Изобретение относится к сфере так называемых «мартенситно-стареющих» сталей, использующихся, в частности, в областях применения, требующих наличия одного или нескольких следующих далее свойств: превосходные механические свойства (очень высокое сопротивление усталости, высокий предел текучести и высокое сопротивление разрушению), простая термообработка и стабильность геометрических размеров, легкость сварки и хорошая формуемость.
Данные мартенситно-стареющие стали обладают мартенситной структурой, которая может быть состарена таким образом, чтобы получить по завершении старения упрочнение в результате выделения интерметаллических фаз, которые являются благоприятными для получения высоких механических свойств.
Обычно известны мартенситно-стареющие стали, относящиеся к типу М 250 и демонстрирующие типичный состав (выражаемый в массовых процентах, как и во всех случаях для составов, представленных в остальных частях настоящего документа) в виде Ni = 18%, Co = 9%, Ti = 0,45% (так называемый сорт X2NiCoMo18-9-5), содержащий Ti в качестве упрочняющего элемента, при этом остальное в общем случае представляет собой железо и производственные примеси. Их используют для изготовления, в частности, деталей, обладающих превосходными свойствами, которые являются могут быть использованы как в качестве сплошных деталей (валов для двигателей, лопастей для центрифуг ...), так и в качестве высокоэффективных прецизионных деталей: пружин для часов, клинков для фехтовальных рапир, деталей для приводных ремней автоматических коробок передач, относящихся к типу передачи CVT (бесступенчато-регулируемой передачи), для автомобилей или для транспортных средств в общем случае или машинного оборудования или других вращающихся механизмов. В случае областей применения, в которых деталь подвергается воздействию усталости, обычно в дополнение к старению деталь подвергают обработке поверхности для обеспечения упрочнения в результате азотирования, карбонитридирования, дробеструйной нагартовки, науглероживания ....
Из документа ЕР-В1-1 339 880 также известны свободные от Ti мартенситно-стареющие стали, демонстрирующие состав: Ni = от 12 до 24,5%; Мо = 2,5%; Со = 4,17%; Al ≤ 0,15%; Ti ≤ 0,1%; N ≤ 30 ч./млн.; Si ≤ 0,1%; Mn ≤ 0,1%; C ≤ 50 ч./млн.; S ≤ 10 ч./млн.; Р ≤ 50 ч./млн.; Н ≤ 3 ч./млн.; О ≤ 10 ч./млн.; при этом остальное представляет собой Fe и производственные примеси, при этом величина Ni + Mo находится в диапазоне от 20% до 27%; величина Со% × Мо% находится в диапазоне от 50 до 200; Ti% + N% ≤ 2.10-4, которые производят при использовании способов, включающих обработки, относящиеся к типу VIM (вакуумно-индукционная плавка) и/или типу VAR (вакуумно-аргоновая переплавка), необязательно в сочетании с переплавкой в электропроводящем шлаке ESR (электрошлаковая переплавка). Данные стали после этого подвергают горячему и холодному деформированию для получения полос, имеющих малую толщину (например, составляющую 1 мм и менее). После проведения для детали формовки осуществляют дисперсионное упрочнение, которое придает детали механические свойства ее сердцевины; последующая обработка поверхности может придавать данной детали улучшенные поверхностные свойства в целях противодействия усталостным напряжениям, статическому трению, динамическому износу ....
В сопоставлении с известными прежде мартенситно-стареющими сталями, содержащими приблизительно 18% Ni, 9% Co, 5% Mo, 0,5% Ti и небольшое количество Al, данные стали, указанные в документе ЕР-В1-1 339 800, отличаются от них благодаря своему большему сопротивлению усталости (в состаренном азотированном состоянии) в сочетании с контролируемо отрегулированными совокупностью включений и усталостной выносливостью. Говоря более подробно: целевые механические свойства в отношении холоднокатаного продукта представляют собой: Ar > 2,5%, Rp0.2 < 1140 МПа, Rm < 1480 МПа; в состаренном состоянии Rp0.2 > 1770 МПа, Rm > 1800 МПа; в заключение, в азотированном состоянии целевые свойства представляют собой Ar > 1%; Rm > 1930 МПа.
Из документа ЕР-В1-2 180 073 также известны мартенситно-стареющие стали, характеризующиеся высоким сопротивлением усталости и растяжению, предназначенные для использования в ремнях передачи CVT и демонстрирующие состав: С ≤ 100 ч./млн.; Si ≤ 0,1%; Mn ≤ 0,1%; P ≤ 0,01%; S ≤ 50 ч./млн.; Ni = 17-22%; Cr = 0,1-4,0%; Mo = 3,0-7,0%; Co = 10,0-20,0%; Ti ≤ 0,1%; Al ≤ 0,05%; N ≤ 300 ч./млн.; О ≤ 50 ч./млн.; 0 < B ≤ 0,01%; необязательное присутствие Са вплоть до 0,01%, Mg вплоть до 0,005%, Zr вплоть до 0,01%, при этом остальное представляет собой Fe и примеси, причем величина Co/3 + Mo + 4Al находится в диапазоне от 8,0 до 15,0%. Предпочтительно способы использующиеся термическая и термомеханическая обработки придают в данном случае очень мелкий размер зерна, соответствующий ASTM 10 и менее.
Также из патентной заявки РСТ/IB2015/052975 заявителю настоящей заявки известны мартенситно-стареющие стали, объединяющие состав, характеризующийся низким уровнем содержания углерода и контролируемо регулируемой совокупностью включений, с уровнем содержания Со в диапазоне от 1 до 25% и уровнем содержания Мо в диапазоне от 1 до 12%. Сумма Мо + Со, к которой могут быть добавлены упрочняющие элементы, находится в диапазоне от 20 до 29%, а сумма Ni + Co + Mo составляет, по меньшей мере, 29%. Тем не менее, уровни содержания дорогостоящих элементов, которые являются наилучшими из рекомендованных для данного случая, остаются высокими.
Задача изобретения заключается в предложении нового типа мартенситно-стареющей стали, характеризующейся стоимостью материала, которая является наименьшей из возможных, в сочетании с высокими механическими свойствами. Говоря другими словами, для области применения, в которой конечный продукт будет в особенности подвергаться воздействию усталости, сталь должна демонстрировать наличие наилучшего из возможных компромисса между относительно низкой стоимостью материала и очень хорошими собственными механическими характеристиками в сочетании с превосходными поверхностными свойствами, например, в отношении поведения при азотировании в сопоставлении со сталями, которые были только что описаны. Желательными свойствами является сопротивление растяжению и/или усталости, достаточное для вышеупомянутых областей применения, в сочетании с улучшенными поверхностными свойствами, в частности, со способностью получения во время обработки поверхности подвергнутого азотированию, карбонитридированию, науглероживанию, дробеструйной обработке или другого слоя. Данный слой должен быть способен вводить на поверхность остаточные напряжения, делающие возможным замедленное образование трещин в условиях воздействия циклических нагрузок в результате сжатия поверхностного слоя. Эффект от обработок поверхности может быть оценен, например, при использовании твердости, приданной поверхности продукта, относительного уровня остаточных напряжений и типа образовавшихся фаз.
Для данной цели предмет изобретения представляет собой сталь, характеризующуюся тем, что она демонстрирует следующий далее состав в массовых процентах:
- 10,0% ≤ Ni ≤ 24,5%, предпочтительно 12,0% ≤ Ni ≤ 24,5%;
- 1,0% ≤ Mo ≤ 12,0%, предпочтительно 2,5% ≤ Мо ≤ 7,0%;
- 1,0% ≤ Со ≤ 18,0%, предпочтительно 4,0% ≤ Со ≤ 18,0%, лучше 7,0% ≤ Со ≤ 16,0%, еще лучше 8,0% ≤ Со ≤ 15,0%;
- 14,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0%, предпочтительно 15,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 27,0%, лучше 17,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 26,0%;
- 21,5% ≤ Ni + Co + Mo ≤ 47,5%, предпочтительно 25,0% ≤ Ni + Co + Mo ≤ 40,0%;
- следовые количества ≤ Al ≤ 4,0%, предпочтительно следовые количества ≤ Al ≤ 2,0%;
- следовые количества ≤ Ti ≤ 0,1%;
- следовые количества ≤ N ≤ 0,010%;
- следовые количества ≤ Si ≤ 4,0%, предпочтительно ≤ 2,0%;
- следовые количества ≤ Mn ≤ 13,0%, предпочтительно следовые количества ≤ Mn ≤ 4,0%, лучше 0,14% ≤ Mn ≤ 4,0%;
- предпочтительно Si + Mn ≥ 0,13%;
- следовые количества ≤ C ≤ 0,03%;
- следовые количества ≤ S ≤ 0,0020%, предпочтительно следовые количества ≤ S ≤ 0,0010%;
- следовые количества ≤ Р ≤ 0,005%;
- следовые количества ≤ В ≤ 0,01%;
- следовые количества ≤ Н ≤ 0,0005%;
- следовые количества ≤ О ≤ 0,03%;
- следовые количества ≤ Cr ≤ 5,0%, предпочтительно 0,01% ≤ Cr ≤ 5,0%, лучше 0,1% ≤ Cr ≤ 5,0%;
- следовые количества ≤ Cu ≤ 4,0%;
- следовые количества ≤ W ≤ 6,0%;
- следовые количества ≤ Zr ≤ 4,0%;
- следовые количества ≤ Ca ≤ 0,1%;
- следовые количества ≤ Mg ≤ 0,8%;
- следовые количества ≤ Nb ≤ 4,0%, предпочтительно Nb ≤ 2,0%;
- следовые количества ≤ V ≤ 4,0%;
- следовые количества ≤ Ta ≤ 4,0%;
- следовые количества ≤ Y ≤ 4,0%;
- предпочтительно следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 14,0%, лучше следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%, еще лучше 0,14% ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%;
- предпочтительно Al + Cr ≥ 0,1%, лучше ≥ 0,17%;
при этом остальное представляет собой железо и производственные примеси;
и тем, что совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 в случае стали в виде горячедеформированной детали или горячекатаного листа и с размером в 800 мм2 в случае стали в виде холоднокатаного листа не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 10 мкм, а предпочтительно не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 8 мкм.
Один дополнительный предмет изобретения представляет собой способ производства стального продукта, характеризующийся тем, что:
- получают электрод для переплавки из стали, демонстрирующей состав, который согласуется с составом, процитированным прежде;
- проводят переплавку данного электрода при использовании технологического процесса с одной или несколькими переплавками в целях получения переплавленного электрода;
- осуществляют, по меньшей мере, одно горячее деформирование переплавленного электрода при температуре в диапазоне от 1050°С до 1300°С в целях получения горячедеформированного листа или горячедеформированной полосы;
- и необязательно осуществляют термообработку упомянутого горячедеформированного листа или упомянутой горячедеформированной полосы.
Упомянутые горячедеформированные лист или полоса, необязательно подвергнутые термообработке, характеризуются твердостью по Виккерсу, соответствующей 285 Hv10 и более, при этом данную твердость оценивают по поперечному сечению горячедеформированных детали или листа.
После этого упомянутый горячедеформированный лист или упомянутая горячедеформированная полоса после этого могут быть подвергнуты холодной прокатке при использовании одного или нескольких проходов в целях получения листа или полосы, имеющих толщину, составляющую 2 мм и менее, предпочтительно 1 мм и менее.
Лист или полоса могут быть подвергнуты, по меньшей мере, одной термообработке между двумя проходами холодной прокатки и/или после последнего прохода холодной прокатки.
Суммарная степень холодной прокатки в различных проходах составляет, по меньшей мере, 30%, предпочтительно, по меньшей мере, 40%.
Упомянутые горяче- или холоднокатаные лист или полоса, необязательно подвергнутые термообработке, могут обладать мартенситной структурой в количестве, составляющем, по меньшей мере, 70%, характеризоваться сопротивлением растяжению, составляющим 2030 МПа и более, смещенным пределом текучести, составляющим 2000 МПа и более, и равномерным относительным удлинением, составляющим 1% и более.
Упомянутые горяче- или холоднокатаные лист или полоса, необязательно подвергнутые термообработке, могут быть подвергнуты резке и необязательно формовке.
Упомянутые горяче- или холоднокатаные лист или полоса, подвергнутые необязательно термообработке, резке и необязательно формовке, могут быть подвергнуты обработке для упрочнения при температуре в диапазоне от 400°С до 600°С в течение периода времени в диапазоне от 30 минут до 5 часов, предпочтительно при температуре в диапазоне 420-550°С в течение периода времени в диапазоне от 30 минут до 2 часов.
Упомянутые лист или полоса, подвергнутые необязательно термообработке, резке и необязательно формовке, могут быть подвергнуты после упрочнения обработке поверхности для улучшения их динамического предела текучести.
Упомянутая обработка поверхности может представлять собой науглероживание или газовое азотирование или ионное азотирование или карбонитридирование или дробеструйную нагартовку.
Размер зерна для горячекатаных листа или полосы, необязательно подвергнутых термообработке, или холоднокатаных листа или полосы, необязательно подвергнутых термообработке, может соответствовать 5 ASTM и менее, предпочтительно 10 ASTM и менее.
Один дополнительный предмет изобретения представляет собой стальной продукт, который был подвергнут горячему деформированию и необязательно термообработке, характеризующийся тем, что он демонстрирует следующий далее состав в массовых процентах:
- 10,0% ≤ Ni ≤ 24,5%, предпочтительно 12,0% ≤ Ni ≤ 24,5%;
- 1,0% ≤ Mo ≤ 12,0%, предпочтительно 2,5% ≤ Мо ≤ 7,0%;
- 1,0% ≤ Со ≤ 18,0%, предпочтительно 4,0% ≤ Со ≤ 18,0%, лучше 7,0% ≤ Со ≤ 16,0%, еще лучше 8,0% ≤ Со ≤ 15,0%;
- 14,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0%, предпочтительно 15,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 27,0%, лучше 17,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 26,0%;
- 21,5% ≤ Ni + Co + Mo ≤ 47,5%, предпочтительно 25,0% ≤ Ni + Co + Mo ≤ 40,0%;
- следовые количества ≤ Al ≤ 4,0%, предпочтительно Al ≤ 2,0%;
- следовые количества ≤ Ti ≤ 0,1%;
- следовые количества ≤ N ≤ 0,010%;
- следовые количества ≤ Si ≤ 4,0%, предпочтительно ≤ 2,0%;
- следовые количества ≤ Mn ≤ 13,0%, предпочтительно следовые количества ≤ Mn ≤ 4,0%;
- следовые количества ≤ C ≤ 0,03%;
- следовые количества ≤ S ≤ 0,0020%, предпочтительно следовые количества ≤ S ≤ 0,0010%;
- следовые количества ≤ Р ≤ 0,005%;
- следовые количества ≤ В ≤ 0,01%;
- следовые количества ≤ Н ≤ 0,0005%;
- следовые количества ≤ О ≤ 0,03%;
- следовые количества ≤ Cr ≤ 5,0%, предпочтительно 0,01% ≤ Cr ≤ 5,0%, лучше 0,1% ≤ Cr ≤ 5,0%;
- следовые количества ≤ Cu ≤ 4,0%;
- следовые количества ≤ W ≤ 6,0%;
- следовые количества ≤ Zr ≤ 4,0%;
- следовые количества ≤ Y ≤ 4%;
- следовые количества ≤ Ca ≤ 0,1%;
- следовые количества ≤ Mg ≤ 0,8%;
- следовые количества ≤ Nb ≤ 4,0%, предпочтительно Nb ≤ 2,0%;
- следовые количества ≤ V ≤ 4,0%;
- следовые количества ≤ Ta ≤ 4,0%;
- следовые количества ≤ Y ≤ 4,0%;
- предпочтительно следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Y + Ti + N ≤ 14,0%, лучше следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Y + Ti + N ≤ 8,0%, еще лучше 0,14% ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%;
- предпочтительно Al + Cr ≥ 0,1%, лучше ≥ 0,17%;
при этом остальное представляет собой железо и производственные примеси;
и тем, что совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 для горячедеформированной детали или горячекатаного листа предпочтительно не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 8 мкм.
