ЗАЯВЛЕНИЕ В ОТНОШЕНИИ ИССЛЕДОВАНИЙ ИЛИ РАЗРАБОТОК, ФИНАНСИРУЕМЫХ ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
Данное изобретение осуществлялось при государственной поддержке по решению Министерства энергетики США DE-EE-0007009. Правительство имеет определенные права на данное изобретение.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Аспекты изобретения относятся к катализаторам риформинга и способам риформинга метана и/или других углеводородов для получения синтезгаза, содержащего H2 и CO, с последующей конверсией ниже по потоку в жидкие углеводороды.
ОПИСАНИЕ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
Непрерывный поиск альтернатив сырой нефти для производства углеводородных топлив во все в большей степени обуславливается рядом факторов. К ним относятся уменьшение запасов нефти, более высокий предполагаемый спрос на энергию и возросшие опасения по поводу выбросов парниковых газов (GHG) от источников невозобновляемого углерода. Метан оказался в центре внимания среди путей для получения жидких углеводородов, принимая во внимание его избыток в запасах природного газа, а также в потоках газа, полученных из биологических источников (биогаз). Основной промышленный способ конверсии метана в топливо включает: первую стадию конверсии для получения синтезгаза (сингаз), за которой следует ниже по потоку вторая стадия конверсии Фишера-Тропша (FT). На этой второй стадии, синтезгаз, содержащий смесь водорода (H2) и окись углерода (CO), подвергается последовательному расщеплению связей C-O и образованию связей C-C с включением водорода. Этот механизм обеспечивает образование углеводородов, в частности алканов с неразветвленной цепью, имеющих распределение молекулярных масс, которым, в некоторой степени, можно управлять путем изменения режимов реакции FT и свойств катализатора. Такие свойства включают размер пор и другие характеристики материала носителя. В других аспектах выбор катализатора способен влиять на выход продукта FT. Например, катализаторы FT на основе железа имеют тенденцию производить больше окисленных соединений, тогда как рутений, в качестве активного металла, имеет тенденцию производить исключительно парафины.
Что касается первой стадии конверсии, выше по потоку от FT, то известные способы получения синтезгаза из метана включают: риформинг с частичным окислением; и автотермический риформинг (ATR), основанный на экзотермическом окислении метана кислородом. Паровой риформинг метана (SMR), напротив, использует пар в качестве окислителя, так что термодинамика существенно отличается, не только потому, что производство самого пара требует затрат энергии, но также и потому, что реакции с участием метана и воды являются эндотермическими. Совсем недавно было предложено использовать диоксид углерода (CO2) в качестве окислителя для метана, так что требуемый синтезгаз образуется в результате реакции углерода в его наиболее окисленной форме с углеродом в его наиболее восстановленной форме в соответствии с:
CH4+CO2 → 2CO+2H2.
Эта реакция была названа «сухим риформингом» метана, и, поскольку она является крайне эндотермичной, то поэтому термодинамика сухого риформинга метана менее эффективна по сравнению с ATR или даже SMR. Однако стехиометрическое потребление одного моля диоксида углерода на моль метана способно снизить общий углеродный след при производстве жидкого топлива, обеспечивая более «зеленое» потребление метана. Эта норма расхода CO2 на моль сырья увеличивается в случае риформинга высших углеводородов (напр., C2-C6парафинов), что необходимо, например, если целью является получение водорода (напр., для нефтеперерабатывающих производств). В любом случае, термодинамический барьер, тем не менее, остается серьезной проблемой и связан с тем фактом, что CO2 полностью окисляется и очень стабилен, так что для его активации в качестве окислителя требуются значительные затраты энергии. Ввиду этого проводилось исследование ряда каталитических систем для преодоления энергетического барьера активации при сухом риформинге метана, а результаты были обобщены, например, в обзоре Lavoie (Frontiers in Chemistry (Nov. 2014), Vol. 2 (81): 1-17), в котором гетерогенные каталитические системы отмечены как наиболее популярные с точки зрения каталитических подходов для проведения этой реакции.
Поскольку катализаторы на основе никеля показали эффективность с точки зрения снижения затрат энергии активации для вышеуказанной реакции сухого риформинга, то в обзоре Lavoie также была отмечена высокая скорость отложения углерода (коксование) у этих катализаторов. Нежелательная конверсия метана в элементарный углерод может иметь место при крекинге метана (CH4 → C+2H2) или реакции Будуа (2CO → C+CO2) при температурах реакции, обычно используемых для сухого риформинга метана. Хотя эта реакция изучалась как перспективный путь производства синтезгаза, однако коммерческая реализация этой технологии, в отличие от других технологий риформинга, таких как ATR и SMR, остается неосуществленной. Это имеет место в значительной степени из-за высоких скоростей образования углерода и соответствующей деактивации катализаторов из-за коксования, что встречается при использовании каталитических систем сухого риформинга, которые работают при режимах, предложенных до настоящего времени. В заключение, в то время как другие традиционные технологии риформинга доказали свою экономическую жизнеспособность, общеизвестно, что эти способы, и в частности SMR, требуют значительных капитальных и эксплуатационных затрат для удаления серы и других ядов из используемых катализаторов. В противном случае нельзя достигнуть коммерчески приемлемых периодов эксплуатации при данной загрузке катализатора. Удовлетворительные решения этих и других проблем, связанных с традиционным риформингом углеводородов для производства синтезгаза и/или водорода, были найдены, но не осуществлены.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Аспекты изобретения связаны с открытием катализаторов риформинга и способов конверсии метана и/или других углеводородов в синтезгаз (т. е. газообразную смесь, содержащую Н2 и СО) путем реакции, по меньшей мере, части таких углеводородов с СО2. Предпочтительно, согласно реакции парового риформинга с CO2, по меньшей мере, вторая часть углеводорода (ов) (напр., содержащая тот же углеводород (ы), что и в первой части) реагирует с H2O (пар), тем самым улучшая общую термодинамику процесса, с точки зрения снижения эндотермичности (ΔH) и затрат энергии, по сравнению с «чистым» сухим риформингом, в котором нет H2O. Типичные катализаторы риформинга в основном обладают высокой активностью и, таким образом, способны достигать значительных уровней конверсии углеводородов (напр., метана) при температурах ниже тех, которые обычно используются для сухого риформинга. Такие высокие уровни активности, необязательно в сочетании с использованием H2O для получения, по меньшей мере, части окислителя, способствуют созданию общей рабочей среды, в которой уменьшается образование кокса и значительно увеличивается срок службы катализатора риформинга.
Другие важные преимущества заключаются в устойчивости к сере для катализаторов риформинга, описанных в настоящем документе, в результате чего, согласно предпочтительным вариантам осуществления, не требуется предварительная обработка метансодержащего сырья (напр., природного газа) или другого углеводородсодержащего сырья для снижения концентрации H2S и других серосодержащих загрязняющих веществ, или, по меньшей мере, не так строга, как в традиционных технологиях риформинга. Кроме того, в той же степени, в которой необходимо удаление серы ниже по потоку, например, перед стадией синтеза FT, то ее можно значительно упростить, учитывая, что все или, по меньшей мере, существенная часть серосодержащих загрязнений, отличных от H2S, таких как меркаптаны, может быть окислена до SO2 в ходе реакции сухого риформинга или парового риформинга с CO2, как описано здесь, что делает стандартную обработку кислым газом (напр., очистку) в качестве подходящего и относительно простого варианта для такого удаления серы ниже по потоку.
В целом, усовершенствования, связанные с описанными здесь способами и катализаторами риформинга, имеют коммерческое значение с точки зрения исполнения способов сухого риформинга или других способов CO2 и парового риформинга (т. е., «парового риформинга с CO2») в качестве экономически выгодной альтернативы по сравнению с традиционными технологиями, например, автотермического риформинга (ATR) и парового риформинга (SMR) метана. Более того, синтезгаз, в соответствии с этими способами, можно получать с подходящим молярным соотношением H2:CO (напр., примерно 2:1) для последующей обработки ниже по потоку в реакции Фишера-Тропша (FT) или, по меньшей мере, с молярным соотношением, которое может быть легко отрегулировано для получения таких подходящих значений.
Продемонстрированная способность описанных здесь способов парового риформинга с CO2 позволяет стабильно получать синтезгаз с подходящим молярным отношением H2:CO и с устойчивостью к серосодержащим загрязнителям, которые часто присутствуют в источниках метана (напр., в природном газе), и другие легкие углеводороды, используя преимущества этих способов с дополнительными стадиями для получения жидких углеводородов, например, углеводородных фракций с бензиновым и дизельным интервалом кипения. Эти преимущества включают в себя простоту способов получения жидких углеводородов, которые, например, могут использовать меньшее количество стадий добавления, разделения и/или рециркуляции по сравнению с обычными способами. Это ведет не только к снижению стоимости, но также к возможности сведения таких общих способов в легко транспортируемую (напр., установка на раме) конструкцию, которая может быть приближена к источникам природного газа или другим источникам газовых смесей, как описано здесь, из которых транспортировка таких смесей на обычные производственные мощности в противном случае была бы проблематичной. Преимущества также включают в себя повышенную гибкость, с точки зрения возможностей интеграции с широким спектром способов, которые генерируют потоки газа, содержащего CO2 и/или легкие углеводороды, включая способы конверсии биомассы, способы брожения и промышленные способы, которые генерируют отработанные газы, содержащие CO2.
Эти и другие варианты осуществления, аспекты и преимущества, относящиеся к настоящему изобретению, очевидны из следующего подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание примеров осуществления настоящего изобретения и его преимуществ можно получить, обратившись к последующему описанию с учетом прилагаемых рисунков, на которых одинаковые номера позиции используются для идентификации одинаковых или сходных признаков.
На РИС. 1А и 1В представлены блок схемы, иллюстрирующие типичные способы сухого риформинга и парового риформинга с CO2, как описано здесь.
На РИС. 2 представлено соотношение между давлением в реакторе Фишера-Тропша (FT) и полученным уровнем конверсии СО при других постоянных режимах работы.
На РИС. 3 представлена блок схема, на которой способ сухого риформинга или парового риформинга с CO2, как показано на РИС. 1A или 1B, интегрирован ниже по потоку со стадиями обработки для получения жидких углеводородов.
На РИС. 4 представлена блок схема, на которой способ сухого риформинга или парового риформинга с CO2, как показано на РИС. 1А или 1В, используется совместно со способом получения возобновляемого углеводородного топлива путем гидропиролиза биомассы.
На РИС. 5 представлена блок схема, на которой способ сухого риформинга или парового риформинга с CO2 интегрирован в общий способ производства жидкого углеводорода, как показано на РИС. 3, который используется совместно со способом получения возобновляемого углеводородного топлива путем гидропиролиза биомассы.
На РИС. 6 представлена блок схема способа получения возобновляемого углеводородного топлива путем гидропиролиза биомассы, например, способа, в котором может использоваться сухой риформинг или паровой риформинг с CO2, как показано на РИС. 4, или с которым может быть интегрирован общий способ производства жидких углеводородов, как показано на РИС. 5.
На РИС. 7 представлена блок схема, на которой способ сухого риформинга или парового риформинга с CO2 интегрирован в общий способ производства жидкого углеводорода, как показано на РИС. 3, который используется в способе производства водорода.
На РИС. 8 представлен график активности, с точки зрения конверсии метана, в зависимости от катализаторов риформинга, как описано здесь.
На РИС. 9 представлен график зависимости между молярным соотношением H2:CO синтезгаза и молярным соотношением H2O/CO2 газообразной смеси в реакторе парового риформинга с CO2 (в виде комбинированного сырья) при различных температурах реакции при типовых способах парового риформинга с CO2.
На РИС. 10 и 11 показана долговременная эксплуатационная стабильность катализаторов риформинга, как описано в настоящем документе, в способе парового риформинга с CO2 в течение длительного периода эксплуатации.
Фигуры следует воспринимать таким образом, чтобы представлять способы и определенные, связанные с ними результаты, параметры и/или принципы. Для лучшего понимания на Фиг. 1А, 1В, 3-7, 10 и 11 представлен упрощенный общий вид с учетом того, что рисунки и их элементы не обязательно изображены в масштабе. Клапаны, контрольно-измерительные приборы и другое оборудование и системы устройств, несущественные для понимания различных аспектов изобретения, не показаны. Для специалиста в отрасли техники, к которой относится данное изобретение, и обладающего знаниями настоящего раскрытия, очевидны способы конверсии углеводородов, таких как метан, посредством сухого риформинга или парового риформинга с CO2, которые будут иметь конфигурацию и элементы, частично определяемые их конкретным использованием.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Выражения «мас. %» и «моль %» используются здесь для обозначения, соответственно, массовых процентов и молярных процентов. Выражения «мас-ч/млн.» и «моль-ч/млн.» обозначают массовые и молярные части на миллион, соответственно. Для идеальных газов «моль %» и «моль-ч/млн.» равны процентам по объему и частям на миллион по объему, соответственно.
В контексте данного документа термины «C4+ углеводороды», «C20+ углеводороды», «C4-C19 углеводороды» и т.д., относятся к углеводородам, имеющим более 4 атомов углерода, углеводородам, имеющим более 20 атомов углерода, углеводородам, имеющим от 4 до 19 атомы углерода и т. д. соответственно. Если не указано иное, то под этими терминами не подразумевается обязательное присутствие углеводородов, имеющих все числа углеродных атомов в соответствии с указанными интервалами. Если не указано иное, то углеводороды всех типов, напр., под названием «нормальные C20+ углеводороды», объединятся такими терминами (напр., нормальные, разветвленные, ароматические, нафтеновые, олефиновые и т. д.).
Термин «газообразная смесь» относится к смеси, содержащей, по меньшей мере, углеводород, например, метан, и также содержащей СО2 в качестве окислителя, которая подвергается сухому риформингу или паровому риформингу с CO2 (если вода также присутствует в газообразной смеси) в ходе реакции с катализатором риформинга, как описано здесь. Термин «газообразная смесь» относится, как правило, к такой смеси, которая полностью или, по меньшей мере, преимущественно находится в газовой фазе в режимах, используемых для сухого риформинга или парового риформинга с CO2 («режимы риформинга»), включая температуры и давления, описанные здесь как подходящие для этих реакций. Термин «газообразная смесь» не исключает присутствия в этой смеси соединений, которые, подобно воде, являются жидкими при температуре и давлении окружающей среды. Такие соединения могут включать углеводороды, находящиеся в жидком топливе, включая нафту и реактивное топливо, например, C6-C16 углеводороды.
Термины «углеводороды с интервалом кипения нафты» и «углеводороды с интервалом кипения бензина» относятся к углеводородной фракции, содержащей углеводороды, имеющие точки кипения в пределах начальной («прямогонной») температуры перегонки в 35 °C (95 °F), характерные для C5 углеводородов и конечную температуру перегонки в 204 °C (399 °F). Термин «углеводороды интервалом кипения реактивного топлива» относится к углеводородной фракции, содержащей углеводороды, имеющие точки кипения в пределах начальной температуры перегонки в 204 °C (399 °F) и конечной температуры перегонки в 271 °C (520 °F ). Термин «углеводороды с интервалом кипения дизельного топлива» относится к углеводородной фракции, содержащей углеводороды, имеющие точки кипения в пределах начальной температуры перегонки в 204 °C (399 °F) и конечной температуры перегонки в 344 °C (651 °F). Соответственно, «углеводороды с интервалом кипения дизельного топлива» включают в себя «углеводороды с интервалом кипения реактивного топлива», а также включают в себя «углеводороды с интервалом кипения тяжелого дизельного топлива», имеющие точки кипения в пределах начальной температуры перегонки в 271 °C (520 °F) и конечной температуры перегонки в 344 °C (651 °F). Термин «углеводороды интервалом кипения VGO» относится к углеводородной фракции, содержащей углеводороды, имеющие точки кипения в пределах начальной температуры перегонки в 344 °C (651 °F) и конечной температуры перегонки в 538 °C (1000 °F ). Эти температуры начальной и конечной точки перегонки углеводородных фракций, например, углеводородов с интервалом кипения нафты, углеводородов с интервалом кипения бензина, углеводородов с интервалом кипения реактивного топлива и углеводородов с интервалом кипения дизельного топлива, которые также характерны для получаемых из соответствующей нефти фракций с интервалом кипения нафты, бензина, реактивного топлива и дизельного топлива и определяются в соответствии с ASTM D86 с конечной точкой, являющейся показателем извлечения в 95%.
Термин «по существу», используемый в фразе «по существу одинаковый» или «по существу идентичный» в отношении данного параметра, предназначен для охвата значений, которые отклоняются менее чем на 5% по отношению к этому параметру при измерении в абсолютном выражении (напр., абсолютная температура или абсолютное давление). Термин «по существу все» или «по существу все из» означает «по меньшей мере, 95% из». Термин «по существу завершен» означает «по меньшей мере, завершен на 95% ».
Варианты осуществления изобретения описывают способ получения синтезгаза (сингаза), способ включающий реагирование газообразной смеси, содержащей (i) метан и/или другие углеводороды (ы) (напр., любой из CH4, C2H6, C2H4, C3H8, C3H6, C4H10, C4H8, C5H12, C5H10, углеводороды с более высокой молекулярной массой и их смеси) и (ii) с CO2 с катализатором риформинга, содержащим, по меньшей мере один (напр., два или более двух) благородный металл на твердом носителе, содержащем оксид церия. Возможно, что один СО2 может служить окислителем для метана и/или других углеводородов до СО и Н2 в соответствии с реакцией сухого риформинга таких углеводородов, которая, например, в случае использования алканов, может быть выражена как:
CnH2n+2+nCO2 → 2nCO + (n+1)H2.
В предпочтительных вариантах осуществления, сочетание CO2 и H2O может служить в качестве окислителя, то есть в вариантах осуществления, в которых газообразная смесь дополнительно содержит H2O. Реакция в этом случае представляет собой реакцию «парового риформинга с CO2», которая также включает паровой риформинг в качестве способа получения сингаза из метана и/или других углеводородов, которая, например, в случае использования алканов, может быть выражена как:
CnH2n+2+nH2O → nCO + (2n+1)H2.
Принимая во внимание, что теоретическое молярное соотношение H2:CO синтезгаза, образованного в результате сухого риформинга метана, равно 1, то добавление парового риформинга к паровому риформингу с CO2 дает возможность увеличить это молярное отношение до значений, более подходящих для синтеза Фишера-Тропша ниже по потоку и получения жидких углеводородов, согласно реакции:
(2n+1) H2+n CO → CnH2n+2+n H2O.
Исходя из этого, можно наблюдать, что C4+ углеводороды, например, углеводороды С4-С12, которые необходимы в качестве топлив или компонентов топлив, идеально образуются при молярных соотношениях H2:CO, приближающихся к 2. Важно отметить, что использование пара (H2O) в качестве окислителя в сочетании с CO2 создает удобный «рычаг управления» или управляющий параметр для регулировки молярного соотношения H2:CO синтезгаза в широком диапазоне режимов парового риформинга с CO2. Фактически, для любого заданного набора таких режимов (напр., режимов внутри реактора парового риформинга с CO2, в частности температуры, давления, среднечасовой скорости подачи сырья и состава катализатора риформинга), при которых проводятся комбинированные реакции парового риформинга с CO2, может быть установлена взаимосвязь между молярным соотношением H2O:CO2 газообразной смеси (напр., в реакторе парового риформинга с CO2 в виде комбинированного сырья) и молярным соотношением H2:CO синтезгаза (напр., в выходящем потоке продукта из реактора парового риформинга с CO2). Принимая во внимание, что при сухом риформинге и паровом риформинге углеводородов, отличных от метана, образуются Н2 и СО с другими молярными соотношениями, то такие же сдвиги или корректировки в выходе продукта могут быть достигнуты путем изменения относительных количеств окислителей Н2О и СО2 в газообразной смеси, которая подвергается паровому риформингу с CO2. Соответственно, варианты осуществления изобретения описывают способ парового риформинга с CO2, включающий определение молярного соотношения H2:CO синтезгаза и, на основе молярного соотношения H2:CO, корректировку молярного соотношения H2O:CO2 газообразной смеси относительно заданного молярного соотношения H2:CO синтезгаза, например, заданного молярного соотношения H2:CO, составляющего 2:1, или иначе заданного молярного соотношения H2:CO, обычно составляющего примерно от 1,5:1 до примерно 2,5:1, обычно примерно от 1,5:1 до примерно 2,3:1 и часто примерно от 1,8:1 до примерно 2,2:1.
В частности, молярное соотношение H2O:CO2 газообразной смеси может быть увеличено для достижения заданного молярного соотношения H2:CO, наблюдаемого молярного соотношения H2:CO синтезгаза, которое находится ниже заданного значения. И наоборот, молярное соотношение H2O:CO2 в газообразной смеси может быть уменьшено для достижения заданного молярного соотношения H2:CO наблюдаемого молярного соотношения H2:CO синтезгаза, которое находится выше заданного значения. Любые такие корректировки молярного соотношения H2O:CO2газообразной смеси могут выполняться, например, путем регулирования расхода одного или нескольких компонентов газообразной смеси (напр., комбинированного сырья), в частности одного или нескольких видов метансодержащего сырья (или углеводородсодержащего сырья в целом), окислителя, содержащего СО2 и окислителя, содержащего Н2О, по отношению к расходу одного или нескольких других таких компонентов. В соответствии с конкретным примером, молярное соотношение H2O:CO2 комбинированного сырья в реакторе парового риформинга с CO2 может быть увеличено или уменьшено путем увеличения или уменьшения, соответственно, расхода пара (как окислителя, содержащего H2O), тем самым приводя к соответствующему увеличению или уменьшению молярного соотношения H2O:CO2 в газообразной смеси.
Помимо создания возможности контролировать молярное соотношение H2:CO синтезгаза в необходимом интервале значений, использование пара (H2O) в качестве окислителя в сочетании с CO2, кроме того, снижает скорость образования углерода (кокса) по сравнению с чистым сухим риформингом, тем самым продлевая срок службы катализаторов, как описано здесь. Соответственно, дополнительные варианты осуществления изобретения описывают способ парового риформинга с CO2, в котором скорость образования углерода (напр., с использованием подходящих соотношений или концентраций/парциальных давлений окислителей, содержащих CO2 и H2O в сочетании с катализатором риформинга, как описано здесь) меньше, чем скорость образования углерода базового способа (т. е. базового способа сухого риформинга), в котором все параметры поддерживаются одинаковыми, за исключением замены H2O в газообразной смеси (напр., комбинированном сырье в реакторе парового риформинга с CO2) эквимолярным количеством кислорода в виде CO2 (т. е. заменой молей H2O на 1/2 молей CO2). В сочетании с этим сравнительно более низким образованием углерода, по сравнению с базовым способом, синтезгаз может иметь молярное соотношение H2/CO, как описано здесь, (напр., примерно от 1,5:1 до примерно 2,3:1).
Паровой риформинг с CO2, как описано здесь, может осуществляться для получения синтезгаза, имеющего необходимое молярное соотношение H2:CO в интервалах, описанных выше, в частности от примерно 1,5:1 до примерно 2,5:1, от примерно 1,5:1 до примерно 2,3:1 и от примерно 1,8:1 до примерно 2,2:1. Такие интервалы, охватывающие 2:1, являются особенно предпочтительными в случае обработки синтезгаза ниже по потоку на стадии синтеза FT, как описано здесь, для получения жидких углеводородов. В частности, стадия конверсии H2 и CO в синтезгазе в углеводороды, включая C4+ углеводороды (включая углеводороды, которые являются жидкими при температуре и давлении окружающей среды), которые содержатся в продукте FT, может осуществляться с сырьем FT, имеющем по существу то же самое молярное соотношение H2:CO, что и в синтезгазе, полученном в результате парового риформинга с CO2 вверх по потоку. То есть, сырье FT можно получать, предпочтительно, без корректировки молярного соотношения H2:CO синтезгаза, например, путем добавления или удаления H2 и/или CO, или иной конверсии или производства этих компонентов (напр., без добавления H2 для увеличения этого молярного соотношения и/или без использования отдельной реакции сдвига фаз вода-газ или обратной реакции сдвига фаз вода-газ). В соответствии с некоторыми вариантами осуществления, сырье FT можно получать практически при том же молярном соотношении H2:CO, что и в синтезгазе, путем конденсации воды из этого продукта перед конверсией H2 и CO в углеводороды на стадии синтеза FT. В соответствии с некоторыми вариантами осуществления, сырье FT можно получать без каких-либо изменений в составе синтезгаза. Например, часть или весь синтезгаз можно использовать непосредственно на стадии синтеза FT без какой-либо промежуточной операции, которая могла бы повлиять на его состав (напр., путем добавления, удаления или преобразования компонентов, которые могли бы изменить этот состав).
Вышеуказанные интервалы молярных соотношений H2:CO синтезгаза, составляющие 2:1, также необходимы при последующей обработке синтезгаза на стадии получения метанола для получения метанола в соответствии с реакцией 2H2+CO→CH3OH. В частности, стадия конверсии Н2 и СО в синтезгазе в метанол, который содержится в метанолсодержащем продукте, может осуществляться с использованием сырья для синтеза метанола, имеющего по существу такое же молярное соотношение Н2:СО, что и в синтезгазе, произведенном паровым риформингом с CO2 вверх по потоку. То есть, сырье для синтеза метанола можно получать, предпочтительно, без корректировки молярного соотношения H2:CO синтезгаза, например, путем добавления или удаления H2 и/или CO, или иной конверсии или производства этих компонентов (напр., без добавления H2 для увеличения этого молярного соотношения и/или без использования отдельной реакции сдвига фаз вода-газ или обратной реакции сдвига фаз вода-газ). В соответствии с некоторыми вариантами осуществления, сырье для синтеза метанола можно получать практически при том же молярном соотношении H2:CO, что и в синтезгазе, путем конденсации воды из этого продукта. В соответствии с некоторыми вариантами осуществления, сырье для синтеза метанола можно получать без каких-либо изменений в составе синтезгаза. Например, часть или весь синтезгаз можно использовать непосредственно в стадии производства метанола без какой-либо промежуточной операции, которая могла бы повлиять на его состав (напр., путем добавления, удаления или конверсии компонентов, которые могли бы изменить этот состав). Производство метанола из синтезгаза может осуществляться при температуре, составляющей примерно от 204 °С (400 °F) до примерно 316 °С (600 °F) и давлении примерно от 4,5 МПа (650 фунтов на квадратный дюйм) до примерно 11,7 МПа (1700 фунтов на квадратный дюйм). Катализаторы синтеза метанола обычно содержат Cu и ZnO, нанесенные на оксид металла, например, оксид алюминия (Al2O3).
