тепловой барьер D.
Многочисленные исследования показали, что взаимная диффузия химических компонентов между суперсплавом и его покрытием, а также окисление по границам зёрен глинозёмного слоя при диффузии кислорода могут оказывать неблагоприятное воздействие на долговечность детали.
Например, в том случае, когда упомянутая деталь представляет собой лопатку турбины, эксплуатируемую при температурах в диапазоне от 800 до 1600°С, отмечается значительная взаимная диффузия между суперсплавом подложки и разными покрывающими её слоями вследствие их различий по химическому составу. В качестве примера: алюминий подслоя В может диффундировать в направлении подложки А или титан подложки может диффундировать в направлении подслоя В. Связанные с этим явлением диффузионные потоки могут сопровождаться разными последствиями.
Прежде всего упомянутые потоки вызывают преждевременное обеднение глинозёмного слоя С, что приводит к мартенситному превращению подслоя В (фаза ß-NiAl превращается в фазу γ’-Ni3Al). Такие превращения вызывают образование трещин и способствуют отслоению оксидного слоя.
Кроме того диффузия некоторых элементов суперсплава, например, титана или некоторых видов примесей, например, серы, вызывает снижение сцепления между оксидным слоем С и тепловым барьером D.
С другой же стороны, взаимная диффузия может вызвать образование зон вторичной реакции (обозначаемых английским сокращением SRZ: Secondary Reaction Zones), сильно снижающих механические свойства (текучесть, усталостную прочность) суперсплава с покрытием.
Наконец, в том случае, когда упомянутая деталь является лопаткой турбины, горячие газы (преимущественно кислород), выходящие из камеры сгорания диффундируют через пористый тепловой барьер и проникают до глинозёмного слоя. Это приводит к окислению по границам зёрен глинозёмного слоя и к его разбуханию. Такое изменение сопровождается длительными сжимающими напряжениями из-за роста границ зёрен, что приводит к волнистости поверхности подслоя В (известной в английской терминологии как “rumpling”) и к потере сцепления (отслоению) с тепловым слоем D. Интересно отметить, что это явление возрастает в ещё большей степени в том случае, когда подслой В имеет вид фазы ß-(Ni, Pt)Al, так как различие между составами этого подслоя В и суперсплава подложки А является существенным.
Для ограничения неблагоприятного воздействия взаимной диффузии и увеличения срока службы суперсплавов с покрытием из уровня техники известно решение, состоящее в нанесении диффузионного барьера толщиной в несколько микрон между подложкой А из суперсплава и подслоем В.
Такой диффузионный барьер образуется, например, плотным глинозёмным слоем или сплавом на основе рения, при этом установлено, что диффузия некоторых элементов суперсплава подложки А (таких, например, как титан или сера) замедляется в таком диффузионном барьере.
Вместе с тем применение такого диффузионного барьера снижает механическую прочность при термической усталости детали вследствие разницы между коэффициентами теплового расширения между тепловым барьером, подслоем В и подложкой А. Кроме того возрастает инициирование трещин на участке диффузионного барьера при нагрузках при механической усталости.
Раскрытие сущности изобретения
Целью изобретения является создание технического решения для получения подложки из монокристаллического суперсплава на основе никеля с покрытием и глинозёмным слоем, причём:
- с ограничением явлений взаимной диффузии между подложкой из суперсплава и слоями указанного покрытия, без снижения механических свойств суперсплава,
- с ограничением окисления по границам зёрен глинозёмного слоя,
- с увеличением долговечности целостной системы (подложки с покрытием).
Если глинозёмный слой дополнительно имеет покрытие из теплового барьера, то другой целью изобретения служит улучшение сцепления между глинозёмным слоем и тепловым барьером.
Таким образом, изобретение относится к способу изготовления детали с подложкой из монокристаллического суперсплава на основе никеля.
Согласно изобретению данный способ включает в себя этапы:
- изготовления подложки из монокристаллического суперсплава на основе никеля,
- образования на подложке покрытия, содержащего, по меньшей мере, один слой первого типа с содержанием алюминия и платины, по меньшей мере, один слой второго типа с содержанием алюминия, кремния и платины, и слой третьего типа с содержанием никеля, алюминия, кремния и платины, причём этот слой третьего типа располагается на самом верху набора слоёв покрытия,
- образования глинозёмного слоя с добавкой кремния на упомянутом слое третьего типа.