Один дополнительный предмет изобретения представляет собой стальной продукт, подвергнутый горячему деформированию, относящемуся к предшествующему типу, необязательно подвергнутый термообработке, характеризующийся тем, что он обладает мартенситной структурой в количестве, составляющем, по меньшей мере, 70%, характеризуется сопротивлением растяжению, составляющим 2030 МПа и более, смещенным пределом текучести, составляющим 2000 МПа и более, и равномерным относительным удлинением, составляющим 1% и более, при наличии твердости по Виккерсу, соответствующей 285 Hv10 и более, при этом данную твердость оценивают по поперечному сечению горячедеформированного продукта.
Один дополнительный предмет изобретения представляет собой холоднокатаные лист или полосу из стали, характеризующиеся тем, что они демонстрируют следующий далее состав в массовых процентах:
- 10,0% ≤ Ni ≤ 24,5%, предпочтительно 12,0% ≤ Ni ≤ 24,5%;
- 1,0% ≤ Mo ≤ 12,0%, предпочтительно 2,5% ≤ Мо ≤ 7,0%;
- 1,0% ≤ Со ≤ 18,0%, предпочтительно 4,0% ≤ Со ≤ 18,0%, лучше 7,0% ≤ Со ≤ 16,0%, еще лучше 8,0% ≤ Со ≤ 15,0%;
- 14,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0%, предпочтительно 15,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 27,0%, лучше 17,0% ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 26,0%;
- 21,5% ≤ Ni + Co + Mo ≤ 47,5%, предпочтительно 25,0% ≤ Ni + Co + Mo ≤ 40,0%;
- следовые количества ≤ Al ≤ 4,0%, предпочтительно Al ≤ 2,0%;
- следовые количества ≤ Ti ≤ 0,1%;
- следовые количества ≤ N ≤ 0,010%;
- следовые количества ≤ Si ≤ 4,0%, предпочтительно ≤ 2,0%;
- следовые количества ≤ Mn ≤ 13,0%, предпочтительно следовые количества ≤ Mn ≤ 4,0%;
- следовые количества ≤ C ≤ 0,03%;
- следовые количества ≤ S ≤ 0,0020%, предпочтительно следовые количества ≤ S ≤ 0,0010%;
- следовые количества ≤ Р ≤ 0,005%;
- следовые количества ≤ В ≤ 0,01%;
- следовые количества ≤ Н ≤ 0,0005%;
- следовые количества ≤ О ≤ 0,03%;
- следовые количества ≤ Cr ≤ 5,0%, предпочтительно 0,01% ≤ Cr ≤ 5,0%, лучше 0,1% ≤ Cr ≤ 5,0%;
- следовые количества ≤ Cu ≤ 4,0%;
- следовые количества ≤ W ≤ 6,0%;
- следовые количества ≤ Zr ≤ 4,0%;
- следовые количества ≤ Y ≤ 4%;
- следовые количества ≤ Ca ≤ 0,1%;
- следовые количества ≤ Mg ≤ 0,8%;
- следовые количества ≤ Nb ≤ 4,0%, предпочтительно Nb ≤ 2,0%;
- следовые количества ≤ V ≤ 4,0%;
- следовые количества ≤ Ta ≤ 4,0%;
- следовые количества ≤ Y ≤ 4,0%;
- предпочтительно следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 14,0%, лучше следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%, еще лучше 0,14% ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%;
- предпочтительно Al + Cr ≥ 0,1%, лучше ≥ 0,17%;
при этом остальное представляет собой железо и производственные примеси;
и тем, что совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 800 мм2 не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 10 мкм, предпочтительно не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 8 мкм.
Они могут быть подвергнуты, по меньшей мере, одной термообработке после холодной прокатки.
Упомянутые горяче- или холоднокатаные и необязательно подвергнутые термообработке лист или полоса могут характеризоваться сопротивлением растяжению, составляющим 2030 МПа и более, смещенным пределом текучести, составляющим 2000 МПа и более, и равномерным относительным удлинением, составляющим 1% и более. С другой стороны, двухфазные сорта могут потребовать подстраивания термообработок и могут продемонстрировать худшие механические свойства после проведения некоторых термических циклов; однако, данные сорта сохраняют улучшенные эксплуатационные характеристики в условиях воздействия динамического напряжения во время использования (в результате деформационного упрочнения и фазового изменения) в сочетании с армируемым азотированием.
Один дополнительный предмет изобретения представляет собой стальной продукт, характеризующийся тем, что его производят из горяче- или холоднокатаных листа или полосы, относящихся к предшествующему типу, необязательно подвергнутых формовке, и тем, что он был подвергнут обработке поверхности для улучшения сопротивления воздействию динамических напряжений, которые могли бы привести к инициированию образования трещин на поверхности.
Упомянутая обработка поверхности может быть выбрана из числа науглероживания, газового азотирования, ионного азотирования, карбонитридирования, дробеструйной нагартовки.
Один дополнительный предмет изобретения представляет собой турбинный вал или горячедеформированную деталь коробки передач, характеризующиеся тем, что упомянутый вал или упомянутая деталь включают, по меньшей мере, один элемент, сформованный из горячедеформированного продукта, относящегося к предшествующему типу.
Один дополнительный предмет изобретения представляет собой приводной ремень коробки передач, характеризующийся тем, что он включает, по меньшей мере, один элемент, произведенный из холоднокатаных листа или полосы, относящихся к предшествующему типу, или из продукта, произведенного из упомянутых листа или полосы.
Это может быть приводной ремень коробки передач, относящейся к типу передачи CVT, для автотранспортного средства.
Один дополнительный предмет изобретения представляет собой стальной продукт, который был подвергнут горячему деформированию и необязательно термообработке, относящийся к предшествующему типу, или холоднокатаные лист или полоса, необязательно подвергнутые термообработке, относящиеся к предшествующему типу, характеризующиеся тем, что размер зерна для продукта или листа или полосы соответствует 5 ASTM и менее, предпочтительно ASTM 10 и менее.
Как это должно быть понятно, для получения целевых экономий в сопоставлении с тем, что имеет место на предшествующем уровне техники, изобретение уменьшает обязательные или предпочтительные максимальные уровни содержания некоторых элементов, таких как Со и даже Мо, по отношению к предшествующим рекомендациям и компенсирует данное уменьшение благодаря обязательному присутствию определенных уровней содержания упрочняющих элементов, относящихся к типу Cu, Nb, Mn, Si, Al, Ta, V, W и другим типам, которые обычно не используются систематически. Данные сорта делают возможным получение большей частью мартенситных структур, которые являются типичными для мартенситно-стареющих сталей, или также смешанных аустенитно-ферритных структур. Изобретение представляет собой компромисс между стоимостью материала и механическими эксплуатационными характеристиками, которые становятся возможными благодаря механическим эксплуатационным характеристикам, обусловленным составом стали и использующимися термомеханическими или термическими обработками, в сочетании с контролируемо регулируемой совокупностью неметаллических включений (по существу оксидов, сульфидов, нитридов), удовлетворяющий конкретным критериям в отношении количества, распределения, распределения по размерам и состава.
Совокупность может быть получена после тщательного получения жидкого металла при использовании комбинации из различных производственных технологических процессов и условий, контролируемо регулируемых операторами. В частности, целесообразным является использование новых или практически не разлагающихся жаростойких футеровок для емкостей, таких как плавильная печь и ковши для обработки жидкого металла, и для цели предотвращения повторного окисления и повторного азотирования во избежание контактов между жидким металлом и атмосферой в результате использования вакуумных обработок и защитных нейтральных газов (аргона) в условиях воздействия или возможного воздействия на металл воздуха. Перемешивание жидкого металла в производственных емкостях, в которых его проводят, также должно контролируемо регулироваться (при использовании электромагнитных средств или в результате нагнетания, в частности, нейтрального газа) таким образом, чтобы ускорить декантирование включений, однако, без улавливания получающихся в результате окисленных или других примесей вследствие, в частности, эрозии жаростойких футеровок или улавливания примесей, отделенных от шлака, покрывающего жидкий металл. Данные меры предосторожности сами по себе специалистам в соответствующей области техники известны, но важно то, что они должны быть использованы в изобретении лучше, чем на известном предшествующем уровне техники во избежание пересечения порога приемлемости для оксидных, нитридных или сульфидных включений в конечном продукте таким образом, как это определяется в изобретении.
Стали изобретения, в частности, при демонстрации ими высокого уровня содержания Cr или Мn или в еще большей степени высокого уровня содержания Cr и Mn, как это оказалось, в особенности хорошо приспосабливаются к последующему получению азотированного слоя, характеризующегося механическим поведением (низкой способностью пластической деформации), которое придает важные преимущества, в частности, при предпочтительном использовании данных сталей для производства элементов приводных ремней коробок передач, относящихся к типу передачи CVT. С данной точки зрения также благоприятными являются Cu и Nb.
Изобретение будет лучше понято после прочтения следующего далее описания изобретения, приведенного при обращении к следующим далее прилагающимся фигурам:
на фигуре 1 иллюстрируются упрочняющие выделения, полученные в отношении Образца изобретения 15 после газового азотирования и характеризуемые при использовании просвечивающей электронной микроскопии тонких срезов;
на фигуре 2 иллюстрируются результаты получения характеристик азотированных слоев в результате измерения уровней микротвердости поверхности, проводимого в отношении контрольных образцов и образцов стали, соответствующих изобретению;
на фигуре 3 иллюстрируются результаты получения характеристик азотированных слоев в результате измерения остаточных поверхностных напряжений, проводимого в отношении контрольных образцов и образцов стали изобретения;
на фигуре 4 иллюстрируется упругое поведение азотированного слоя на глубинах вдавливания и остаточных глубинах при проведении испытаний на царапание в отношении двух образцов изобретения в азотированном состоянии;
на фигуре 5 иллюстрируются изменения акустической эмиссии при проведении испытаний на царапание в условиях воздействия увеличивающихся нагрузок в отношении тех же самых образцов, что и образцы на фигуре 4;
на фигуре 6 иллюстрируется упругое поведение при проведении испытаний на царапание в отношении четырех образцов изобретения и одного контрольного образца, во всех случаях в азотированном состоянии.
Основанием для образования состава стали (при выражении в массовых процентах) являются следующие далее соображения.
Уровень содержания Ni находится в диапазоне от 10,0 до 24,5%, предпочтительно от 12,0 до 24,5%. Именно в данных условиях:
- во-первых, в результате проведения обычных термообработок получают в значительной степени мартенситную структуру, то есть, представляющую, по меньшей мере, 30%, лучше, по меньшей мере, 50%, на поверхности структуры, как это видно на микрофотографии; уровень содержания Ni, составляющий более, чем 24,5%, в сочетании с требуемыми уровнями содержания других элементов не обеспечивал бы получения упомянутой структуры вне зависимости от использующихся термообработок;
- во-вторых, после дисперсионного упрочнения получают в особенности благоприятные свойства в виде пластичности, расширения объема, предела текучести, сопротивления разрыву К1С для предусматриваемых областей применения; для получения таких свойств адаптируют минимальный уровень содержания Ni в 10,0% в сочетании с определенными долями Со, Мо и других металлических элементов; для удовлетворительного получения данного эффекта дополнительно предпочтительным является минимальный уровень содержания Ni в 12,0%.
Уровень содержания Мо находится в диапазоне от 1,0 до 12,0%. Данный элемент делает возможным структурное упрочнение в результате получения после старения Fe2Mo, MoNi3 и других интерметаллических соединений, которые являются мелкими и диспергированными. В целях получения как значительного эффекта от Мо, так и интерметаллических соединений, имеющих оптимальный размер для обеспечения однородности механических свойств, уровень содержания Мо оптимально находится в диапазоне от 2,5 до 7,0%. Верхнее предельное значение для Мо определяется желанием сохранять большей частью мартенситные структуры, способные претерпевать упрочнение старением.
Вследствие дороговизны данного элемента преимуществом является недобавление какого-либо избыточного его количества, поскольку его воздействие на структурное упрочнение может быть отчасти обеспечено другими более экономичными элементами.
Мо также играет роль в строении и свойствах азотированных слоев, которые включают мелкие, диспергированные выделения, относящиеся к различным типам, в зависимости от условий азотирования, (выделения, относящиеся к типу Mo2N, FexMoyNz ...).
Уровень содержания Со находится в диапазоне от 1,0 до 18,0%. Данный элемент стабилизирует мартенситную структуру, увеличивает температуру солидуса и опосредованным образом принимает участие в упрочнении в результате промотирования выделения интерметаллических соединений. При использующихся долях Со, составляющих более, чем 18,0%, добавление станет дорогостоящим (высокая цена Со), а свойства стали могут быть значительно модифицированы в случае одновременного сохранения уровней содержания других элементов в диапазоне предельных значений изобретения. Предпочтительно уровень содержания Со находится в диапазоне от 4,0 до 18,0%, лучше от 7,0% до 16,0%, еще лучше от 8,0% до 15,0%.
В случае наличия контролируемо регулируемых уровней содержания Со и Мо, которые могут быть относительно умеренными в сопоставлении с обычными количествами, их действие должно быть дополнено в результате добавления одного или нескольких упрочняющих элементов в виде Si, Mn, Cu, W, V, Nb, Zr, C, Al, B, Y, Ta, Cr, Ti, N в диапазоне предельных значений, указанных в других местах в настоящем документе. Именно по одному из данных вариантов, соответствующих изобретению, может быть уменьшена стоимость стали при одновременном сохранении свойств высокого уровня вследствие структурного упрочнения, в частности, в случае выбора данных замещающих упрочняющих элементов из числа их наименее дорогостоящих представителей. В данном случае имеет место тот же самый вопрос, что и упомянутый выше в отношении Мо.
Следствие данного требования в отношении необходимости присутствия достаточных количеств Со заключается в том, что сумма количеств упрочняющих элементов Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Ta + Cr + C + Al + B + Y + Ti + N находится в диапазоне от 14,0 до 29,0%, предпочтительно от 15,0 до 27,0%, лучше от 17,0 до 26,0%. Это предполагает то, что вследствие уровня содержания Со, составляющего, по меньшей мере, 1%, предпочтительно, по меньшей мере, 4%, зачастую необходимо проводить добавление, по меньшей мере, одного элемента, выбираемого из числа Si, Mn, Cu, W, V, Nb, Zr, Ta, Cr, C, Al, Y и В (в диапазоне предельных значений, предписанных в других местах в настоящем документе), принимая во внимание то, что количество Мо никогда не составляет более, чем 12% (по экономическим причинам, сопоставимым с тем, что приводит к ограничению уровня содержания Со), а предпочтительно не более, чем 7,0%.
Нижнее предельное значение 14,0% для данной суммы обосновывается получением достаточного эффекта упрочнения. При превышении 29,0% магнитные свойства и условия использования материала становятся значительно модифицированными. Предпочтительно нижнее предельное значение составляет 15,0%, лучше 17,0%, в целях получения общепринятых значений для наиболее критических предусматриваемых областей применения при одновременном сохранении экономичного сорта.