В случае получения метанола из синтезгаза, этот метанол может далее вступать в реакцию на стадии дегидратации с получением диметилового эфира (DME) в соответствии с реакцией 2CH3OH → CH3OCH3+H2O. Катализаторы и режимы осуществления этой реакции описаны, например, в патенте США 5 037 511, патенте США 2004/0034255, и патенте США 8 451 630. Кроме того, DME может быть получен непосредственно из синтезгаза на стадии прямого получения DME без промежуточной стадии получения метанола. В этом отношении, сухой риформинг, как описано здесь, может осуществляться для получения синтезгаза, имеющего подходящее молярное соотношение H2:CO в интервалах, охватывающих 1:1, которые подходят для проведения реакции 3H2+3CO→CH3OCH3+CO2, так как описано, например, в работе Takeishi et al. (Recent Advances in Energy & Environment). Подходящие молярные отношения H2:CO составляют примерно от 0,5:1 до примерно 1,5:1, примерно от 0,5:1 до примерно 1,3:1 или примерно от 0,8:1 до примерно 1,2:1. В частности, стадия конверсии Н2 и СО в синтезгазе в DME, который содержится в продукте DME, может осуществляться с использованием сырья для синтеза DME, имеющего по существу такое же молярное соотношение Н2:СО, что и в синтезгазе, произведенном сухим риформингом вверх по потоку. То есть, сырье для синтеза DME можно получать, предпочтительно, без корректировки молярного соотношения H2:CO синтезгаза, например, путем добавления или удаления H2 и/или CO, или иной конверсии или производства этих компонентов (напр., без добавления H2 для увеличения этого молярного соотношения и/или без использования отдельной реакции сдвига фаз вода-газ или обратной реакции сдвига фаз вода-газ). В соответствии с некоторыми вариантами осуществления, сырье для синтеза DME можно получать практически при том же молярном соотношении H2:CO, что и в синтезгазе, путем конденсации воды из этого продукта. В соответствии с некоторыми вариантами осуществления, сырье для синтеза DME можно получать без каких-либо изменений в составе синтезгаза. Например, часть или весь синтезгаз можно использовать непосредственно на стадии производства DME, без какой-либо промежуточной операции, которая могла бы повлиять на его состав (напр., путем добавления, удаления или конверсии компонентов, которые могли бы изменить этот состав).
В дополнение к получению синтезгаза, имеющего требуемое молярное соотношение H2:CO, которое можно адаптировать к конкретным стадиям реакции вниз по потоку, как описано выше, катализаторы риформинга, как описано в настоящем документе, кроме того, демонстрируют высокую степень устойчивости к сере, что особенно выгодно, например, в случае использования метансодержащего сырья, содержащегося или полученного из природного газа, которое, в зависимости от его источника, может содержать значительную концентрацию H2S (напр., несколько массовых процентов по объему или более). В связи с этим обычные способы парового риформинга метана (SMR) требуют предварительной обработки, чтобы снизить общее содержание серы в сырье, обычно до менее чем 1 моль-ч/млн., чтобы защитить катализатор риформинга от отравления серой. Напротив, в соответствии с типичными вариантами осуществления настоящего изобретения, газообразная смесь или любой из ее компонентов, в частности углеводородсодержащее сырье, не подвергается или иным образом не подвергался стадии предварительной обработки для удаления серы. Такие варианты осуществления обеспечивают существенные экономические выгоды по сравнению с известными способами с жесткими требованиями к десульфуризации и сопутствующими расходами, необходимыми для достижения приемлемого срока службы катализатора риформинга. В отличие от таких известных способов, газообразная смесь в способе сухого риформинга или парового риформинга с CO2, как описано в настоящем документе, может содержать серу, как правило, в любой концентрации, в зависимости от источника углеводородного сырья, например, природного газа, не прошедшего предварительную обработку для удаления серы, а также с учетом потенциального разбавления серы при объединении с другими компонентами газообразной смеси (напр., CO2), имеющими более низкую концентрацию серы. Например, газообразная смесь может обычно содержать, по меньшей мере, примерно 1 моль-ч/млн. (напр., примерно от 1 моль-ч/млн. до примерно 10 моль %) от общего содержания серы (напр., в виде H2S и/или других серосодержащих загрязняющих веществ). Газообразная смесь может обычно содержать, по меньшей мере, примерно 10 моль-ч/млн. (напр., примерно от 10 моль-ч/млн. до примерно 1 моль %) и часто, по меньшей мере, примерно 100 моль-ч/млн. (напр., примерно от 100 моль-ч/млн. до примерно 1000 моль-ч/млн.) от общего содержания серы. Например, в соответствии с конкретными вариантами осуществления, интервал примерно от 500 моль-ч/млн. до примерно 1000 моль-ч/млн. от общего содержания серы, как правило, не оказывает неблагоприятного воздействия или, по меньшей мере, оказывает незначительное воздействие на стабильность катализаторов риформинга, как описано здесь.
Что касается устойчивости к сере для описанных здесь катализаторов риформинга, то дальнейшие аспекты изобретения связаны с открытием того, что более высокие уровни (концентрации) серы в газообразной смеси могут быть компенсированы путем повышения температуры реакции, т. е.температуры слоя катализатора риформинга в реакторе риформинга, как описано здесь (который может представлять собой реактор сухого риформинга или паровой реактор риформинга с CO2, причем последний термин применим к газообразной смеси внутри реактора, содержащей как CO2, так и H2O). Было обнаружено, что повышенные концентрации серы влияют на активность катализатора риформинга, что определяется по уменьшению конверсии метана и/или других углеводородов в газообразной смеси при неизменности всех других рабочих параметров. Однако требуемый уровень конверсии можно восстановить, увеличив температуру реакции. Например, при определенных режимах работы, увеличение температуры на 28 °C (50 °F) может оказаться достаточным для восстановления активности катализатора риформинга, которая соответствует концентрации H2S в 800 моль-ч/млн., в газообразной смеси по отношению к активности при отсутствии серы в газообразной смеси. Соответственно, варианты осуществления изобретения описывают способ сухого риформинга или способ парового риформинга с CO2, как описано здесь, включающий определение конверсии метана и/или другого углеводорода (ов) (напр., конверсии комбинированных C1-C4 углеводородов или комбинированных С1-С3 углеводородов) или иным образом определяющий уровень содержания серы (например, уровень H2S) в газообразной смеси или синтезгазе и, на основании конверсии или уровня содержания серы, осуществляется корректировка температуры реакции относительно заданной конверсии метана и/или других углеводородов, например, заданной конверсии, составляющей, по меньшей мере, примерно 75% (напр., любое конкретное значение конверсии, составляющее примерно от 75% до примерно 100%), например, заданной конверсии, составляющей, по меньшей мере, примерно 85% (напр., любое конкретное значение конверсии, составляющее примерно от 85% до примерно 99%).
Однако важно то, что такое снижение активности катализаторов риформинга, описанных в настоящем документе, сопровождающее увеличение содержания серы в газообразной смеси, далее не сопровождается какими-либо заметными потерями стабильности катализатора риформинга. То есть повышение температуры в реакторе риформинга, как описано здесь, для понижения высоких уровней содержания серы, не оказывает существенного влияния на способность катализатора риформинга иметь стабильные рабочие характеристики по отношению к сухому риформингу или паровому риформингу с CO2 в течение длительного периода эксплуатации. Это открытие противоречит ожиданиям, основанным на традиционных технологиях риформинга, в которых наличие даже небольших количеств (напр., на уровнях моль-ч/млн) серы в сырье должно исключаться, чтобы избежать деактивации и дорогостоящей преждевременной замены катализатора. Характерная устойчивость к сере или стабильная активность в присутствии серосодержащих загрязнений катализаторов риформинга, как описано в настоящем документе, может определяться в соответствии со стандартным испытанием, в котором небольшой образец катализатора массой 5-100 грамм загружают в реактор риформинга с неподвижным слоем и осуществляют реакцию с смесью сырья, содержащей 30 моль % метана, 30 моль % CO2 и 30 моль % H2O, в которую добавляется H2S в количестве 800 моль-ч/млн. В этом стандартном испытании, при среднечасовой скорости подачи сырья (WHSV), составляющей 0,7 час-1, при температуре слоя катализатора, составляющей 788 °C (1450 °F) и при давлении в реакторе парового риформинга с CO2, составляющем 138 кПа (20 фунтов на квадратный дюйм) конверсия метана сохраняется, по меньшей мере, равной 85%, предпочтительно, по меньшей мере, равной 95% при постоянной температуре слоя катализатора в течение, по меньшей мере, 50 часов работы и более типично в течение, по меньшей мере, 100 часов работы или даже в течение, по меньшей мер, 400 часов работы.
Устойчивость или «сопротивляемость» катализаторов риформинга, описанных в настоящем документе, дополнительно проявляется в высокой устойчивости к деактивации в присутствии других соединений в газообразной смеси, включающей углеводороды с более высокой молекулярной массой, например, химически активные ароматические углеводороды и/или олефиновые углеводороды, которые обычно считаются способными осуществлять деактивацию катализатора риформинга путем коксования. Например, газообразная смесь может содержать ароматические и олефиновые углеводороды в общем количестве, составляющем, по меньшей мере, примерно 1 моль % (напр., примерно от 1 моль % до примерно 25 моль %), в частности, по меньшей мере, примерно 3 моль % (напр., примерно от 3 моль % до примерно 20 моль %) или, более конкретно, по меньшей мере, примерно 5 моль % (напр., примерно от 5 моль % до примерно 15 моль %). При таких уровнях ароматических и/или олефиновых углеводородов стабильность катализатора риформинга может проявляться в соответствии с тем же испытанием на стабильность химической активности, как определено выше в отношении устойчивости к содержанию серы, за исключением смеси сырья, содержащей такие концентрации ароматических и/или олефиновых углеводородов по сравнению с H2S. Такая устойчивость катализаторов риформинга, как описано здесь, в отношении серы и реакционноспособных углеводородов, позволяет проводить риформинг широко распространенного углеводородсодержащего сырья, включая различные фракции (напр., нафту и реактивное топливо), получаемые при переработке сырой нефти, как описано более подробно ниже.
В более общем случае газообразная смесь и, в частности, углеводородсодержащий сырьевой компонент этой смеси, могут содержать, помимо метана, другие углеводороды, в частности С2, С3 углеводороды и/или С4 углеводороды (напр., этан, пропан, пропилен, бутан и/или бутены), которые могут присутствовать в природном газе и/или других источниках метана). Кроме того, катализаторы риформинга, как описано в настоящем документе, могут использоваться для сухого риформинга или парового риформинга с CO2 преимущественно или только, углеводородов с более высокой молекулярной массой, как, например, углеводородов в газообразной смеси, содержащей или необязательно состоящей из одного или нескольких соединений, выбранных из группы, состоящей из C4 углеводорода, C5 углеводорода, C6 углеводорода, C7 углеводорода, C8 углеводорода, C9 углеводорода, C10 углеводорода, C11 углеводорода, C12 углеводорода, C13 углеводорода, C14 углеводорода, C15 углеводорода, C16 углеводорода, C17 углеводорода, C18 углеводорода и их смесей. Например, углеводороды в газообразной смеси могут содержать или состоять из C4-C8 или C4-C6 углеводородов в случае сухого риформинга или парового риформинга с CO2 углеводородов с интервалом кипения нафты (риформинг нафты). В качестве другого примера, углеводороды в газообразной смеси могут содержать или состоять из C8-C18 или C8-C14 углеводородов в случае сухого риформинга или парового риформинга с CO2 углеводородов с интервалом кипения реактивного топлива (риформинг реактивного топлива). Такие углеводороды с интервалом кипения нафты и фракции с интервалом кипения реактивного топлива обычно получают в виде продуктов переработки сырой нефти и, как таковые, могут являться источником серосодержащих загрязнений газообразной смеси. В типичных вариантах осуществления, газообразная смесь может содержать метан и/или любой из углеводородов, описанных в настоящем документе, в общем количестве, составляющем примерно от 5 моль % до примерно 85 моль %, обычно примерно от 10 моль % до примерно 65 моль % и часто примерно от 20 моль % до примерно 45 моль %. Газообразная смесь может дополнительно содержать CO2 в количестве, обычно составляющем примерно от 8 моль % до примерно 90 моль %, типично примерно от 15 моль % до примерно 75 моль % и часто примерно от 20 моль % до примерно 50 моль %. В случае реакции парового риформинга с CO2, газообразная смесь может содержать H2O в количестве, обычно составляющем примерно от 15 моль % до примерно 70 моль %, типично примерно от 20 моль % до примерно 60 моль % и часто примерно от 25 моль % до примерно 55 моль %. Состав газообразной смеси может включать загрязняющие вещества, например, H2S и/или другие серосодержащие загрязняющие вещества, как описано выше.
В случае использования газообразных смесей, содержащих метан и/или легкие углеводороды (напр., C2-C3 или C2-C4 углеводороды), синтезгаз сухого риформинга или парового риформинга с CO2 может использоваться с подходящим молярным соотношением H2:CO при производстве ниже по потоку жидких углеводородных топлив посредством синтеза Фишера-Тропша, как описано выше. Синтезгаз может, в соответствии с другим вариантом, использоваться для других применений ниже по потоку, связанных с обычным паровым риформингом метана (SMR). Например, автор Tarun (International Journal of Greenhouse Gas Control I (2007): 55-61) описывает традиционный способ производства водорода включающий SMR. Если сухой риформинг или паровой риформинг с CO2, как описано в настоящем документе, применяют при получении водорода, в соответствии с вариантами осуществления изобретения, то типичные способы могут дополнительно включать стадии (i) использования синтезгаза в одной или нескольких стадиях конверсии водяного газа (WGS) для увеличения в нем содержания водорода и/или (ii) отделения выходящего продукта из стадии (стадий) WGS, или иного разделения продукта синтезгаза без промежуточной стадии (стадий) WGS, в зависимости от обстоятельств (напр., путем адсорбции с колебаниями давления (PSA) или мембранного разделения), для получения обогащенного водородом потока продукта и обедненного водородом потока остаточного газа PSA (или просто «остаточного газа PSA»). Обогащенный водородом поток продукта может затем использоваться в обычном способе переработки, например, способе гидроочистки (напр., гидродесульфирование, гидрокрекинг, гидроизомеризация и т. д.). Обедненный водородом поток остаточного газа PSA затем может отделяться для извлечения водорода и/или использоваться в качестве топлива для сжигания, чтобы удовлетворить, по меньшей мере, некоторые требования к по нагреванию в ходе реакции сухого риформинга или парового риформинга с CO2. В других вариантах осуществления, остаточный газ PSA, содержащий СО и Н2 может передаваться на стадию биологического брожения для производства продуктов брожения, например, спиртов (напр., этанола). Газообразный выходящий продукт со стадии брожения может затем отделяться для извлечения водорода и/или использоваться в качестве топлива для сжигания, как описано выше. Что касается обычного производства водорода, то дальнейшая интеграция стадии биологического брожения описана, например, в патенте США 9 605 286, в патенте США 9 145 300, в патенте США 2013/0210096 и в патенте США 2014/0028598. В качестве альтернативы интеграции в способ производства водорода, сухой риформинг или паровой риформинга с CO2, как описано здесь, может использоваться для получения синтезгаза, который используется непосредственно в производстве продуктов брожения ниже по потоку с использованием подходящих карбоксидотрофных бактерий (напр., вида Clostridium autoethanogenum или Clostridium ljungdahlii). В любом из этих случаев, т. е. с такой интеграцией или без нее, микроорганизмы, используемые для брожения, могут быть устойчивыми к содержанию серы или даже требовать наличия серы в среде для культивирования клеток, так что устойчивость к содержанию серы для катализаторов риформинга, как описано в настоящем документе, может быть особенно выгодной по сравнению с обычными катализаторами риформинга с точки зрения совместимости и снижения стоимости, связанных с устранением или, по меньшей мере, снижением требований к удалению серы в устройствах вверх по потоку.
Таким образом, аспекты изобретения относятся к способам сухого риформинга и парового риформинга CO2 для получения синтезгаза (т. е., содержащего как H2, так и CO, и, необязательно, другие газы, такие как неконверсированный CO2, H2O и/или углеводороды). В типичных вариантах осуществления, газообразная смесь, содержащая метан и/или другие углеводороды, может подаваться периодически, но предпочтительно подается в виде непрерывного потока в реактор сухого риформинга (т. е. реактор сухого риформинга, в случае использования сырья или газообразной смеси, дополнительно включающей CO2, но не воду) или реактор парового риформинга с CO2 (т. е. реактор парового риформинга с CO2, в случае использования сырья или газообразной смеси, дополнительно содержащей как CO2, так и воду), где общий термин «реактор риформинга», охватывает любой случай. Синтезгаз, в свою очередь, может отбираться периодически (если газообразная смесь подается периодически), но предпочтительно отбирается в виде непрерывного потока (если газообразная смесь подается в виде непрерывного потока), из реактора сухого риформинга или, в зависимости от обстоятельств, из реактора парового риформинга с CO2.
В дополнение к H2, CO и, необязательно, другим газам, вода (H2O) также может присутствовать в синтезгазе, хотя, по меньшей мере, часть воды, которая присутствует в виде пара, может быть легко отделена путем охлаждения/конденсации, например, в устройствах выше по потоку от реактора синтеза Фишера-Тропша (реактор FT), используемого для конверсии синтезгаза в жидкие углеводороды. Ни вода, ни CO2 в синтезгазе не влияют на его молярное соотношение H2:CO, которое, как описано выше, является важным параметром при определении пригодности синтезгаза в качестве прямого сырьевого потока в реактор FT.
В типовых способах газообразная смесь, содержащая метан и/или другие легкие углеводороды (напр., этан, этилен, пропан и/или пропилен) и CO2, а также, необязательно, H2O, вступает в реакцию с катализатором риформинга, обладающим активностью для осуществления риформинга таких углеводородов. В частности, такие углеводороды, например, большая часть таких углеводородов, могут быть подвергнуты риформингу (i) путем их окисления только некоторой частью или всем количеством CO2, в соответствии со способом сухого риформинга, или (ii) путем их окисления как некоторой частью, так и всем количеством CO2 и некоторой частью H2O (при наличии), в соответствии со способом парового риформинга с CO2.
Как описано выше, аспекты изобретения связаны с открытием катализаторов риформинга для таких способов сухого риформинга и парового риформинга с CO2, демонстрирующих важные преимущества, особенно в отношении устойчивости к содержанию серы и/или пониженной скорости образования углерода (коксование), по сравнению с обычными катализаторами риформинга. Эти свойства, в свою очередь, снижают скорость деактивации катализатора посредством механизмов отравления и/или коксования, которые химически и/или физически блокируют активные центры катализатора. Дальнейшее улучшение стабильности катализатора риформинга является результатом, по меньшей мере, частично, высокой активности катализаторов риформинга, описанных здесь, которая необходима для снижения энергии активации, как существенного лимитирующего фактора, связанного с использованием CO2 в качестве окислителя метана и/или другого углеводорода (ов), как описано выше. Такая высокая активность проявляется при более низких рабочих температурах (в реакторе сухого риформинга или реакторе парового риформинга с CO2 или в слое катализатора сухого риформинга или слое катализатора парового риформинга CO2), которые дополнительно способствуют снижению скорости осаждения углерода (коксование) на поверхности катализаторе риформинга и увеличению периода стабильной работы. Согласно конкретным вариантам осуществления, способы, использующие катализаторы риформинга и описанные здесь, могут сохранять стабильные рабочие параметры, как описано здесь, например, с точки зрения: конверсии углеводорода (напр., конверсии метана и/или другого углеводорода (ов), по меньшей мере, составляющей примерно 85%); и/или молярного соотношения H2/CO (напр., составляющего примерно от 1,5:1 до примерно 2,3:1) синтезгаза; в течение, по меньшей мере, примерно 100, по меньшей мере, примерно 300 или даже, по меньшей мере, примерно 500 часов непрерывной или, возможно, периодичной работы. Это может быть период эксплуатации, в течение которого (i) катализатор риформинга не подвергается регенерации, например, в соответствии со способом риформинга с использованием катализатора в качестве неподвижного слоя в реакторе риформинга и/или; (ii) температура реактора риформинга или соответствующий слой катализатора при сухом риформинге или слой катализатора при паровом риформинге с CO2 не поднимается выше пороговой разности температуры от начала периода времени до конца периода времени, причем эта пороговая разница температуры составляет, например, 100 °C (180 °F), 50 °C (90 °F), 25 °C (45 °F), 10 °C (18 °F) или даже 5 °C (9 °F).
Типичные катализаторы риформинга, пригодные для ускорения реакции метана и/или других углеводородов с CO2 и, необязательно, с H2O, содержат благородный металл и, возможно, два или несколько благородных металлов на твердом носителе. Твердый носитель предпочтительно содержит оксид металла, причем оксид церия представляет особый интерес. Оксид церия может присутствовать в количестве, по меньшей мере, составляющем примерно 80 мас. % , предпочтительно, по меньшей мере, примерно 90 мас. %, в расчете на массу твердого носителя (напр., относительно общего количества оксида (ов) металла в твердом носителе). Твердый носитель может содержать весь или по существу весь оксид церия (напр., более чем примерно 95 мас. %). Другие оксиды металлов, например оксид алюминия, оксид кремния, оксид титана, оксид циркония, оксид магния, оксид стронция и т. д., также могут присутствовать в твердом носителе в смешанных количествах, составляющих незначительную часть, например менее чем примерно 50 мас.%, менее чем примерно 30 мас. % или менее чем примерно 10 мас. % от твердого носителя. В других вариантах осуществления, твердый носитель может содержать другие оксиды металлов по отдельности или в комбинации с незначительной частью (напр, менее чем примерно 50 мас. % или менее чем примерно 30 мас. %) оксида церия.
Под благородными металлами понимается класс металлических элементов, которые устойчивы к окислению. В типичных вариантах осуществления, благородный металл, например, по меньшей мере, два благородных металла, катализатора риформинга может быть выбран из группы, состоящей из платины (Pt), родия (Rh), рутения (Ru), палладия (Pd), серебра (Ag), осмия (Os), иридия (Ir) и золота (Au), причем термин «состоящий из» используется просто для обозначения членов группы в соответствии с конкретным вариантом осуществления, из которой выбирают благородный металл (ы) , но не для препятствования добавлению других благородных металлов и/или других металлов вообще. Соответственно, катализатор риформинга, содержащий благородный металл, включает в себя катализатор, содержащий, по меньшей мере, два благородных металла, а также катализатор, содержащий, по меньшей мере, три благородных металла, и аналогично катализатор, содержащий два благородных металла и третий неблагородный металл, в частности металлический промотор (напр., переходный металл). В соответствии с предпочтительными вариантами осуществления, благородный металл присутствует в количестве или, в соответствии с другим вариантом, каждый из, по меньшей мере, двух указанных благородных металлов независимо присутствует в количестве, составляющем примерно от 0,05 мас. % до примерно 5 мас. %, примерно от 0,3 мас. % до примерно 3 мас.% или примерно от 0,5 мас. % до примерно 2 мас. % в расчете на массу катализатора. Например, типичный катализатор риформинга может содержать два благородных металла Pt и Rh, а Pt и Rh могут независимо присутствовать в количестве, входящем в любой из этих диапазонов (напр., примерно от 0,05 мас. % до примерно 5 мас. %). То есть либо Pt может присутствовать в таком количестве, Rh может присутствовать в таком количестве, или оба Pt и Rh могут присутствовать в таких количествах.
В типичных вариантах осуществления, по меньшей мере, два благородных металла (напр., Pt и Rh) могут быть по существу единственными благородными металлами, присутствующими в катализаторе риформинга, так что, например, любой другой благородный металл (ы) присутствует/присутствуют в количестве или объединенном количестве, составляющем примерно менее чем 0,1 мас. % или примерно менее чем 0,05 мас.% в расчете на массу катализатора риформинга. В других типичных вариантах осуществления изобретения, по меньшей мере, два благородных металла (напр., Pt и Rh) являются по существу единственными металлами, присутствующими в катализаторе риформинга, за исключением металлов, присутствующих в твердом носителе (напр., таких как церий, присутствующий в твердом носителе в виде оксида церия). Например, любой другой металл (ы), помимо, по меньшей мере, двух благородных металлов и металлов твердого носителя, может присутствовать в количестве или в суммарном количестве, составляющем примерно менее чем 0,1 мас. % или примерно менее чем 0,05 мас. % в расчете на массу катализатора риформинга. Любые металлы, присутствующие в катализаторе, включая благородный (ые) металл (ы), могут иметь размер частиц металла, составляющий обычно примерно от 0,3 нанометров (нм) до примерно 20 нм, типично примерно от 0,5 нм до примерно 10 нм и часто примерно от 1 нм до примерно 5 нм.