Благодаря таким признакам изобретения разные слои покрытия ограничивают явления взаимной диффузии между суперсплавом подложки и глинозёмным слоем, причём не происходит снижения механических свойств суперсплавов.
При этом кремний диффундирует в глинозёмный слой и образует в результате эффективный диффузионный слой по отношению к кислороду наружной атмосферы.
Наконец срок службы полученной таким способом детали возрастает.
Согласно другим предпочтительным и неограничивающим изобретение признакам, взятым раздельно или в сочетании:
- упомянутое покрытие содержит, по меньшей мере, три слоя первого типа,
- упомянутое покрытие содержит два слоя второго типа,
- упомянутое покрытие содержит последовательность из слоёв первого типа и/или последовательность из слоёв второго типа,
- в данном покрытии слой, контактирующий с подложкой из монокристаллического суперсплава на основе никеля, является слоем первого типа,
- по меньшей мере один из слоёв среди слоя первого типа, слоя второго типа и слоя третьего типа, образован:
- для указанного слоя первого типа посредством осаждения алюминиевого нанокристаллического слоя, затем платинового нанокристаллического слоя или наоборот,
- для указанного слоя второго типа путем осаждения, в любой последовательности, алюминиевого нанокристаллического слоя, платинового нанокристаллического слоя и кремневого нанокристаллического слоя,
- для указанного слоя третьего типа посредством осаждения, в любой последовательности, алюминиевого нанокристаллического слоя, платинового нанокристаллического слоя, никелевого нанокристаллического слоя и кремниевого нанокристаллического слоя,
указанные нанокристаллические слои подвергаются диффузионной обработке для формирования покрытия,
- осаждение разных слоёв покрытия производится физическим осаждением из паровой фазы или химическим осаждением из паровой фазы,
- осаждение разных слоёв покрытия производится катодным напылением,
- имеется дополнительный этап, на котором наносится тепловой барьер на указанный глинозёмный слой с добавкой кремния.
Также изобретение относится к детали с подложкой из монокристаллического суперсплава на основе никеля.
Согласно изобретению деталь содержит на подложке покрытие с нанесённым глинозёмным слоем с добавкой кремния, причём это покрытие содержит, по меньшей мере, один слой первого типа с содержанием алюминия и платины, по меньшей мере, один слой второго типа с содержанием алюминия, кремний и платины и слой третьего типа с содержанием никеля, алюминия, кремния и платины, причём слой третьего типа расположен на самом верху набора слоёв покрытия.
Предпочтительно глинозёмный слой с добавкой кремния покрыт тепловым барьером.
Краткое описание чертежей
Другие признаки и преимущества изобретения приводятся ниже в описании со ссылкой на приложенные чертежи, иллюстрирующие, но не ограничивающие изобретения, и возможный пример осуществления.
При этом на чертежах изображено:
на фиг. 1 схематично показана известная деталь, содержащая подложку из монокристаллического суперсплава на основе никеля с покрытием из нескольких слоёв, вид в разрезе;
на фиг. 2 схематично показана подложка с покрытием согласно варианту осуществления изобретения, вид в разрезе;
на фиг. 3 схематично показана подложка с покрытием согласно другому варианту осуществления изобретения, вид в разрезе;
на фиг. 4 схематично показана деталь с разными слоями, нанесёнными для образования покрытия на подложке согласно частному варианту осуществления, вид в разрезе;
на фиг. 5 схематично показана деталь согласно изобретению в двух вариантах осуществления, вид в разрезе;
Осуществление изобретения
Ниже приводится описание способа изготовления детали согласно изобретению.