Уровни содержания Ni, Co, Mo также зависят друг от друга в том смысле, что:
- Ni улучшает пластичность (в частности, при низких температурах) и обеспечивает возможность контролируемого регулирования расширения объема и модуля упругости; он также оказывает воздействие на вязкость и соотношение Re/Rm; его уровни содержания заключены в пределы: с нижним предельным значением в целях получения выгоды от упомянутых благоприятных свойств (в общем случае начиная с 5% включительно для сплавов) и верхним предельным значением в целях обеспечения отсутствия препятствий для мартенситного превращения вследствие его природы, образующей гамма-фазу; в данной связи также необходимо принимать во внимание и воздействия Со и Мо;
- Мо добавляют в целях структурного упрочнения в результате выделения интерметаллических соединений; и в целях получения характеристик разрушения мартенситно-стареющих сортов желательной является стареющая мартенситная структура; Мо принимает участие в данном упрочнении, как это упоминалось в выше, (начиная с 1% включительно) и может играть роль в структурном упрочнении совместно с предложенными добавленными элементами (такими как, например, Nb); Мо также играет роль в азотировании поверхностей в результате наличия у него сродства к азоту (начиная с малого числа% включительно); в заключение, он сталкивается только с предельными значениями при образовании разупрочняющих фаз (фаз Лавеса, σ, μ, θ, δ...), что, возможно, ассоциируется с локальными ликвациями, при этом его верхнее предельное значение составляет 12%.
В заключение, в том, что касается образования стареющей мартенситной структуры, то элементы Со и Мо действуют совместно в отношении выделения упрочняющих фаз, но раздельно в отношении стабилизации ферритных структур. В целях унификации данных тенденций предлагается формула для предпочтительного гарантирования получения температуры Ms, большей, чем температура окружающей среды:
21,5% ≤ Ni + Со + Мо ≤ 47,5%, предпочтительно 25,0% ≤ Ni + Co + Mo ≤ 40,0%.
Уровень содержания Al находится в диапазоне от следовых количеств до 4,0%, предпочтительно от следовых количеств до 2,0%. Добавление Al не является обязательным, но он относится к тем элементам, которые могут быть использованы для компенсирования низких уровней содержания Со, принимая во внимание механические эксплуатационные характеристики. Его присутствие может быть уменьшено до уровня содержания остаточного элемента, получающегося в результате от количества, которое может оказаться необходимым добавлять для первоначального раскисления жидкого металла во время производства, или от преднамеренного добавления Al, которое может быть сделано в целях получения конкретных свойств. При умеренной стоимости он увеличивает эластичность и может играть роль в структурном упрочнении. Также он ограничивает окисление при получении жидкого металла и деформирование затвердевшего металла. Но в целях недопущения ухудшения сопротивления усталости и вязкости при горячей переработке (типов алюминийсодержащих нитридов и оксидов) необходимо избегать образования включений, имеющих значительный размер. В результате ограничения присутствия Al данным предпочтительным уровнем содержания, составляющим менее, чем 2,0%, данный риск может быть ограничен. Как бы то ни было, значительное присутствие Al должно иметь место одновременно с тщательно подобранными условиями получения, что позволяет избегать существенного повторного окисления жидкого металла и улучшать декантирование и захват в шлаке любых кластеров включений оксида алюминия, которые могут представлять собой результат раскисления и повторного окисления.
Подобно Ti алюминий промотирует азотирование, но не обеспечивает легкого контролируемого регулирования образовавшихся фаз. Поэтому выделения, имеющие неконтролируемый размер, могут образовываться на различных стадиях производства жидкой стали и горячего деформирования затвердевшего полуфабриката, и они могут оказывать радикальное воздействие на усталостные свойства.
Поэтому уровень содержания Ti находится в диапазоне от следовых количеств до 0,1%. В результате избегания значительного присутствия Ti (чего требуют другие мартенситно-стареющие стали в противоположность соответствующим сталям изобретения) стремятся предотвращать образование нитридов Ti во время затвердевания жидкого металла, которые ухудшают сопротивление усталости конечного продукта. В изобретении желательное структурное упрочнение получают при использовании других средств.
Уровень содержания N, который составляет, самое большее, 0,010%, может неизбежно повлечь за собой его выдерживание на низком значении в присутствии азотируемых добавляемых элементов (типа Al, Ti) для предотвращения образования нитридов в жидкой фазе в той мере, насколько это будет возможным. При исключении данных случае или в случае возможности непременного удаления наиболее вредных нитридов в результате декантирования во время получения и отливки допустимый уровень содержания N, составляющий не более, чем 0,010%, зачастую будут просто пассивно получать при использовании качества материалов исходного сырья, производственной переработки и отливки жидкого металла.
Уровень содержания Si находится в диапазоне от следовых количеств до 4,0%. Он может быть использован для раскисления жидкого металла во время их получения, и он принадлежит к тем элементам, которые могут быть использованы для компенсации относительно низких уровней содержания Со. Присутствие Si также может вносить свой вклад даже и в присутствии Al к улавливанию части растворенного кислорода, который поэтому будет менее доступным для образования вредных крупных кластеров оксида алюминия. Однако, в конечной затвердевшей стали необходимо избегать образования крупных Si-содержащих оксидов, таким образом, предпочтительное верхнее предельное значение составляет 2,0%. Si увеличивает растворимость определенных элементов и, таким образом, гомогенизирует структуру. В заключение, он улучшает предел текучести. Данный относительно высокий максимальный уровень содержания Si является приемлемым до тех пор, пока во время производства и отливки будут предприниматься необходимые меры предосторожности для получения совокупности включений, подтверждающей изобретение.
Уровень содержания Mn находится в диапазоне от следовых количеств до 13,0%, предпочтительно от следовых количеств до 4,0%, лучше от 0,14% до 4,0%. Mn улучшает азотирование, поскольку он увеличивает растворимость азота в твердой фазе. Он также захватывает свободную серу и, тем самым, ограничивает разупрочнение при проведении горячего деформирования. В дополнение к этому, Mn представляет собой эффективный раскислитель и в данном отношении может действовать синергетически c Si, и улавливание части растворенного кислорода при использовании Mn так же, как и при использовании Si, а также Cr (смотрите дальше), делает возможным распределение растворенного кислорода между различными элементами, отличными от Al, и, тем самым, ограничивает риск образования крупных кластеров включений оксида алюминия. Однако, его уровень содержания предпочтительно ограничивают значением в 4,0% в целях предотвращения образования фаз, вредных для механических свойств, и предотвращения радикального увеличения доли аустенита. Mn промотирует стабилизацию двухфазных ферритно-аустенитных сортов (содержащих менее, чем 70% мартенсита), обладающих подстраиваемыми свойствами. В данном контексте подстраивание их долей должно быть тонко настроено, что должно быть сделано и для условий проведения термообработки и механического деформирования, в целях получения точного контролируемого регулирования получающихся в результате фазовых изменений и свойств. Уровень содержания, превышающий 13,0%, демонстрирует наличие риска, приводящего к образованию включений или фаз, характеризующихся высоким уровнем содержания Mn, крупным размером и большими долями аустенита, что может вызвать ухудшение механических свойств.
Предпочтительным для начала получения значительной выгоды от описанных выше преимуществ от Mn может оказаться минимум в 0,14%.
Предпочтительно и независимо от предпочтительных условий, представленных индивидуально для Si и Mn, сумма Si + Mn составляет собой, по меньшей мере, 0,13%. При наличии данного предпочтения, во-первых, обеспечивается то, что имеет место значительное количество, по меньшей мере, одного раскисляющего элемента, отличного от Al, который может присутствовать, при этом данный другой раскислитель (подобный Cr) вносит свой вклад в ограничение количества О, захваченного при использовании Al, при наличии риска образования крупных кластеров оксида алюминия; во-вторых, Si и Mn относятся к упрочняющим элементам, которые предпочтительно добавляют в соответствии с изобретением для частичного замещения Со и Мо, и, поскольку они являются малоценными и не обнаруживают присутствия каких-либо вредных вторичных воздействий в пределах указанных диапазонов, они оба (даже в большей мере при их совместном использовании) являются средством, представляющим большой экономический интерес при достижении целевого структурного упрочнения.
Уровень содержания С находится в диапазоне от следовых количеств до 0,03%. Для сортов изобретения, в которые добавляли элементы, образующие карбид, такие как Nb, в отсутствие добавления хрома предпочтительными могут оказаться уровни содержания углерода, составляющие 0,007% и менее. Данным образом образуется мягкий мартенсит, поскольку углеродистый мартенсит является хрупким и не обеспечивает возможности образования, необходимого для продукта. Поскольку некоторые из данных упрочняющих элементов, замещающих Со, имеют тенденцию к промотированию выделения карбидов, также желательным является предотвращение образования крупных карбидов, которые бы ухудшили механические свойства. Поэтому требуемым или предпочтительным является контролируемо регулируемый уровень содержания С в диапазоне указанных предельных значений.
Уровень содержания S находится в диапазоне от следовых количеств до 0,0020%, предпочтительно от следовых количеств до 0,0010%, в целях избегания образования сульфидов, которые бы ухудшили сопротивление усталости в случае их содержания в большом количестве и при крупном размере. В дополнение к этому, S ослабляет границы зерен в результате ликвации на них, таким образом, возможным является образование трещин в условиях воздействия на сталь напряжений. Поэтому необходимо избегать присутствия S в растворенном состоянии в результате тщательного выбора материалов исходного сырья и/или проведения глубокой десульфурации жидкого металла. Точный допустимый максимальный уровень содержания необходимо подстраивать в соответствии с целевыми областями применения по варианту, самому по себе известному, (в диапазоне предельного значения, составляющего 0,0020%, самое большее, в соответствии с представленным выше указанием изобретения).
Уровень содержания Р находится в диапазоне от следовых количеств до 0,005%, предпочтительно менее, в целях ограничения возможности его ликвации на границах зерен, подобно S.
В может присутствовать в следовых количествах, но предпочтительным может оказаться его преднамеренное добавление вплоть до 0,01%. Данный элемент промотирует измельчение структур и уменьшает размер зерна. Он является полезным для механических свойств, но его нельзя добавлять в чрезмерно большом количестве для предотвращения потери пластичности.
Уровень содержания Н ограничивают значением в 5 ч./млн. в целях избегания возникновения проблем с водородным разупрочнением. Проведение одной или нескольких обработок в вакууме при получении жидкого металла и избегание последующего загрязнения жидкого металла влагой окружающей среды, шлаком или любыми добавленными материалами в общем случае делают возможным тщательное отслеживание данного уровня.
Допустимый уровень содержания О будет зависеть, строго говоря, от областей применения, предусматриваемых для конечного продукта, как и в случае допустимых уровней содержания S, B, N и других остаточных элементов, возможно, образующих выделения. Максимальный уровень содержания задают равным 0,030% (300 ч./млн.), что представляет собой результат осуществления способов, обычно использующихся для получения жидкого металла. Цель заключается в том, чтобы избегать в конечном продукте присутствия оксидов, для которых состав, распределение и размер не могли бы контролируемо регулироваться. Для данной цели добавление Al или другого окисляемого элемента в диапазоне предельных значений, определенных в настоящем документе, вносит свой вклад в получение низкого уровня содержания О (например, 16 ч./млн. и менее) и позволяет избегать присутствия крупных оксидов при том условии, что качество производства хорошо контролируемо регулируется при избегании повторного окисления жидкого металла, насколько это будет возможным при использовании атмосферы и жаростойких материалов.
Уровень содержания Cr находится в диапазоне от следовых количеств до 5,0%, предпочтительно от 0,01% до 5,0%, лучше от 0,1% до 5,0%. Поэтому его присутствие не является абсолютно обязательным, но оно позволяет добиться преимущества, заключающегося в увеличении сопротивления окислению, улучшении механических свойств и способствовании азотированию. C другой стороны, Cr подобно Mn представляет собой элемент, образующий гамма-фазу, который расширяет область температурной стабильности аустенита в результате разнесения температур превращения As/Af, Ms/Mf. Верхнее предельное значение в 5% обосновывается желанием избежать радикального акцентирования данного эффекта.
Cr также оказывает благоприятное воздействие на свойства азотированного слоя, который может быть образован на продукте, полученном из стали изобретения: он уменьшает предрасположенность данного слоя к образованию трещин. Данный эффект возрастает в присутствии значительного количества Mn.
Предпочтительно сумма Al + Cr составляет, по меньшей мере, 0,1%, лучше, по меньшей мере, 0,17%, таким образом, что кислород, образующий оксид, будет способен распределяться между Al и Cr, что, тем самым, ограничивает риск образования крупных включений.
Уровень содержания Cu находится в диапазоне от следовых количеств до 4%. Она относится к тем элементам, которые могут быть добавлены преднамеренно, а не только пассивно допущены в качестве примеси для компенсирования низких уровней содержания Со. Ее добавление в случае проведения такового должно быть ограниченным, поскольку Cu образует гамма-фазу и уменьшает мартенситное старение. В случае добавления контролируемо регулируемыми долями Cu играет роль в упрочнении (совместно с Мо) и улучшает сопротивление окислению.
Уровень содержания W находится в диапазоне от следовых количеств до 6,0%. Поэтому он не является обязательным и главным образом может быть добавлен при желательности предписания низкого уровня содержания Со или даже Мо, как это было видно выше, таким образом, он вносит свой вклад в структурное упрочнение.
Уровень содержания Zr находится в диапазоне от следовых количеств до 4,0%. Желательным может оказаться добавление данного элемента в целях обеспечения возможности внесения его вклада в раскисление, а также в образование мелких нитридов, для того чтобы N не образовывал бы нитридов, которые являются чрезмерно крупными в случае присутствия элементов, вероятно, приводящих к образованию этого, (Al, в частности, вследствие массированного присутствия Ti во всех случаях необходимо избегать) в очень существенных количествах. Zr также включается в упрочняющие элементы, которые могут выступать в роли заместителей Мо и Со.
Са и Mg могут быть обнаружены в металле в форме оксидов или сульфидов вследствие износа жаростойких материалов и продуктов сталелитейного производства. Также может оказаться желательным и преднамеренное добавление данных элементов в целях внесения ими своего вклада в раскисление и контролируемое регулирование состава окисленных включений, что, тем самым, определяет их предрасположенность, в частности, в связи с Al и Si к образованию оксидов, которые будут способны коалесцироваться и декантироваться легче, чем включения чистого оксида алюминия, и придает тягучесть любым включениям, которые все еще могут существовать на стадиях формовки, уменьшая их вредоносность. Конечный уровень содержания должен быть ограничен значением 0,1% для Са и 0,8% для Mg в целях предотвращения образования оксидов, размер и распределение которых не могли бы контролируемо регулироваться.
Y, Nb, Ta и V могут быть добавлены в количестве, доходящем вплоть до 4,0% для каждого из них. Они относятся к упрочняющим элементам, которые могут быть использованы для компенсирования низких уровней содержания Со и Мо.
В дополнение к этому, Та и Y способствуют образованию оксидов, имеющих маленький размер, а Nb и V промотируют образование маленьких карбидов. Поэтому данные элементы способствуют достижению характеристик изобретения в отношении контролируемого регулирования размера включений. Nb также оказывает благоприятное воздействие на упругое восстановление формы азотированных слоев (в условиях воздействия низких нагрузок).
В заключение, предпочтительно следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 14,0%, лучше следовые количества ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%, еще лучше 0,14% ≤ Al + Si + Cu + Nb + Mn + V + Ta + Cr + W + C + B + Y + Zr + Ti + N ≤ 8,0%. В результате ограничения значения суммы данных уровней содержания стремятся не преувеличивать упрочняющее воздействие, которое могло бы иметь замещение Со и Мо данными элементами, и их вторичное воздействие на другие свойства стали. Минимальное значение, составляющее, по меньшей мере, 0,14% для данной суммы, соответствует количеству, требуемому при наличии преднамеренного желания заместить Со и Мо, по меньшей мере, одним из данных упрочняющих элементов.
Необходимо понимать то, что уровни содержания, квалифицированные как «предпочтительные» для некоторых элементов или для сумм уровней содержания некоторых элементов, не зависят друг от друга. Без отклонения от изобретения возможными являются обращение внимания на одно или несколько из упомянутых предпочтительных условий и не обращение внимания на другие.
В числе данных предпочтительных условий наилучшими из рекомендованных условий являются условия, касающиеся суммы Al + Cr ≥ 0,17% и Si + Mn ≥ 0,13%. Обращение внимания на, по меньшей мере, одно из данных двух условий оказывается в особенности выгодным для оптимизирования желательных результатов применительно к контролируемому регулированию включений, механических свойств, а также возможности азотирования в сочетании с хорошим поведением азотированного слоя при использовании конечного продукта.