Благородный металл (ы) может встраиваться в твердый носитель в соответствии с известными методами приготовления катализатора, включая сублимацию, пропитку или сухое смешивание. В случае пропитки, которая является предпочтительным методом, пропиточный раствор растворимого соединения одного или нескольких благородных металлов в полярном (водном) или неполярном (напр., органическом) растворителе может вступать в реакцию с твердым носителем, предпочтительно в атмосфере инертного газа. Например, эта реакция может осуществляться, предпочтительно с перемешиванием, в атмосфере азота, аргона и/или гелия или иным образом в не инертной атмосфере, например, в воздухе. Затем растворитель может выпариваться из твердого носителя, например, путем нагревания, протекания газа и/или использования вакуума, оставляя высушенный, пропитанный благородным металлом носитель. Благородный (ые) металл (ы) может быть импрегнирован в твердый носитель, например, в случае, когда два благородных металла пропитываются одновременно и оба растворяются в одном и том же растворе для пропитки, или иным образом пропитываются по отдельности, используя разные растворы для пропитки и стадии реакции. В любом случае пропитанный благородным металлом носитель может быть подвергнут дополнительным стадиям подготовки, например, промывке растворителем для удаления избытка благородного (ых) металла (ов) и примесей, дальнейшей сушке, прокаливанию и т. д. для получения катализатора риформинга.
Сам твердый носитель может получать в соответствии с известными способами, например, экструзией с образованием цилиндрических частиц (экструдатов), или капанием масла, или сушкой распылением с образованием сферических частиц. Независимо от конкретной формы твердого носителя и образующихся частиц катализатора количество благородного (ых) металла (ов), присутствующего в катализаторе риформинга, как описано выше, относится к средней массе такого благородного (ых) металла (ов) в данной частице катализатора (напр., любой формы, такой как цилиндрическая или сферическая), независимо от конкретного распределения благородных металлов внутри частицы. В связи с этим следует понимать, что разные способы получения могут дать различные типы распределения, например, осаждение благородного металла (металлов) в основном на поверхности или вблизи поверхности твердого носителя или равномерное распределение благородного металла (ов) по всему твердому носителю. В целом, описанные здесь массовые проценты, основанные на массе твердого носителя, или иным образом основанные на массе катализатора риформинга, могут относиться к массовым процентам в одной частице катализатора, но обычно относятся к средним массовым процентам большого количества частиц катализатора, в частности количества частиц в реакторе риформинга, которые образуют слой катализатора, используемый в описанных здесь способах.
Упрощенные схемы способов сухого риформинга и, необязательно, способов 10 парового риформинга с CO2 показаны на РИС. 1A и 1B. В любом из этих вариантов осуществления, газообразная смесь 4, содержащая один или несколько углеводородов (напр., метан) и CO2, может находиться внутри реактора 5 риформинга, выполненного в виде резервуара, который используется для вмещения слоя катализатора 6 риформинга, как описано выше, в режимах риформинга, при которых газообразная смесь 4 и катализатор 6 риформинга вступают в реакцию. Согласно варианту осуществления, показанному на РИС. 1А, газообразная смесь 4 может подаваться в реактор риформинга 5 только из источника углеводородсодержащего сырья 1. Например, типичное углеводородсодержащее сырье представляет собой метансодержащее сырье, которое получают газификацией или пиролизом биомассы, включая гидрогазификацию или гидропиролиз, и может дополнительно содержать CO2 и H2O. Таким образом, такое углеводородсодержащее сырье может само по себе получить газообразную смесь 4 для парового риформинга с CO2, в котором и CO2, и H2O ступают в реакцию как окислители метана. В других вариантах осуществления, газообразную смесь 4 можно получать путем объединения углеводородсодержащего сырья 1, необязательно, с окислителем 2, содержащим СО2, если, например, углеводородсодержащее сырье 1 содержит мало СО2, например, в случае использования жидких углеводородов, включая углеводороды с интервалом кипения нафты и/или углеводороды с интервалом кипения реактивного топлива, или в случае использования некоторых видов природного газа.
В качестве другого варианта, окислитель 3, содержащий H2O (напр., в виде пара) также может быть объединен для образования газообразной смеси 4, содержащей метан и окислители CO2 и H2O для парового риформинга с CO2. Однако, H2O может также присутствовать в достаточном количестве в углеводородсодержащем сырье 1 и/или окислителе 2, содержащем CO2, так что может не потребоваться отдельный окислитель 3, содержащий H2O. Как показано пунктирными двунаправленными стрелками между потоками углеводородсодержащего сырья 1, окислителя 2, содержащего CO2, и окислителя 3, содержащего H2O, становится очевидным, что любые из этих потоков можно объединить до (напр., выше по потоку) реактора 5 риформинга. В соответствии с конкретным вариантом осуществления, на РИС. 1B показан поток углеводородсодержащего сырье 1, объединенного, необязательно, с окислителем 2, содержащим СО2 и, необязательно, с окислителем 3, содержащим Н2О для получения газообразной смеси 4 как до (напр., выше по потоку) реактора 5 риформинга, так и внутри этого реактора.
Как описано выше, в вариантах осуществления, в которых газообразная смесь 4 содержит один или несколько углеводородов, в частности, метан и CO2, но не содержит H2O, этот способ можно считать способом «сухого риформинга», тогда как в вариантах осуществления, в которых газообразная смесь 4 содержит углеводород (ы) и СО2, и дополнительно содержит Н2О, действующую в сочетании с СО2 в качестве окислителей углеводорода (ов) (напр., так, чтобы, по меньшей мере, соответствующие части окислителя СО2 и Н2О окисляли соответствующие части взаимодействующего вещества углеводорода (ов), способ можно считать способом «парового риформинга с CO2». Катализаторы риформинга, как описано здесь, обеспечивают получение хороших результатов при сухом риформинге, так и при паровом риформинга с CO2 с точки зрения как активности, так и стабильности, как описано выше. При режимах риформинга, предусмотренных в реакторе 5 риформинга, газообразная смесь 4 подвергается конверсии в продукт 7 синтезгаза, который, по сравнению с газообразной смесью 4, может обогащаться (т. е. иметь более высокую концентрацию) водородом и СО, и/или обедняться (т. е. иметь более низкую концентрацию) CO2, H2O, метана и/или других углеводородов, изначально присутствующих в газообразной смеси 4.
Важным метансодержащим сырьем является природный газ и, в частности, трудноизвлекаемый природный газ, который не так просто превратить в синтезгаз экономически выгодным образом с помощью известных способов. Природный газ, имеющий относительно высокую концентрацию СО2, составляющую, например, по меньшей мере, примерно 10 моль %, или даже, по меньшей мере, примерно 25 моль %, представляет собой привлекательное метансодержащее сырье, поскольку описанные здесь способы не требуют удаления СО2 (напр., путем очистки раствором амина), в отличие от обычного парового риформинга, и фактически используют CO2 в качестве реагента. Другое метансодержащее сырье может содержать метан, полученный: газификацией угля или биомассы (напр., лигноцеллюлозы или коксового остатка); из биореактора для производства биотоплива; или выходящего продукта из способов производства возобновляемого углеводородного топлива (биотоплива) (напр., способа пиролиза, в частности способов гидропиролиза или способов гидроконверсии жирных кислот/триглицеридов). Дополнительное метансодержащее сырье может содержать метан, полученный из устьевого оборудования скважины или выходящего продукта промышленного способа, включая способ переработки нефти (в качестве отходящего газа нефтеперерабатывающего завода), способ производства электроэнергии, способ производства стали или способ производства цветных металлов, способ производства химикатов (напр., метанола) или способ производства кокса. Как правило, любой технологический газ, о котором известно, что он содержит углеводород (напр., С1-С3 углеводород) и СО2, может составлять всю или часть газообразной смеси, как описано здесь, или, по меньшей мере, все или часть метансодержащего сырья в виде компонента этой смеси. Если метансодержащее сырье содержит метан, полученный из возобновляемого ресурса (напр., биомассы), например, метан из технологического потока, полученного гидропиролизом, как описано в патенте США № 8 915 981, выданном Институту технологии газа, то возможно использование описанных здесь способов для производства возобновляемых продуктов синтезгаза (т. е. содержащих возобновляемый СО), которые, в свою очередь, могут быть дополнительно переработаны для получения возобновляемых углеводородсодержащих топлив, компонентов для смешивания топлива и/или химических веществ. Соответственно, метансодержащее сырье может содержать метан из невозобновляемого источника (напр., природного газа) и/или метан из возобновляемого источника (напр., биомассы), причем последний источник вызывает общее уменьшение углеродного следа, связанного с синтезгазом и продуктами ниже п потоку. Как далее описано в настоящем документе, природный газ и/или другое метансодержащее сырье может, не обязательно, предварительно обрабатываться для удаления H2S и других серосодержащих загрязнений перед сухим риформингом или паровым риформингом с CO2.
Подобно метансодержащему сырью (или углеводородсодержащему сырью в целом) и, в частности, с учетом устойчивости к сере катализаторов риформинга, как описано в настоящем документе, другие компоненты газовой смеси, включая окислитель, содержащий СО2, и/или окислитель, содержащий Н2О, могут быть получены из самых разных источников. Преимущественно такие источники включают отработанные газы, которые рассматриваются как имеющие небольшую экономическую ценность или вообще не имеющие ее, и которые могут дополнительно увеличивать эмиссию CO2 в атмосферу. Например, окислитель, содержащий СО2, может иметь в своем составе отработанный газ промышленного способа, который получается в ходе способа производства стали или в ходе способа производства цветного металла. Другие способы, из которых может быть получен весь или часть окислителя, содержащего CO2, включают: способы переработки нефти, способы производства возобновляемого углеводородного топлива (биотоплива) (напр., способ пиролиза, в частности, способы гидропиролиза или гидроконверсии жирной кислоты/триглицерида), способы газификации угля и биомассы, способы производства электроэнергии, способы получения технического углерода, способы производства аммиака, способы производства метанола и способы производства кокса.
Как описано выше, метансодержащее сырье (или углеводородсодержащее сырье в целом) может само по себе предоставлять газообразную смесь для способа сухого риформинга или способа парового риформинга с CO2, т. е. без добавления отдельного окислителя, содержащего СО2 и/или отдельного окислителя, содержащего H2O, если в этой смеси уже присутствует достаточное количество CO2 и/или H2O. Кроме того, метансодержащее сырье (или углеводородсодержащее сырье в целом) может объединяться только с одним окислителем, содержащим СО2 или окислителем, содержащим Н2О для получения подходящей газообразной смеси. Например, пар (в качестве окислителя, содержащего Н2О) может объединяться с метансодержащим сырьем, дополнительно содержащим CO2, для получения газообразной смеси, подходящей для парового риформинга с CO2.
Типичным метансодержащим сырьем, дополнительно содержащим CO2 в количестве, особенно подходящем для подачи газообразной смеси для осуществления способа парового риформинга с CO2, описанным в настоящем документе, является гидропиролизная газообразная смесь, полученная гидропиролизом биомассы и имеющая: (i) концентрацию метана, как правило, составляющую примерно от 3 моль % до примерно от 45 моль % (напр., примерно от 5 моль % до примерно 25 моль % или примерно от 7 моль % до примерно 15 моль %); (ii) концентрацию этана и пропана, каждая из которых обычно составляет примерно от 1 моль % до примерно 35 моль % (напр., примерно от около 2 моль % до примерно 25 моль % каждый или примерно от 3 моль % до примерно 15 мол.% каждый); и (iii) концентрацию CO2 обычно составляющую примерно от 10 моль % до примерно 75 моль % (напр., примерно от 12 моль % до примерно 55 моль % или примерно от 15 моль % до примерно 35 мол.%). Существенную долю гидропиролизной газообразной смеси может составлять водяной пар. Однако, в зависимости от фактического количества водяного пара, окислитель, содержащий H2O может быть, необязательно, объединен с гидропиролизной газообразной смесью для подачи газообразной смеси в реактор парового риформинга с CO2 с требуемым молярным соотношением H2O:CO2. В этом случае окислитель, содержащий H2O, может быть легко доступен в виде конденсированной водной фазы, которая отделена от, по существу, полностью обескислороженной углеводородной жидкости, образованной в результате гидропиролиза биомассы (напр., углеводородсодержащей жидкости, имеющей общее содержание кислорода примерно менее чем 2 мас. % или примерно менее чем 1 мас. %).
Другим примером типичного метансодержащего сырья, дополнительно содержащего СО2, в количестве, особенно подходящем для обеспечения газообразной смесью парового риформинга с CO2, описанного в настоящем документе, является природный газ, содержащий СО2, в концентрации обычно составляющей примерно от 3 моль % до примерно 35 моль % (напр., примерно от 5 моль % до примерно 30 мол.% или примерно от 10 моль % до примерно 25 моль %), и метан в концентрации обычно составляющей примерно от 65 моль % до примерно 98 моль % (напр., примерно от 70 моль % до примерно 95 моль % или примерно от 75 моль % до примерно 90 моль %). Другие углеводороды (напр., этан и пропан), а также азот могут присутствовать в незначительных количествах. Окислитель, содержащий H2O, может быть, необязательно, объединен с этим метансодержащим сырьем для подачи газообразной смеси в реактор парового риформинга с CO2 с требуемым молярным соотношением H2O:CO2.
Другим примером типичного метансодержащего сырья, дополнительно содержащего CO2 в количестве, особенно подходящем для получения газообразной смеси для парового риформинга с CO2, описанного в настоящем документе, является биогаз, полученный в ходе бактериального сбраживания органических отходов, например, анаэробного сбраживания и с полигонов для захоронения отходов. Биогаз содержит метан в концентрации обычно составляющей примерно от 35 моль % до примерно 90 моль % (напр., примерно от 40 моль % до примерно 80 моль % или примерно от 50 моль % до примерно 75 моль %) и CO2 в концентрации обычно составляющей примерно от 10 моль % до примерно 60 моль % (напр., примерно от 15 моль % до примерно 55 моль % или примерно от 25 моль % до примерно 50 моль %). Газы N2, H2, H2S и O2 могут присутствовать в незначительных количествах (напр., в суммарном количестве, составляющем менее чем 20 моль % или менее чем 10 моль %). Окислитель, содержащий H2O, может быть, необязательно, объединен с этим метансодержащим сырьем для подачи газообразной смеси в реактор парового риформинга с CO2 с требуемым молярным соотношением H2O:CO2.
Другим примером типичного метансодержащего сырья, дополнительно содержащего CO2 в количестве, особенно подходящем для получения газообразной смеси для парового риформинга с CO2, описанного в настоящем документе, является обедненный водородом остаточный газ PSA, например, полученный из способа производства водорода, включая SMR, как описано выше. Этот газообразный поток может иметь: (i) концентрацию метана, как правило, составляющую примерно от 5 моль % до примерно 45 моль % (напр., примерно от 10 моль % до примерно 35 моль % или примерно от 15 моль % до примерно 25 моль %); (ii) концентрацию СО2 обычно составляющую примерно от 20 моль % до примерно 75 моль % (напр., примерно от 25 моль % до примерно 70 моль % или примерно от 35 моль % до примерно 60 моль %); и (iii) концентрацию Н2 обычно составляющую примерно от 10 моль % до примерно 45 моль % (напр., примерно от 15 моль % до примерно 40 моль % или примерно от 20 моль % до примерно 35 моль %). Состав этого газового потока может содержать преимущественно водяной пар и/или СО. Окислитель, содержащий H2O, может быть, необязательно, объединен с этим метансодержащим сырьем для подачи газообразной смеси в реактор парового риформинга с CO2 с требуемым молярным соотношением H2O:CO2.
Другим примером типичного метансодержащего сырья, дополнительно содержащего CO2 в количестве, пригодном для получения газообразной смеси для парового риформинга с CO2, описанного в настоящем документе, является газообразный выходящий продукт со стадии бактериальной ферментации, которая интегрирована в способ производства водорода, как описано выше. Этот газовый поток может иметь: (i) концентрацию метана, как правило, составляющую примерно от 5 моль % до примерно 55 моль % (напр., примерно от 5 моль % до примерно 45 моль % или примерно от 10 моль % до примерно 40 моль %); (ii) концентрацию СО2 обычно составляющую примерно от 5 моль % до примерно 75 моль % (напр., примерно от 5 моль % до примерно 60 моль % или примерно от 10 моль % до примерно 50 моль %); и (iii) концентрацию Н2 обычно составляющую примерно от 5 моль % до примерно 40 моль % (напр., примерно от 5 моль % до примерно 30 моль % или примерно от 10 моль % до примерно 25 моль %). Состав этого газового потока может содержать преимущественно водяной пар и/или СО. Окислитель, содержащий H2O, может быть, необязательно, объединен с этим метансодержащим сырьем для подачи газообразной смеси в реактор парового риформинга с CO2 с требуемым молярным соотношением H2O:CO2.
В типичных вариантах осуществления, в соответствии с РИС. 1A и 1B, газообразная смесь 4, содержащая углеводород и CO2, может вступать в реакцию с катализатором 6 риформинга в периодическом или дискретном режиме, но предпочтительным является непрерывное проведение сухого риформинга или парового риформинга с CO2 с проточными потоками газообразной смеси 4 или их компонентов (напр., углеводородсодержащим сырьем 1, окислителем 2, содержащим СО2 и /или окислителем 3, содержащим Н2О, как описано здесь), для повышения эффективности способа. Например, реакцию можно осуществлять путем непрерывной подачи газообразной смеси 4 (напр., в виде комбинированного потока сырья в реактор риформинга любых из этих компонентов в комбинации) через реактор 5 риформинга и катализатор 6 риформинга при режимах риформинга (напр., в режимах внутри резервуара реактора риформинга и внутри слоя катализатора риформинга, который содержится в резервуаре), с учетом расхода. В конкретных вариантах осуществления, параметры режима риформинга могут представлять собой среднечасовую скорость подачи сырья (WHSV), составляющую как правило, примерно от 0,05 час-1 до примерно 10 час-1, обычно примерно от 0,1 час-1 до примерно 4,0 час-1 и часто примерно от 0,3 час-1 до примерно 2,5 час-1. В отрасли техники, к которой относится данное изобретение, принято, что параметр WHSV представляет собой массовый поток всего сырья (напр., газообразной смеси) в реактор, поделенный на массу катализатора в реакторе и представляет собой эквивалентные массы слоя катализатора потока сырья, обработанного каждый час. Параметр WHSV имеет обратнозависимую характеристику времени пребывания в реакторе. Катализатор 6 риформинга может содержаться в реакторе 5 риформинга в виде неподвижного слоя, но возможно использование и других каталитических систем, например, систем с подвижным слоем и псевдоожиженным слоем, которые могут оказаться выгодными в способах, использующих непрерывную регенерацию катализатора.
Другие параметры режима риформинга, которые пригодны как для сухого риформинга, так и для парового риформинга с CO2, представляют собой температуру, составляющую, как правило, примерно от 649 °C (1200 °F) до примерно 816 °C (1500 °F). Способы, описанные в настоящем документе, благодаря высокой активности катализатора риформинга с точки зрения снижения энергии активации, необходимой для использования CO2 в качестве окислителя, могут эффективно окислять метан и/или другие углеводороды при значительно более низких температурах, по сравнению с типичной температурой 950 °C (1742 °F), которая используется для сухого или парового риформинга. Например, в типичных вариантах осуществления, режимы риформинга могут осуществляться при температуре, составляющей примерно от 677 °C (1250 °F) до примерно 788 °C (1450 °F) или примерно от 704 °C (1300 °F) до примерно 760 °C (1400 °F). Как описано выше, присутствие H2S и/или других серосодержащих загрязняющих веществ в значительных количествах (напр., 100-1000 моль-ч/млн.) может служить причиной повышения температур, например, составляющих примерно от 732 °C (1350 °F) до примерно 843 °С (1550 °F) или примерно от 760 °С (1400 °F) до примерно 816 °С (1500 °F), для сохранения требуемых уровней конверсии (напр., примерно более чем 85%). Другим параметром режима риформинга является давление выше давления окружающей среды, т. е. давления выше манометрического давления, равному 0 кПа (0 фунтов на квадратный дюйм), что соответствует абсолютному давлению 101 кПа (14,7 фунтов на квадратный дюйм). Поскольку реакции риформинга дают большее число молей продукта по сравнению с молями реагента, то равновесие предпочтительно при относительно низких давлениях. Следовательно, параметры режимов риформинга могут представлять собой манометрическое давление, составляющее, как правило, примерно от 0 кПа (0 фунтов на квадратный дюйм) до примерно 517 кПа (75 фунтов на квадратный дюйм), обычно примерно от 0 кПа (0 фунтов на квадратный дюйм) до примерно 345 кПа (50 фунтов на квадратный дюйм) и часто примерно от 103 кПа (15 фунтов на квадратный дюйм) до примерно 207 кПа (30 фунтов на квадратный дюйм).
Преимущество состоит в том, что в любом из вышеуказанных интервалов температур, высокая активность катализатора риформинга способна осуществить конверсию метана и/или других углеводородов (напр., конверсию метана, конверсию объединенных С1-С3 углеводородов, конверсию объединенных С1-С4 углеводородов, конверсию углеводородов с интервалом кипения нафты, конверсию углеводородов с интервалом кипения реактивного топлива и т.д.), составляющую, по меньшей мере, примерно 80% (напр., примерно от 80% до примерно 99%), составляющую, по меньшей мере, примерно 85% (напр., примерно от 85% до примерно 97%) или, составляющую, по меньшей мере, примерно 90% (напр., примерно от 90% до примерно 99%), например, путем корректировки температуры в реакторе риформинга или температуры слоя катализатора риформинга и/или других параметров режимов риформинга (напр., WHSV и/или давления), которые будут определяться специалистами в отрасли техники, к которой относится данное изобретение, с учетом знаний, полученных из настоящего раскрытия. Преимущество состоит также в том, что катализаторы риформинга, как описано в настоящем документе, являются достаточно активными для достижения значительной конверсии углеводородов (напр., метана), составляющей, по меньшей мере, примерно 85%, с сохранением стабильности при температуре, составляющей самое большее примерно 732 °C (1350 °F), или составляющей самое большее примерно 704 °С (1300 °F). Что касается реагентов окислителей, то типичная конверсия CO2 составляет, по меньшей мере, примерно 50% (напр., примерно от 50% до примерно 75%), а типичная конверсия H2O составляет, по меньшей мере, примерно 70% (напр., примерно от 70% до примерно 90%) при уровнях конверсии, описанных в настоящем документе по отношению к углеводородам. В отрасли техники, к которой относится данное изобретение, принято, что конверсия любого конкретного соединения (напр., метана) или комбинации соединений (напр., C1-C4 углеводородов или C1-C3 углеводородов ) может рассчитываться по формуле:
100 * (Xсырье-Xпродукт)/Xсырье,
где Xсырье представляет собой общее количество (напр., общую массу или общее количество молей) соединения (й) X в газообразной смеси (напр., комбинированного сырья в реакторе), подаваемой в реактор, а Xпродукт представляет собой общее количество соединения (й) X в синтезгазе, отобранном из реактора. В случае использования непрерывных способов эти общие количества удобно выражать в единицах расхода или общих количествах в единицу времени (напр., общая масса/час или общее количество молей/час). Другими критериями эффективности, которые можно достигнуть при использовании катализаторов риформинга и режимов риформинга, как описано здесь, являются: высокий выход водорода; или доля общего водорода в метане и/или других водородсодержащих соединениях (напр., общего водорода в углеводородах, например, C2-C4 углеводородах или C2-C3 углеводородах) в газообразной смеси, подаваемой в реактор, которая подвергается конверсии в H2 в синтезгазе, отобранном из реактора. В типичных вариантах осуществления, выход водорода составляет, по меньшей мере, примерно 70% (напр., примерно от 70% до примерно 85%). Как описано выше в отношении конверсии, количества сырья, подаваемые и отбираемые из реактора, могут выражаться в единицах расхода.
Как описано выше, дополнительные преимущества, связанные со способами риформинга и, в частности, со способами парового риформинга с CO2, как описано здесь, включают в себя подходящие молярные соотношения H2/CO, а также возможность корректировки этих соотношений в синтезгазе. Это имеет особенно важное значение для реакции Фишера-Тропша для производства ниже по потоку жидких углеводородов. Точный состав синтезгаза зависит от состава сырья (напр., комбинированного сырья в реакторе риформинга) или газообразной смеси, катализатора риформинга и режимов риформинга.
В типичных вариантах осуществления, синтезгаз, особенно в случае парового риформинга с CO2, преимущественно имеет молярное соотношение H2:CO, составляющее примерно 2:1, например, обычно составляющее примерно от 1,5:1 до примерно 2,3:1 и обычно составляющее примерно от 1,8:1 до примерно 2,2:1. Суммарная концентрация H2 и CO в этом продукте обычно составляет, по меньшей мере, примерно 35 моль % (или об. %) (напр., примерно от 35 моль % до примерно 85 моль %), обычно составляет, по меньшей мере, примерно 50 моль % (напр., примерно от 50 моль % до примерно 80 моль %) и часто составляет, по меньшей мере, примерно до 60 моль % (напр., примерно от 60 моль % до примерно 75 моль %). Как описано выше, состав синтезгаза может представлять собой, по существу, только CO2 и воду, в зависимости от конкретного способа сухого риформинга или парового риформинга с CO2, включая режимы (напр., режимы внутри реактора риформинга, в частности температуру, давление, среднечасовую скорость подачи сырья и состав катализатора риформинга) и сырье или газообразную смесь, вступающую в реакцию. В типичных вариантах осуществления, СО2 присутствует в синтезгазе в концентрации, составляющей, как правило, примерно менее чем 45 моль % (напр., примерно от 5 моль % до примерно 45 моль %) и обычно примерно менее чем 35 моль % (напр., примерно от 10 моль % до примерно 35 моль %). Вода может присутствовать в концентрации, составляющей, как правило, примерно менее чем 20 моль % (напр., примерно от 1 моль % до примерно 25 моль %) и обычно примерно менее чем 15 моль % (напр., примерно от 5 моль % до примерно 15 моль %). В синтезгазе также могут присутствовать незначительные количества углеводородов не подвергнутых конверсии. Например, суммарное количество C1-C4 углеводородов (напр.,суммарное количество метана, этана, пропана и бутана), которое может включать в себя только C1-C3 углеводороды, может присутствовать в концентрации в количестве, составляющем примерно менее чем 5 моль % и обычно примерно менее чем 2 моль %.