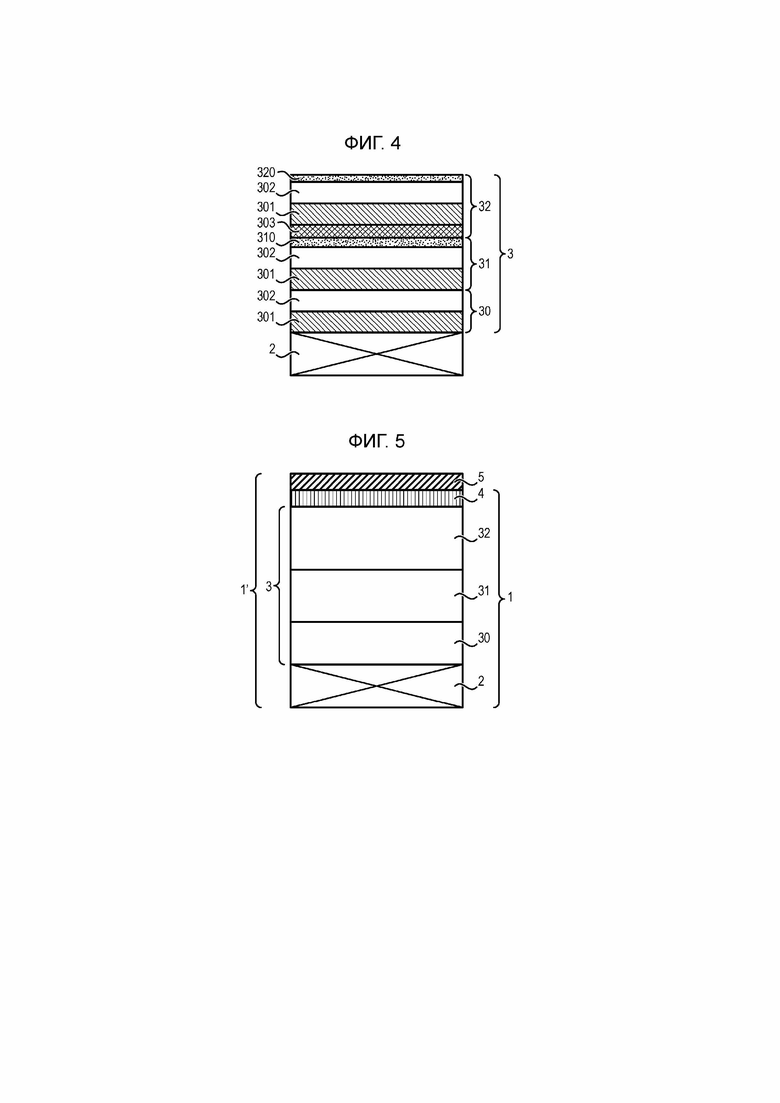
Согласно первому варианту осуществления изобретения на фиг. 5 готовая деталь 1 содержит подложку 2 с многослойным покрытием 3, которое само покрыто глинозёмным слоем 4.
Согласно второму варианту осуществления изобретения, изображённому на той же фигуре, глинозёмный слой 4 имеет покрытие в виде слоя теплового барьера 5. Законченная деталь обозначена позицией 1’.
Подложка 2 выполнена из монокристаллического суперсплава на основе никеля.
Эту подложку получают, например, литьём или дополнительным изготовлением с получением требуемой конечной формы, например, формы лопатки турбины.
В качестве чисто иллюстративных примеров можно указать на суперсплавы, пригодные для изготовления подложки 2, приведённые ниже в таблице 1. Они обозначены буквами от А до F. Могут быть также использованы другие суперсплавы на основе никеля.
Таблица 1. Примеры монокристаллических суперсплавов на основе никеля
Выражение «остальное» означает по каждому суперсплаву остаточное содержание в % по массе для достижения 100% с помощью других разных упомянутых компонентов.
Как видно на фиг. 2, нанесённое на подложку 2 покрытие 3 содержит, по меньшей мере, один слой 30 с содержанием алюминия и платины, так называемый «слой первого типа», по меньшей мере, один слой 31 с содержанием алюминия, кремния и платины, так называемый «слой второго типа», и слой 32 с содержанием никеля, алюминия, кремния и платины, так называемого «слой третьего типа». Слой 32 третьего типа расположен на самом верху набора слоёв покрытия 3. Другими словами, он наиболее удалён от подложки 2.
Предпочтительно покрытие 3 содержит, по меньшей мере, три слоя первого типа. Также предпочтительно покрытие содержит два слоя 31 второго типа. Разные слои 30 и 31 могут чередоваться, но не обязательно.