Неупомянутые элементы присутствуют, самое большее, только в состоянии производственных примесей и не являются преднамеренно добавленными.
Что касается совокупности включений, то тщательно отслеживаемый критерий, соответствующий изобретению, заключается в том, что данная совокупность включений - согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 в случае стали в виде горячедеформированных детали или листа и с размером в 800 мм2 в случае стали в виде холоднокатаного листа - не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более, чем 10 мкм, предпочтительно не содержит включений, имеющих размер, составляющий более, чем 8 мкм.
Что касается горячедеформированных детали или листа, то данная совокупность оптимально не содержит более, чем два, а предпочтительно не более, чем 1,5, неметаллических включения, имеющих эквивалентный диаметр, составляющий более, чем 1,5 мкм при расчете на мм2 горячедеформированной стали, при этом наблюдение проводят при использовании анализа изображений в методе СЭМ, покрывающего, по меньшей мере, 200 мм2 и осуществляемого, например, на отполированной поверхности с размером в 650 мм2.
Рассматриваемые неметаллические включения представляют собой оксиды, сульфиды и нитриды. Совокупность оксидов главным образом контролируемо регулируют в результате выбора способов производства (сильное раскисление жидкого металла, после чего предпринимаются меры предосторожности для удаления крупных включений, насколько это будет возможным, в частности, при использовании способов переплавки электрода, первоначально отлитого из жидкого металла). Совокупность сульфидов контролируемо выдерживают в результате предписания очень низких уровней содержания S, что требует тщательного выбора материалов исходного сырья и/или десульфурации жидкого металла. Совокупность нитридов контролируемо выдерживают в результате предписания низких или очень низких уровней содержания N, например, благодаря использованию пониженных давлений во время получения жидкого металла и переплавки электрода и ограничению уровня содержания Ti в металле.
Стали изобретения получают, например, при использовании следующих далее маршрутов, но без ограничения только этим.
Сталь, полученную, прежде всего, в жидком состоянии в дуговой печи и необязательно также в ковше, целях подстраивания существенных составных частей ее состава после этого отливают в виде электродов для переплавки. Данные электроды:
- либо переплавляют один раз в вакууме (технологический процесс VIM: вакуумно-индукционная плавка или технологический процесс VAR: вакуумно-дуговая переплавка, сами по себе известные) или переплавка в электропроводящем шлаке (технологический процесс ESR, сам по себе известный) в целях получения после отливки и затвердевания жидкой стали слитков, чушек или слябов;
- либо переплавляют несколько раз в вакууме (технологический процесс VAR: вакуумно-дуговая переплавка) или в результате переплавки в электропроводящем шлаке (ESR) в целях получения после отливки и затвердевания слитков или слябов.
Поэтому после получения и отливки в виде электрода осуществляют либо одну переплавку электрода, либо несколько переплавок электрода, например, VAR + VAR или ESR + VAR. Данные переплавки делают возможной очистку металла и улучшают качество затвердевания в результате уменьшения ликваций и измельчения структуры затвердевания. В частности, переплавка ESR делает возможным эффективное уменьшение уровня содержания серы, а переплавка VAR делает возможным эффективное уменьшение уровней содержания азота.
После этого слитки или слябы подвергают горячей прокатке после нагревания до температуры в диапазоне от 1050°С до 1300°С, обычно в области 1200°С, для получения горячекатаных листа или полосы, имеющих толщину в несколько миллиметров, например, толщину в диапазоне приблизительно от 1,5 мм до 5 мм. Для сортов, содержащих элементы, образующие гамма-фазу, при уровнях содержания, составляющих, например, более, чем 10%, надлежащим может оказаться контролируемое регулирование охлаждения листа для промотирования образования мартенсита и предотвращения непрерывного существования того количества аустенита, которое могло бы оказаться чрезмерно высоким. Это в особенности имеет место для листов, содержащих Mn. В результате проведения экспериментов специалисты в соответствующей области техники будут способны определить то, могло ли при желательности получения конкретного случая стали при использовании доступного инструментального оснащения оказаться полезным упомянутое контролируемо регулируемое охлаждение.
Горячекатаные продукты, имеющие данную толщину, в определенных случаях могут быть использованы либо горячекатаными, либо они могут быть горячеформованными, либо используемыми в состоянии контролируемо регулируемой рекристаллизации. Рекристаллизация может уже происходить для полосы в достаточной степени после горячей прокатки и наматывания на барабан, что равносильно истинной термообработке, но в случае ее недостаточности для получения желательных микроструктуры и/или механических свойств впоследствии может быть проведен рекристаллизационный отжиг в целях подстраивания данной структуры. В данном последнем случае специалисты в соответствующей области техники способны подстраивать параметры рекристаллизационного отжига (температуру, время ...) в целях подстраивания микроструктуры (в частности, размера зерна) и желательных механических свойств.
Обычно после горячей прокатки и необязательной рекристаллизации (смотрите другие типы термообработок) целевые значения твердости по Виккерсу соответствуют 285 Hv10 и более. Это предполагает сопротивление растяжению, составляющее 950 МПа и более, и равномерное относительное удлинение, составляющее 5% и более.
Твердость оценивают по поперечному сечению горячего листа. Целевые структуры для горячекатаных протравленных продуктов являются мелкими структурами, предпочтительно характеризующимися числом размера аустенитного зерна, соответствующим 10 и более в соответствии со стандартом ASTM E112, для чего необходимо напомнить о том, что величина, представляющая размер зерна, является большей для более мелкого размера зерна).
Также возможным является и то, что данная горячекатаная полоса, необязательно подвергнутая термообработке, не будет предназначена для непосредственного использования, и затем необходимо будет уменьшить ее толщину в результате проведения холодной формовки для предусматриваемых областей применения. В данном случае их подвергают травлению, а после этого холодной прокатке при наличии одной или нескольких операций промежуточного отжига между различными проходами холодной прокатки и необязательно после операций одного или конечного отжига для старения, рекристаллизации или других типов термообработок или надлежащих обработок поверхности в зависимости от целевой области применения (что будет подробно разъяснено впоследствии) в целях получения холоднокатаной полосы, имеющей толщину, составляющую менее, чем 2 мм, предпочтительно 1 мм и менее, например, имеющей толщину в 0,4 мм или 0,2 мм.
Обработку для рекристаллизации холоднокатаной полосы предпочтительно проводят при толщине, такой чтобы холоднокатаная полоса во время данной обработки характеризовалась бы степенью деформационного упрочнения, составляющей более, чем 30%, лучше более, чем 40%. Она придает полосе размер зерна, который предпочтительно соответствует ASTM 10 (средний диаметр зерна, составляющий менее, чем 10 мкм) и менее (в соответствии со стандартом ASTM E112).
Обработку для отжига, предназначенную для получения мелкого зерна и/или релаксации напряжений и/или нормализации металла, проводят в защитной атмосфере в результате подстраивания подходящим для использования образом параметров температуры и времени. Данные параметры зависят от конкретных условий проведения термообработки, и специалисты в соответствующей области техники способны определить данные параметры для каждого конкретного случая.
Предпочтительные требования в отношении размера зерна для холоднокатаных продуктов, необязательно подвергнутых термообработке, также предпочтительно являются действительными и для продуктов, предназначенных для использования в горячекатаном состоянии, необязательно после проведения термообработки.
В целях улучшения плоскостности полосы и по мере надобности улучшения мартенситного превращения полоса также может быть подвергнута конечной прокатке в валках дрессировочной клети при степени обжатия в диапазоне от 1 до 20%.
Обычно обработки для упрочнения (состаривания) холоднокатаной полосы предпочтительно проводят при толщине, такой чтобы холоднокатаная полоса во время данной обработки характеризовалась бы степенью деформационного упрочнения, составляющей более, чем 30%, лучше более, чем 40%.
После этого деталь может быть вырезана из полосы и сформована, например, в результате отбортовки кромок, сварки ... и обработки для упрочнения, проводимой в отношении нее, при которой ее выдерживают при температуре в диапазоне от 400 до 600°С в течение периода времени в диапазоне от 30 минут до 5 часов (предпочтительно в диапазоне 420-550°С в течение периода времени в диапазоне от 30 минут до 2 часов, например, при 420°С в течение периода времени в 30 минут или при 480°С в течение периода времени в 2 часа).
Горячекатаные продукты также способны подвергаться обработке для упрочнения, типичной для мартенситно-стареющих сталей, при получении выгод, обычно ожидаемых от упомянутой обработки в отношении их механических свойств.
Продукты, произведенные из, по меньшей мере, 70%-ных мартенситных сортов, холоднокатаные и необязательно подвергнутые термообработке в соответствии с изобретением, могут обеспечивать достижение значений сопротивления растяжению Rm, составляющих, по меньшей мере, 2030 МПа, смещенным пределом текучести Rp0.2, составляющим, по меньшей мере, 2000 МПа, и относительным удлинением Ar(5.65), составляющим, по меньшей мере, 1%. С другой стороны, продукты, произведенные из двухфазных ферритно-аустенитных сортов, обладают худшими механическими свойствами после определенных термических циклов, но сохраняют улучшенные эксплуатационные характеристики во время воздействия динамического напряжения при использовании (деформационного упрочнения, армируемых фазового изменения и азотирования).
Получение данных характеристик оптимально может быть достигнуто в отношении горячекатаных продуктов, подвергнутых надлежащей термообработке.
Продукты после этого могут быть подвергнуты поверхностному упрочнению (в результате азотирования, науглероживания, карбонитридирования, дробеструйной нагартовки ...) для улучшения их усталостных эксплуатационных характеристик. Твердость поверхности HV0.1 обычно может составлять, по меньшей мере, 950 в отсутствие необходимых технологических процессов и условий азотирования, отличных от рабочих технологических процессов и условий, известных для специалистов в соответствующей области техники.
Эксперименты проводили в отношении образцов стали, согласующихся с изобретением, (обозначаемых как Образец изобретения) и контрольных образцов (обозначаемых как Контрольный образец), составы которых обобщенно представлены в таблице 1 при выражении в % (масс.). Остальное представляет собой железо и производственные примеси, не имеющие какого-либо значения для рассматриваемых свойств. Знак «-» обозначает содержание элемента в образце только в следовых количествах или в очень маленьких количествах и отсутствие у них каких-либо металлургических эффектов.
Таблица 1: Составы образцов, подвергнутых испытанию
Получение сталей изобретения и контрольных сталей, из которых отбирали образцы для таблицы 1, проводили в соответствии со следующей далее схемой для получения полосы, имеющей толщину 0,4 мм.
Образцы изобретения получали в лаборатории в исследовательской вакуумной индукционной печи в виде отлитых заготовок для испытаний, весящих несколько кг (от 5 до 50 кг), за исключением образцов Образец изобретения 13, Образец изобретения 18, Образец изобретения 19, Образец изобретения 24, Образец изобретения 54, Образец изобретения 55, Образец изобретения 60 и Образец изобретения 61, которые получали при использовании промышленных устройств (несколько тонн) сначала в результате плавления в дуговой печи, а впоследствии в результате осуществления технологических процессов VIM и переплавки VAR.
Образцы Контрольный образец 1, Контрольный образец 2 и Контрольный образец 4 получали при использовании промышленных устройств. Другие контрольные образцы Контрольный образец 3, Контрольный образец 5, Контрольный образец 6, Контрольный образец 25, Контрольный образец 26, Контрольный образец 50, Контрольный образец 51 получали в лаборатории в тех же самых условиях, что и для полученных в лаборатории образцов изобретения.
Структуры и совокупности включений, оцениваемые в отношении лабораторных отливок, были очень близки к тому, что получали при использовании промышленных устройств при подобных временах получения. Различия в плотностях и размере для наиболее мелких включений не превышают 20% c получением лучших результатов для лабораторных отливок (имеющих отношение к использующимся форматам слитков) без изменения всех прочих характеристик. Однако, исследованные отливки характеризовались отсутствием переплавки, которая проходит в направлении компенсирования различий в отношении предшествующих параметров и делает результаты лабораторных испытаний разумно сопоставимыми с результатами промышленных испытаний. После этого слитки преобразовывали в слябы в результате прокатки на блюминге для уменьшения толщины и при доведении данной толщины до величины в диапазоне от 200 до 100 мм.
Затем слябы после проведения нагревания до приблизительно 1300°С были подвергнуты горячей прокатке до толщины 3,5 мм, что означает проведение горячей прокатки от температуры 1285°С, принимая во внимание время перехода между печью и прокатным станом. Впоследствии металл был подвергнут травлению и холодной прокатке до толщины 0,4 мм и менее. Иногда на различных стадиях производственного технологического процесса проводили операции аустенизирующего или растворяющего отжига с последующими рекристаллизационным, а затем состаривающим отжигами, что, соответственно, проводили в диапазоне от 800°С до 850°С (в течение периода времени, составляющего не более, чем 1 час), после этого в диапазоне от 850°С до 1200°С (в течение продолжительностей, составляющих менее, чем 10 минут), а, в заключение, в диапазоне от 420 до 550°С в течение периода времени в диапазоне от 30 минут до 4 часов.
В таблице 2 представлены:
- размер наиболее крупных включений в каждом образце в таблице 1 после горячей прокатки согласно наблюдениям на 650 мм2 данных образцов, отобранных на середине ширины листа;
- плотности включений, оцениваемые на поверхности с размером 650 мм2 при использовании оптического микроскопа (ОМ) для включений с размером, составляющим более, чем 4 мкм;
- и плотности включений согласно наблюдениям при использовании сканирующей электронной микроскопии (СЭМ) при автоматизированном анализе изображений в отношении образцов, полученных в промышленных условиях, согласно наблюдениям на поверхностях с размером в диапазоне от 100 до 400 мм2 для включений с размером, составляющим более, чем 1,5 мкм.
Максимальные размеры наблюдаемых частиц пересчитывали в эквивалентный диаметр включений, обозначаемый как «D круга». Необходимо понимать то, что под «диаметром» включений подразумевается «эквивалентный диаметр», то есть, диаметр включения, которое имело бы круглое поперечное сечение и характеризовалось бы той же самой площадью поверхности, что и наблюдаемое включение, если последнее характеризуется более сложным поперечным сечением в сопоставлении с тем, что имеет место для простого круга.
Также поскольку анализ оптических изображений может различать только цветовые контрасты и не может дифференцировать состав включений, при использовании оптической микроскопии могли быть подтверждены исключительно отсутствие соединения TiN (которое характеризуется оранжевым цветовым контрастом в соответствии с практическим опытом специалистов в соответствующей области техники), а также и плотности включений для различных других оцениваемых частиц при включениях, имеющих размер, составляющий более, чем 4 мкм. В заключение, совокупности включений более точно характеризовали в результате проведения подсчета и автоматизированного анализа при использовании сканирующей электронной микроскопии, снабженной автоэмиссионной пушкой, (СЭМ-АЭП) на поверхностях с размером в диапазоне от 200 до 400 мм2 (при соответствующих увеличениях ×300, ×1000, ×10000) и оценивали их поверхностные плотности. Поэтому в отношении горячекатаных полос, имеющих толщину 3,5 мм, указывали плотности и тип включений в образцах, полученных в промышленных условиях. Все плотности подстраивали к поверхностным плотностям (числу включений при расчете на один мм2).