Интегрированные способы, включающие стадии конверсии для производства жидких углеводородов
В дополнительных типичных способах используют сухой риформинг или паровой риформинг с CO2, как описано здесь, с дополнительными стадиями, например, конверсии H2 и CO в синтезгаз на стадии синтеза FT, для получения продукта Фишера-Тропша (напр., выходящий продукт из реактора FT, как описано выше), содержащего углеводороды, включая C4+ углеводороды, представляющие собой типичные углеводороды, присутствующие в жидких топливах, в частности в бензине, реактивном топливе и/или дизельном топливе. Например, конкретный интегрированный способ получения C4+ углеводородов может, в реакторе риформинга, включать стадию риформинга, представляющую собой конверсию метана и СО2 в газообразную смесь, в частности в любую из описанных здесь газообразных смесей, включая газообразные смеси, которые могут содержать любое метансодержащее сырье или другой компонент такой газообразной смеси для получения синтезгаза, как описано выше. Данная стадия конверсии может, в частности, включать реакцию газообразной смеси с катализатором риформинга, например, любым из с описанных здесь катализаторов риформинга, на стадии риформинга в реакторе риформинга для получения синтезгаза. Интегрированный способ может дополнительно включать, на стадии синтеза FT ниже по потоку от стадии риформинга в реакторе FT, конверсию Н2 и СО в синтезгазе в углеводороды, включая C4+ углеводороды (т. е., по меньшей мере, некоторые углеводороды, имеющие четыре или более атомов углерода), которые содержаться в продукте FT. В качестве необязательной стадии, и особенно в случае наличия C4+ углеводородов в продукте FT, включающем парафиновую фракцию, содержащую нормальные C20+ углеводороды (т. е., по меньшей мере, некоторые углеводороды с нормальной или неразветвленной цепью, имеющие 20 или более атомов углерода, которые, при комнатной, сохраняют твердость), интегрированный способ может дополнительно включать в реакторе окончательной обработки стадию окончательной обработки ниже по потоку от стадии синтеза FT для конверсии, по меньшей мере, части нормальных C20+ углеводородов в нормальные или разветвленные C4-C19 углеводороды (т. е. в нормальные или разветвленные углеводороды, некоторые из которых имеют, по меньшей мере, от 4 до 19 атомов углерода), которые содержатся в продукте гидроизомеризации/гидрокрекинга.
Термин «стадия», используемый в терминах «стадия риформинга», «стадия синтеза FT» и «стадия окончательной обработки», относится к реактору (ам), используемому для проведения реакций, связанных с этими стадиями, как описано в настоящем документе, а также к катализатору (ам) и обычному вспомогательному оборудование (напр., датчикам, клапанам, манометрам, системам управления и т. д.), связанному с реактором (ами). В некоторых вариантах осуществления, и, предпочтительно, для данной стадии необходим только один реактор, т. е. один реактор риформинга, один реактор FT и/или один реактор окончательной обработки. Однако реакции, связанные с данной стадией, также можно осуществлять в более чем одном реакторе, например в двух реакторах, работающих параллельно или последовательно.
Дополнительные компоненты и преимущества в типичных интегрированных способах на стадии риформинга, стадии синтеза FT и, необязательно, стадии окончательной обработки рассмотрены ниже с учетом того, что интегрированные способы, в соответствии с настоящим изобретением включают способы, которые обладают любыми из этих дополнительных компонентов и/или преимуществ или любой иной комбинацией таких компонентов и/или преимуществ.
Стадия риформинга
Стадия риформинга включает, по меньшей мере, один и, как правило, только один реактор риформинга, как описано выше, который может представлять собой реактор сухого риформинга или реактор парового риформинга с CO2, причем последний термин указывает на присутствие пара в газообразной смеси. Газообразные смеси, которые подвергаются конверсии на этой стадии, представляют собой, как описано выше, а также типичные катализаторы риформинга и их свойства (напр., активность, стабильность, устойчивость к сере, а также углеводороды с более высокой молекулярной массой и т. д.) и режимы риформинга, подходящие для использования, по меньшей мере, в одном реакторе риформинга и критерии эффективности (уровни конверсии и выход продукта).
Как описано выше, газообразную смесь можно предварительно обрабатывать вверх по потоку от реактора (ов) риформинга для снижения концентрации H2S и/или других серосодержащих загрязнений, например, в ходе реакции газообразной смеси или любого ее компонента (напр., углеводородсодержащего сырья) с подходящим слоем сорбента или в ходе промывки жидкостью. Кроме того, можно выполнять последующую обработку (ниже по потоку от стадии риформинга) синтезгаза или, возможно, сырья FT (напр., после конденсации воды из охлажденного синтезгаза для приготовления сырья FT), таким образом, чтобы уменьшить концентрацию H2S и/или других серосодержащих загрязнений. Возможность осуществления стадии удаления серосодержащих загрязнений выше или ниже по потоку от реактора (ов) риформинга возникает из-за устойчивости к содержанию серы катализаторов риформинга, как описано выше, так что может не требоваться защита катализатора риформинга от отравления серой, хотя остается необходимость защиты катализатора FT. Преимущество состоит в том, что если концентрация H2S и/или других серосодержащих загрязняющих веществ снижается вверх по потоку от реактора (ов) риформинга (напр., предварительная обработка газообразной смеси для удаления H2S ), то такая предварительная обработка может быть менее строгой и/или включать в себя меньшее удаления газа по сравнению с обычным удалением кислого газа (напр., с использованием аминовой очистки), при котором также обычно удаляется CO2. Способность катализаторов риформинга, описанных в настоящем документе, переносить СО2 и фактически использовать этот газ в качестве реагента, позволяет сократить или даже исключить обычные стадии предварительной обработки. Например, газообразная смесь, содержащая природный газ и имеющая высокую концентрацию CO2 (напр., более чем 25 моль % или более 30 моль %), может поступать из конкретного источника природного газа в реактор (ы) риформинга без какой-либо предварительной обработки или, возможно, только с предварительной обработкой для удаления частиц пыли, например фильтрацией.
Как описано выше, на стадии риформинга получают синтезгаз, содержащий Н2 и СО, в ходе реакции углеводорода способом сухого риформинга или парового риформинга с CO2. Как описано выше, с учетом благоприятных интервалов молярных соотношений H2:CO (напр., составляющих 2:1 в случае конверсии паровым риформингом с CO2) синтезгаза, который получают, преимущественно в виде части или всего продукта синтезгаза, последний может использоваться непосредственно на стадии синтеза FT, без какой-либо промежуточной операции, которая могла бы повлиять на молярное отношение H2:CO (напр., путем добавления, удаления или конверсии компонентов, которые могли бы изменить это соотношение, например, путем использования отдельной реакции сдвига фаз вода-газ или обратной реакции сдвига фаз вода-газ). Дополнительные преимущества, связанные с составом синтезгаза, описаны в соответствии с представленными здесь вариантами осуществления и касаются обработки этого продукта ниже по потоку.
Стадия синтеза FT
В реакторе (ах) FT или на общей стадии синтеза FT, по меньшей мере, часть H2 и CO в синтезгазе подвергается конверсии в углеводороды в соответствии с реакцией синтеза Фишера-Тропша (FT), описанной выше. В частности, сырье FT, содержащее часть или весь синтезгаз, необязательно, после одной или нескольких промежуточных операций, например, охлаждения, нагрева, повышения давления, снижения давления, отделения одного или нескольких компонентов (напр., удаление конденсированной воды), добавления одного или нескольких компонентов (напр., добавления Н2 и/или СО для корректировки молярного соотношения Н2:СО в сырье FT) и/или реакции одного или нескольких компонентов (напр., реакции Н2 и/или СО, использующие отдельную реакцию сдвига фаз вода-газ или обратную реакцию сдвига фаз вода-газ), подается в реактор (ы) FT на стадию синтеза FT. Исходя из температур и давления, обычно используемых в реакторе (ах) FT стадии синтеза FT относительно тех, которые используются в реакторе (ах) риформинга стадии риформинга, синтезгаз может охлаждаться, отделяться от конденсированной воды и находиться под давлением. В некоторых вариантах осуществления, эти действия могут представлять собой единственные промежуточные операции, которым подвергается синтезгаз, для создания сырья FT. В других вариантах осуществления, охлаждение и повышение давления могут представлять собой единственные промежуточные операции. В дальнейших вариантах осуществления, промежуточные операции, которые могут быть пропущены, включают сушку синтезгаза для удаления паровой фазы H2O (которая отличается от сконденсированной жидкой фазы H2O и может включать, напр., использование сорбента, обладающего избирательностью в отношении водяного пара, в частности, молекулярного сита 5A) и/или удаление CO2 в соответствии с обычными стадиями обработки кислого газа (напр., аминовой очистки). Однако в соответствии с некоторыми вариантами осуществления, удаление CO2 может выполняться после стадии риформинга, но перед стадией синтеза FT (напр., в качестве промежуточной операции) вместо этого удаления CO2 до стадии риформинга, как это обычно практикуется. Предпочтительной является конденсация воды из синтезгаза перед реактором (ами) FT, полученной в реакторе риформинга, и/или также предпочтительным является отсутствие корректировки молярного соотношения H2:CO синтезгаза не регулируется. Отсутствие промежуточных операций между стадией риформинга и стадией синтеза FT, ограничение числа промежуточных операций и/или пропуска определенных промежуточных операций приводит к преимуществам, связанным с общим упрощением интегрированного способа.
Режимы в реакторе (ах) FT пригодны для конверсии H2 и CO в углеводороды, включая C4+ углеводороды, которые пригодны в качестве жидких топлив или смешиваемых компонентов жидких топлив. В типичных вариантах осуществления, режимы реакции FT (подходящие для использования, по меньшей мере, в одном реакторе FT) могут включать температуру, составляющую примерно от 121 °C (250 °F) до примерно 288 °C (550 °F) или примерно от 193 °C (380 °F) до примерно 260 °C (500 °F). Другие режимы реакции FT могут включать манометрическое давление, составляющее примерно от 689 кПа (100 фунтов на квадратный дюйм) до примерно 3,44 МПа (500 фунтов на квадратный дюйм) или примерно от 1,38 МПа (200 фунтов на квадратный дюйм) до примерно 2,76 МПа (400 фунтов на квадратный дюйм). Одним из преимуществ, по сравнению со стадией синтеза FT, ниже по потоку от стадии риформинга, и по сравнению с последующим производством метанола и/или DME, как описано выше, является использование значительно пониженного давления (напр., обычно ниже примерно 3,44 МПа (500 фунтов на квадратный дюйм) или обычно ниже примерно 3,10 МПа (450 фунтов на квадратный дюйм)) по сравнению с этими альтернативными вариантами обработки ниже по потоку.
В реакторе (ах) FT сырье FT может вступать в реакцию с подходящим катализатором FT (напр., слоем частиц катализатора FT, размещенных в реакторе FT) при режимах реакции FT, которые могут включать температуру и/или давление, как описано выше. Типичные катализаторы FT содержат один или несколько переходных металлов, выбранных из кобальта (Co), железа (Fe), рутения (Ru) и никеля (Ni). Предпочтительный катализатор FT содержит, по меньшей мере, примерно 10 мас. % переходного металла (ов), а обычно, по меньшей мере, примерно 15 мас. % переходного металла (ов) на твердом носителе. Фраза «на твердом носителе» предназначена для описания катализаторов, в которых активный металл (ы) находится на поверхности носителя и/или в пористой внутренней структуре носителя. Типичные твердые носители включают один или несколько оксидов металлов, выбранных из группы, состоящей из оксида алюминия, оксида кремния, оксида титана, оксида циркония, оксида магния, оксида стронция и т. д. Твердый носитель может содержать все или по существу все (напр., больше, чем примерно 95 мас. %) из одного или нескольких таких оксидов металлов. Предпочтительные катализаторы FT содержат переходный металл кобальт (Со) в вышеуказанных количествах (напр., по меньшей мере, примерно 10 мас. %) на носителе, содержащем оксид алюминия (глинозем).
Описанные здесь катализаторы FT и режимы реакции FT, как правило, подходят для конверсии H2 и/или CO (конверсии H2 или конверсии CO), достигающей, по меньшей мере, примерно 20% (напр., примерно от 20% до примерно 99% или примерно от 20 до примерно 75%), по меньшей мере, примерно 30% (напр., примерно от 30% до примерно 95% или примерно от 30% до примерно 65%) или, по меньшей мере, примерно 50% (напр, примерно от 50% до примерно 90% или примерно от 50% до примерно 85%). Эти уровни конверсии FT могут основываться на конверсии H2 или конверсии CO, в зависимости от того, какой реагент стехиометрически ограничен в сырье FT, а учитывая химию реакции синтеза FT эти уровни конверсии FT могут быть рассчитаны, как описано выше. Предпочтительным является, чтобы эти уровни конверсии FT основывались на конверсии CO. Эти уровни конверсии FT могут быть основаны на конверсии «за проход», достигаемые за один проход через стадию синтеза FT (напр., реактор FT этой стадии), или иным образом основаны на общей конверсии, достигаемой путем возврата рециркулирующей части продукта FT на стадию синтеза FT (напр., реактор FT этой стадии), как более подробно описывается ниже.
Требуемый уровень конверсии Н2 и/или конверсии СО в реакторе (ах) FT может достигаться путем корректировки режимов реакции FT описанных выше (напр., температуры и/или давления реакции FT), и/или среднечасовой скорости подачи сырья (WHSV), как определено выше. Режимы реакции FT могут представлять собой среднечасовую скорость подачи сырья (WHSV), составляющую как правило, примерно от 0,01 час-1 до примерно 10 час-1, обычно примерно от 0,05 час-1 до примерно 5 час-1 и часто примерно от 0,3 час-1 до примерно 2,5 час-1. Уровень конверсии (напр., конверсии СО) можно увеличить, например, за счет увеличения давления и снижения WHSV, которые оказывают влияние на увеличение концентраций реагентов и время пребывания в реакторе. Пример влияния давления на уровень конверсии СО, достигнутый в реакторе Фишера-Тропша (FT), содержащего катализатор FT, как описано в настоящем документе, а также при других постоянных режимах реакции FT, находящихся в пределах диапазонов, как описано выше, показан на РИС. 2. Режимы реакции FT могут необязательно включать возврат рециркулирующей части продукта FT, отбор из реактора FT, подачу сырья FT обратно для комбинирования с сырьем FT или иным образом обратно в сам реактор FT. Операция рециркуляции позволяет работать при относительно низкой конверсии «за проход» через реактор FT, однако при этом достигается высокая общая конверсия благодаря рециркуляции. В некоторых вариантах осуществления, такая низкая конверсия за проход может преимущественно ограничивать количество углеводородов с высокой молекулярной массой (напр., нормальных C20+ углеводородов), которые могут быть получены как часть распределения углеводородного продукта, полученного в реакции синтеза FT.
Однако предпочтительно, чтобы режимы реакции FT мало использовали или даже вообще не использовали рециркуляцию продукта FT. Например, режимы реакции FT могут включать массовое соотношение рециркулированного продукта FT к сырью FT (т. е., «коэффициент рециркуляции»), при этом этот рециркулированный продукт FT и сырье FT вместе образуют комбинированное сырье в реакторе FT, соотношение которых составляет обычно менее чем примерно 1:1, обычно менее чем примерно 0,5:1 и часто менее чем примерно 0,1:1. Например, коэффициент рециркуляции может быть равен 0, что означает, отсутствие рециркуляция продукта FT, а конверсия за проход равна общей конверсии. При таких низких коэффициентах рециркуляции, относительно высокая конверсия Н2 или конверсия СО за один проход, составляющая, по меньшей мере, примерно 50% (напр., примерно от 50% до примерно 95%), по меньшей мере, примерно 70% (напр., примерно от 70% до примерно 92%) или, по меньшей мере, примерно 80% (напр., примерно от 80% до примерно 90%), желательна с точки зрения эффективности способа и экономической эффективности. По мере увеличения уровня конверсии за проход, распределение углеводородов в продукте FT смещается к углеводородам с увеличенным числом атомов углерода. Это выгодно с точки зрения снижения выхода легких углеводородов C1-C3, имеющих меньшее значение, чем требуемые жидкие C4+ углеводороды. В некоторых вариантах осуществления, выход С1-С3 углеводородов («выход газообразных углеводородов») или части общего углерода в СО в сырье FT, подаваемом в реактор FT, которое подвергается конверсии в углеводороды С1-С3 в продукте FT удаленном из реактора, составляет примерно менее чем 30% (напр., примерно от 1% до примерно 30%) или даже менее чем примерно 20% (напр., примерно от 3% до примерно 20%). Как описано выше в отношении конверсии, количества сырья, подаваемые и отбираемые из реактора, могут выражаться в единицах расхода.
Таким образом, варианты осуществления изобретения направлены на способ получения C4+ углеводородов из синтезгаза, содержащего Н2 и СО, например, синтезгаза или сырья FT, как описано выше. Синтезгаз или сырье FT, как правило, получают путем риформинга (обычного риформинга, сухого риформинга или парового риформинга с CO2). Способ включает реакцию синтезгаза с катализатором FT, содержащим, по меньшей мере, примерно 10 мас. % Co и/или, необязательно, другого, описанного выше, (их) переходного (ых) металла (ов) на твердом носителе, например оксиде тугоплавкого металла, в частности, оксиде алюминия. Способ включает конверсию Н2 и СО в синтезгазе в углеводороды, включая C4+ углеводороды, содержащиеся в продукте FT, например, как описано здесь.
Преимущество состоит в том, что при отсутствии рециркуляция продукта FT сокращаются затраты на сжатие и упрощается общее конструктивное исполнение интегрированного способа. В той степени, в которой это требует увеличения конверсии за проход и связанного с этим сдвига в распределении углеводородов в продукте FT по отношению к углеводородам, которые имеют увеличенное число атомов углерода, включая нежелательные нормальные C20+ углеводороды, следует понимать, что аспекты изобретения связаны с открытием важных дальнейших стратегий переработки для конверсии этих нормальных C20+ углеводородов в нормальные и/или разветвленные C4-C19 углеводороды, которые способствуют получению требуемых углеводородов интервалом кипения нафты, углеводородов с интервалом кипения реактивного топлива и/или углеводородов с интервалом кипения дизельного топлива. Дополнительная, необязательно, стадия обработки ниже по потоку, а именно стадия окончательной обработки для осуществления этой конверсии, описана ниже.
Стадия окончательной обработки
Стадия, необязательно, окончательной обработки может быть необходима, как описано выше, в вариантах осуществления, в которых C4+ углеводороды продукте FT включают нормальные C20+ углеводороды. В частности, парафиновая фракция C4+ углеводородов может содержать углеводороды с высоким числом атомов углерода, причем эта парафиновая фракция относится к углеводородам, которые являются твердыми при комнатной температуре и которые не только являются причиной снижения выхода углеводородов, крайне полезных в качестве жидкого топлива, но также создают значительные проблемы с точки зрения вредного накопления парафина в технологических трубопроводах, в дополнение к трудностям, связанными с транспортировкой и смешиванием.
В реакторе (ах) окончательной обработки стадии окончательной обработки, по меньшей мере, часть нормальных C20+ углеводородов в продукте FT подвергается конверсии в нормальные и/или разветвленные C4-C19 углеводороды в соответствии с реакциями гидроизомеризации и гидрокрекинга, происходящими в реакторе (ах). В частности, конечное сырье может содержать часть или весь продукт FT, необязательно, после одной или нескольких промежуточных операций, например, охлаждения, нагрева, повышения давления, снижения давления, разделения на один или несколько компонентов, добавления одного или нескольких компонентов и/или реакция одного или нескольких компонентов. Принимая во внимание температуры и давления, обычно используемые в реакторе (ах) окончательной обработки на стадии окончательной обработки, по сравнению с теми, которые используются в реакторе (ах) FT стадии синтеза FT, продукт FT может нагреваться, перед конверсией в нормальные C20+ углеводороды в продукте FT на стадии окончательной обработки, до температуры, подходящей для реактора окончательной обработки, используемого на этой стадии, как описано здесь. В некоторых вариантах осуществления, данный нагрев может представлять собой единственную промежуточную операцию, которой подвергается продукт FT для создания конечного сырья. Кроме того, для еще большего упрощения эксплуатации и достижения большей эффективности, даже этот нагрев может быть опущен, учитывая возможность корректировки температуры для режимов реакции FT, которая является такой же или по существу такой же, как (напр., в пределах примерно 10 °C (18 °F)) используемая на последующей стадии окончательной обработки, например, в интервале температур, как описано ниже по отношению режимов реакции окончательной обработки. В других вариантах осуществления, промежуточные операции, которые могут быть пропущены, включают в себя повышение давления и снижение давления, поскольку было обнаружено, что режимы реакции окончательной обработки могут преимущественно включать такое же или по существу такое же давление, как описано выше по отношению к режимам реакции FT. Например, давление в реакторе окончательной обработки может совпадать с давлением в реакторе FT выше по потоку, а может быть уменьшено на величину номинального перепада давления, связанного с трубопроводом и, возможно, другим технологическим оборудованием, находящимся между этими реакторами. Следовательно, появляется возможность избежать затрат на повышение давления (сжатие) или снижение давления (сброс) продукта FT вверх по потоку от реактора окончательной обработки. Как и в случае промежуточных операций между стадией риформинга и стадией синтеза FT, использование промежуточных операций, ограниченных промежуточных операций и/или пропуска определенных промежуточных операций между стадией синтеза FT и стадией окончательной обработки приводит к преимуществам, связанным с общим упрощением интегрированного способа. Особые преимущества достигаются, например, если весь или по существу весь синтезгаз используется в сырье FT и/или весь или по существу весь продукт FT используется в конечном сырье. В других вариантах осуществления, весь или по существу весь синтезгаз, за исключением конденсированной водосодержащей части, используется в сырье FT и/или весь или по существу весь продукт FT используется в конечном сырье.
Режимы в реакторе (ах) окончательной обработки пригодны для конверсии обычных C20+ углеводородов в C4-C19 углеводороды, в соответствии с реакциями окончательной обработки, которые включают или, возможно, состоят из реакций гидроизомеризации и/или гидрокрекинга. Реактор окончательной обработки может быть встроен в реактор FT, например, путем использования слоя катализатора окончательной обработки, непосредственно следующего за слоем катализатора FT в одном резервуаре, или иным образом осуществляя диспергирование катализаторов двух типов в одном резервуаре. Однако, как правило, предпочтительным является использование, по меньшей мере, одного отдельного реактора окончательной обработки (напр., в отдельном резервуаре реактора окончательной обработки), так что режимы реакции окончательной обработки могут поддерживаться независимо от режимов реакции FT, как описано выше. Отдельный реактор окончательной обработки может быть выгоден, например, для (i) поддержания катализатора окончательной обработки в другом типе реактора по сравнению с реактором FT, например, поддержания катализатора окончательной обработки в реакторе с неподвижным слоем, который обычно проще по конструкции по сравнению с реактором FT, так как реактор с неподвижным слоем, обычно включает в себя не те же конструктивные ограничения с точки зрения способности отводить тепло реакции, (ii) удаления и/или замены катализатора окончательной обработки в периоды, которые не обязательно совпадают (напр., при различных интервалах) с удалением и/или заменой катализатора FT, и/или (iii) работы реактора окончательной обработки при другой температуре (напр., при более высокой температуре) по сравнению с реактором FT. Что касается использования отдельного реактора окончательной обработки, то представляется важным предохранять продукт FT (или, по меньшей мере, любую часть этого продукта, используемого в реакторе окончательной обработки), от выпуска (выходящего продукта) из реактора FT до впуска в реактор окончательной обработки, от повышения температуры, чтобы избежать осаждения любых обычных C20+ углеводородов и других углеводородов, имеющих такие же высокие температуры плавления, как твердый парафин. Такое осаждение может привести не только к потерям требуемого продукта, который в противном случае был бы получен в результате конверсии на стадии окончательной обработки, но также к закупорке и/или обрастанию технологического оборудования, что ведет к приостановке его эксплуатации. Использование реактора окончательной обработки также может быть упрощено, если избежать конденсации любых нормальных C20+ углеводородов, т. е. если весь или по существу весь продукт FT удерживается в паровой фазе от выхода из реактора FT до входа в реактор окончательной обработки. Например, чтобы избежать осаждения и/или конденсации, продукт FT можно удерживать при температуре, составляющей, по меньшей мере, примерно 66 °C (150 °F), по меньшей мере, примерно 121 °C (250 °F), по меньшей мере, примерно 216 ° C (420 °F) или даже, по меньшей мере, примерно 327 °C (620 °F) от выпуска выходящего продукта из реактора FT до впуска в реактор окончательной обработки, например, в случае нагревания продукта FT от этой температуры до температуры, подходящей для реактора окончательной обработки, как описано здесь.