Также возможно последовательное расположение слоёв 30 первого типа и/или последовательное расположение слоёв 31 второго типа.
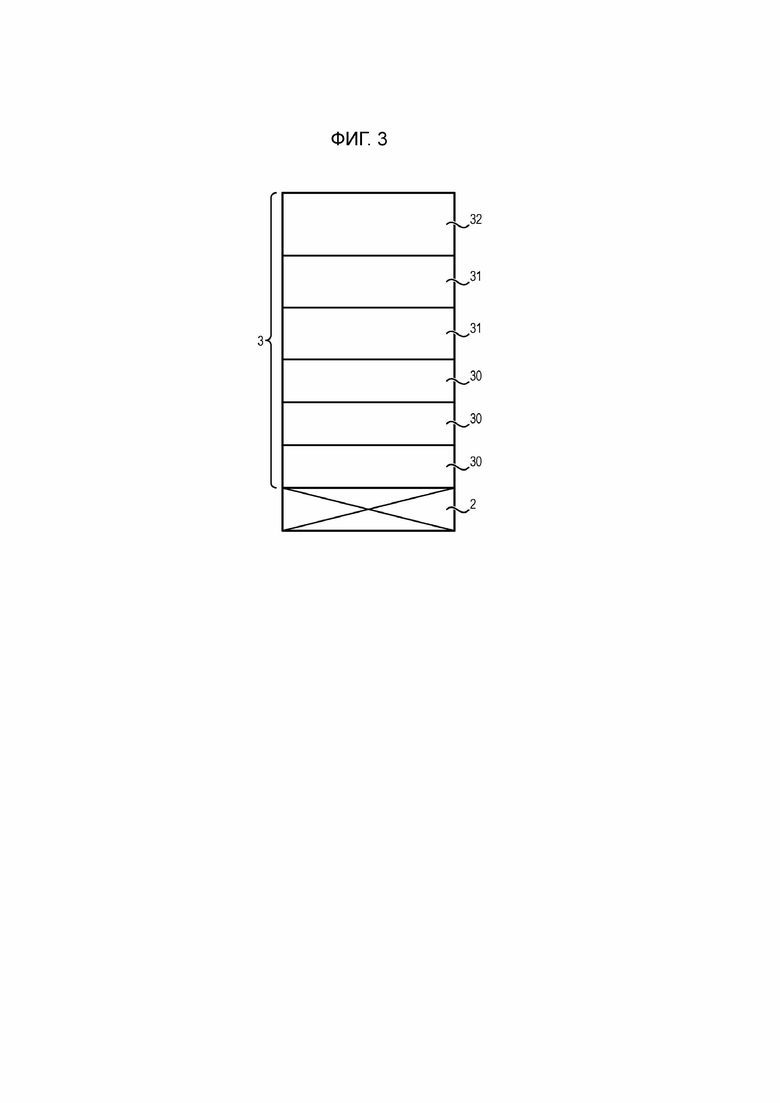
Таким образом, например, на фиг. 3, иллюстрирующей другой вариант осуществления, покрытие 3 содержит три последовательных слоя 30 первого типа, затем два последовательных слоя 31 второго типа и, наконец, слой 32 третьего типа.
Предпочтительно контактирующий с подложкой 2 слой является слоем 30 первого типа.
Предпочтительно разные, образующие покрытие 3 слои наносятся на то же основание для покрытия. Они могут наноситься разными способами физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD).
Из физических видов осаждения из паровой фазы следует выделить использование физического осаждения из паровой фазы посредством электронного пучка (EBPVD = electron beam chemical vapour deposition), выпаривание, абляцию пульсирующим лазером или напыление (катодное напыление). Применение последнего приёма является предпочтительным. Он обладает преимуществом, позволяющим формировать тонкие плёнки, толщина которых является нанометрической или микрометрической, и которые обладают сцеплением с предыдущим верхним слоем, полученным другими приёмами осаждения.