(включения > 4 мкм)
(включения > 1,5 мкм)
Таблица 2: Размер наиболее крупных включений согласно наблюдениям в отношении горячекатаных образцов и плотности включений (для включений с размером, составляющим более, чем 4 мкм) в отношении горячекатаных образцов при использовании оптической микроскопии и сканирующей электронной микроскопии (для включений с размером, составляющим более, чем 1,5 мкм)
Как это демонстрируют данные результаты, в случае образцов изобретения в результате подстраивания состава материалов и способов производства могут быть получены маленькие плотности включений и полное отсутствие включений, имеющих относительно крупный размер, а именно, отсутствие каких-либо включений с размером, составляющим более, чем 10 мкм, в отношении горячекатаного продукта и оптимально плотности включений порядка или менее плотностей включений контрольных образцов. Такие включения также отсутствуют и в Контрольном образце 1, но число маленьких включений оксидов (с диаметром в диапазоне от 5 до 10 мкм) является значительно большим, чем у промышленных образцов (например) изобретения, что является вредным для усталостных свойств. Что касается Контрольного образца 2, то он характеризуется плотностью нитридов, которая является чрезмерно высокой, в том числе нитридов с размером, составляющим более, чем 10 мкм. Данная характеристика сама по себе представляет собой значительное препятствие при достижении достаточного сопротивления усталости (по причине размера, типа и морфологии нитридов), и не считалось необходимым рассматривать оксиды данного образца.
Поэтому образцы изобретения содержат только включения, имеющие маленький диаметр и присутствующие в маленьком количестве, (относительно мелкий размер включений требовал подсчетов включений при использовании сканирующей электронной микроскопии для оценки представительного числа включений, детектируемых при разрешении оборудования, и получения точного суждения о размерах, составляющих более, чем 1,5 мкм). В частности, отсутствует нитрид Ti, который, в частности, может быть соотнесен с отсутствием Ti и с очень низким уровнем содержания N. Случай является тем же самым в Контрольном образце 1, хотя плотность включения и диаметр его наиболее крупных включений являются слегка большими, чем в наилучших случаях изобретения. Что касается Контрольного образца 2, то, как это подтверждается, нитриды (в основном нитриды Ti) являются преимущественными в нем и содержатся в форме практически не податливых включений и зачастую имеют избыточный размер, что предотвращает достижение целей, заключающихся в превосходном сопротивлении усталости.
Подобным образом, Контрольный образец 4 и Контрольный образец 5, характеризующиеся увеличенным уровнем содержания S, и Контрольный образец 3 и Контрольный образец 6, характеризующиеся высокими уровнями содержания, соответственно, Al и Y, содержат включения оксидов, имеющие крупный размер, составляющий более, чем 10 мкм, в отношении горячекатаных продуктов.
Сначала инициировали подсчеты включений при использовании оптической микроскопии (для быстроты и легкости осуществления), которые, однако, вскоре достигали своего предельного значения по причине маленького размера включений и их маленького числа. Также оптическая микроскопия, использующаяся в настоящем изобретении для включений оксидов, сульфидов или других типов частиц, может вводить артефакты, обусловленные путаницей между оттенками серого цвета, индуцированными получением образца, загрязнением поверхности ..., в случае ненадлежащей сортировки изображений для подсчета экспериментирующим наблюдателем. Поэтому для получения более надежного представления поверхностной плотности включений в промышленных образцах, произведенных в соответствии с изобретением, предпочтительными были автоматизированные подсчеты и анализы включений при использовании методов СЭМ и ЭДРС.
Поэтому удостоверились в том, что, в то время как образцы изобретения могут демонстрировать наличие включений, имеющих максимальный размер, меньший, чем у Контрольного образца 1 (свободного от Ti), большинство образцов изобретения дополнительно демонстрирует плотности включений, оцениваемые при использовании сканирующей электронной микроскопии, которые являются меньшими, чем плотности включений для Контрольного образца (оцениваемые в тех же самых условиях). Поэтому плотность включений, имеющих диаметр, составляющий более, чем 1,5 мкм согласно наблюдениям при использовании метода СЭМ, является низкой, более, чем в два раза низкой, чем плотность включений для контрольного образца 1, а, в дополнение к этому, размеры наиболее крупных частиц согласно наблюдениям в отношении промышленных отливок являются более мелкими (приблизительно на 1 мкм) в сопоставлении с тем, что наблюдали в данном Контрольном образце.
Таблица 2 делает возможным определение областей наилучшего состава в отношении совокупности включений для сталей изобретения.
Образцы изобретения от 9 до 13 предполагают, по-видимому, контролируемое регулирование максимального размера включений вплоть до 4% Cu (при контролируемом регулировании способов производства и присутствия остаточных элементов, соответствующих изобретению).
С другой стороны, Образцы изобретения от 14 до 19 предполагают предпочтительные составы, характеризующиеся уровнями содержания Nb, составляющими 2% и менее, и в пределах данного диапазона составов уровнями содержания углерода, составляющими менее, чем 0,007%, для предотвращения образования карбидов, имеющих размер, составляющий более, чем 10 мкм, или для обеспечения предпочтительности добавления других элементов, образующих карбид, таких как Cr, (что делает возможными более высокие уровни содержания углерода в присутствии Nb).
Образцы изобретения от 20 до 24 предполагают уровень содержания марганца, составляющий 4% и менее, в целях не промотирования образования включений, имеющих размер, составляющий более, чем 10 мкм, а выше данного уровня содержания потребность в точном контролируемом регулировании доли свободного углерода (предпочтительно менее, чем 10 ч./млн.).
Образцы, характеризующиеся низким уровнем содержания Со, (при добавлении алюминия и необязательно добавлении кремния и/или хрома) Контрольный образец 25, Контрольный образец 26, Образцы изобретения от 27 до 34, Образцы изобретения от 39 до 49, Образец изобретения 52, Образец изобретения 53, Образцы изобретения от 56 до 59, Образец изобретения 61, Контрольный образец 50 и Контрольный образец 51 содержат включения, имеющие диаметр, составляющий 10 мкм и менее (даже 8 мкм и менее), в частности, при ассоциированных уровнях содержания кислорода, составляющих менее, чем 16 ч./млн..
Специалисты в соответствующей области техники знают то, что холодное деформирование будет оказывать воздействие только на размер включений в направлении понижения, возможно, в результате их фракционирования, но при любых обстоятельствах не может увеличивать данные размеры.
Сорта изобретения вследствие своего собственного химического состава позволяют добиться преимущества, заключающегося в том, что они не образуют нитридов во время производства и делают возможным контролируемое регулирование размера и типа остаточных включений, в частности, оксидов. Благодаря тщательному контролируемому регулированию использующихся материалов исходного сырья и применяемой переработки, что приводит к получению низких уровней содержания остаточных элементов N, S, C и Р, и благодаря раскислению жидкого металла образовавшиеся частицы оксида имеют ограниченный размер, составляющий 10 мкм и менее, предпочтительно менее, чем 8 мкм, и характеризуются надлежащими составами, полученными при использовании описанных диапазонов переработки. В зависимости от состава стали образуются оксиды алюминия, например, смешанные оксиды Al и Mg (при этом данный элемент неизбежно производят из шлака и жаростойких материалов производственного оборудования) или один только оксид алюминия, но также и оксиды Si, Ca, Mg или другие смешанные оксиды; временами в основе данных совокупностей включений лежит несколько мелких сульфидов или карбидов.
Важные механические свойства различных образцов обобщенно представлены в таблицах 3, 4 и 5, при этом таблица 3 относится к образцам на ступени горячей прокатки, причем таблица 4 относится ко всем образцам в горячекатаном состоянии после состаривающего отжига, вызывающего дисперсионное упрочнение, и при этом в таблице 5 характеризуются все образцы в холоднокатаном и состаренном состоянии (при использовании контрольной обработки при 480°С в течение 3 часов). Свойства измеряли в продольном направлении по отношению к направлению прокатки полосы. Данные свойства представляют собой твердость по Виккерсу HV 10 (для горячекатаных образцов), предельное механическое сопротивление растяжению Rm (при выражении в МПа) для состаренных горячекатаных образцов, смещенный предел текучести Rp0.2 (при выражении в МПа), равномерное относительное удлинение Ar (при выражении в % и измерении в отношении заготовок для испытаний при длине L0, равной 5,65-кратному квадратному корню от первоначального поперечного сечения S0) для холоднокатаных образцов в состаренном и несостаренном состояниях.
Таблица 3: Твердость по Виккерсу Hv 10 для полученных образцов в горячекатаном состоянии
Таблица 4: Сопротивление растяжению Rm для образцов в горячекатаном состаренном состоянии
Таблица 5: Механические свойства образцов в холоднокатаном состоянии после прокатки и в холоднокатаном и состаренном состоянии
Механические характеристики, полученные в отношении образцов изобретения в состаренном горяче- и/или холоднокатаном состоянии, являются близкими, даже улучшенными в сопоставлении с тем, что имеет место для контрольных образцов. Поэтому сорта изобретения объединяют экономическую привлекательность (с меньшими стоимостями материалов при уменьшении загрузки Ti, Co ...) с высоким уровнем механических свойств. Для каждого легирующего элемента Nb, Cu, Mn, W, Ta, V в результате подстраивания состава и способа воплощения достижимым является предельное сопротивление растяжению в состаренном состоянии, составляющее более, чем 1950 МПа.
В таблице 4 иллюстрируются значения Rm > 2000 МПа в отношении горячекатаного состояния для подстраиваемых уровней содержания добавляемых элементов, которые делают возможным получение мартенситных структур, способных стареть, (например, в то время, как Nb демонстрирует интересующие упрочняющие свойства посредством Образцов изобретения от 14 до 19, Mn, с другой стороны, предполагает уровни содержания, составляющие 4% и менее, и/или контролируемое регулирование уровня содержания Cr, добавляемого для предотвращения образования преимущественного аустенита ...). В дополнение к этому, сорта Образцов изобретения от 27 до 49, Образца изобретения 52 и Образца изобретения 61 предполагают уровни содержания Со + Мо, составляющие более, чем 9%, предпочтительно более, чем 15%, для достижения механических свойств в состаренном состоянии, по меньшей мере, эквивалентных соответствующим свойствам Контрольного образца 1 и Контрольного образца 3.
Компромисс между данными механическими свойствами в сочетании с контролируемо регулируемой совокупностью включений при использовании тщательно подобранных условий переработки уже иллюстрирует инновационную природу изобретения, которая имеет место совместно с улучшенными поверхностными свойствами после азотирования материалов для областей применения, подвергаемых воздействию усталостного напряжения.
Условия старения были подвергнуты испытаниям в отношении горяче- и холоднокатаных продуктов для получения их оптимизирования (после стандартизующего или растворяющего отжига).
Растворяющий отжиг при 850°С в течение 1 часа в восстанавливающей атмосфере прежде проводили в отношении каждого сорта, что обеспечивало получение гомогенной структуры. В отношении данных отожженных материалов были экспериментально проверены различные пары (время-температура) для выявления условий старения, адаптированных для целевых областей применения и полученных сортов.
В зависимости от подвергнутых испытанию условий старения в атмосфере аргона в диапазоне от 420°С до 550°С были выявлены оптимальные значения применительно к твердости после старения и присутствующим фазам.
Сорта Образцов изобретения от 1 до 4, содержащие V, демонстрируют условия старения, идентичные соответствующим условиям, стандартно использующимся для Контрольных образцов 1 и 2, (например, в диапазоне от 450° до 500°С для обработок при ≤ 3 часов) и делают возможным получение значений Rm в состаренном состоянии, которые составляют более, чем 1900 МПа, для уровней содержания V ≤ 4%; сорта Образцов изобретения от 5 до 8, содержащие Та, демонстрируют увеличенные механические характеристики (Rm > 1940 МПа), начиная с 0,5%-ного добавления Та, включительно, в подобных условиях старения. Сорта Образцов изобретения от 9 до 13, содержащие Cu, демонстрируют оптимизированные условия старения в области 500°С для обработок при ≤ 2 часов (или 480°С-3 часа), что делает возможным получение значений Rm в состаренном состоянии, составляющих более, чем 1940 МПа, сверх 2%-ного добавления Cu; данные уровни эксплуатационных характеристик в отношении старения увеличиваются в присутствии Cr (< 2%) и Mn (< 1%) совместно со структурным упрочнением, то есть, при уровнях содержания Со + Мо + Cu + Cr + Mn < 25%. Сорта Образцов изобретения от 14 до 19, содержащие Nb, демонстрируют более высокие механические характеристики в сопоставлении с Контрольным образцом 2 после старения сразу после добавления маленьких долей Nb, причем это имеет место в обширной области условий старения в диапазоне от 420°С до 550°С для периодов времени в диапазоне от 30 минут до 5 часов. Предлагается оптимальная обработка в диапазоне от 450° до 500°С в течение 2 часов.
Добавление контролируемо регулируемых долей Cr и Mn увеличивает упрочнение старением. Однако, данные сорта требуют контролируемого регулирования уровня содержания Nb для предотвращения образования кластеров включений или частиц, имеющих размер, более крупный, чем максимальные значения, устанавливаемые изобретением. Поэтому предписывается уровень содержания Nb ≤ 4%.
Сорта Образцов изобретения от 20 до 24 и Контрольных образцов 25 и 26, содержащие ощутимое количество Mn (более, чем 0,19%), образуют сорта, которые могут быть двухфазными, что требует получения главным образом мартенситной структуры для достижения оптимального старения. Поэтому сорта, характеризующиеся относительно ограниченным уровнем содержания Mn (следовые количества ≤ Mn ≤ 4%), обеспечивают получение доступа к значениям Rm > 1940 МПа при использовании условий старения, идентичных соответствующим условиям, стандартно использующимся для Контрольных образцов 1 и 2, (например, в диапазоне от 450° до 500°С для обработок при ≤ 3 часов). При использовании данных контролируемо регулируемых долей Mn контролируемо регулируемое добавление Al, Si или Cr увеличивает упрочнение старением при условии сохранения мартенситной структуры перед старением.
Сорта Контрольных образцов 25 и 26 находятся вне пределов изобретения по причине их уровня содержания Mn, который превышает 13,0%. Их совокупность включений, такая как описанная в таблице 2, не является оптимальной, хотя и остающейся на уровне приемлемого предельного значения в отношении максимального размера включений: наиболее крупные включения имеют эквивалентный диаметр 10 мкм, а их плотности включений в диапазоне от 1,73 до 1,75 включение/мм2 находятся в числе наиболее высоких значений для данного класса размеров. Как это демонстрирует таблица 4, их значения Rm в горячекатаном и состаренном состояниях являются откровенно низкими (489 и 544 МПа).
У сталей изобретения, как и у контрольных сталей, механические свойства мартенситно-стареющих сталей имеют в своей основе упрочнение старением, совместно обусловленное элементами Со и Мо (и другими добавленными элементами). Поэтому низкие уровни содержания Со (обычно при количестве Со < 5%) и/или Мо (обычно при количестве Мо < 5%) не обеспечивают получения значений Rm после старения, составляющих более, чем 1530 МПа. Использование более высоких долей Со (в диапазоне от 5 до 16%) или Мо (в диапазоне от 3 до 9%) обеспечивает получение доступа к повышенным уровням механических свойств (сопротивления растяжению, усталостной выносливости ...). Данные тенденции подтверждаются получением характеристик Образцов изобретения от 39 до 49 (характеризующихся уровнями содержания Со в диапазоне от 2 до 7%), которые демонстрируют то, что добавление Al, Si или Cr не обеспечивает компенсирования применительно к значению Rm при рассматриваемых уровнях содержания, то есть, для Со в диапазоне от 1,0 до 10,0% и Мо = приблизительно 5%; предельные сопротивления растяжению Rm после старения в 1800 МПа не могут быть превышены вне зависимости от добавлений Al вплоть до 1%, Si вплоть до 0,13%, Ti вплоть до 0,1% или Cr вплоть до 0,5%.
Задача изобретения заключается в подстраивании механических свойств, придаваемых заданному основному металлу при использовании первоначальных уровней содержания элементов Со и Мо, выбираемых в соответствии с целевыми эксплуатационными характеристиками, без ухудшения совокупности включений и усталостного поведения материалов и при пониженной стоимости. Во множестве примеров изобретения целевыми и получаемыми являются значения сопротивления растяжению Rm, составляющие более, чем 1900 МПа, после старения, в дополнение к этому, при наличии включений, имеющих определенный контролируемо регулируемый размер, в частности, для гарантирования хорошего усталостного поведения. Другие цели в отношении долговечности и механических свойств могут быть рассмотрены и получены при использовании других вариантов изобретения в результате подстраивания уровней содержания элементов: Co, Mo, W, Cu, V, Nb, Mn, Si, Al, Cr, в частности.