В типичных вариантах осуществления, режимы реакции окончательной обработки (подходящие для использования, по меньшей мере, в одном реакторе окончательной обработки) могут включать температуру, составляющую примерно от 232 °C (450 °F) до примерно 399 °C (750 °F) или примерно от 304 °C (580 °F) до примерно 371 °C (700 °F). Другие режимы реакции окончательной обработки могут включать манометрическое давление, составляющее примерно от 621 кПа (90 фунтов на квадратный дюйм) до примерно 3,38 МПа (490 фунтов на квадратный дюйм) или примерно от 2,00 МПа (290 фунтов на квадратный дюйм) до примерно 3,10 МПа (450 фунтов на квадратный дюйм).
В реакторе (ах) реакции окончательной обработки конечное сырье может вступать в реакцию с подходящим катализатора окончательной обработки (напр., слоем частиц катализатора окончательной обработки, размещенных в реакторе окончательной обработки) при режимах реакции окончательной обработки, которые могут включать температуру и/или давление, как описано выше. Как также описано выше, катализатор окончательной обработки предпочтительно обладает активностью для гидрокрекинга и/или гидроизомеризации обычных C20+ углеводородов, присутствующих в продукте FT. Эти углеводороды, характерные для твердого парафина, являются результатом распределения числа атомов углерода в нормальных углеводородах, полученных с учетом химии реакции Фишера-Тропша, в сочетании с C4-C19 углеводородами, которые более желательны в качестве компонентов жидкого топлива, как описано здесь. В отрасли техники, к которой относится данное изобретение, гидроизомеризация относится к реакциям нормальных углеводородов в присутствии водорода с образованием разветвленных углеводородов. Гидрокрекинг относится к реакциям углеводородов с водородом и с образованием углеводородов, имеющих меньшее число атомов углерода и, следовательно, более низкую молекулярную массу. Проведение гидроизомеризации полезно для улучшения характеристик углеводородов, имеющих меньшее число атомов углерода (напр., C4-C19 углеводородов), и полезно для образования компонентов жидкого топлива, причем такие углеводороды могут присутствовать в конечном сырье и/или продукте FT или могут быть получены путем гидрокрекинга в реакторе (ах) окончательной обработки. Эти свойства включают более высокое октановое число (напр., исследовательское октановое число и/или октановое число бензина по моторному методу) углеводородов с интервалом кипения нафты, присутствующих в конечном продукте, по сравнению с таковым для конечного сырья и/или продукта FT. Эти свойства также включают пониженную температуру застывания углеводородов с интервалом кипения дизельного топлива, присутствующих в конечном продукте, по сравнению с таковым для конечного сырья и/или продукта FT. Гидрокрекинг выгоден тем, что он оказывает общее влияние на распределение числа атомов углерода в конечном сырье, которое может соответствовать таковому для продукта FT, и, в частности, для уменьшения процентного содержания по массе и, возможно, удаления нормальных C20+ углеводородов, присутствующих в конечном сырье, и/или продукте FT. Эти углеводороды, сохраняющие твердость при комнатной температуре, препятствуют способности продуктов, содержащих такие углеводороды, транспортироваться по обычному трубопроводу.
Поскольку реакции гидроизомеризации и реакции гидрокрекинга требуют присутствия водорода, то в предпочтительных вариантах осуществления этот водород содержится в конечном сырье и/или продукте FT реактора окончательной обработки. Например, водород в синтезгазе, который не подвергается конверсии в реакторе FT ниже по потоку, допускает эксплуатацию реактора окончательной обработки без добавления дополнительного источника водорода в реактор окончательной обработки, или ниже по потоку от реактора FT. Согласно некоторым вариантам осуществления, водород присутствует в конечном сырье и/или продукте FT в концентрации, составляющей, по меньшей мере, примерно 20 моль % (напр., примерно от 20 моль % до примерно 75 мол.%), по меньшей мере, примерно 30 моль % (напр., примерно от 30 до примерно 65 моль %) или, по меньшей мере, примерно 40 моль % (напр., примерно от 40 до примерно 60 моль %) без введения дополнительного источника водорода, помимо водорода, полученного на стадии риформинга и/или присутствующего в синтезгазе. Согласно другим вариантам осуществления, для получения таких концентраций водорода может использоваться дополнительный источник водорода, добавляемый в реактор окончательной обработки или выше по потоку от реактора окончательной обработки стадии окончательной обработки (напр., ниже по потоку от реактора FT стадии синтеза FT). Типичным дополнительным источником водорода является водород, который был очищен (напр., с помощью PSA или мембранного разделения), или водород, который не очищен (напр., синтезгаз).
Типичные катализаторы окончательной обработки в той степени, в которой они обладают активностью в отношении конверсии парафина, то есть активностью в ходе гидроизомеризации и гидрокрекинга по отношению к нормальным C20+ углеводородам, как описано выше, также могут называться катализаторами депарафинизации. Примером катализатора для окончательной обработки или депарафинизации является, по меньшей мере, один активный депарафинизирующий (напр., обладающий активность в ходе гидроизомеризации и/или гидрокрекинга) металл на твердом носителе. Фраза «на твердом носителе» предназначена для описания катализаторов, в которых активный металл (ы) находится на поверхности носителя и/или в пористой внутренней структуре носителя. Типичные депарафинизирующие активные металлы могут выбираться из Групп 12-14 Периодической таблицы элементов, например, из Группы 13 или Группы 14 Периодической таблицы элементов. Конкретным активным металлом для депарафинизации является галлий. По меньшей мере один активный депарафинизирующий металл может присутствовать в количестве, составляющем, например, примерно от 0,1 мас. % до примерно 3 мас. % или примерно от 0,5 мас. % до примерно 2 мас. % в расчете на массу катализатора депарафинизации. При использовании комбинации депарафинизирующих активных металлов, например, комбинации металлов, выбранных из Групп 12-14 Периодической таблицы элементов, такие металлы могут присутствовать в суммарном количестве в пределах этих интервалов. Как правило, катализаторы депарафинизации могут не содержать металла (ов) на носителе в количестве или суммарном количестве, превышающем примерно 1 мас. % или превышающем примерно 0,5 мас. % в расчете на массу катализатора депарафинизации, кроме активного депарафинизирующего металла (ов), описанного выше (напр., никаких металлов, кроме металлов Групп 12-14 Периодической таблицы элементов, никаких металлов, кроме металлов Группы 13 или Группы 14 Периодической таблицы элементов, или никаких металлов, кроме галлия, в этом количестве или в суммарном количестве). Предпочтительно, катализатор депарафинизации не содержит металлов на носителе, за исключением активного металла (ов) депарафинизации, описанного выше (напр., никаких металлов, кроме металлов Групп 12-14 Периодической таблицы элементов, никаких металлов, кроме металлов Группы 13 или Группы 14 Периодической таблицы элементов, или никаких металлов, кроме галлия).
Чтобы стимулировать активность гидрокрекинга, твердый носитель катализатора окончательной обработки или катализатора депарафинизации может представлять собой, в частности, твердый кислотный носитель. Кислотность носителя может определяться, например, методом термопрограммированной десорбции (TPD) аммиака (аммиачного TPD) из насыщенного аммиаком образца носителя при температуре, составляющей от 275 °C (527 °F) до 500 °С (932 °F), что выше температуры, при которой аммиак физически поглощается. Количество кислотных точек в миллимолях кислотных точек на грамм (ммоль/г) носителя соответствует количеству миллимолей аммиака, которое десорбируется на грамм носителя в этом температурном интервале. Типичный твердый носитель содержит цеолитное или нецеолитное молекулярное сито и имеет, по меньшей мере, примерно 15 ммоль/г (напр., примерно от 15 до примерно 75 ммоль/г) кислотных точек или, по меньшей мере, примерно 25 ммоль/г (напр., примерно от 25 до примерно 65 ммоль/г) кислотных точек, измеренных с помощью аммиачного TPD. В случае использования цеолитных молекулярных сит, кислотность является функцией молярного соотношения каркасной структуры диоксида кремния к оксиду алюминия (SiO2/Al2O3), а в вариантах осуществления, в которых твердый носитель содержит цеолитное молекулярное сито (цеолит), его молярное соотношение каркасной структуры диоксида кремния к оксиду алюминия может составлять примерно менее 60 (напр., примерно от 1 до примерно 60) или примерно менее 40 (напр., примерно от 5 до примерно 40). Конкретные твердые носители могут включать одно или несколько цеолитных молекулярных сит (цеолитов), имеющих тип структуры, выбранный из группы, состоящей из FAU, fer, mel, mtw, MWW, mor, BEA, ltl, MFI, lta, emt, eri, maz, mei и ton, и, предпочтительно, выбранный из одного или нескольких из FAU, fer, MWW, MOR, BEA, ltl и MFI. Структуры цеолитов, имеющих эти и другие типы структур, описаны, а дополнительные ссылки предоставлены в работе Meier, W.M. et al., Atlas of Zeolite Types Structure, 4th Ed., Elsevier: Boston (1996). Конкретные примеры включают цеолит Y (структура FAU), цеолит X (структура FAU), MCM-22 (структура MWW) и ZSM-5 (структура MFI), причем ZSM-5 является примером.
Твердые носители, отличные от цеолитных и не цеолитных молекулярных сит, включают оксиды металлов, например, диоксид кремния, оксид алюминия, диоксид титана, диоксид циркония, оксид магния, оксид кальция, оксид стронция и т. д.В типичных вариантах осуществления, твердый носитель может содержать (i) цеолитное молекулярное сито одного типа, (ii) не цеолитное молекулярное сито одного типа или (iii) оксид металла одного типа, в котором присутствует (i), (ii) или (iii) в количестве, составляющем примерно более чем 75 мас. % (напр., примерно от 75 мас. % до примерно 99,9 мас.%) или примерно более чем 90 мас.% (напр., примерно от 90 мас. % до примерно 99 мас. %) в расчете на массу катализатора депарафинизации. Другие компоненты носителя, например, связующие и другие присадки, могут присутствовать в незначительных количествах, например, в количествах или суммарных количествах, составляющих, примерно менее чем 10 мас. % (напр., примерно от 1 мас. % до примерно 10 мас. %) в расчете на массу катализатора депарафинизации.
Типичный катализатор депарафинизации содержит галлий в качестве активного металла для депарафинизации, присутствующий в количестве, как описано выше, (напр., примерно от 0,5 мас. % до примерно 2 мас. %, например, примерно 1 мас.%, в расчете на массу катализатора депарафинизации) на носителе, содержащем или, возможно, состоящем по существу из ZSM-5. Типичные молярные соотношения каркасной структуры диоксида кремния к оксиду алюминия ZSM-5 описаны выше.
Катализаторы окончательной обработки или депарафинизирующие катализаторы и режимы реакции окончательной обработки, описанные в данном документе, обычно пригодны для достижения конверсии нормальных C20+ углеводородов (напр., нормальных C20-C60 углеводородов), составляющей, по меньшей мере, примерно 80% (напр., примерно от 80% до примерно 100%), по меньшей мере, примерно 85% (напр., примерно от 85% до примерно 98%) или, по меньшей мере, примерно 90% (напр., примерно от 90% до примерно 95%). Такие высокие уровни конверсии важны для улучшения качества продукта FT, особенно с точки зрения его способности к транспортировке (напр., по трубопроводу) в виде жидкого топлива, без необходимости отделения или конверсии твердого парафина. Конверсия нормальных C20+ углеводородов в C4-C19 углеводороды с более низкой молекулярной весом также повышает общий выход этих углеводородов по сравнению с отдельной стадией синтеза FT. Предпочтительным является, что на стадии окончательной обработки (напр., в реакторе окончательной обработки этой стадии), по меньшей мере, примерно 75% (напр., примерно от 75% до примерно 100%), по меньшей мере, примерно 85% (напр.,примерно от 85% до примерно 98%) или, по меньшей мере, примерно 90% (напр., примерно от 90% до примерно 97%) C20+ нормальных углеводородов в продукте FT подвергаются конверсии в C4-C19 углеводороды. То есть, выход C4-C19 углеводородов в результате конверсии нормальных C20+ углеводородов на стадии окончательной обработки находится в этих пределах. Предпочтительным является, что конечный продукт (или продукт гидроизомеризации/гидрокрекинга в реакторе окончательной обработки) содержит примерно менее чем 2 мас. % или примерно даже менее чем 1 мас. % углеводородов, которые являются твердыми при комнатной температуре (напр., обычные C20+ углеводороды). В типичных вариантах осуществления, нормальные C20+ углеводороды подвергаются конверсии (напр., при полной или по существу полной конверсии и/или в пределах указанных выше интервалов конверсии) на стадии окончательной обработки (напр., по меньшей мере, в одном реакторе окончательной обработки этой стадии), с выходом: (i) изопарафиновых (разветвленных) углеводородов, составляющим примерно от 25% до примерно 70% или примерно от 40% до примерно 60%, (ii) ароматических углеводородов, составляющим примерно от 10% до примерно 35% или примерно от 15% до примерно 25%, (iii) углеводородов с интервалом кипения бензина, составляющим примерно от 50% до примерно 95% или примерно от 70% до примерно 90%, (iv) углеводородов с интервалом кипения дизельного топлива, составляющим примерно от 5% до примерно 45% или примерно от 10% до примерно 30% и/или (v) углеводородов с интервалом кипения VGO, составляющим примерно менее чем 1% или примерно менее чем 0,5%, причем эти выходы относятся к процентному содержанию общего углерода в нормальных C20+ углеводородах в конечном сырье, поданном в реактор окончательной обработки, которое подвергается конверсии в эти компоненты в конечном продукте. Преимущество состоит в том, что изопарафиновые углеводороды улучшают качество углеводородов с интервалом кипения дизельного топлива, снижая как температуру застывания, так и температуру помутнения этой фракции. Изопарафиновые углеводороды и ароматические углеводороды улучшают качество углеводородов с интервалом кипения бензина за счет увеличения октанового числа (напр., исследовательского октанового числа и/или октанового числа бензина по моторному методу) этой фракции. В типичных вариантах осуществления, углеводороды с интервалом кипения бензина, полученные в результате конверсии обычных C20+ углеводородов на стадии окончательной обработки, имеют исследовательское октановое число, составляющее, по меньшей мере, примерно 75 (напр., примерно от 75 до примерно 85).
Как описано выше, уровни конверсии нормальных C20+ углеводородов на стадии окончательной обработки (напр., по меньшей мере, одном реакторе окончательной обработки этой стадии) могут быть ниже 100% и, следовательно, позволяют части этих C20+ нормальных углеводородов в конечном сырье оставаться не подвергнутыми конверсии. Для достижения полной конверсии обычных C20+ углеводородов, такой как полная конверсия в C4-C19 углеводороды и/или разветвленные C20+ углеводороды, режимы реакции окончательной обработки могут быть более строгими, например, за счет повышения температуры, повышения давления и/или уменьшение WHSV. Однако следует понимать, что полная конверсия нормальных C20+ углеводородов не требуется для достижения полной «депарафинизации» продукта FT и/или конечного сырья в смысле создания конечного продукта, который не содержит углеводородов с твердой фазой и поэтому легко транспортируется в виде жидкого топливо в соответствии с предпочтительными вариантами осуществления. Неполная конверсия нормальных C20+ углеводородов (напр., достижение уровней конверсии в определенных интервалах, описанных выше) может, тем не менее, обеспечить получение конечного продукта, в котором достаточно продуктов, полученных в результате конверсии нормальных C20+ углеводородов, а именно (i) достаточное количество не нормальных C20+ углеводородов (напр., разветвленных C20+ углеводородов), имеющих температуру плавления ниже комнатной температуры (20 °C) и/или (ii) достаточное количество C4-C19 углеводородов, присутствующих в конечном продукте в той степени, в которой любые не подвергнутые конверсии нормальные C20+ углеводороды растворяются при комнатной температуре в конечном продукте, включающем (i) и (ii).
Поэтому варианты осуществления изобретения направлены на использование стадии окончательной обработки, следующей за стадией синтеза FT, для увеличения общей избирательности и выхода требуемых продуктов и/или уменьшения общей избирательности и выхода не требуемых продуктов (в частности, парафина), относительно стадии синтеза FT в отсутствие стадии окончательной обработки (т. е. относительно базовой стадии синтеза FT или реакции синтеза FT). Например, на стадии окончательной обработки можно с успехом проводить конверсию некоторых или всех парафинов (напр., при уровнях конверсии нормальных C20+ углеводородов, как описано выше), полученных реакцией синтеза FT, тем самым снижая избирательность (и/или выход) по парафину, в комбинированных стадиях синтеза и окончательной обработки FT относительно базовой стадии синтеза FT. В типичных вариантах осуществления, избирательность по (и/или выходу) парафину снижается от значения, составляющего примерно от 10% до примерно 50%, в частности, примерно от 20% до примерно 45% на базовой стадии синтеза FT и до значения примерно от 0% до примерно 10%, в частности, примерно от 0,5% до примерно 5% на комбинированных стадиях синтеза и окончательной обработки FT. Предпочтительным является снижение данной избирательности по (и/или выходу) парафину примерно до менее чем 0,5%. Как описано выше, небольшие количества парафина в конечном продукте допустимы в той степени, в которой любые не подвергнутые конверсии нормальные C20+ углеводороды и/или любые углеводороды, обычно плавящиеся выше комнатной температуры, присутствуют в количестве, которое ниже их растворимости в конечном продукте (т. е. в таком количестве, которое может полностью раствориться в конечном продукте). В других типичных вариантах осуществления, избирательность по (и/или выходу) C4-C19 жидким углеводородам возрастает от значения, составляющего примерно от 15% до примерно 45%, в частности, примерно от 20% до примерно 35% на базовой стадии синтеза FT и до значения примерно от 40% до примерно 75%, в частности, примерно от 50% до примерно 70% на комбинированных стадиях синтеза и окончательной обработки FT. Избирательность по парафину или C4-C19 углеводородам по отношению к базовой стадии синтеза FT и комбинированным стадиям синтеза и окончательной обработки FT основана на процентном содержании углерода в CO, подвергнутом конверсии на стадии FT, что приводит к получению парафина или жидких C4-C19 углеводородов, соответственно. Выход парафина или C4-C19 углеводорода по отношению к базовой стадии синтеза FT и комбинированным стадиям синтеза и окончательной обработки FT основана на процентном содержании углерода в CO, поданного на стадию синтеза FT (напр., СО поданного с сырьем FT, как подвергнутом, так и не подвергнутом конверсии), что приводит к получению парафина или жидких C4-C19 углеводородов, соответственно. Такое (i) снижение избирательности (и/или выхода) парафина и/или (ii) повышение избирательности (и/или выхода) жидких C4-C19 углеводородов в результате встраивания стадии окончательной обработки (напр., реактор окончательной обработки), может быть достигнуто без значительной разницы между конверсией СО, полученной на базовой стадии синтеза FT, и конверсией, полученной на комбинированных стадиях синтеза и окончательной обработки FT. Например, значения конверсии CO, полученные как на базовой стадии синтеза FT, так и на комбинированных стадиях синтеза и окончательной обработки FT, могут находиться в пределах интервалов, как описано выше по отношению критериев эффективности стадии синтеза FT. То есть стадия окончательной обработки обычно не оказывает существенного влияния на конверсию CO только на стадии синтеза FT, так что конверсия CO, осуществленная как на базовой стадии синтеза FT, так и на комбинированных стадиях синтеза и окончательной обработки FT, может быть одинаковой или по существу одинаковой.
Уровни конверсии на стадии окончательной обработки, как описано выше, могут быть основаны на конверсии «за проход», достигаемые за один проход через стадию окончательной обработки (напр., реактор окончательной обработки этой стадии), или иным образом основаны на общей конверсии, достигаемые путем возврата рециркулирующей части продукта окончательной обработки обратно на стадию окончательной обработки (напр., реактор окончательной обработки этой стадии), как описано выше по отношению стадии синтеза FT. Требуемый уровень конверсии обычных C20+ углеводородов может достигаться путем корректировки режимов реакции окончательной обработки, описанных выше (напр., температуры и/или давления реакции окончательной обработки), и/или корректировки среднечасовой скорости подачи сырья (WHSV), как определено выше. Режимы реакции окончательной обработки могут представлять собой среднечасовую скорость подачи сырья (WHSV), составляющую как правило, примерно от 0,05 час-1 до примерно 35 час-1, обычно примерно от 0,1 час-1 до примерно 20 час-1 и часто примерно от 0,5 час-1 до примерно 10 час-1. Режимы реакции окончательной обработки могут необязательно включать возврат рециркулирующей части продукта окончательной обработки, отбор из реактора окончательной обработки, подачу конечного сырья обратно для комбинирования с конечным сырьем или иным образом обратно в сам реактор окончательной обработки. Операция рециркуляции позволяет работать при относительно низкой конверсии «за проход» через реактор окончательной обработки, однако при этом достигается высокая общая конверсия благодаря рециркуляции. Однако предпочтительно, чтобы режимы реакции окончательной обработки мало использовали или даже вообще не использовали рециркуляцию продукта окончательной обработки. Например, режимы реакции окончательной обработки могут включать массовое соотношение рециркулированного конечного продукта к конечному сырью (т. е., «коэффициент рециркуляции»), при этом этот рециркулированный конечный продукт и конечное сырье вместе образуют комбинированное сырье в реакторе FT, описанное выше по отношению к стадии синтеза FT. Например, коэффициент рециркуляции может быть равен 0, что означает, отсутствие рециркуляция конечного продукта, а конверсия за проход равна общей конверсии. Преимущество состоит в том, что при отсутствии рециркуляция конечного продукта FT сокращаются затраты на энергию и энергоносители и упрощается общее конструктивное исполнение интегрированного способа.
Таким образом, варианты осуществления изобретения направлены на способ конверсии C20+ углеводородов (напр., нормальных C20+ углеводородов) в сырье, содержащее C4+ углеводороды, в частности конечное сырье, как описано выше, которое может содержать весь или часть продукта FT, как описано выше. Сырье, содержащее C4+ углеводороды, может содержать, например, C20+ углеводороды в количестве, составляющем, по меньшей мере, примерно 5 мас. % (напр., примерно от 5 мас.% до примерно 30 мас.%) или, по меньшей мере, примерно 10 мас.% (напр., примерно от 10 мас. % до примерно 25 мас.%) в расчете на массу общих углеводородов или в расчете на массу сырья. Сырье может дополнительно содержать водород (напр., в количестве, описанном выше по отношению конечного сырья), СО и/или СО2. Способ включает реакцию сырья с катализатором окончательной обработки или депарафинизации, как описано выше, например, содержащим активный металл, выбранный из Групп 12-14 Периодической таблицы элементов (напр., галлий), на носителе из цеолитного молекулярного сита (напр., ZSM-5) для достижения требуемого уровня конверсии C20+ углеводородов, а также выхода и избирательности по углеводородам с меньшим числом атомов углерода и фракций углеводородов, а также других критериев эффективности, как описано здесь.
Общий критерий качества, преимущества и примерные варианты осуществления
Интегрированный способ, как описано выше, и, в частности, использование комбинации (i) способа сухого риформинга или парового риформинга с CO2, как описано выше, в сочетании с (ii) синтезом Фишера-Тропша и (iii) необязательной окончательной обработкой (депарафинизация), может упоминаться как «интегрированный способ CSR-FT» и использоваться для прямой конверсии углеводородов, в частности, метана, природного газа, в один или несколько видов жидкого топлива. Такое жидкое (ие) топливо (а) может быть представлено в конечном продукте, выходящем из стадии окончательной обработки (напр., из реактора на этой стадии), как описано выше, вместе с углеводородами с низким числом атомов углерода, например, C1-C3 углеводороды. Эти углеводороды с низким числом атомов углерода вместе с остаточными, не подвергнутыми конверсии газами, (напр., H2, CO и/или CO2) могут быть отделены от жидкого (их) топлива (ив) (напр., содержащего C4-C19 углеводороды и, необязательно, разветвленные C20+ углеводороды) в резервуаре мгновенной сепарации, с образованием стадии равновесного разделения системы пар - жидкость. Кроме того, для разделения углеводородов с таким низким числом атомов углерода, а также для разделения жидкого топлива можно использовать несколько стадий равновесного разделения системы пар-жидкость, как в случае разделения с использованием перегонки, например, путем разделения фракции, включающей практически все или все углеводороды с интервалом кипения бензина, или фракции, включающей практически все или все углеводороды с интервалом кипения дизельного топлива. В других вариантах осуществления, резервуар мгновенной сепарации может использоваться для первоначального отделения углеводородов с низким числом атомов углерода и остаточных газов от конечного продукта с последующим отделением жидких топлив в конечном продукте путем перегонки.
Ряд преимуществ возникает при использовании интегрированных способов CSR-FT, описанных в данном документе, которые включают в себя способы, которые связаны с работой стадии синтеза FT с высокой конверсией за проход, как описано выше. Эти преимущества включают возможность использовать стадию синтеза FT без рециркуляции и со сдвигом в распределении углеводородов в продукте FT по отношению к углеводородам, которые имеют большее число атомов углерода и присутствуют в жидких топливах, тем самым уменьшая выход менее желательных C1-C3 углеводородов. В типичных вариантах осуществления, интегрированные способы CSR-FT могут преобразовывать углеводороды (напр., метан), присутствующие в газообразной смеси и/или углеводородсодержащем сырье, как описано выше, и подаваемые в реакцию, например, содержащие, по меньшей мере, примерно 70% (напр., примерно от 70% до примерно 95%) или, по меньшей мере, примерно 85% (напр., примерно от 85% до примерно 95%) углерода, первоначально присутствующего в углеводородах, подвергнутых конверсии данным способом, присутствует в жидких C4-C19 углеводородах в конечном продукте. То есть избирательность всего интегрированного способа CSR-FT по отношению к жидкому топливу (ам), содержащему эти углеводороды (напр., углеводороды с интервалом кипения нафты и углеводороды с интервалом кипения дизельного топлива), может находиться в этих интервалах. Кроме того, самое большее примерно 25% (напр., примерно от 5% до примерно 25%) или самое большее примерно 15% (напр., примерно от 10% до примерно 15%) углерода, первоначально присутствующего в углеводородах, подвергнутых конверсии данным способом, может присутствовать в С1-С3 углеводородах в конечном продукте. То есть избирательность всего интегрированного способа CSR-FT, по отношению к этим углеводородам с низким числом атомов углерода, может находиться в этих интервалах. Кроме того, в той степени, в которой эти углеводороды с низким числом атомов углерода могут разделяться в паровой фракции конечного продукта, то эта паровая фракция из-за своей способности сгорать (топливо) может сжигаться для обеспечения тепловой энергией интегрированного способа CSR-FT, в частности, в печи или греющей камере реактора риформинга на стадии риформинга. Это позволило бы генерировать, по меньшей мере, часть и, возможно, все тепло, необходимое для поддержания эндотермических реакций сухого риформинга и/или парового риформинга с CO2 на стадии риформинга, особенно с учетом того факта, что паровая фракция обычно содержит не только С1-С3 углеводороды, но также остаточный Н2 и/или СО, которые также являются горючими.