Из химических приёмов осаждения из паровой фазы (CVD) можно привести, например:
- химическое осаждение из паровой фазы посредством плазмы (PECVD: plasma enhanced chemical vapor deposition),
- химическое осаждение из паровой фазы при низком давлении (LPCVD: low- pressure chemical vapor deposition),
- химическое осаждение из паровой фазы в сверхвысоком вакууме (UHVCVD: ultra- high vacuum chemical vapor deposition),
- химическое осаждение из паровой фазы при атмосферном давлении (APCVD: atmospheric pressure chemical vapor deposition),
- химическое осаждение из паровой фазы атомных слоёв (ALCVD: atomic layer chemical vapor deposition).
Однако необходимо отметить, что платина может осаждаться только физическим осаждением из паровой фазы PVD или электроосаждением.
Согласно первому варианту осуществления, по меньшей мере, один из слоёв 30, 31. 32 покрытия 3 наносится осаждением разных химических элементов, образующих данный слой.
Таким образом, соосаждение может проводиться, например, на основе одной легированной мишени, содержащей разные химические элементы формируемого слоя. Например, для формирования слоя 31 второго типа можно использовать легированную мишень с содержанием алюминия, платины или кремния.
Такое соосаждение может также проводиться, например, на основе нескольких разных мишеней, каждая из которых содержит один из химических компонентов, образующих формируемый слой. Например, для формирования слоя 32 третьего типа можно одновременно применять четыре мишени, а именно алюминиевую, никелевую, кремневую и платиновую (или хромовую).
Каким бы ни был тип выбранного соосаждения, такой приём позволяет получить слои 30, 31, 32 в виде сплавов (соответственно сплав Al/Pt для слоя 30 первого типа, сплав Al/Pt/Si для слоя 31 второго типа и сплав Al/Pt/Si/Ni для слоя 32 третьего типа).
Согласно второму варианту осуществления изобретения, представленному на фиг. 4, также возможно формировать разные слои покрытия 3 следующим образом.
Для получения слоя 30 первого типа проводится осаждение нанокристаллического слоя 301 из платины и затем нанокристаллического слоя 302 из алюминия или наоборот.
Для слоя 31 второго типа производят осаждение, в любой последовательности, нанокристаллического слоя 302 из алюминия, нанокристаллического слоя 301 из платины и нанокристаллического слоя 310 из кремния.
Наконец, для слоя 32 третьего типа производят осаждение, в любой последовательности, нанокристаллического слоя 302 из алюминия, нанокристаллического слоя 301 из платины, нанокристаллического слоя 303 из никеля и нанокристаллического слоя 320 из кремния.
Термин «нанокристаллический» означает, что кристаллы (зёрна), образующие слои из поликристаллического материала, имеют размер менее 1 микрометра (1 мкм).
Предпочтительно оба кремниевых слоя 310, 320 имеют толщину менее 100 нм. Предпочтительно никелевый слой 303 имеет толщину менее 100 нм.
Предпочтительно также, чтобы слои 301 из платины и/или слои 302 из алюминия имели толщину менее 1 мкм.
После формирования разных слоёв покрытия 3 проводится диффузионная обработка нагревом до температуры предпочтительно от 200 до 1200°С.
Следует отметить, что после диффузионной обработки полученные слои 30, 31, 32 остаются нанокристаллическими.
Затем проводится формирование глинозёмного слоя 4 на слое 32 третьего типа. Для этого подложку 2 с покрытием 3 предпочтительно подвергают термообработке при парциальном давлении кислорода или водорода и аргона.
Предпочтительно термообработка включает в себя этап повышения температуры до значения от 900°С до 1200°С, этап выдержки при этой температуре в течение менее 1 часа и этап охлаждения до комнатной температуры.
Наконец, в том случае, когда необходимо получение подложки 1’, на глинозёмный слой 4 наносится тепловой барьер 5.
Этот тепловой барьер представляет собой, например, слой из двуоксида циркония с содержанием иттрия или чередование из по меньшей мере одного слоя из двуоксида циркония с иттрием и по меньшей мере одного керамического слоя.
Предпочтительно указанный тепловой барьер 5 наносится физическим осаждением из паровой фазы электронным пучком (EBPVD).
Роли, которые играют разные слои, являются следующими.