Например, сорта Образцов изобретения от 27 до 38, содержащие относительно большие количества W и Al, могут демонстрировать механические характеристики, более высокие в сопоставлении с Контрольным образцом 2 после старения при уровнях содержания W, предпочтительно составляющих более, чем 0,8%, и уровнях содержания Со, составляющих более, чем 10%. Данные эксплуатационные характеристики после старения увеличиваются при добавлении Al или Cr одновременно со структурным упрочнением. Обычно условия старения, идентичные соответствующим условиям, стандартно использующимся для сортов Контрольных образцов 1 и 2, делают возможным получение значений Rm, составляющих более, чем 1940 МПа, в состаренном состоянии для составов Образца изобретения 37 и Образца изобретения 38.
Как это необходимо отметить, сорта Образца изобретения 48 и Образца изобретения 49 характеризуются уровнями содержания Ti, которые близки к приемлемому предельному значению (0,109%), что может рассматриваться в качестве эквивалента 0,1% для округления и обычной точности анализа. Они не относятся к высшей категории для значений Rm, и Образец изобретения 48 характеризуется максимальным эквивалентным диаметром включений, который граничит с допустимым значением, и плотностью включений, которая не является оптимальной. Данные сорта демонстрируют то, что предельное значение в 0,1% для Ti должно быть тщательно отслежено в целях сохранения его в объеме изобретения.
Сорта Контрольного образца 50 и Контрольного образца 51 характеризуются уровнями содержания S (0,004 и 0,0053%), которые превышают допустимое предельное значение (0,002%). Поэтому их совокупности включений не являются оптимальными. Контрольный образец 50 характеризуется максимальным эквивалентным диаметром включений 10 мкм, который, таким образом, граничит с допустимым значением, и плотностью включений 0,81 включение/мм2, что является относительно средним значением. Контрольный образец 51 содержит более мелкие включения, но которые являются более многочисленными. Их значения Rm в горячекатаном и состаренном состоянии находятся в диапазоне от 1700 до 1800 МПа, что не является оптимальным. И разупрочнение границ зерен, индуцируемое данными уровнями содержания S, которые являются в некоторой степени чрезмерно высокими, делает горячее деформирование более затруднительным в сопоставлении с тем, что было бы желательным.
Образец изобретения 52 и Образец изобретения 53 являются сопоставимыми с Контрольным образцом 50 и Контрольным образцом 51 за исключением того, что их уровни содержания S являются пониженными и согласуются с изобретением. Поэтому их значение Rm в горячекатаном и состаренном состоянии является несколько улучшенным, и они характеризуются лучшей усталостной выносливостью и лучшей горячей деформируемостью.
Образец изобретения 54 и Образец изобретения 55 характеризуются своим высоким уровнем содержания Мо (в диапазоне приблизительно от 9,9 до 11,8%). Они обладают превосходными механическими свойствами. Уровни содержания C, Al или Cr, несколько более высокие, чем в других примерах изобретения, делают возможным приемлемое соотношение качество/цена даже при его неоптимальности. Данные примеры иллюстрируют воздействие Мо на механические свойства, но они только отчасти соответствуют экономическим целям, устанавливаемым в изобретении.
Образец изобретения 56 представляет собой сорт, характеризующийся высоким уровнем содержания Al. Образец изобретения 57 добавляет сюда же Cr, а образец изобретения 58 добавляет Cr и Zr в заметных количествах. Данные примеры при использовании упомянутых добавленных элементов обладают интересующими свойствами, которые могут быть оптимизированы при использовании предпочтительных уровней содержания, представленных прежде.
Образец изобретения 59 характеризуется высокими уровнями содержания Si и Y.
Контрольный образец 3 характеризуется уровнем содержания Al, который является чрезмерно высоким, и поэтому содержит включения, которые являются чрезмерно крупными, и которые нельзя было бы удалить, и которые поэтому являются вредными для целевых областей применения, подвергаемых воздействию усталостного напряжения.
Контрольный образец 4 и Контрольный образец 5 содержат чрезмерно много S, где данный элемент поэтому образует чрезмерно много сульфидов, которые дополнительно исполняют функцию центров роста для оксидов, что, тем самым, обуславливает присутствие чрезмерно крупных включений на горячекатаном продукте.
Контрольный образец 6 характеризуется избыточным уровнем содержания Y, где данный элемент образует окисленные включения, имеющие чрезмерно крупный размер, которые было невозможно удалить в результате отстаивания жидкого металла.
Образец изобретения 60 представляет существенное присутствие Са, а Образец изобретения 61 представляет существенное присутствие Mg. Они демонстрируют то, что в изобретении два данных раскислителя могут быть использованы в заметных количествах при том условии, что будут тщательно отслеживаться правила, известные для специалистов в соответствующей области техники, применительно к свойствам жаростойких материалов и измельчения.
В данном случае заслуживает упоминание то, что сорта изобретения являются совместимыми с условиями старения, которые делают возможными увеличенные механические характеристики, но, в дополнение к этому, они обеспечивают легкость воплощения применительно как к стоимости переработки, так и к сопутствующим издержкам. Стабильность полученных свойств, в частности, твердости, делает возможным воплощение операций отжига в течение краткой продолжительности (обычно 30 минут) для получения свойств, которые являются идентичными или сопоставимыми с соответствующими свойствами, полученными при использовании обработок, продолжающихся в течение от 2 до 5 часов в отношении обычных сортов. Данные качества простоты и экономичности термообработок являются в особенности выгодными для данных целевых экономичных сортов изобретения.
Новые сорта изобретения обладают интересными механическими свойствами (твердость, предел текучести, сопротивление разрушению ...), которые могут быть оптимизированы для некоторых областей применения, описывающихся так называемой «неограниченной» выносливостью и предназначенных для воздействия существенных усталостных напряжений. Поэтому в случае данных условий старения и совокупности включений, оптимизированных в соответствии с изобретением, при использовании последующих обработок поверхности (азотирования, карбонитридирования, науглероживания, дробеструйной нагартовки ...) возможно достичь улучшенных свойств в условиях воздействия, например, динамического предела текучести, усталости.
В заключение, улучшенные свойства данных сортов изобретения также были подвергнуты испытаниям после проведения обработки поверхности сжатием. В отношении материалов, имеющих малую толщину и подвергаемых воздействию усталости, проводили азотирующие обработки до воздействия напряжения для замедления инициирования образования трещин на поверхности. Данная обработка сжатием может быть проведена при использовании дробеструйной нагартовки по варианту, самому по себе известному.
Для сортов изобретения испытаниям были подвергнуты различные условия азотирования, в том числе обработки в диапазоне от 420 до 480°С в течение периода времени в диапазоне от 30 до 90 минут в газовой атмосфере (в атмосфере NH3 после расщепления молекул газа).
После этого в результате диффундирования азота в различных сердцевинах образовывались азотированные слои, формирующие характеристические толщины в несколько десятков мкм, оцениваемые в результате химического воздействия или в результате определения профиля по глубине при использовании спектрометрии тлеющего разряда (СТР). Иногда они содержали мелкие равномерно распределенные выделения, химическая природа которых может быть подстроена в случае признания необходимости этого в результате воздействия на состав стали и условия азотирования.
На фигуре 1 иллюстрируется плотность упрочняющих фаз, полученных в отношении Образца изобретения 15 после азотирования при 420°С в течение 30 минут, охарактеризованного при использовании просвечивающей электронной микроскопии тонких срезов. Упрочняющие выделения представляют собой по существу MoxNby (при этом х = приблизительно 2у), что характеризуется равномерным распределением и размером, варьирующимся в диапазоне от 80 до 400 нм. Также встречается немного карбидов Nb и Мо и нитридов, имеющих уменьшенный размер и характеризующихся специфическими стехиометрией и параметрами решетки.
На протяжении исследованных диапазонов времени и температуры сорта изобретения продемонстрировали улучшенные свойства поверхности после азотирования. В таблице 6 иллюстрируется один пример уровней твердости, оцениваемых при использовании микровдавливания в идентичных условиях (среднее значение для трех результатов измерения Hv 0.1 на поверхности). Исследовали различные условия азотирования в условиях газового азотирования в атмосфере NH3 после расщепления молекул газа; данные условия также могут быть адаптированы и к ионному азотированию, карбонитридированию или другим обработкам для получения подобных свойств.
Таблица 6: Средние значения твердости Hv0-1, оцениваемые при использовании микровдавливания в крайнюю внешнюю поверхность в различных условиях азотирования
Необходимо понимать то, что погрешности измерений для данных типов испытаний будут значительными в случае, как это здесь и имеет место, проведения испытаний в отношении образцов, имеющих шероховатую поверхность и локальные вмятины. Поэтому результаты в таблице 7 необходимо интерпретировать применительно к общей тенденции.
Поэтому в дополнение к превосходным механическим свойствам, контролируемо регулируемым стоимостям материалов и контролируемо регулируемой совокупности включений образцы изобретения демонстрируют азотируемость, которая приводит к получению увеличенных уровней твердости поверхности и увеличенного сопротивления трению в сопоставлении с тем, что имеет место для Контрольных образцов 1 и 2. В результате могут ожидаться уровни твердости крайней внешней поверхности, подобные тому, что имеет место для Контрольных образцов 1 и 2, (например, Hv0.1 > 900), и даже для некоторых сортов изобретения достижимыми являются приращения твердости крайней внешней поверхности, составляющие более, чем 50 Hv0.1, при уменьшенных временах азотирования. Поэтому при использовании сортов изобретения могут быть достигнуты уровни твердости крайней внешней поверхности, составляющие более, чем 1000 Hv0,1 (даже 1050 Hv0.1), в надлежащих условиях азотирования, которые не являются особенно жесткими.
Однако, в целях предотвращения разупрочнения внутренней поверхности раздела или крайних внешних поверхностей для некоторых областей применения, подвергаемых воздействию усталостного напряжения, рекомендуется не достигать уровней твердости поверхности, которые являются чрезмерно высокими, (твердости Hv0.1) в отношении состаренной сердцевины материала (твердость Hv10). Для данной цели в сопоставлении с острыми профилями диффундирования, приводящими к получению наличия гетерогенных основных зон выделений на поверхности, предпочтительными являются азотные профили с регулярным диффундированием в глубине материала. В сталях данные области известны под наименованием «слоев химических соединений» и образуются, например, из хрупких нитридов железа, которые являются чрезвычайно твердыми. В данном контексте для образцов изобретения было подтверждено наличие условий газового азотирования, что делает возможным предотвращенное образование нитридов железа на крайней внешней поверхности при одновременном сохранении напряжений на поверхности, достаточных для замедления инициированного образования трещин в условиях воздействия динамических напряжений в ходе эксплуатации (в областях целевой твердости поверхности).
Минимальные и максимальные значения твердости, достигаемые на крайней внешней поверхности, (твердость Hv0.1) для различных условий азотирования (температура, время) представлены на фигуре 2. Как это можно видеть на ней, для каждого крупного семейства упрочняющего элемента, присутствующего в соответствии с изобретением, могут быть достигнуты уровни твердости крайней внешней поверхности, составляющие более, чем 900 Hv0.1. Поэтому возможным является достижение усталостных свойств поверхности, по меньшей мере, эквивалентных соответствующим свойствам Контрольных образцов, упомянутых прежде.
Удостоверяются в том, что сорта, содержащие Mn или Cu и произведенные на промышленном инструментальном оснащении при количественно охарактеризованном добавлении Cr, могут продемонстрировать увеличенную твердость крайней внешней поверхности после азотирования в сопоставлении с сортами изобретения, свободными от Cr, и что подобный эффект может ожидаться в результате добавления определенных долей Al совместно с упрочняющим элементом (таким как Та, смотрите Образец изобретения 8).
Поэтому при использовании уровней содержания Cо и Мо, достаточных для получения целевых механических свойств, подробно охарактеризованных в предшествующем изложении, изобретение иллюстрирует возможное достижение значений твердости крайней внешней поверхности, составляющих более, чем 900 HV0.1, для каждого семейства сортов, беря за основу нижеследующее:
- значения, составляющие менее, чем 900 Hv0.1, наблюдали в отношении сортов, содержащих ванадий, в случае уровней содержания упрочняющих элементов, составляющих менее, чем 0,5%; выше данного значения на крайней внешней поверхности ожидаются увеличенные значения твердости;
- для сортов, содержащих тантал в соответствии с изобретением, (Образцы изобретения от 6 до 8 в таблице 7) на крайних внешних поверхностях достигали значений твердости, составляющих более, чем 940 Hv0.1, начиная с добавления 3% Та (при подстроенных условиях азотирования);
- сорта, содержащие Cu, также продемонстрировали увеличенные уровни твердости (и остаточные напряжения) на крайней внешней поверхности, начиная с 2%-ного добавления упрочняющего элемента и в присутствии Cr и Mn (Образец изобретения 13); при этом данные элементы промотируют растворимость азота на поверхности;
- с другой стороны, для достижения достаточных уровней твердости на крайней внешней поверхности (лишенной слоя химических соединений) сорта Образцов изобретения от 14 до 18 предполагают уровни содержания ванадия, составляющие менее, чем 2%;
- сорта, содержащие Mn и обнаруживающие хороший компромисс механические свойства/совокупность включений, демонстрируют увеличенные уровни твердости на крайней внешней поверхности в присутствии Cr (Образец изобретения 24);
- испытания при использовании сортов, содержащих W и Al, (Образец изобретения 38 и Контрольный образец 51) пока еще не сделали возможным определение условий азотирования, позволяющих достигать высокие уровни твердости на крайней внешней поверхности.
В заключение, было подтверждено то, что данные доступные высокие значения твердости поверхности сопровождаются наличием контролируемо регулируемых остаточных напряжений (оцениваемых при использовании рентгеноструктурного анализа), что делает возможным сжатие поверхности по отношению к сердцевине и, тем самым, замедляет инициирование образования трещин на поверхности.
На фигуре 3 приводится качественная оценка остаточных напряжений сжатия на поверхности азотированного катаного листа для образцов Контрольный образец 1 и Контрольный образец 2 и различных образцов изобретения. Для каждого образца представлены минимальные и максимальные значения напряжений сжатия, оцениваемых для всех испытаний, проводимых при варьированиях температуры и времен азотирования. Оценку остаточных напряжений в азотированных слоях проводили на поверхности образцов в результате рентгеноструктурного анализа при использовании следующих далее параметров: значение Chi варьируется в диапазоне от 0 до 51°, интервал измерения 1 сек, значение sin2 (фунт/дюйм2 (кПа)) в диапазоне от 0 (0) до 0,6 (4,14) с приращениями в 0,1 (0,69). Значения, полученные в данных условиях, делали возможным определение уровней напряжения на поверхности материала в результате отслеживания изменений положения линии Fe. Как это можно видеть, остаточные напряжения для образцов изобретения улучшаются в сопоставлении с тем, что наблюдается в отношении Контрольного образца 1.
Поэтому при использовании изобретения легче контролируемо регулировать свойства азотированного слоя и, таким образом, адаптировать данный слой к конкретным потребностям предусматриваемого варианта использования для будущих продуктов. Поэтому в случае признания этого предпочтительным легко избегать присутствия на крайней внешней поверхности фаз, обычно называемых «слоями химических соединений», в азотированном слое. Данные фазы представляют собой результат выделения нитридов железа, относящихся, в частности, к типу Fe4N, Fe2N, Fe2N1 - x.