Кроме того, использование, необязательно, стадии окончательной обработки позволяет эффективно подвергать конверсии весь или по существу весь парафин (напр., содержащий нормальные C20+ углеводороды) в углеводороды, имеющие более низкое число атомов углерода (напр., в интервале C4-C19 углеводородов) и полезные в качестве жидких топлив. На стадии окончательной обработки, необязательно, может также осуществлять конверсию части парафина в изопарафиновые C20+ углеводороды, имеющие температуру плавления ниже комнатной температуры. В той степени, в которой любые углеводороды, имеющие температуру плавления выше комнатной температуры, присутствуют в конечном продукте, то количество таких углеводородов может быть достаточно малым, чтобы быть полностью растворимыми в этом продукте, тем самым с успехом делая жидкую фракцию конечного продукта пригодной для транспортировки по трубопроводу. Кроме того, на стадии окончательной обработки можно осуществлять изомеризацию других углеводородов (напр., C4-C19 углеводородов), присутствующих в продукте FT и/или конечном сырье, тем самым увеличивая октановое число углеводородов с интервалом кипения бензина и/или уменьшая температуру застывания и/или помутнения углеводородов с интервалом кипения дизельного топлива, присутствующих в конечном продукте, относительно соответствующих значений в продукте FT и/или конечном сырье.
На РИС. 3 представлена блок схема, типичного интегрированного способа 100 CSR-FT в котором способ 10 сухого риформинга или парового риформинга с CO2, как описано выше и показано на РИС. 1А или 1В, интегрированы со стадиями обработки ниже по потоку с использованием реактора 20 FT и реактора 30 окончательной обработки для получения жидких углеводородов, как описано выше. Согласно интегрированному способу 100 CSR-FT, газообразная смесь 4 может подаваться путем соединения, например, системы устройств подачи 15 с источником газообразной смеси или источником одного или нескольких компонентов этой газообразной смеси (напр., углеводородсодержащего сырья, в частности, природного газа), как описано выше. От системы устройств подачи 15 газообразная смесь 4 может направляться в реактор 5 риформинга, который может работать в режимах риформинга, как описано выше, и может дополнительно содержать катализатор 6 риформинга, например, катализатор, как описано выше. Синтезгаз 7 из реактора 5 риформинга может направляться в охладитель 17 синтезгаза и охлаждаться там, например, от температуры, характерной для режима риформинга, как описано выше, до температуры, характерной для режима реакции FT ниже по потоку, как описано выше. Охлажденный синтезгаз 19 может отбираться из охладителя 17 синтезгаза и направляться, необязательно, в конденсатор 21 для удаления конденсированной воды 22 из охлажденного синтезгаза 19. Конденсированная вода 22 в этом случае может предоставлять собой выпускную воду системы устройств (или водный продукт).
Независимо от наличия или отсутствия, необязательно, конденсатора 21 в интегрированном способе 100 CSR-FT, охлажденный синтезгаз 19 может подаваться в компрессор 23 для повышения давления охлажденного синтезгаза 19 до давления, соответствующего режиму реакции FT, как описано выше. Сырье 27 FT, отбирается из компрессора 23 и направляется в реактор 20 FT, который может работать в режимах реакции FT, как описано выше, и может, необязательно, содержать катализатор FT, как описано выше. Следовательно, весь или часть синтезгаза 7 может направляться в реактор 20 FT для образования всего или части сырья 27 FT (напр., часть синтезгаза 7, полученного после конденсации воды, может образовывать все или практически все сырье 27 FT). Продукт 29 FT может поступать из реактора 20 FT и направляться, необязательно, в нагреватель 31 продукта FT. Нагреватель 31 продукта FT может использоваться, необязательно, для нагрева продукта 29 FT до температуры, характерной для режима реакции окончательной обработки, как описано выше. Кроме того, реактор 20 FT и реактор 30 окончательной обработки ниже по потоку могут работать при одинаковой или по существу одинаковой температуре, так что, необязательно, нагреватель 31 продукта FT может быть исключен из интегрированного способа 100 CSR-FT. Весь или часть продукта 29 FT может направляться в реактор 30 окончательной обработки для формирования всего или части конечного сырья 32 (напр., весь продукт 29 FT может образовывать все или практически все конечное сырье 32). Реактор 30 окончательной обработки может работать в режимах реакции окончательной обработки, как описано выше, и может, необязательно, содержать катализатор окончательной обработки, как описано выше. Конечный продукт 33 можно получать из реактора 30 окончательной обработки и направлять в сепаратор 50 конечного продукта, который производит отдельные фракции конечного продукта 33, например, паровую фракцию 37 и жидкую фракцию 39, на выпуске в виде пара 40 и жидкости 45, соответственно.
Согласно вариантам осуществления, паровая фракция 37, полученная из сепаратора 50 конечного продукта, может сохраняться в интегрированном способе 100 CSR-FT и направляться в печь или греющую камеру реактора 5 риформинга в качестве источника топлива для поддержания катализатора 6 риформинга при температуре, характерной для режима риформинга, как описано выше. В таких вариантах осуществления, дымовой газ (не показан) может выпускаться вместо паровой фракции 37. В соответствии с другими альтернативными вариантами осуществления, в дополнение к паровой фракции 37 (которая может альтернативно использоваться в качестве источника топлива для нагрева реактора 5 риформинга, как описано выше), сепаратор 50 может производить более определенные жидкие фракции конечного продукта, например, углеводородсодержащую фракцию 41 с интервал кипения бензина и углеводородсодержащую фракцию 43 с интервалом кипения дизельного топлива в качестве выпускных жидкостей комплекса устройств, например, в случае работы сепаратора 50 в качестве перегонной колонны для разделения этих фракций, в отличие от одноступенчатого (пар/жидкость) сепаратора мгновенного испарения. В этом случае жидкая фракция 39 может представлять собой, в частности, углеводородсодержащую фракцию с высоким числом атомов углерода, например, углеводородсодержащую фракцию с интервалом кипения VGO. Согласно дополнительным вариантам осуществления, сепаратор 50 может подавать всю или по существу всю жидкую фракцию 39 конечного продукта 33 во вторичный сепаратор 55, чтобы производить более определенные жидкие фракции 41, 43, как описано выше в отношении сепаратора 50. В этом случае, как показано на РИС. 3, вторичный сепаратор 55 может находиться вне интегрированного способа 100 CSR-FT (напр., может находиться на отдаленном объекте для разделения жидких фракций) или иным образом подключаться этому способу.
Поэтому аспекты изобретения, в дополнение к интегрированным способам CSR-FT, также относятся к системам устройств для осуществления таких способов, включая интегрированный способ 100 CSR-FT, как изображено на РИС. 3. Соответственно, конкретные варианты осуществления изобретения, направлены на системы устройств для получения C4+ углеводородов из метана и/или других легких углеводородов, используемых в качестве жидкого топлива. Системы (комплексы) устройств могут представлять собой: (i) реактор 5 риформинга, способный подключаться с помощью входного механизма 15 комплекса устройств к источнику газообразной смеси 4, например, источнику природного газа, содержащего метан и CO2. Реактор 5 риформинга может содержать катализатор 4 риформинга, как описано выше, и/или может быть дополнительно выполнен для производства или подачи из газообразной смеси 4 синтезгаза 7, содержащего Н2 и СО, например, в режимах риформинга, как описано выше; (ii) охладитель 17 синтезгаза, способный принимать (и/или охлаждать) синтезгаз 7 из реактора 5 риформинга. Охладитель 17 синтезгаза может соединяться с реактором 5 риформинга или может иметь впускное отверстие, выполненное для соединения с выпускным отверстием реактора 5 риформинга; (iii) компрессор 23, способный принимать (и/или сжимать) охлажденный синтезгаз 19 из охладителя 17 синтезгаза. Компрессор 23 может соединяться с охладителем 17 синтезгаза или иным образом может иметь впускное отверстие, выполненное для соединения с выпускным отверстием охладителя 17 синтезгаза; (iv) реактор 20 FT, способный принимать сырье 27 FT (напр., в виде сжатого продукта) из компрессора 23. Реактор 20 FT может содержать катализатор FT, как описано выше, и/или может быть дополнительно выполненным для производства или получения из сырья 27 FT продукта 29 FT, содержащего углеводороды, включая C4+ углеводороды, путем конверсии H2 и CO в синтезгазе 7, например, в режимах реакции FT, как описано выше. Реактор 20 FT может соединяться с компрессором 23 или иным образом может иметь впускное отверстие, выполненное для соединения с выпускным отверстием компрессора 23; (v) реактор 30 окончательной обработки, способный принимать конечное сырье 32, либо в виде нагретого потока из, необязательно, нагревателя 31 продукта FT, либо иным образом непосредственно в виде продукта 29 FT. Реактор 30 окончательной обработки может содержать катализатор окончательной обработки, как описано выше, и/или может быть дополнительно выполнен для производства или получения конечного продукта 33, содержащего нормальные и разветвленные C4-C19 углеводороды, путем конверсии нормальных C20+ углеводородов в продукт 29 FT, например, при режимах реакции окончательной обработки, как описано выше. Реактор 30 окончательной обработки может подсоединяться либо к реактору 20 FT, либо, необязательно, к нагревателю 31 продукта FT, или реактор 30 окончательной обработки может иметь впускное отверстие, выполненное для соединения с выпускным отверстием реактора 20 FT, или, необязательно, с нагревателем 31 продукта FT; и (vi) сепаратор 50 конечного продукта, способный принимать конечный продукт 33 из реактора 30 окончательной обработки и дополнительно способный подавать или отделять через выпускное отверстие 40 паровой системы и выпускное отверстие 45 жидкостной системы, паровые и жидкостные фракции 37, 39, соответственно, из конечного продукта 33. Сепаратор 50 конечного продукта может подсоединяться к реактору 33 окончательной обработки или может иметь впускное отверстие, выполненное для соединения с выпускным отверстием реактора 33 окончательной обработки. В противном случае сепаратор 50 может выполняться для получения более определенных жидких фракций 41, 43 конечного продукта 33, как описано выше, из выпускных отверстий комплекса устройств. Сепаратор 50 может также соединяться или выполняться для соединения с вторичным сепаратором 55 для получения более определенных жидких фракций 41, 43, как описано выше.
Интегрированный способ 100 CSR-FT или связанный с ним комплекс устройств могут, необязательно, содержать конденсатор 21, выполненный для конденсации жидкой воды из охлажденного синтезгаза 19. В этом случае компрессор 23 выполняется для приема охлажденного синтезгаза 19 из конденсатора 21 после удаления конденсированной воды 22, которая предоставлять собой выпускную воду комплекса устройств (или водный продукт). Компрессор 23 может соединяться с конденсатором 21 или может иметь иное впускное отверстие, выполненное для соединения с выпускным отверстием конденсатора 21.
Принимая во внимание вышеприведенное описание, следует понимать, что интегрированные способы CSR-FT, а также связанные с ними комплексы устройств способны обеспечить высокоэкономичный способ конверсии углеводородсодержащих газов, например, метана, в жидкое топливо. Каждая стадия способа или каждый элемент комплекса устройств могут быть легко интегрированы со следующей стадией или элементом. Такая интеграция с успехом применяется без использования определенных стадий и связанных с ними элементов (оборудования) и соответственно затрат (как капитальных, так и эксплуатационных), например, за счет пропуска одной или нескольких следующих стадий: (i) удаления CO2 (напр., с использованием аминовой очистки) из источника природного газа с высоким содержанием CO2, (ii) корректировки молярного соотношения H2:CO синтезгаза выше по потоку от реактора FT, (iii ) отделения твердого или конденсированного жидкого парафина (напр., содержащего нормальные C20+ углеводороды) от продукта FT выше по потоку от реактора окончательной обработки (напр., для обработки твердого парафина в отдельном реакторе гидроочистки). Фактически, способы CSR-FT, а также связанные с ними комплексы устройств, как описано в данном документе, могут с успехом работать без добавления и/или удаления любых веществ на стадиях риформинга, синтеза FT и окончательной обработки, за исключением добавления газообразной смеси 4 и удаление фракций конечного продукта 33, а также возможного удаления конденсированной воды 22 (или водного продукта). Таким образом, интегрированные способы CSR-FT и связанные с ними комплексы устройств могут быть модернизированы и упрощены, что обеспечивает их эксплуатацию и внедрение с благоприятными экономическими показателями, связанными с получением жидкого топлива.
Кроме того, эта простота позволяет таким интегрированным способам CSR-FT и связанным с ними системами устройств оставаться работоспособными в небольшом масштабе и даже обладать транспортируемостью в некоторых вариантах осуществления, например, на грузовике, корабле, поезде или самолете. Например, интегрированный способ 100 CSR-FT или связанная с ним система устройств, как описано выше, могут устанавливаться на раме (монтироваться на раме) для облегчения транспортировки к источникам природного газа, источникам другого подходящего углеводородсодержащего сырья и/или даже источникам отработанных газов, содержащих CO2. Например, интегрированный способ CSR-FT 100 может с успехом использоваться для конверсии сжигаемого природного газа в жидкое топливо и снижения выбросов парниковых газов (GHG) на буровых площадках. В случае, когда такой способ обладает транспортируемостью, то для обеих этих целей можно использовать один способ или связанная с ними система устройств и/или использовать с различными другими газообразными смесями и компонентами этих смесей (напр., углеводородсодержащим сырьем), как описано выше, даже если их источники находятся в разных местах.
Интеграция с гидропиролизом биомассы
Как описано выше, способы получения возобновляемого углеводородного топлива из гидропиролиза биомассы могут давать газообразные смеси, содержащие метан и/или другие легкие углеводороды в комбинации с CO2. Следовательно, такие газообразные смеси представляют собой потенциальное исходное сырье для способов парового риформинга с CO2 или иным образом интегрированных способов CSR-FT, как описано выше, которое можно подвергнуть конверсии в (i) водородсодержащий синтезгаз в ходе осуществления способа парового риформинга с CO2 или (ii) в жидкие топлива в случае интегрированного способа CSR-FT. Что касается варианта осуществления (i), то водородсодержащий синтезгаз можно использовать, необязательно, после очистки для получения его обогащенной H2 части, в качестве источника водорода, который используется для поддержания способа гидропиролиза. Что касается варианта осуществления (ii) то использование интегрированного способа CSR-FT, может успешно увеличить общий выход биогенных (возобновляемых) жидких топлив по сравнению с выходом, который, в противном случае, может быть получен в результате гидропиролиза биомассы. Это увеличение проявляется относительно базового выхода в отсутствие использования какой-либо стадии реакции интегрированного способа CSR-FT, что соответствует также базовому выходу, полученному с использованием стадии риформинга для получения синтезгаза, но в отсутствие конверсии Н2 и СО в синтезгазе в углеводороды с использованием стадии синтеза FT, как описано выше. Согласно некоторым вариантам осуществления, увеличение выхода биогенного жидкого топлива может составлять, по меньшей мере, примерно 25% (напр., примерно от 25% до примерно 60%) или, по меньшей мере, примерно 35% (напр., примерно от 35% до примерно 50%).
На РИС. 4 изображена блок-схема установки, в которой в ходе осуществления способа 200 гидропиролиза образуется газообразная смесь 4, содержащая метан и CO2, как сырье для способа 10 парового риформинга с CO2, как показано на РИС. 1A или РИС. 1B. В соответствии с этим вариантом осуществления, способ 10 парового риформинга с CO2 в этом случае интегрируется со способом получения возобновляемого углеводородного топлива в ходе гидропиролиза биомассы. Газообразная смесь 4 может содержать метан и CO2, а также другие вещества в концентрациях, как описано выше, по отношению к «гидропиролизной газообразной смеси». В дополнение к газообразной смеси 4, в ходе осуществления гидропиролиза 200 также образуется по существу полностью обескислороженная углеводородная жидкость 61 (напр., имеющая общее содержание кислорода примерно менее чем 2 мас. % или примерно менее чем 1 мас. %), содержащая углеводороды, которые могут быть отделены в углеводородную фракцию 41 с интервалом кипения бензина и углеводородную фракцию 43 с интервалом кипения дизельного топлива. В ходе гидропиролиза 200 может дополнительно генерироваться водная жидкость 63, например, полученная путем разделения фаз по существу полностью обескислороженной углеводородной жидкости 61. Как показано, вся или часть водной жидкости 63 может, необязательно, скомбинирована с газообразной смесью 4, например, для корректировки молярного соотношения H2O:CO2 газообразной смеси 4 относительно молярных соотношений, получаемых способом 10 парового риформинга с CO2, как описано выше. Способ 200 гидропиролиза может дополнительно образовывать твердый коксовый остаток 65. Эти продукты способа 200 гидропиролиза, включая газообразную смесь 4, практически полностью обескислороженную углеводородную жидкость 61 и водную жидкость 63, образуются из сырья для способа 200 гидропиролиза, включая сырье 67, содержащее биомассу или полученное из биомассы, и газообразный поток 69 водородсодержащего сырья.
В отношении сырья 67, содержащего биомассу или полученного из биомассы, термин «биомасса» относится к веществам, полученным из организмов, живущих над поверхностью земли или в земных океанах, реках и/или озерах. Типичная биомасса может включать любое растительное материал или смесь растительных материалов, например, древесина твердых пород (напр., древесина ели обыкновенной), древесина мягких пород, кора лиственных или хвойных пород, лигнин, водоросли и/или лемна (морские водоросли). Энергетические культуры или иные сельскохозяйственные отходы (напр., отходы лесозаготовок) или другие виды растительных отходов или отходов растительного происхождения также могут использоваться в качестве растительных материалов. Конкретные растительные материалы представляют собой кукурузное волокно, кукурузную солому и жмых сахарного тростника, в дополнение к «целевым» энергетическим культурам, таким как просо, мискантус и водоросли. Лесные продукты с коротким севооборотом, такие как энергетические культуры, включая ольху, ясень, южный бук, березу, эвкалипт, тополь, иву, шелковицу бумажную, австралийскую акацию, платан и разновидности павловнии войлочной. Другие примерами подходящей биомассы являются растительные масла, углеводы (напр., сахара), органические отходы, например, макулатура, строительный лом, и биоил.
Сырье «содержащее биомассу» может включать всю или практически всю биомассу, но может также содержать не биологические материалы (напр., материалы, полученные из нефти, например, пластмассы, или материалы, полученные из минералов, извлеченных из земли, например, металлы и оксиды металлов, включая стекло). Примером сырья «содержащего биомассу», которое может содержать один или несколько не биологических материалов, являются твердые бытовые отходы (ТБО).
«Полученное из биомассы» сырье, например, используемое во фразе «сырье, полученное из биомассы», относится к продуктам, полученным в результате термического и/или химического превращения биомассы, как определено выше, или из содержащего биомассу сырья (напр., ТБО). Таким образом, типичное сырье, полученное из биомассы, включает, не ограничиваясь, продукты пиролиза (напр., биомасла), продукты торрефикации (напр., торрефицированную и необязательно уплотненную древесину), продукты гидротермальной карбонизации (напр., биомассы, которая предварительно обрабатывается и уплотняется кислотным гидролизом в горячей воде под давлением) и продукты полимеризация (напр., органические полимеры, полученные из растительных мономеров). Другие конкретные примеры продуктов, полученных из биомассы (напр., для использования в качестве сырья), включают в себя черный щелок, чистый лигнин и лингосульфонат. Термин сырье, полученное из биомассы, также распространяется на предварительно обработанное сырье, которое получают в результате термического и/или химического превращения до или после его использования в качестве сырья для данной стадии конверсии (напр., гидропиролиза). Конкретные типы стадий предварительной обработки, которые приводят к получению продуктов, полученных из биомассы, включают в себя стадии на которых происходит удаление летучих веществ и/или, по меньшей мере, гидропиролиз сырья, содержащего биомассу. Следовательно, некоторые предварительно обработанные материалы также являются сырьем, «полученным из биомассы», тогда как другие предварительно обработанные материалы, например полученные без термического или химического превращения, являются сырьем, «содержащим биомассу», но не сырьем, «полученным из биомассы».
Поэтому в способе 200 гидропиролиза также возможно использовать вместо всего или части сырья, содержащего биомассу, сырье, полученное из биомассы, например, предварительно обработанное сырье, которое получено из сырья, содержащего биомассу, после того, как из него удалены летучие вещества и/или оно частично гидропиролизовано в реакторе предварительной обработки (предварительном реакторе) выше по потоку от корпуса реактора гидропиролиза. Такие дореакторные термические и/или химические превращения биомассы могут сопровождаться другими дополнительными превращениями, например, с целью уменьшения содержания агрессивных веществ, уменьшения содержания ядов в катализаторе гидропиролиза (напр., уменьшения содержания натрия) и/или уменьшения содержания ядов в катализаторе гидроконверсии. Удаление летучих веществ и/или частичный гидропиролиз биомассы или сырья, содержащего биомассу, в предварительном реакторе может проводиться в присутствии подходящего материала с твердым слоем, например, катализатора предварительной обработки, сорбента, теплопередающей среды и их смесей, чтобы помочь осуществить такие дополнительные преобразования и тем самым улучшить качество предварительно обработанного сырья. Подходящие материалы с твердым слоем включают материалы, имеющие двойные или множественные функции. Катализаторы предварительной обработки, которые обладают активностью в отношении гидрообработки описанного ниже сырья, содержащего биомассу, являются типичными.
Также можно использовать сырье, содержащее биомассу, которое представляет собой предварительно обработанное сырье, полученное после того, как оно было подвергнуто стадии предварительной обработки, например, для улучшения, по меньшей мере, одной характеристики, такой как: пониженное содержание не биологического материала (напр., содержание стекла, металлов и оксидов металлов, включая все минеральные формы); уменьшенный средний размер частиц; уменьшенный средний аэродинамический диаметр частиц; увеличенное среднее отношение площади поверхности частиц к массе; или более однородный размер частиц.
Способ 10 парового риформинга с CO2, как показано на РИС. 4 может включать реактор 5 риформинга, содержащий катализатор 6 риформинга, как изображено на РИС. 1А и 1 В, где данный катализатор имеет состав описанный выше. Реактор 5 риформинга может работать в режимах риформинга, как описано выше, для получения синтезгаза 7, содержащего Н2 и СО. Модуль 75, необязательно, очистки водорода, например, с использованием адсорбции с колебаниями давления (PSA) или мембранного разделения, может использоваться для получения обогащенной H2 части 71 синтезгаза 7, имеющего более высокую концентрацию водорода по сравнению с этим продуктом (напр., имеющего концентрацию водорода, составляющую, по меньшей мере, примерно 80 моль %, например, примерно от 80 моль % до примерно 99 моль % или, составляющую, по меньшей мере, примерно 85 моль %, например, примерно от 85 моль .% до примерно 98 моль %). Как показано на РИС. 4, обогащенная H2 часть 71 может быть возвращена обратно в способ 200 гидропиролиза для получения, по меньшей мере, части и, возможно, всего газообразного потока 69 водородсодержащего сырья. Обедненная H2 часть синтезгаза (не показана) также может быть получена из модуля 75 очистки водорода и, возможно, сожжена для обеспечения тепловой энергией способа 10 парового риформинга с CO2 или способа 200 гидропиролиза. Модуль 75 очистки водорода может использоваться для предпочтительного разделения на обедненную H2 часть любого из CO, CO2, легких (C1-C3) углеводородов и/или H2S.
На РИС. 5 изображена блок-схема установки, в которой в ходе способа 200 гидропиролиза образуется газообразная смесь 4, содержащая метан и CO2, как показано на РИС. 4. Согласно варианту осуществления, показанному на РИС. 5, однако, газовая смесь 4 является сырьем для интегрированного способа 100 CSR-FT, например, как показано на РИС. 3. Следовательно, интегрированный способ 100 CSR-FT в этом случае дополнительно интегрируется со способом получения возобновляемого углеводородного топлива в ходе гидропиролиза биомассы. Продукты, полученные способом 200 гидропиролиза, представляют собой продукты, описанные выше, по отношению к варианту осуществления на РИС. 4. Эти продукты включают: (i) газообразную смесь 4; (ii) по существу полностью обескислороженную углеводородную жидкость 61, содержащую углеводороды, которые могут быть разделены на углеводородную фракцию 41 с интервалом кипения бензина и углеводородную фракцию 43 с интервалом кипения дизельного топлива; (iii) водную жидкость 63; и (iv) твердый коксовый остаток 65. Как также описано выше в отношении варианта осуществления на РИС. 4, вся или часть водной жидкости 63 может, необязательно, скомбинирована с газообразной смесью 4, например, для корректировки молярного соотношения H2O:CO2 газообразной смеси 4. Поскольку интегрированный способ 100 CSR-FT, в который подается газообразная смесь в варианте осуществления, показанном на РИС. 5, включает стадию синтеза FT и, необязательно, использование катализатора FT, который чувствителен к отравлению серой, то предпочтительной является, в соответствии с некоторыми вариантами осуществления, обработка газообразной смеси 4 для удаления H2S и/или других серосодержащих загрязнений до (вверх по потоку от) осуществления интегрированного способа 100 CSR-FT.