Платиновые слои 301 и алюминиевые слои 302 являются нанокристаллическими, в результате чего возрастает общая поверхность границ зёрен, которая таким образом формирует хороший диффузионный барьер для ограничения взаимных диффузий между суперсплавом подложки 2 и покрытием 3. Кроме того границами зёрен этих платинового и алюминиевого слоёв ограничиваются также коррозия и окисление подложки 2.
Другое преимущество, проистекающее из того факта, что покрытие 3 состоит из очень многочисленных слоёв, заключается в умножении количества границ раздела. Эти границы раздела служат потенциальными путями блокирования кислорода и других металлов и таким образом они ограничивают явления взаимной диффузии между подложкой 2 и глинозёмным слоем 4. Следовательно многослойное покрытие 3 повышает прочность на разрыв всего комплекса детали 1 или 1’.
Ещё одно преимущество многослойного покрытия 3 заключается в его механизме износа. На каждой границе раздела между двумя последовательно расположенными слоями существуют напряжения сжатия и растяжения. Следовательно, возможно образующиеся трещины распространятся преимущественно по границам раздела скорее, чем перпендикулярно слоям. Ввиду большого количества границ раздела срок службы детали 1 или 1’ возрастает.
Наконец увеличение количества слоёв покрытия 3 делает возможным, с одной стороны, объединять разные типы материала покрытия и, с другой стороны, повысить общую непроницаемость покрытия 3 в случае дефекта и/или растрескивания некоторых из его слоёв.
При этом каждый, содержащий кремний слой 31, 32 играет совершенно особую роль.
Часть кремния из слоя 32 третьего типа диффундирует, с одной стороны, по границам зёрен смежного глинозёмного слоя 4 и, с другой стороны, в другой смежный слой, а именно в алюминиевый слой 302 или платиновый слой 301 согласно последовательности, в которой эти слои нанесены.
В условиях эксплуатации лопаток турбины, т.е. в температурном диапазоне от 800 до 1600°С, присутствующий по границам зёрен кремний реагирует с горячими газами, образующимися в камере сгорания двигателя летательного аппарата, такими, как кислород и/или азот, с образованием оксида кремния (SiO2) и/или нитрида кремния (Si3N4).
Такие оксид кремния и нитрид образуют очень эффективный диффузионный барьер по отношению к кислороду, так как его коэффициенты диффузии относительно низки.
Таким образом, диффундируя по границам зёрен глинозёмного слоя 4 кремний замедляет окисление глинозёмного слоя, увеличивая срок службы последнего и следовательно срок службы комплекса детали 1, 1’.
Что касается кремния в слое 31 второго типа, то он служит запасом кремния для слоя 32 третьего типа в том случае, когда он окажется полностью израсходованным. Если имеется несколько слоёв 31, то кремний этих слоёв играет ту же роль.
Группа изобретений относится к способу изготовления детали с подложкой из монокристаллического суперсплава на основе никеля с многослойным покрытием и глиноземным слоем, а также к упомянутой детали. Указанный способ включает изготовление подложки из монокристаллического суперсплава на основе никеля, формирование на подложке многослойного покрытия, содержащего по меньшей мере один слой первого типа, содержащий алюминий и платину, по меньшей мере один слой второго типа, содержащий алюминий, кремний и платину, и слой третьего типа, содержащий никель, алюминий, кремний и платину. Указанный слой третьего типа наиболее удален от подложки и является верхним слоем многослойного покрытия. На слое третьего типа формируют глинозёмный слой с добавкой кремния. Обеспечивается получение подложки из монокристаллического суперсплава на основе никеля с многослойным покрытием и глиноземным слоем с ограничением взаимной диффузии между подложкой из суперсплава и слоями указанного покрытия без снижения механических свойств суперсплава, с ограничением окисления по границам зерен глиноземного слоя и увеличением долговечности подложки с покрытием. 2 н. и 9 з.п. ф-лы, 1 табл., 5 ил.