Получение характеристик азотированных слоев некоторых образцов (Контрольного образца 1 и Образца изобретения 13, Образца изобретения 18, Образца изобретения 21 и Образца изобретения 24) завершали в результате проведения испытаний, широко известных под наименованием «испытаний на царапание», произведенных из «испытаний при использовании склерометра» и отличающихся от них вследствие приложенной низкой нагрузки.
Для данных испытаний через систему азотированный слой/подложка вжимают сферически-конический наконечник, такой как алмазный наконечник для испытаний на твердость по шкале С Роквелла (угол 120°, радиус кривизны наконечника 100 мкм), при использовании постоянной скорости перемещения подложки в условиях воздействия увеличивающейся нагрузки на наконечник.
Разрушение покрытия при приложении нагрузки представляет собой комбинацию из упругого и/или пластического напряжений вдавливания, напряжений трения и внутренних остаточных напряжений материала.
В условиях воздействия низких нагрузок данные напряжения могут представлять собой причину образования трещин при растяжении или сжатии на поверхности покрытия, которая, тем не менее, продолжает приставать к подложке.
Испытание на царапание является сравнительным испытанием, делающим возможными детектирование звуковой волны при распространении микротрещин в случае наличия таковых в материале и детектирование глубины вдавливания вжимаемого вдавливающего инструмента (по отношению к первоначально прощупываемой истинной поверхности), и делает возможной оценку остаточной глубины покрытия на траектории вдавливания после испытания. Данное последнее суждение делает возможной оценку упругого восстановления формы системы покрытие/подложка или системы поверхность/подложка после приложения возрастающей низкой нагрузки.
В отношении каждой системы проводили три последовательных измерения на поверхности азотированных образцов с интервалом в 1 мм в результате приложения нагрузки, увеличивающейся от 0,03 до 10 н, поверх азотированной поверхности в 10 мм.
В то время, как для различных образцов изобретения результаты практически не различаются применительно к оценке нормального усилия или глубин вдавливания, тем не менее, некоторые характеристики азотированных слоев изобретения демонстрируют различия.
Например, на фигуре 4 иллюстрируется упругое восстановление формы системы азотированный слой/подложка после испытания на царапание посредством относительного различия между глубинами вдавливания (значительно понижающимися кривыми) и остаточными глубинами после испытания на царапание в отношении азотированных Образца изобретения 21 и Образца изобретения 24 (соответственно, при проведении обработки в диапазоне от 480 до 450°С в течение 30 минут в газовой атмосфере).
Образец изобретения 21 представляет собой один пример, содержащий Mn (1,970%), где уровень содержания Cr (0,007%) представляет собой только результат присутствия примесей, содержащихся в использующихся материалах исходного сырья. Образец изобретения 24 представляет собой один пример, содержащий 1,930% Mn, таким образом, уровень содержания, сопоставимый с соответствующим уровнем содержания в Образце изобретения 21, но при сочетании с уровнем содержания Cr 0.902%, который поэтому соответствует очень значительному добавлению Cr. Данные два образца дают сопоставимые результаты для глубин вдавливания во время фазы вжимания в испытании на царапание, но кривые являются более неправильными для Образца изобретения 21 в сопоставлении с тем, что имеет место для Образца изобретения 24.
На фигуре 5 иллюстрируются ассоциированные результаты по акустической эмиссии во время испытания на царапание в отношении данных двух тех же самых азотированных Образца изобретения 21 и Образца изобретения 24. В данном случае различия являются отчетливо более значительными, при этом данные эмиссии являются более существенными для Образца изобретения 21 в сопоставлении с тем, что имеет место для Образца изобретения 24.
Поэтому добавление Mn в сочетании с добавлением Cr демонстрирует меньший шум на оцениваемых глубинах, что согласуется со значительным уменьшением акустической эмиссии для азотированного Образца изобретения 24 (фигура 5).
Такое поведение также наблюдалось и в отношении других сортов изобретения, содержащих Cr.
Поэтому, как это следует, значительное присутствие Cr приводит к уменьшению потенциального образования трещин для азотированных слоев сортов изобретения при приложении низких нагрузок (< 10 н), что, в частности, имеет место для испытывающих воздействие усталостного напряжения деталей, подвергаемых воздействию локального истирания, вжимания или трения во время использования.
Подобным образом, на фигуре 6 иллюстрируется упругое поведение сборки азотированный слой/подложка после испытания на царапание в отношении азотированных Образца изобретения 13, Образца изобретения 18, Образца изобретения 21 и Образца изобретения 24 в сопоставлении с Контрольным образцом 1 (средние кривые по трем испытаниям, проведенным для каждого образца, соответственно, при обработке в газовой атмосфере при 480°С-30 минут для Образца изобретения 13, Образца изобретения 18, Образца изобретения 21 и Контрольного образца 1 и при 450°С-30 минут для Образца изобретения 24). Смещение кривых от оси Х кривых остаточных глубин иллюстрирует остаточное пластическое деформирование после испытания.
На фигуре 6 продемонстрировано увеличенное упругое поведение азотированных слоев образцов изобретения в сопоставлении с тем, что имеет место для азотированных слоев, полученных в отношении Контрольного образца 1. Упругое восстановление формы, оцениваемое при использовании различия между кривыми глубин вдавливания и остаточных глубин, значительно увеличивается для образцов, содержащих Cu (Образец изобретения 13, который также содержит Cr) или Nb (Образец изобретения 18). Имеет место варьирование высоты, составляющее приблизительно 15 мкм толщины для данных образцов и 13 мкм для сортов, содержащих Mn (Образец изобретения 21) и Mn + Cr (Образец изобретения 24, который также содержит некоторое количество Si), что, таким образом, является в два раза большим, чем для Контрольного образца 1, который не содержит данные легирующие элементы и характеризуется уровнем содержания Со (16,50%), большим, чем соответствующий уровень содержания в подвергнутых испытанию образцах изобретения (порядка 13%). Уровни содержания Мо имеют порядок в диапазоне от 5,0 до 5,30% для всех данных образцов.
В дополнение к этому, оцениваемые остаточные плотности rd являются маленькими для образцов изобретения Образец изобретения 13, Образец изобретения 18, Образец изобретения 21, Образец изобретения 24 и слегка лучшими, чем для Контрольного образца 1.
Поведение представляет собой знак улучшенного упругого восстановления формы для азотированных слоев изобретения, что представляет значительный интерес в областях применения, в которых детали подвергают воздействию усталости, поскольку это делает возможными уменьшение пластического деформирования для сборки подложка/азотированный слой и, тем самым, уменьшение истирания и трения, генерируемых в некоторых областях применения в результате пластического деформирования сборок, что требует точного определения размеров.
Поэтому для областей применения в ремнях передачи CVT, образованных из наложенных колец из холоднокатаной мартенситно-стареющей стали и подвергаемых воздействию усталости при изгибании и растяжении в результате приложения крутящего момента, передаваемого двигателем, зазор для каждого кольца обеспечивает смазывание сборки и не допускает пластического деформирования, которое создавало бы риск повреждения колец в условиях воздействия циклических напряжений. После каждого цикла воздействия напряжения азотированные материалы изобретения являются менее деформированными пластически и не индуцируют накопленное пластическое деформирование деталей с течением времени, что в течение более продолжительного периода времени могло бы ухудшить сроки службы в условиях воздействия усталости для контрольных азотированных материалов.
На фигуре 6 подтверждается большее пластическое деформирование в условиях воздействия низкой нагрузки в 10 н для азотированных слоев, произведенных из Контрольного образца 1, в сопоставлении с тем, что влекут за собой образцы изобретения. Это продемонстрировано смещением от горизонтальной оси 0 для различных кривых остаточных глубин проникновения.
Контрольный образец 1 в испытании на царапание, по-видимому, деформируется в меньшей степени в сопоставлении с сортами изобретения (как это продемонстрировано их относительными глубинами вдавливания), но задействованные механизмы деформирования не являются полностью идентичными, и остаточные напряжения после данного приложения нагрузки не генерируют идентичные эффекты. Например, в то время, как деформирование, генерированное в отношении Контрольного образца 1 во время испытания, по-видимому, является меньшим (исходя из оцениваемой глубины вдавливания), получающийся в итоге результат после испытания демонстрирует увеличенный пластический компонент в сопоставлении с образцами изобретения, что является вредным для областей применения, на которые главным образом нацелено изобретение.
Глубины вдавливания, наблюдаемые в отношении образцов изобретения, оказываются по существу упругими в отличие от того, что имеет место для Контрольного образца 1, который демонстрирует меньшее упругое восстановление формы в условиях воздействия низкой нагрузки.
Данные критерии поведения азотированной поверхности в сочетании с контролируемо регулируемой совокупностью включений и механическими свойствами, присущими составу стали, не были засвидетельствованы в предшествующих исследованиях, проводимых в отношении мартенситно-стареющих сталей, относящихся к общему типу, рассматриваемому в изобретении, в частности, с учетом использования в приводных ремнях коробок передач, относящихся к типу передачи CVT.
В общем случае стали изобретения в различных условиях азотирования демонстрируют увеличенные экономические показатели и свойства при использовании, которые являются эквивалентными и даже увеличенными в сопоставлении со сталями Контрольных образцов предшествующего уровня техники, поскольку азотированный слой легче контролируемо регулируется в отношении:
- состава, в частности, в том, что касается существования или несуществования слоев химических соединений;
- толщины;
- достижимых уровней твердости в заданных условиях азотирования;
- распределения в пределах толщины слоя уровней содержания азота, выделенных фаз, их типа и распределения, уровней твердости, остаточных напряжений;
- уменьшенного (практически нулевого) уровня пластического деформирования, индуцированного в данных азотированных слоях при приложении напряжения в условиях воздействия низких нагрузок;