В варианте осуществления, изображенном на РИС. 5, интегрированный способ 100 CSR-FT обеспечивает получение жидкой фракции 39 конечного продукта 33, как описано выше со ссылкой на РИС. 3. Жидкая фракция 39 может в основном содержать углеводородсодержащую фракцию с интервалом кипения бензина и/или углеводородсодержащую фракцию с интервалом кипения дизельного топлива, каждая из которых или обе вместе могут увеличить выходы этих фракций 41, 43 по сравнению с выходами, полученными только способом 200 гидропиролиза (базовые выходы, полученные без интегрированного способа 100 CSR-FT), например, в соответствии с увеличением выхода, описанным здесь. Также, согласно варианту осуществления, изображенному на РИС. 5, паровая фракция 37 конечного продукта 33 (РИС. 3) содержащая метан и/или другие легкие углеводороды (напр., C2-C3 углеводороды) в добавок к другим горючим вещества, например, остаточному H2 и/или СО, может, необязательно, сжигаться как источник топлива. Как показано на РИС. 5, способ 300 получения водорода, как описано выше, используется для генерирования очищенного водорода 79 путем парового риформинга метана (SMR) из подаваемого природного газа 77. Для этого может использоваться паровая фракция 37 для выработки тепла для SMR, как показано на РИС. 5, а вся или часть водной жидкости 63 из способа 200 гидропиролиза может использоваться для генерирования пара для SMR, используемого в способе 300 производства водорода. Очищенный водород 79 может использоваться во всем или в части газообразного потока 69 водородсодержащего сырья для способа 200 гидропиролиза.
На РИС. 6 представлены дополнительные подробности способа 200 гидропиролиза, например, как изображено на РИС. 4 и 5, которые могут использоваться для конверсии содержащего биомассу или полученного из биомассы сырья 67 и газообразного потока 69 водородсодержащего сырья для получения (i) газообразной смеси 4, содержащей метан и CO2, (ii) по существу полностью обескислороженной углеводородной жидкости 61, содержащей жидкие углеводородсодержащие фракции, (iii) водной жидкости 63 и (iv) твердого коксового остатка 65. Как показано на РИС. 6, способ 200 гидропиролиза может включать две стадии реакции, проводимые в реакторе 81 гидропиролиза первой стадии и реакторе 83 гидроконверсии второй стадии. Реактор 81 гидропиролиза может работать как реактор с каталитическим псевдоожиженным слоем для удаления летучего сырья 67 в присутствии стабилизирующего водорода с получением выходящего продукта 85 реактора гидропиролиза. После удаления твердого коксового остатка 65 из выходящего продукта 85 реактора гидропиролиза и охлаждения в охладителе 84 выходящего продукта первой стадии, пары 87 гидропиролиза, включающие частично обескислороженный продукт гидропиролиза, легкие углеводороды H2, CO, CO2 и H2O, направляются в реактор гидроконверсии 83. Этот реактор может работать как реактор с неподвижным слоем для дальнейшего каталитического гидродеоксигенирования частично обескислороженного продукта гидропиролиза. Выходящий продукт 89 реактора гидроконверсии затем направляется в охладитель 86 выходящего продукта второй стадии, который по существу полностью конденсирует обескислороженную углеводородную жидкость 61 и водную жидкость 63 из выходящего продукта 89 реактора гидроконверсии. В сепараторе 82 эти жидкие продукты 61, 63 из способа 200 гидропиролиза могут разделяться на органическую/водную фазы, с менее плотной фазой, по существу, полностью обескислороженной углеводородной жидкости 61, оседающей над более плотной фазой, водной жидкости 63.
Также в сепараторе 82 паровая фракция 88 продукта, содержащая легкие углеводороды, Н2, СО, СО2 и Н2О, может быть разделена паровую/жидкую фазы. Паровая фракция 88 продукта может направляться в модуль 75 очистки водорода, например, использующий адсорбцию с колебаниями давления (PSA) или мембранное разделение, чтобы отделить рециркулирующий водород 97, имеющий более высокую концентрацию водорода по сравнению с паровой фракцией продукта 88 из газообразной смеси 4. Следовательно, газообразная смесь 4 может иметь более низкую концентрацию водорода по сравнению с паровой фракцией 88 продукта и может иметь другие характеристики состава, как описано выше по отношению к типичным газообразным смесям в целом и/или, в частности, в по отношению к «гидропиролизной газообразной смеси». Модуль 75 очистки водорода может использоваться для предпочтительного разделения, в газообразной смеси 4, любых или всех легких (С1-С3) углеводородов, СО, СО2, Н2О и/или Н2S. Рециркулирующий водород 97 может иметь концентрацию водорода, составляющую, например, по меньшей мере, примерно 80 моль %, например, примерно от 80 моль % до примерно 99 моль % или, составляющую, по меньшей мере, примерно 85 моль %, например, примерно от 85 моль % до примерно 98 моль %. Рециркулирующий водород 97 может использоваться для получения, по меньшей мере, части и, возможно, всего газообразного потока 69 водородсодержащего сырья. Внешний подпиточный водород или первичный водород 64, необязательно, может комбинироваться с рециркулирующим водородом 97, чтобы получить газообразный поток 69 водородсодержащего сырья.
На РИС. 7 представлены дополнительные подробности производственного способа 300 получение водорода, например, изображенного на РИС. 5. Как описано выше, в ходе производства водорода можно осуществлять конверсию природного газа 77 в очищенный водород 79 с использованием стадий парового риформинга метана (SMR) 92, реакции 94 сдвига фаз вода-газ (WGS) и адсорбции с колебаниями давления (PSA) 96. В этом случае SMR можно использовать для генерирования синтезгаза 98 SMR, причем содержание водорода в нем можно увеличить с помощью реакции 94 WGS, чтобы получить продукт 99 WGS. PSA 96 затем используется для извлечения очищенного водорода 79 и удаления не водородных примесей (напр., по существу, всех не водородных примесей) в обедненном водородом остаточном газе 91 PSA. Обедненный водородом остаточный газ 91 PSA обычно содержит (i) не подвергнутый конверсии метан (вследствие «прорыва» метана из SMR 92), (ii) водород, который не восстановлен в очищенном водороде 79 с использованием PSA 96, и (iii) CO2, а также, как правило, CO и H2O. Обедненный водородом остаточный газ 91 PSA может иметь другие характеристики состава, как описано выше по отношению газообразных смесей в целом и/или по отношению к «обедненному водородом остаточному газу PSA».
Обычно, обедненный водородом остаточный газ 91 PSA, который получается как побочный продукт производства водорода, сжигается в качестве топлива. Энергия этого сгорания может служить важным источником тепла для печи или греющей камеры SMR 92, так как эта стадия способа 300 производства водорода работает эндотермически и при высоких температурах (напр., до 950 °C (1742 °F) или выше). Согласно способу, показанному на РИС. 7, обедненный водородом остаточный газ 91 PSA сначала направляется в интегрированный способ 100 CSR-FT, например, как показано на РИС. 3 и описано выше. В зависимости от состава обедненного водородом остаточного газа 91 PSA, дополнительный источник 95 углеводородов (напр., природный газ) и/или дополнительный источник 93 пара можно, необязательно, комбинировать с обедненным водородом остаточным газом 91 PSA для получения газообразной смеси 4, имеющей подходящий состав, как описано выше. Таким образом, метан и CO2 из обедненного водородом остаточного газа 91 PSA могут подвергаться конверсии в интегрированном способе 100 CSR-FT для получения жидкой фракции 39 конечного продукта 33 (РИС. 3), включающий жидкие углеводороды, используемые в качестве топлив. Несмотря на то, что потребление метана снижает теплоту сгорания обедненного водородом остаточного газа 91 PSA, однако объем получаемой жидкой фракции 39 перевешивает эту потерю величины теплоты сгорания, которую можно восполнить, например, путем использования более дешевого природного газа. Например, этот природный газ в качестве дополнительного топливного газа (не показан) для печи или греющей камеры SMR 92 может комбинироваться с паровой фракцией 37 конечного продукта 33 (РИС. 3), поскольку сама паровая фракция 37 может обеспечить некоторое количество тепла, необходимого для поддержания SMR 92.
Следующие примеры приведены как типичные для настоящего изобретения. Эти примеры не должны рассматриваться как ограничивающие объем изобретения, так как другие эквивалентные варианты осуществления будут очевидны с учетом настоящего раскрытия и прилагаемой формулы изобретения.
ПРИМЕР 1
Стадии парового риформинга с CO2
Эксперименты, произведенные на опытной установке, осуществляли с использованием газообразных смесей, непрерывно подаваемых в реактор парового риформинга с CO2, содержащий частицы катализатора, имеющего состав из 1 мас. % Pt и 1 мас. % Ph на носителе, содержащем оксид церия. Эффективность системы устройств для парового риформинга с CO2, проверялась при среднечасовой скорости подачи сырья (WHSV), составляющей 0,7 час-1, при температуре 760 °C (1400 °F) и манометрическом давлении, составляющем от 124 кПа (18 фунтов на квадратный дюйм) до 172 кПа (25 фунтов на квадратный дюйм). Испытывались два типа газовых смесей: (1) состав, содержащий метан, этан, пропан и CO2, в дополнение к H2O, и воспроизводства состава, полученного в результате комбинированного гидропиролиза и гидроконверсии биомассы («Возобновляемый тип»), и (2) типичный состав природного газа с высоким уровнем CO2 («Природный газ»). Состав возобновляемого типа представлял собой пример метансодержащего сырья, которое также является «гидропиролизной газообразной смесью», как описано выше. Состав природного газа представлял собой пример метансодержащего сырья, которое также является «природным газом, содержащим CO2», и в которое был добавлен пар в качестве окислителя содержащего H2O, как описано выше. Эти газообразные смеси (комбинированное сырье) и синтезгаз, полученный из этого сырья, приведены в Таблице 1 ниже.
Таблица 1 - паровой риформинг с CO2 при использовании разных газообразных смесей
Тип
Тип
Сырье
Сырье
Из этих результатов следует, что катализатор парового риформинга с CO2 и способ может обеспечить получение синтезгаза с молярным отношением H2:CO, которое составляет почти 2:1, и, следовательно, пригодного для последующей прямой обработки в ходе реакции Фишера-Тропша или, по меньшей мере, без предварительной (вверх по потоку) корректировки этого соотношения. Принимая во внимание что эти подходящие результаты были получены только при температуре реакции в 760 °C (1400 °F), также возможно использование более низких температур, например, 704 °C (1300 °F), ввиду высокой активности катализатора. Использование более низких рабочих температур позволяет снижать скорость побочных реакций, которые образуют кокс, который деактивирует катализатор. На РИС. 8 представлена взаимосвязь между температурой и конверсией метана для типа сырья и катализаторов риформинга, испытанного в Примере 1, и, в частности, этот рисунок иллюстрирует способность достигать конверсии метана более чем 85% при 704 °C (1300 °F) и более чем 95% конверсии при 760 °C (1400 °F). На РИС. 9 показано, как молярное соотношение H2O:CO2 газообразной смеси для типа сырья и катализаторов риформинга, испытанного в Примере 1, влияет на молярное соотношение H2:CO синтезгаза при температурах 704 °C (1300 °F) и 760 °C (1400 °F). Принимая во внимание возможность установления взаимосвязей между этими параметрами для данного сырья, катализатора риформинга и набора рабочих режимов, состав газообразной смеси может служить удобным средством управления для достижения заданного состава синтезгаза.
ПРИМЕР 2
Устойчивость к сере катализаторов парового риформинга с CO2
Были проведены дополнительные эксперименты, в которых типичный состав природного газа, как описано в Примере 1, подвергали паровому риформингу с CO2, как также описано в этом примере. Однако в этом случае, в газообразную смесь или комбинированное сырье добавляли H2S в концентрации 800 моль- ч/млн. Несмотря на этот высокий уровень загрязнения серой, было обнаружено, что смещение в конверсии метана легко восстанавливается путем повышения температуры слоя катализатора риформинга с 760 °C (1400 °F) до 788 °C (1450 °F). Кроме того, катализатор риформинга неожиданно продемонстрировал долговременную стабильность в течение 400 рабочих часов (часов в потоке) при этой температуре, а также при таком же WHSV и давлении, как описано выше по отношению к Примеру 1. Эта стабильность, достигнутая несмотря на значительную концентрацию серы, была неожиданной с точки зрения чувствительности к сере обычных катализаторов, используемых для парового риформинга метана.
ПРИМЕР 3
Долгосрочное испытание парового риформинга с CO2
Газовая смесь, описанная в Примере 1 как «Возобновляемый тип» и имеющая состав, приведенный в Таблице 1, испытывалась с использованием катализатора и режимов, описанных в Примере 1, для оценки эффективности комплекса устройств для парового риформинга с CO2 в течение длительного периода эксплуатации. Сырье «возобновляемого типа» или газообразная смесь также представляют собой пример типичной «гидропиролизной газообразной смеси», как описано выше. Испытания на долговременную стабильность показали, что состав полученного синтезгаза оставался стабильным в течение 500 часов работы при этих постоянных режимах, демонстрируя, по существу, отсутствие деактивации катализатора риформинга в течение длительного периода эксплуатации. На РИС. 10 показана стабильность состава синтезгаза, полученного в течение данного периода эксплуатации, с высоким уровнем конверсии метана. На РИС. 11 показана стабильность молярного соотношения H2/CO полученного синтезгаза, которое составляло почти 2, и поэтому идеально подходит для использования в реакции синтеза FT ниже по потоку для получения жидких углеводородов.
ПРИМЕР 4
Оценка гидроизомеризации и гидрокрекинга парафина в ходе реакции синтеза FT
Реакция синтеза FT обычно дает углеводороды, имеющие широкий диапазон молекулярных масс (и числа атомов углерода), включающий нормальные C20+ углеводороды, которые являются твердыми при комнатной температуре и обычно рассматриваются как нежелательный парафиновый продукт. Использование гидрокрекинга для устранения этого парафина путем отделения его от продукта FT и конверсии его в углеводороды с меньшим числом атомов углерода, как правило, добавляет 1/3 капитальных затрат к комплексу синтеза FT, а также значительную усложняет задачу. Поскольку это твердое вещество, то парафин с трудом транспортируется по трубопроводам и смешивается с сырой нефтью. С целью разработки простого интегрированного способа конверсии газа в жидкость (GTL), посредством которого парафин, полученный в реакции синтеза FT, можно подвергнуть конверсии и тем самым увеличивать выход: (i) углеводородов с меньшим числом атомов углерода, имеющих ценность в качестве жидкого топлива, и/или (ii) изопарафиновых углеводородов, имеющих температуру плавления ниже комнатной температуры, была изучена простая комбинированная реакция гидроизомеризации/гидрокрекинга. Использование гидроизомеризации считалось потенциально привлекательной альтернативой, поскольку для этой реакции требуется только небольшое количество водорода. Поэтому встраивание стадии, включающей гидроизомеризацию непосредственно после стадии синтеза FT, где эта стадия использует весь или по существу весь продуктом FT (напр., без отделения парафина), было предложено в качестве недорогого решения проблемы производства парафина на этом этапе. Эта стадия, включающая как гидроизомеризацию, так и гидрокрекинг обычных C20+ углеводородов, была названа «стадией окончательной обработки» с использованием, по меньшей мере, одного «реактора окончательной обработки».
Чтобы исследовать катализаторы для использования в гидроизомеризации/гидрокрекинге парафина, у коммерческого поставщика парафина FT (компания Sasol) приобретались парафины C23-C60 с неразветвленной цепью. Эксперименты, проводимые путем параллельных измерений, выполняли путем добавления 200 г парафина в реактор Парра, работающий под давлением, с мешалкой. После добавления парафина, температуру реактора повышали потоком водорода или потоком синтезгаза (смесь водорода и СО). В реакторе, загруженном 25 г катализатора окончательной обработки (или катализатором гидроизомеризации/гидрокрекинга), поддерживали абсолютное давление 2,76 МПа (400 фунтов на квадратный дюйм). Было обнаружено, что рецептура катализатора, содержащая 1 мас.% галлия на носителе из цеолита ZSM-5 (катализатор Ga-ZSM-5) оказалась эффективной для конверсии парафина посредством гидроизомеризации в сочетании с гидрокрекингом. Это сочетание, соответственно, привело к образованию разветвленных углеводородов, а также углеводородов с более низкой молекулярной массой, что улучшило качество углеводородов с дизельным интервалом кипения с точки зрения снижения температуры застывания и температуры помутнения и улучшения качества углеводородов с бензиновым интервалом кипения с точки зрения увеличения октанового числа. Данные опытных партий, проведенных с использованием этого катализатора, обобщены в Таблице 2 ниже, которая включает состав восстановленного продукта после конверсии парафина.
Таблица 2 - Конверсия парафина в опытных партиях с использованием катализатора Ga-ZSM-5
Эти испытания ясно продемонстрировали, что катализатор Ga-ZSM-5 способен привести к статистически значимой гидроизомеризации и гидрокрекингу парафина, так что продукт, следующий после этой конечной стадии, и осуществленной после реакции синтеза FT, может смешиваться с сырой нефтью и транспортироваться. Использование отдельного реактора окончательной обработки для конверсии парафина превосходит другие предложенные варианты к настоящему времени, включая использование катализатора конверсии парафина в реакторе FT.
ПРИМЕР 5
Улучшение качества продукта FT благодаря стадии окончательной обработки
Материальный баланс способа «базового FT» оценивался по тому же способу, но с добавленной стадией окончательной обработки для гидроизомеризации и гидрокрекинга парафина, полученного в FT, согласно данным, полученным в Примере 4 выше. В способе базового FT использовали катализатор, содержащий 20 мас. % кобальта на носителе из оксида алюминия, а сам способ проводили в течение достаточно длительного периода времени для установления рабочего равновесия, особенно в отношении скорости образования парафина. Реактор окончательной обработки, содержащий катализатор окончательной обработки Ga-ZSM-5, как описано в Примере 4, встраивали ниже по потоку от базового FT, чтобы оценить его способность конверсии парафина FT, полученного в базовом FT, и, таким образом, улучшить общее качество продукта по сравнением с использованием только базового FT. Результаты данного улучшения приведены в Таблице 3 ниже.
Таблица 3-Улучшение качества продукта FT в результате конверсии парафина (окончательная обработка)
Исходя из этих результаты следует, что объединенные стадии синтеза FT и окончательной обработки не приводят к получению парафина, т. е. углеводородов, не имеющих температур плавления выше комнатной температуры. Кроме того, при добавлении стадии окончательной обработки с катализатором Ga-ZSM-5, возросла избирательность по отношению к углеводородам, подходящим для производства жидкого топлива (например, жидким C4-C19 углеводородам ), т. е. возрос процент углерода в СО в этих углеводородах, конвертированных синтезом FT. Избирательность по отношению газообразных С1-С3 углеводородов также немного увеличилась в результате реакций крекинга, которые образовали эти продукты. Хотя эти испытания не были оптимизированы с точки зрения минимизации выхода газообразных С1-С3 углеводородов и максимизации выхода жидкого углеводородного топлива, они, тем не менее, продемонстрировали, что использование (гидроизомеризация и гидрокрекинг) реакций окончательной обработки способно провести конверсию практически всего парафина в конденсируемые жидкие углеводороды, пригодные для использования в качестве топлив, без чрезмерного образования газообразных углеводородов. Полнота конверсии парафина было подтверждена методом газовой хроматографии и масс-спектрометрии (GC-MS) конечного продукта, полученного после реакции окончательной обработки.
ПРИМЕР 6
Интеграция с гидропиролизом биомассы для повышения выхода биогенного жидкого топлива
Было проведено сравнение между затратами и эффективностью способа гидропиролиза, изображенного на РИС. 6, и способа, к которому добавлен интегрированный способ CSR-FT, как изображено на РИС. 5, для увеличения выхода биогенного жидкого топлива из исходного сырья, содержащего биомассу (древесина). Оценка каждого варианта основывалась на объеме производства жидких топлив, составляющей 500 тонн в день (т/день) для целей расчета. Данное сравнение приведено в Таблице 4 ниже.
Таблица 4 - Преимущество интеграции способа CSR-FT с гидропиролизом
Из этого сравнения следует, что использование интегрированного способа CSR-FT для получения дополнительных углеводородов из гидропиролизной газообразной смеси 4 для, как показано на РИС. 5, обеспечивает существенное повышение выхода этих углеводородов (38 мас. % против 26 мас. % в расчете на биомассу). Углерод в этих дополнительных углеводородах выделяется из биомассы, так что все жидкое топливо из каждого вышеописанного варианта является биогенным. Предполагается, что дополнительное использование способа CSR-FT позволит увеличить объем производства углеводородных фракций с бензиновым и дизельным интервалом кипения с 86 галлонов на тонну древесной биомассы до 120 галлонов на тонну.
В целом, аспекты изобретения относятся к использованию сухого риформинга или парового риформинга с CO2 для достижения высокой конверсии метана и/или других углеводородов и получения синтезгаза, имеющего требуемые характеристики, включая молярные соотношения H2:CO, как описано здесь. Дополнительные аспекты относятся к таким способам риформинга, в которых используется активный катализатор риформинга, обладающий способностью конверсии метана и/или других углеводородов в присутствии CO2, или и CO2 и H2O, при сохранении небольшой степени коксования и высокой стабильности катализатора даже в случае использования сырья с серосодержащими загрязнителями и/или реакционноспособными соединениями, например, ароматическими и/или олефиновыми углеводородами с такими загрязнителями и соединениями, которые связаны с быстрой деактивацией обычных каталитических систем. Другие аспекты относятся к таким способам риформинга, которые допускают непосредственное использование с дополнительными стадиями обработки, например, синтезом Фишера-Тропша, для производства жидких (C4+) углеводородов и/или спиртов, синтеза спирта посредством брожения или производства водорода. Преимущество этих способов состоит в использовании существующего CO2, присутствующего в источниках как возобновляемого, так и невозобновляемого метана, предпочтительно без удаления этого CO2, и/или в использовании более низких уровни воды по сравнению с обычным паровым риформингом метана. Кроме того, на устойчивость к сере катализатора риформинга дополнительно свидетельствует о его активности при конверсии серосодержащих загрязнений SO2 и H2S, которые, если необходимо, легко подвергаются обработке вниз по потоку с использованием одной стадии удаления кислого газа. Другие аспекты связаны с интеграцией паровой конверсии с CO2 с синтезом Фишера-Тропша, как описано выше, необязательно, как стадии окончательной обработки. Специалисты в отрасли техники, к которой относится данное изобретение, обладающие знаниями, полученными из настоящего раскрытия, понимают, что в эти способы могут вноситься различные изменения относительно этих и других преимуществ без отступления от объема настоящего изобретения. По существу, следует понимать, что признаки настоящего изобретения могут подвергаться модификациям и/или заменам, не выходя за рамки объема настоящего изобретения. Конкретные варианты осуществления, проиллюстрированные и описанные здесь, предназначены только для иллюстративных целей и не ограничивают объем настоящего изобретения, как указано в прилагаемой формуле изобретения.