1. Способ изготовления детали (1), имеющей подложку (2) из монокристаллического суперсплава на основе никеля с многослойным покрытием (3) и глиноземным слоем (4),
отличающийся тем, что он включает этапы:
- изготовления подложки (2) из монокристаллического суперсплава на основе никеля,
- формирования на подложке (2) многослойного покрытия (3), содержащего по меньшей мере один слой (30) первого типа, содержащий алюминий и платину, по меньшей мере один слой (31) второго типа, содержащий алюминий, кремний и платину, и слой (32) третьего типа, содержащий никель, алюминий, кремний и платину, причём указанный слой (32) третьего типа наиболее удален от подложки (2) и является верхним слоем многослойного покрытия (3),
- формирования глинозёмного слоя (4) с добавкой кремния на слое (32) третьего типа.
2. Способ по п. 1, отличающийся тем, что многослойное покрытие (3) содержит по меньшей мере три слоя (30) первого типа.
3. Способ по п. 1 или 2, отличающийся тем, что многослойное покрытие (3) содержит два слоя (31) второго типа.
4. Способ по любому из пп. 1–3, отличающийся тем, что многослойное покрытие (3) содержит последовательность слоёв (30) первого типа и/или последовательность слоёв (31) второго типа.
5. Способ по любому из пп. 1–4, отличающийся тем, что в многослойном покрытии (3) слой, контактирующий с подложкой (2) из монокристаллического суперсплава на основе никеля, является слоем (30) первого типа.
6. Способ по любому из пп. 1–5, отличающийся тем, что в многослойном покрытии (3) по меньшей мере один из слоёв среди слоя (30) первого типа, слоя (31) второго типа и слоя (32) третьего типа, сформирован следующим образом:
- слой (30) первого типа – посредством осаждения алюминиевого нанокристаллического слоя (302), затем платинового нанокристаллического слоя (301) или наоборот,
- слой (31) второго типа – посредством осаждения, в любой последовательности, алюминиевого нанокристаллического слоя (302), платинового нанокристаллического слоя (301) и кремниевого нанокристаллического слоя (310),
- слой (32) третьего типа – осаждением, в любой последовательности, алюминиевого нанокристаллического слоя (302), платинового нанокристаллического слоя (301), никелевого нанокристаллического слоя (303) и кремниевого нанокристаллического слоя (320),
при этом нанокристаллические слои (301, 302, 303, 310, 320) подвергают диффузионной обработке для образования многослойного покрытия (3).
7. Способ по любому из пп. 1–6, отличающийся тем, что осаждение слоёв многослойного покрытия (3) проводят физическим осаждением из паровой фазы или химическим осаждением из паровой фазы.
8. Способ по п. 7, отличающийся тем, что осаждение слоёв многослойного покрытия (3) проводят катодным напылением.
9. Способ по любому из пп. 1–8, отличающийся тем, что он включает дополнительный этап для нанесения теплового барьера (5) на глинозёмный слой (4) с добавкой кремния.
10. Деталь (1), имеющая подложку (2) из монокристаллического суперсплава на основе никеля с многослойным покрытием (3) и глиноземным слоем (4), отличающаяся тем, что она содержит последовательно расположенные подложку (2) и многослойное покрытие (3) с нанесённым глинозёмным слоем (4) с добавкой кремния, при этом указанное многослойное покрытие (3) содержит по меньшей мере один слой (30) первого типа, содержащий алюминий и платину, по меньшей мере один слой (31) второго типа, содержащий алюминий, кремний и платину, и слой (32) третьего типа, содержащий никель, алюминий, кремний и платину, причём слой (32) третьего типа наиболее удален от подложки (2) и является верхним слоем многослойного покрытия (3).
11. Деталь по п. 10, отличающаяся тем, что глинозёмный слой (4) с добавкой кремния покрыт тепловым барьером (5).
| EP 1191125 A1, 27.03.2002 | |||
| СЛОИСТАЯ СИСТЕМА ПОКРЫТИЯ СО СЛОЕМ MCRALX И СЛОЕМ, БОГАТЫМ ПО ХРОМУ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2542870C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМИЧЕСКОГО БАРЬЕРА, ПОКРЫВАЮЩЕГО МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ ИЗ ЖАРОПРОЧНОГО СПЛАВА, И ТЕРМОМЕХАНИЧЕСКАЯ ДЕТАЛЬ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526337C2 |
| СПЛАВ, ЗАЩИТНОЕ ПОКРЫТИЕ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2591096C2 |
| EP 1528118 A2, 04.05.2005. | |||