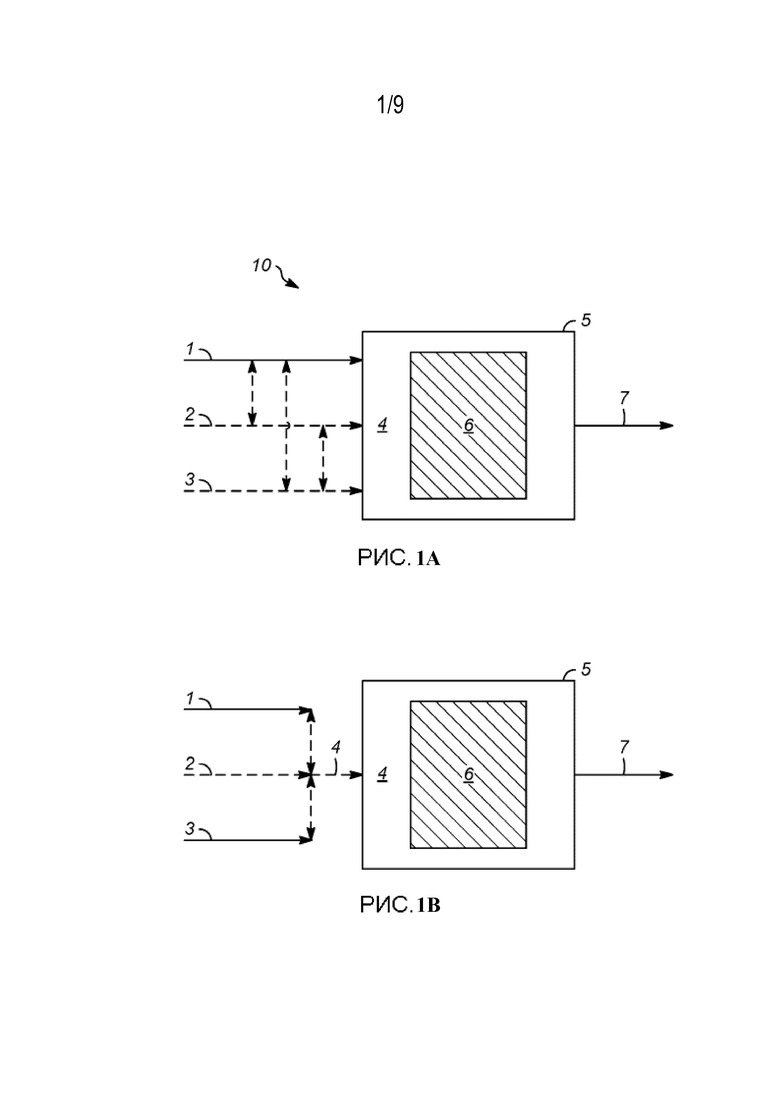
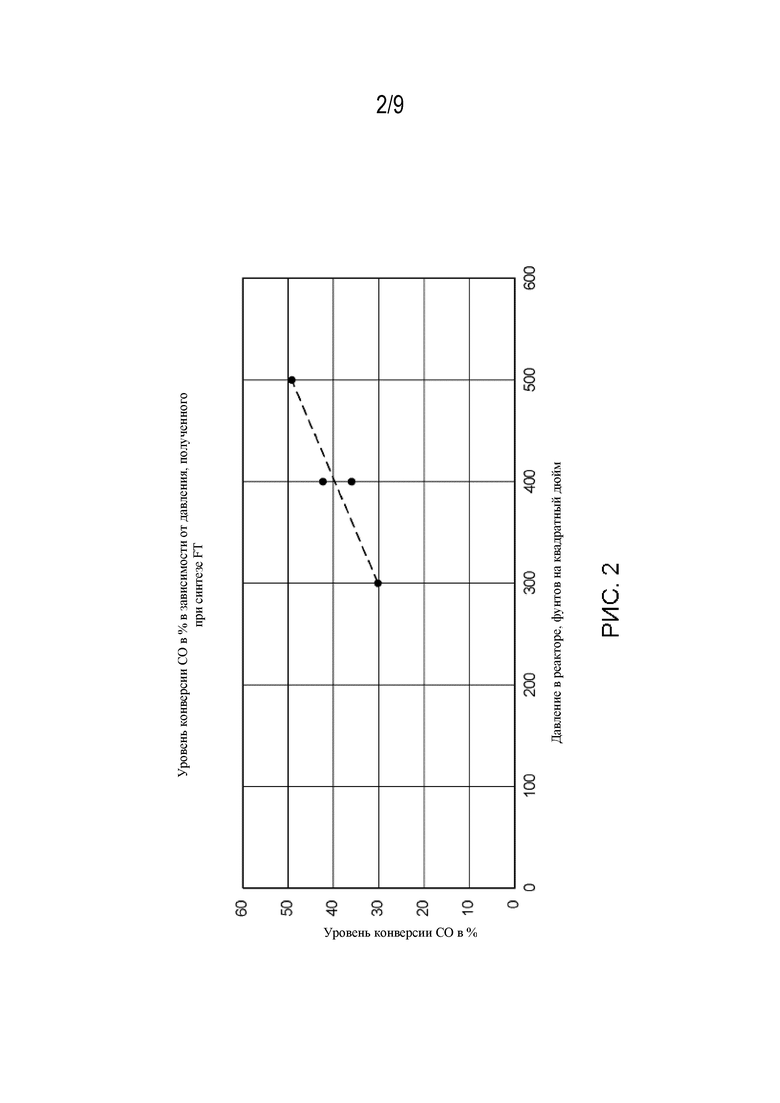

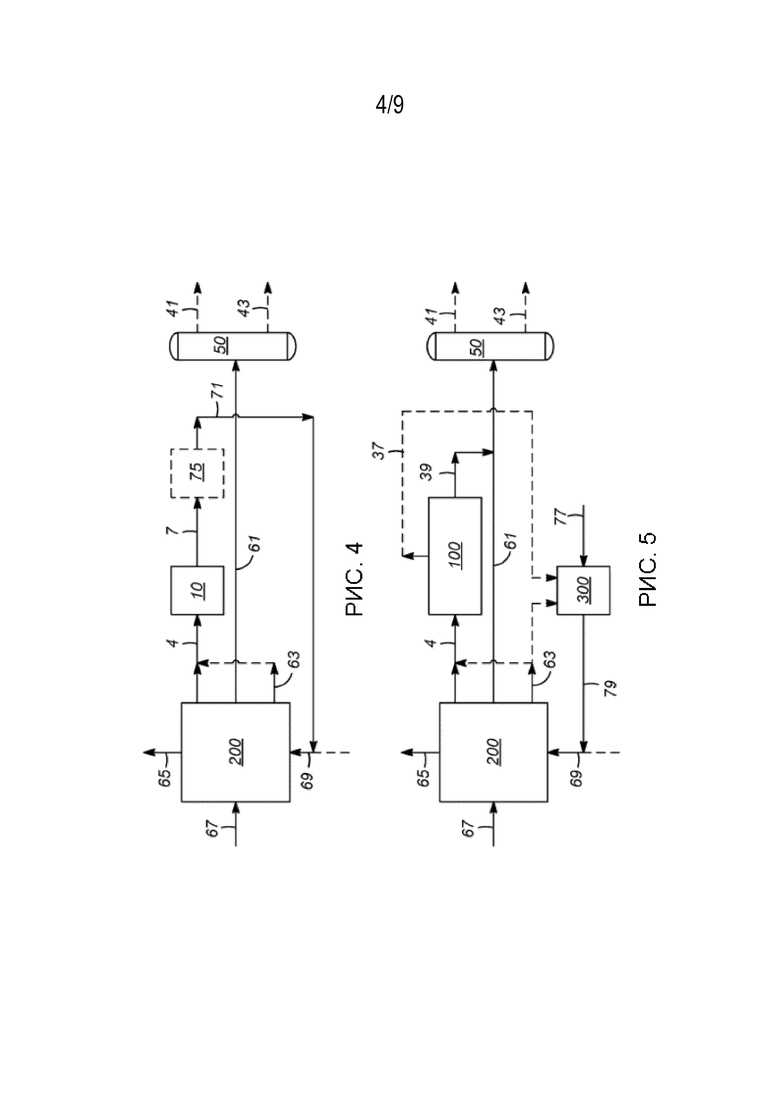
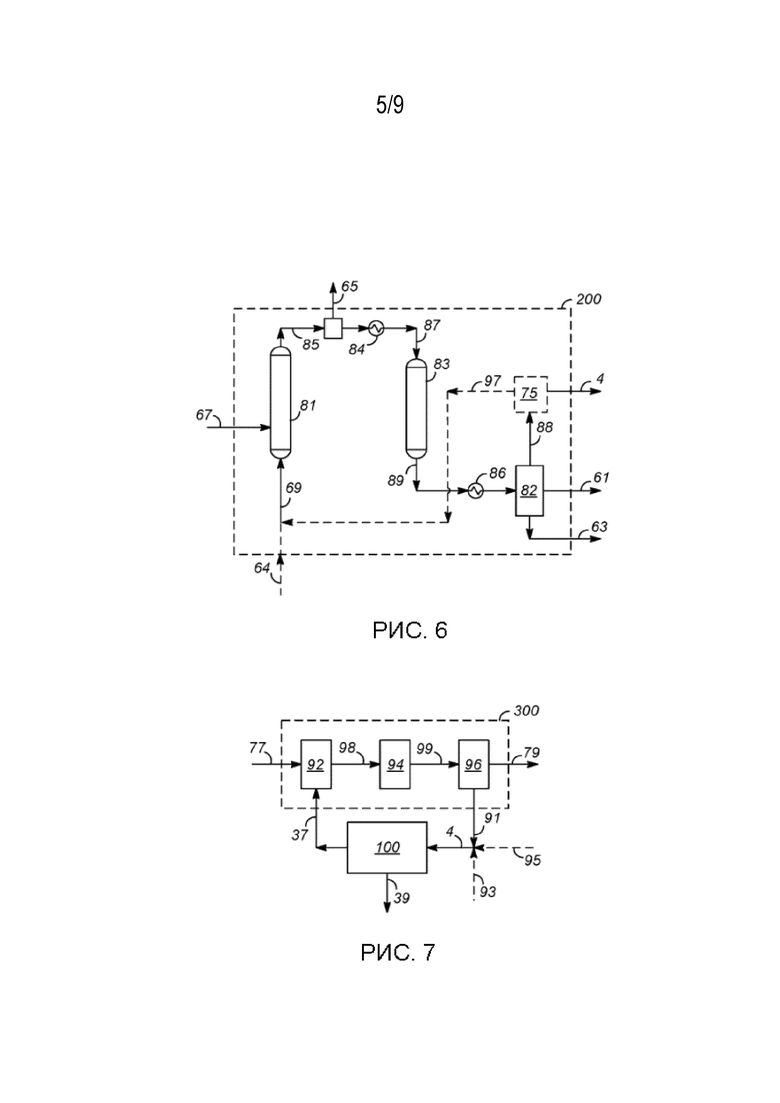
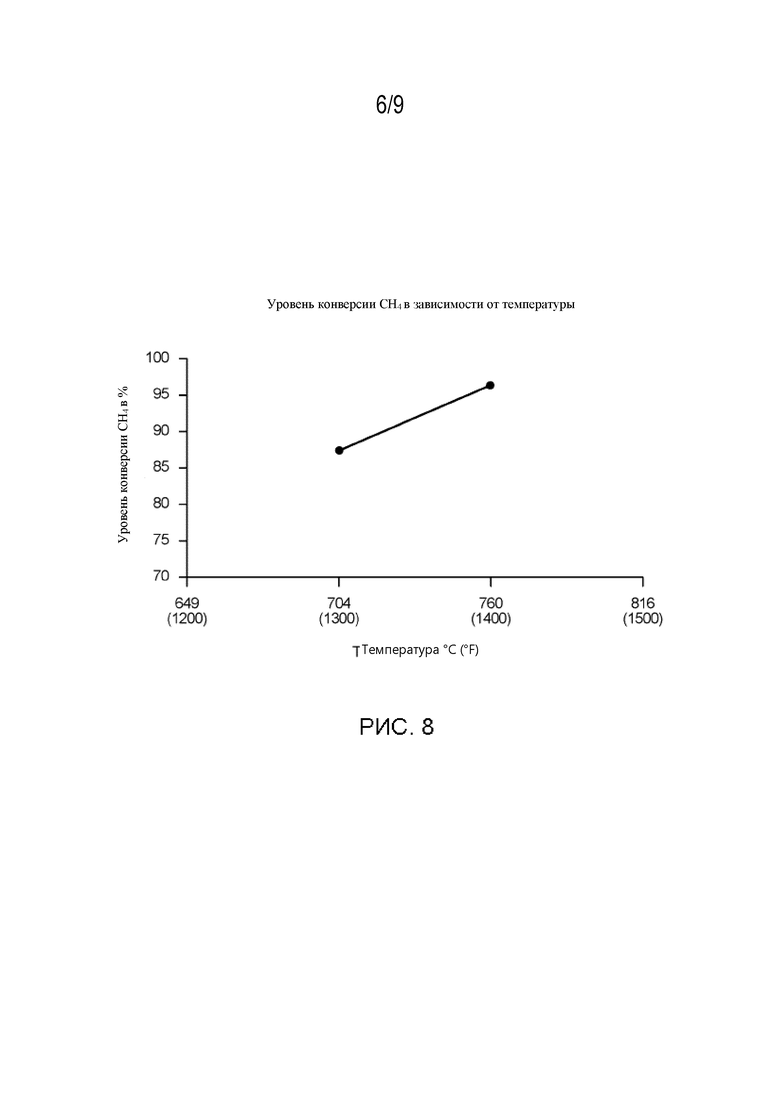
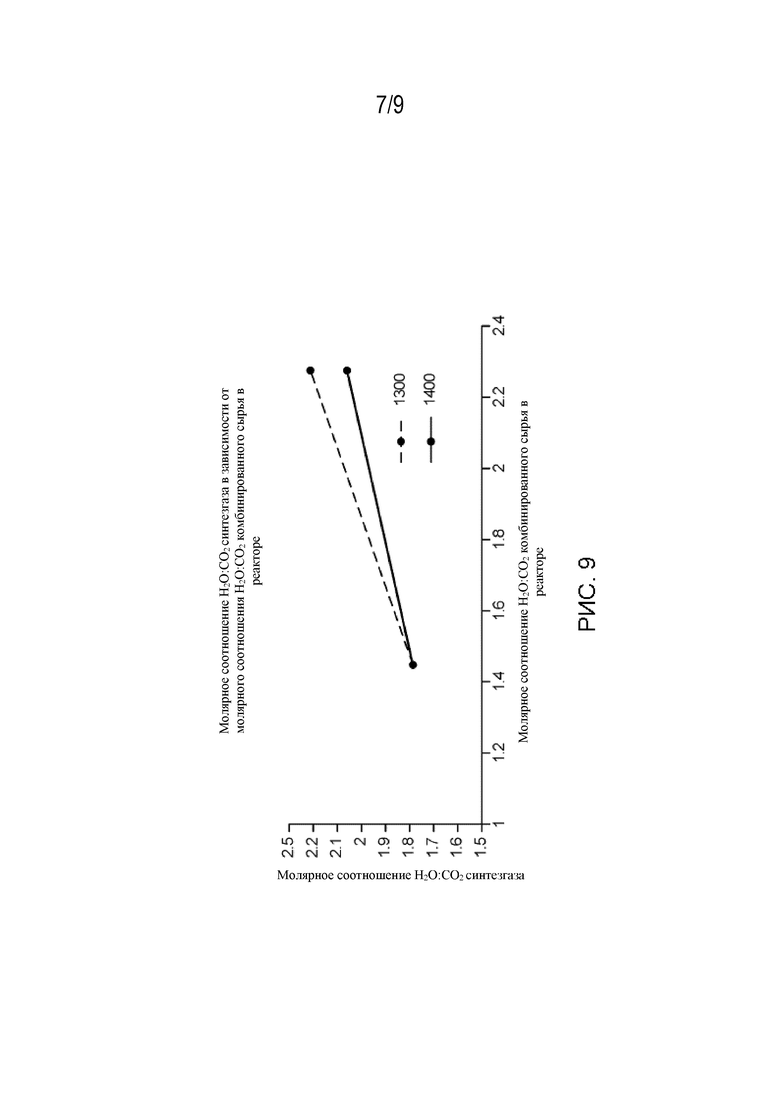
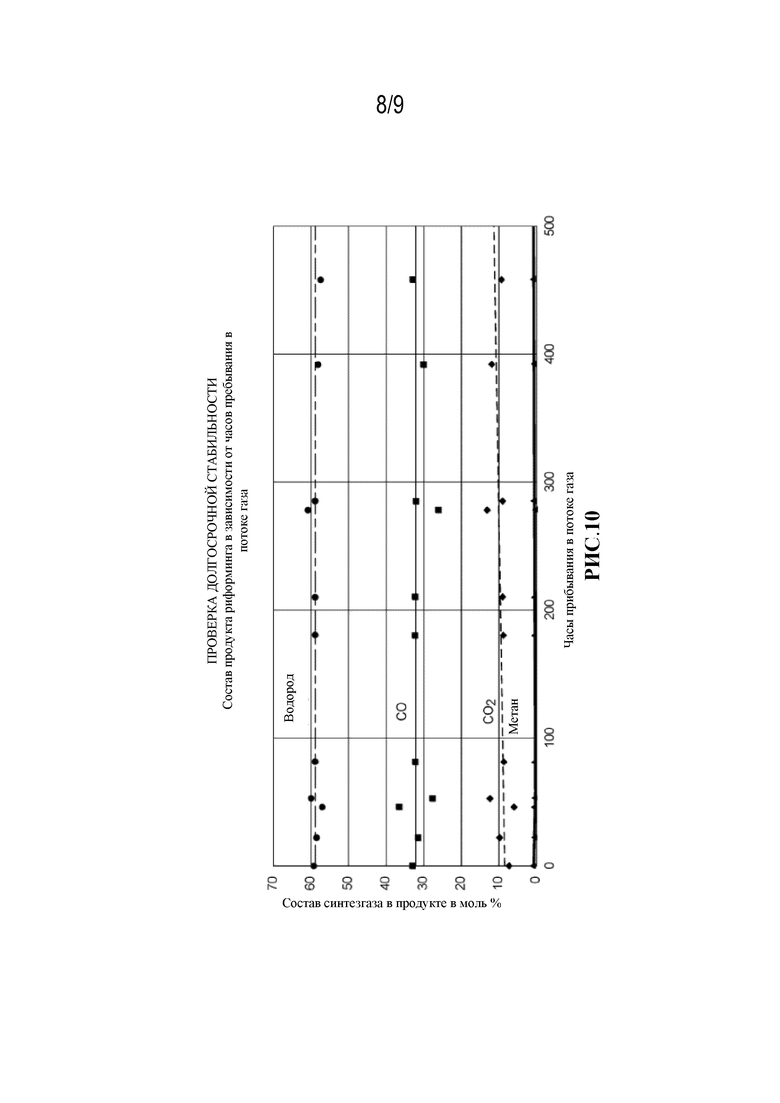
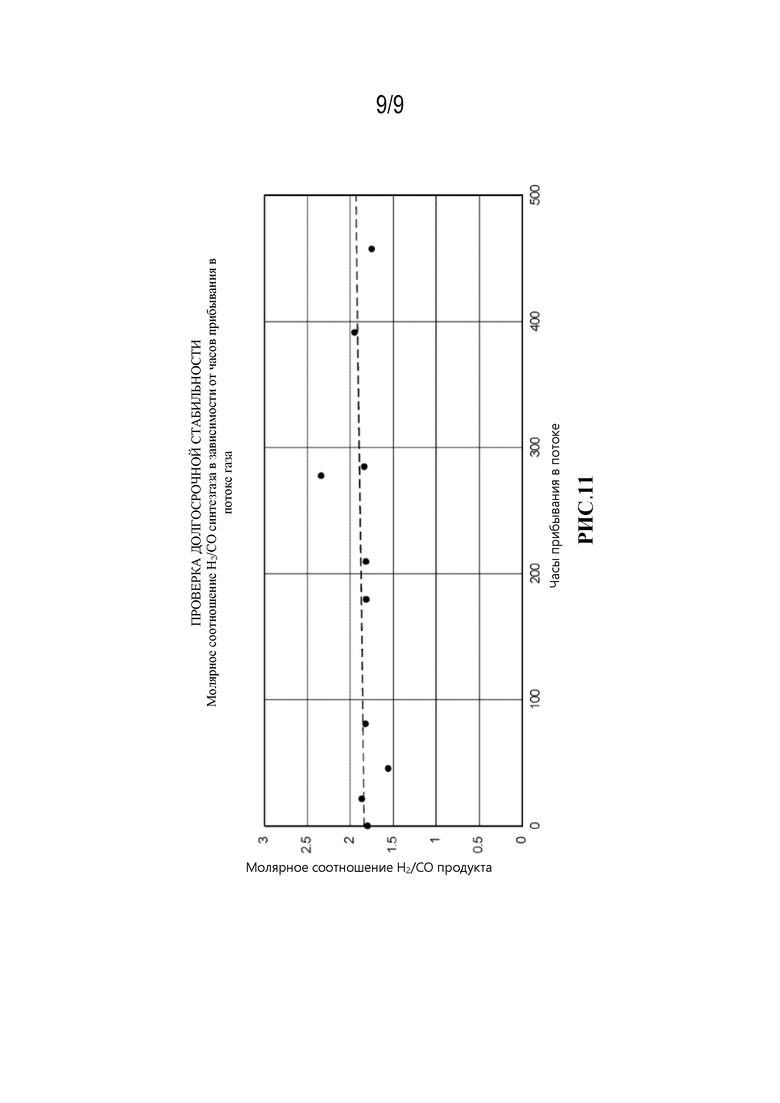
Изобретение касается способа получения C4+ углеводородов и включает (а) контактирование, на стадии риформинга, газообразной смеси, содержащей метан и CO2, с катализатором риформинга для получения синтезгаза в качестве продукта; и (b) конверсию H2 и CO в синтезгазе в углеводороды, включая углеводороды C4+, полученные в ходе синтеза продукта Фишера-Тропша (FT), где продукт FT дополнительно включает исходные H2 и СO, в дополнение к С1-С3 углеводородам, способ дополнительно включает (с) без отделения продукта FT, подачу продукта FT, содержащего углеводороды C4+, исходные H2 и СO, и С1-С3 углеводороды, в реактор окончательной обработки, для конверсии нормальных углеводородов C20+ в парафиновой фракции, в углеводороды C4-C19, где в реакторе окончательной обработки не используют введение дополнительного источника водорода. Технический результат - позволяет стабильно получать синтезгаз с подходящим молярным отношением H2:CO и с устойчивостью к серосодержащим загрязнителям, а также получение жидких углеводородов, например, углеводородных фракций с бензиновым и дизельным интервалом кипения. 19 з.п. ф-лы, 12 ил., 4 табл., 6 пр.
1. Способ получения C4+ углеводородов, включающий:
(а) контактирование, на стадии риформинга, газообразной смеси, содержащей метан и CO2, с катализатором риформинга для получения синтезгаза в качестве продукта; и
(b) конверсию H2 и CO в синтезгазе в углеводороды, включая углеводороды C4+, полученные в ходе синтеза продукта Фишера-Тропша (FT),
где продукт FT дополнительно включает исходные H2 и СO, в дополнение к С1-С3 углеводородам,
способ дополнительно включает
(с) без отделения продукта FT, подачу продукта FT, содержащего углеводороды C4+, исходные H2 и СO, и С1-С3 углеводороды, в реактор окончательной обработки, для конверсии нормальных углеводородов C20+ в парафиновой фракции, в углеводороды C4-C19,
где в реакторе окончательной обработки не используют введение дополнительного источника водорода.
2. Способ по п.1, отличающийся тем, что стадию (b) проводят с сырьем FT, имеющим по существу такое же соотношение H2:CO, как и в синтезгазе, полученном на стадии (а).
3. Способ по п.1, отличающийся тем, что перед стадией (b) из синтезгаза, полученного на стадии (а), конденсируется вода.
4. Способ по п.1, отличающийся тем, что способ дополнительно включает:
конверсию, по меньшей мере, около 75% нормальных углеводородов C20+ парафиновой фракции в реакторе окончательной обработки, в нормальные или разветвленные углеводороды C4-C19, содержащиеся в продукте гидроизомеризации/гидрокрекинга реактора окончательной обработки.
5. Способ по п.1, отличающийся тем, что газообразная смесь дополнительно содержит Н2О, а стадия (а) осуществляется в реакторе парового риформинга с CO2 при температуре, составляющей примерно от 677 °С (1250 °F) до примерно 788 °С (1450 °F)), манометрическом давлении, составляющем примерно от 0 кПа (0 фунтов на квадратный дюйм) до примерно 517 кПа (75 фунтов на квадратный дюйм) и среднечасовой скоростью подачи сырья (WHSV), составляющей примерно от 0,1 час-1 до примерно 2,5 час-1.
6. Способ по п.4, отличающийся тем, что продукт гидроизомеризации/гидрокрекинга содержит примерно менее чем 1 мас. % углеводородов, которые находятся в твердом состоянии при комнатной температуре.
7. Способ по п.1, где реактор окончательной обработки содержит катализатор депарафинизации, обладающий активностью гидроизомеризации и/или гидрокрекинга по отношению к нормальным углеводородам С20+.
8. Способ по п.7, отличающийся тем, что катализатор депарафинизации содержит активный металл депарафинизации, нанесенный на твердый кислотный носитель.
9. Способ по п.8, отличающийся тем, что активный металл для депарафинизации выбирают из Группы 13 или Группы 14 Периодической таблицы элементов.
10. Способ по п.9, отличающийся тем, что активный металл для депарафинизации представляет собой галлий.
11. Способ по п.8, отличающийся тем, что кислотный носитель представляет собой цеолитное или не цеолитное молекулярное сито, имеющее, по меньшей мере, около 15 ммоль/г кислотных центров, определенных методом термопрограммированной десорбции (TPD) аммиака.
12. Способ по п.11, отличающийся тем, что кислотный носитель представляет собой цеолитное молекулярное сито, имеющее молярное соотношение каркасной структуры диоксида кремния к окиси алюминия примерно менее чем 50.
13. Способ по п.12, отличающийся тем, что цеолитное молекулярное сито представляет собой ZSM-5.
14. Способ по п.1, отличающийся тем, что в реакторе окончательной обработки поддерживается температура, составляющая примерно от 232 °С (450 °F) до примерно 399 °С (750 °F).
15. Способ по п.1, отличающийся тем, что, по меньшей мере, часть газообразной смеси содержит компонент углеводородсодержащего сырья, выбранный из группы, состоящей из гидропиролизной газообразной смеси, природного газа, содержащего CO2, биогаза, полученного в результате бактериального сбраживания органических отходов, водорода обедненного остаточного газа PSA или газообразного потока со стадии бактериальной ферментации.
16. Способ по п.9, где металл из Группы 13 или Группы 14 Периодической таблицы элементов присутствует в количестве, составляющем примерно от 0,1 мас. % до примерно 3 мас. % в расчете на массу катализатора депарафинизации.
17. Способ по п.16, где катализатор депарафинизации содержит от примерно от 0,1 мас. % до примерно 3 мас. % галлия, а твердый кислотный носитель включает ZSM-5.
18. Способ по п.1, где реактор окончательной обработки встроен в реактор FT.
19. Способ по п.18, где слой катализатора окончательной обработки следует за слоем катализатора FT, т.е. расположен ниже по потоку, в одном резервуаре.
20. Способ по п.1, где продукт FT удерживается в паровой фазе от выхода из реактора FT до входа в реактор окончательной обработки.
| US 20160272895 A1, 22.09.2016 | |||
| US 9677005 B1, 13.06.2017 | |||
| US 5468368 A1, 21.11.1995 | |||
| US 20160222303 A1, 04.08.2016 | |||
| СИСТЕМА СИНТЕЗА ЖИДКОГО ТОПЛИВА | 2007 |
|
RU2415904C2 |