- легкости и экономичности промышленного воплощения азотирования при получении свойств, эквивалентных соответствующим свойствам сортов Контрольных образцов, будь то азотирование в виде плазменного азотирования или в особенности в еще большей степени в виде газового азотирования.
Приоритетные области применения изобретения, в частности, относятся к:
- продуктам, произведенным из горячекатаных или горячеформованных полуфабрикатов: в общем случае турбинным валам или деталям коробок передач; но также и лопастям вращающихся механизмов (ветровых турбин, центрифуг ...);
- продуктам, произведенным из холоднокатаных листа или полосы: элементам приводных ремней коробок передач для транспортных средств или вращающихся механизмов, таких как машинное оборудование, в частности, автоматические коробки передач для транспортных средств, относящиеся к типу передачи CVT.
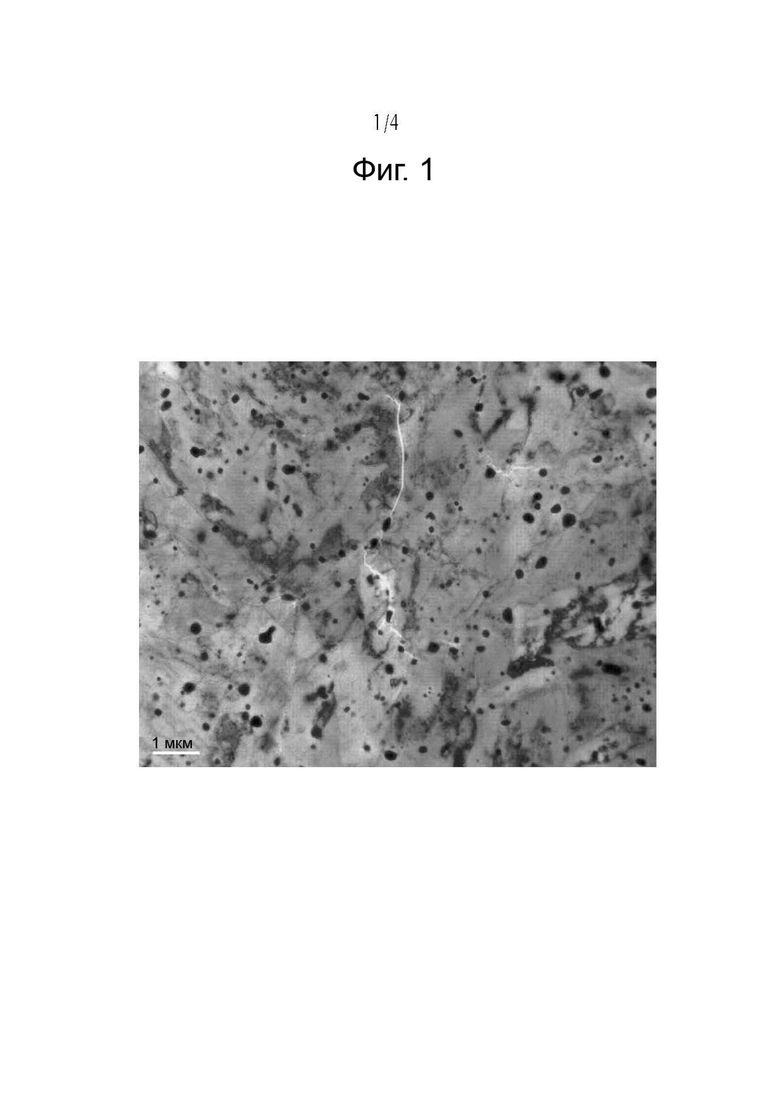
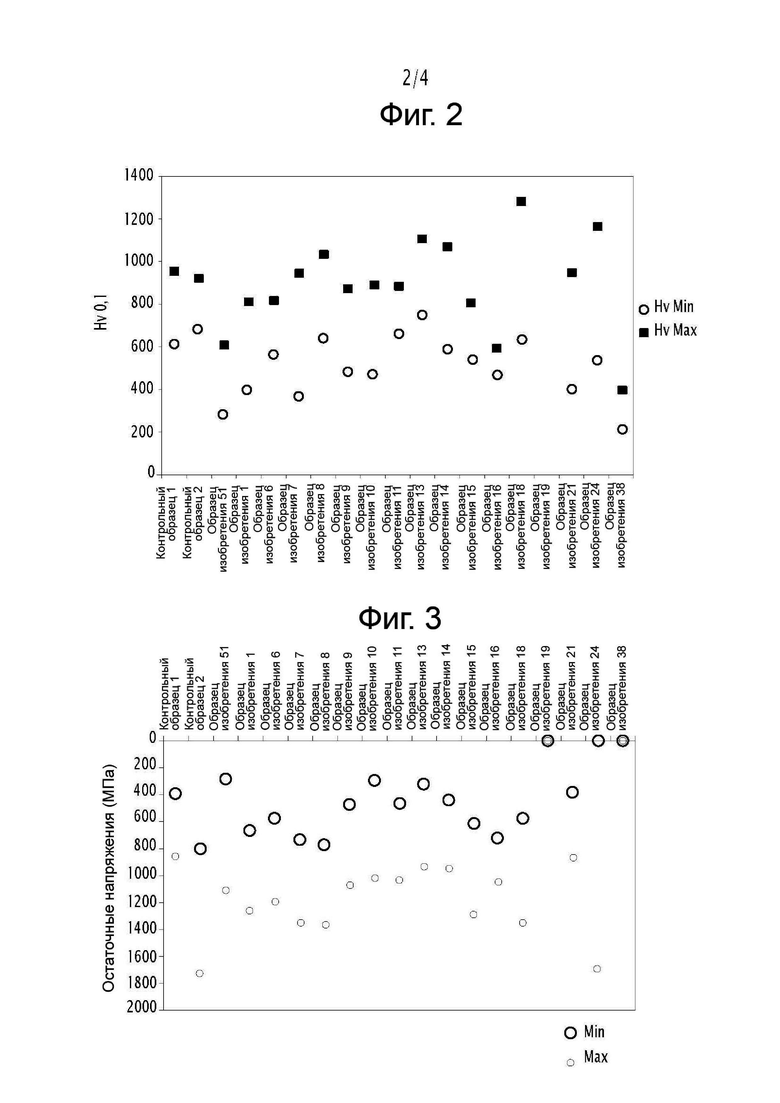
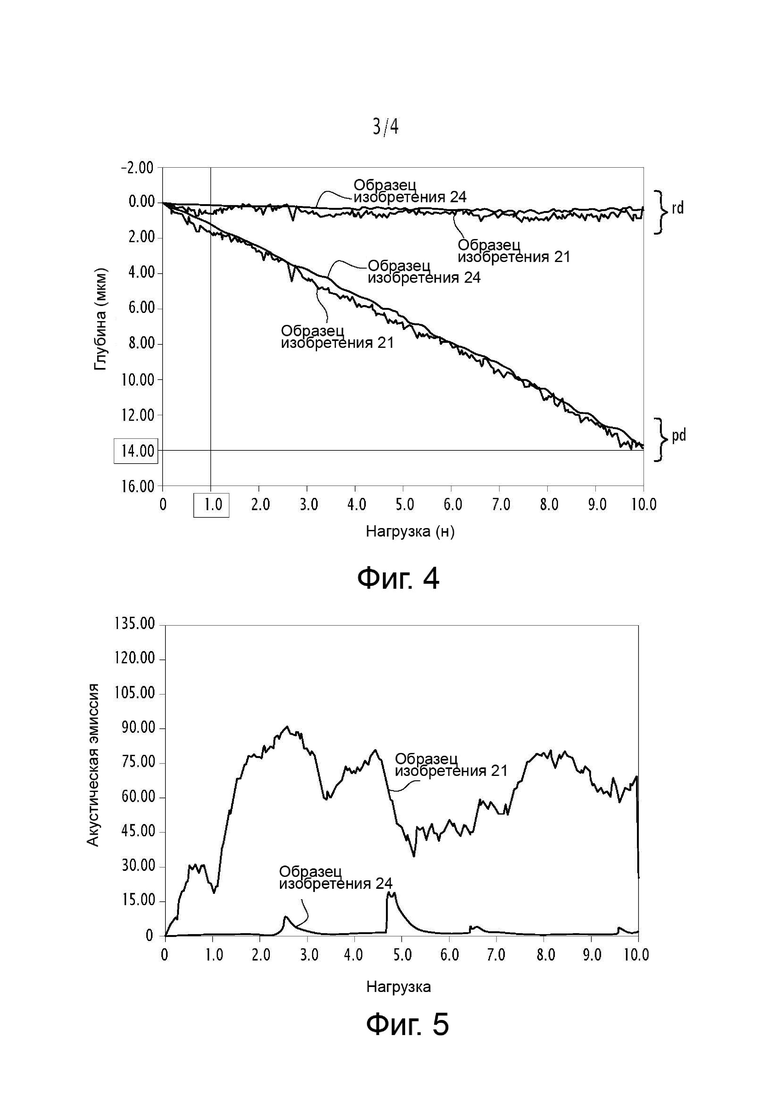
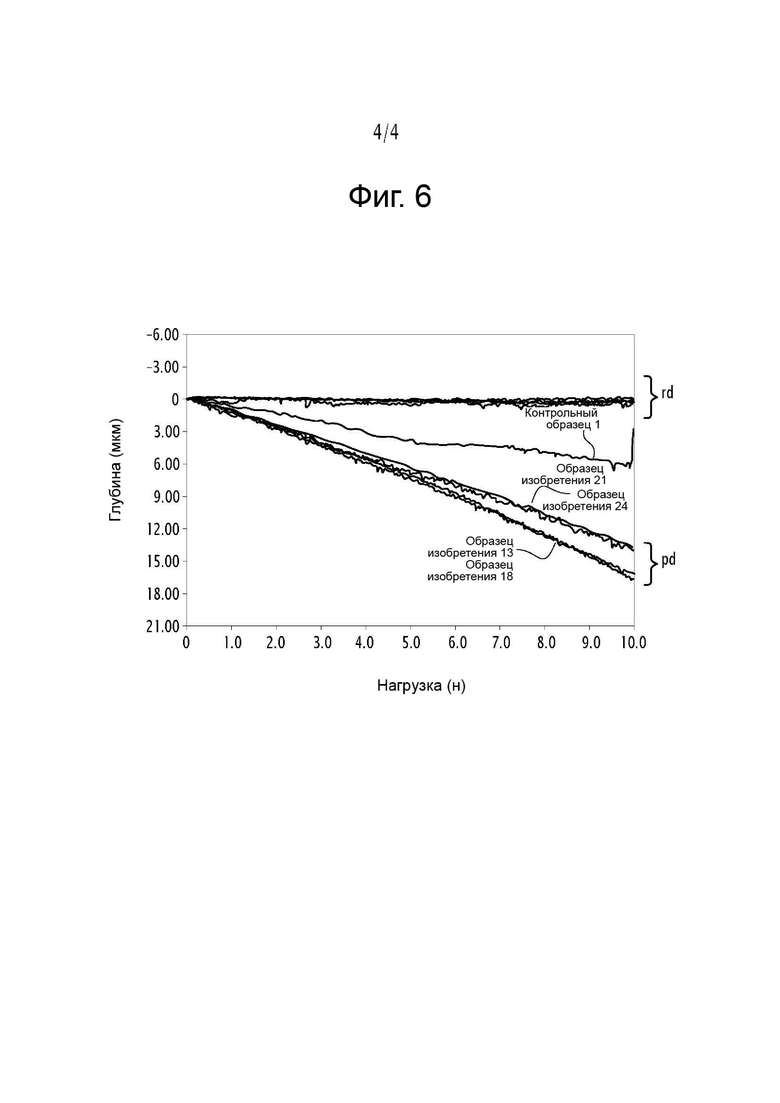
Изобретение относится к области металлургии, а именно к стали, имеющей следующий состав, мас.%: 10,0≤Ni≤24,5, 1,0≤Mo≤12,0, 1,0≤Со≤18,0, 14,0≤Мо+Со+Si+Mn+Cu+W+V+Nb+Zr+Y+Ta+Cr+C+Al+B+Ti+N≤29,0, 21,5≤Ni+Co+Mo≤47,5, следовые количества ≤Al≤4,0, следовые количества ≤Ti≤0,1, следовые количества ≤N≤0,010, следовые количества ≤Si≤4,0, следовые количества ≤Mn≤13,0, следовые количества ≤C≤0,03, следовые количества ≤S≤0,0020, следовые количества ≤Р≤0,005, следовые количества ≤В≤0,01, следовые количества ≤Н≤0,0005, следовые количества ≤О≤0,03, следовые количества ≤Cr≤5,0, следовые количества ≤Cu≤4,0, следовые количества ≤W≤6,0, следовые количества ≤Zr≤4,0, следовые количества ≤Ca≤0,1, следовые количества ≤Mg≤0,8, следовые количества ≤Nb≤4,0, следовые количества ≤V≤4,0, следовые количества ≤Ta≤4,0, следовые количества ≤Y≤4,0, Si+Mn≥0,13, остальное - железо и неизбежные примеси. Совокупность включений при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 в случае стали в виде горячедеформированной детали или горячекатаного листа и с размером в 800 мм2 в случае стали в виде холоднокатаного листа не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более чем 10 мкм. Сталь обладает высокой прочностью и технологичностью. 9 н. и 21 з.п. ф-лы, 6 ил., 6 табл.
1. Сталь, отличающаяся тем, что она имеет следующий состав, выраженный, мас.%:
10,0 ≤ Ni ≤ 24,5,
1,0 ≤ Mo ≤ 12,0,
1,0 ≤ Со ≤ 18,0,
14,0 ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0,
21,5 ≤ Ni + Co + Mo ≤ 47,5,
следовые количества ≤ Al ≤ 4,0,
следовые количества ≤ Ti ≤ 0,1,
следовые количества ≤ N ≤ 0,010,
следовые количества ≤ Si ≤ 4,0,
следовые количества ≤ Mn ≤ 13,0,
следовые количества ≤ C ≤ 0,03,
следовые количества ≤ S ≤ 0,0020,
следовые количества ≤ Р ≤ 0,005,
следовые количества ≤ В ≤ 0,01,
следовые количества ≤ Н ≤ 0,0005,
следовые количества ≤ О ≤ 0,03,
следовые количества ≤ Cr ≤ 5,0,
следовые количества ≤ Cu ≤ 4,0,
следовые количества ≤ W ≤ 6,0,
следовые количества ≤ Zr ≤ 4,0,
следовые количества ≤ Ca ≤ 0,1,
следовые количества ≤ Mg ≤ 0,8,
следовые количества ≤ Nb ≤ 4,0,
следовые количества ≤ V ≤ 4,0,
следовые количества ≤ Ta ≤ 4,0,
следовые количества ≤ Y ≤ 4,0,
причем Si + Mn ≥ 0,13%,
при этом остальное представляет собой железо и неизбежные примеси;
при этом совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 в случае стали в виде горячедеформированной детали или горячекатаного листа и с размером в 800 мм2 в случае стали в виде холоднокатаного листа не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более чем 10 мкм.
2. Способ получения стального изделия, выполненного в виде горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы, включающий в себя:
получение электрода для переплавки из стали, имеющей состав по п. 1;
проведение переплавки указанного электрода при использовании технологического процесса с одной или несколькими переплавками для получения переплавленного электрода;
одно горячее деформирование переплавленного электрода при температуре в диапазоне от 1050 до 1300°С для получения горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы;
и опциональную термообработку указанных горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы.
3. Способ по п. 2, отличающийся тем, что упомянутые горячедеформированная деталь, или горячекатаный лист, или горячекатаная полоса, необязательно подвергнутые термообработке, характеризуются твердостью по Виккерсу, соответствующей 285 Hv10 или более, при этом данную твердость оценивают по поперечному сечению горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы.
4. Способ по п. 2 или 3, отличающийся тем, что указанные горячекатаный лист или горячекатаная полоса, необязательно подвергнутые термообработке, обладают мартенситной структурой в количестве, составляющем по меньшей мере 70%, характеризуются пределом прочности при растяжении, составляющим 2030 МПа или более, условным пределом текучести, составляющим 2000 МПа или более, и равномерным относительным удлинением, составляющим 1% или более.
5. Способ по п. 2 или 3, отличающийся тем, что упомянутые горячекатаные лист или полосу, необязательно подвергнутые термообработке, подвергают резке и необязательно формовке.
6. Способ по п. 5, отличающийся тем, что упомянутые горячекатаные лист или полосу, подвергнутые необязательно термообработке, резке и необязательно формовке, подвергают обработке для упрочнения при температуре в диапазоне от 400 до 600°С в течение периода времени в диапазоне от 30 минут до 5 часов.
7. Способ по п. 5, отличающийся тем, что упомянутые горячекатаные лист или полосу, подвергнутые необязательно термообработке, резке и необязательно формовке, подвергают после упрочнения обработке поверхности для улучшения их динамического предела текучести.
8. Способ по п. 7, отличающийся тем, что упомянутая обработка поверхности представляет собой науглероживание, или газовое азотирование, или ионное азотирование, или карбонитридирование, или дробеструйную нагартовку.
9. Способ по п. 2 или 3, отличающийся тем, что размер зерна горячекатаных листа или полосы, необязательно подвергнутых термообработке, соответствует 5 ASTM или менее.
10. Способ получения стального изделия, выполненного в виде холоднокатаного листа или полосы с толщиной 2 мм или менее, включающий в себя:
получение электрода для переплавки из стали, имеющей состав по п. 1;
проведение переплавки указанного электрода при использовании технологического процесса с одной или несколькими переплавками для получения переплавленного электрода;
одно горячее деформирование переплавленного электрода при температуре в диапазоне от 1050 до 1300°С для получения горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы;
опциональную термообработку указанных горячедеформированной детали, или горячекатаного листа, или горячекатаной полосы;
холодную прокатку горячедеформированной детали, горячекатаного листа, или горячекатаной полосы при использовании одного или нескольких проходов для получения холоднокатаного листа или полосы, имеющих толщину, составляющую 2 мм или менее.
11. Способ по п. 10, отличающийся тем, что указанные лист или полосу подвергают по меньшей мере одной термообработке между двумя проходами холодной прокатки и/или после последнего прохода холодной прокатки.
12. Способ по п. 10 или 11, отличающийся тем, что суммарная степень обжатия холодной прокатки в различных проходах составляет по меньшей мере 30%.
13. Способ по любому из пп. 10-12, отличающийся тем, что упомянутые холоднокатаные лист или полоса, необязательно подвергнутые термообработке, обладают мартенситной структурой в количестве, составляющем по меньшей мере 70%, характеризуются пределом прочности при растяжении, составляющим 2030 МПа или более, условным пределом текучести, составляющим 2000 МПа или более, и равномерным относительным удлинением, составляющим 1% или более.
14. Способ по любому из пп. 10-12, отличающийся тем, что упомянутые холоднокатаные лист или полосу, необязательно подвергнутые термообработке, подвергают резке и необязательно формовке.
15. Способ по п. 14, отличающийся тем, что упомянутые холоднокатаные лист или полосу, подвергнутые необязательно термообработке, резке и необязательно формовке, подвергают обработке для упрочнения при температуре в диапазоне от 400 до 600°С в течение периода времени в диапазоне от 30 минут до 5 часов.
16. Способ по п. 15, отличающийся тем, что упомянутые холоднокатаные лист или полосу, подвергнутые необязательно термообработке, резке и необязательно формовке, подвергают после упрочнения обработке поверхности для улучшения их динамического предела текучести.
17. Способ по п. 16, отличающийся тем, что упомянутая обработка поверхности представляет собой науглероживание, или газовое азотирование, или ионное азотирование, или карбонитридирование, или дробеструйную нагартовку.
18. Способ по любому из пп. 10-12, отличающийся тем, что размер зерна холоднокатаных листа или полосы, необязательно подвергнутых термообработке, соответствует 5 ASTM или менее.
19. Стальное изделие, подвергнутое горячему деформированию и необязательно термообработке, отличающееся тем, что оно имеет следующий состав, выраженный, мас.%:
10,0 ≤ Ni ≤ 24,5,
1,0 ≤ Mo ≤ 12,0,
1,0 ≤ Со ≤ 18,0,
14,0 ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0,
21,5 ≤ Ni + Co + Mo ≤ 47,5,
следовые количества ≤ Al ≤ 4,0,
следовые количества ≤ Ti ≤ 0,1,
следовые количества ≤ N ≤ 0,010,
следовые количества ≤ Si ≤ 4,0,
следовые количества ≤ Mn ≤ 13,0,
следовые количества ≤ C ≤ 0,03,
следовые количества ≤ S ≤ 0,0020,
следовые количества ≤ Р ≤ 0,005,
следовые количества ≤ В ≤ 0,01,
следовые количества ≤ Н ≤ 0,0005,
следовые количества ≤ О ≤ 0,03,
следовые количества ≤ Cr ≤ 5,0,
следовые количества ≤ Cu ≤ 4,0,
следовые количества ≤ W ≤ 6,0,
следовые количества ≤ Zr ≤ 4,0,
следовые количества ≤ Ca ≤ 0,1,
следовые количества ≤ Mg ≤ 0,8,
следовые количества ≤ Nb ≤ 4,0,
следовые количества ≤ V ≤ 4,0,
следовые количества ≤ Ta ≤ 4,0,
следовые количества ≤ Y ≤ 4,0,
при этом остальное представляет собой железо и неизбежные примеси;
при этом совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 650 мм2 для горячедеформированной детали или горячекатаного листа не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более чем 10 мкм.
20. Стальное изделие по п. 19, необязательно подвергнутое термообработке, отличающееся тем, что оно обладает мартенситной структурой в количестве, составляющем по меньшей мере 70%, характеризуется пределом прочности на растяжение, составляющим 2030 МПа или более, условным пределом текучести, составляющим 2000 МПа или более, равномерным относительным удлинением, составляющим 1% или более, и твердостью по Виккерсу, соответствующей 285 Hv10 или более, при этом данную твердость оценивают по поперечному сечению стального изделия.
21. Стальное изделие по п. 19 или 20, отличающееся тем, что оно характеризуется пределом прочности на растяжение, составляющим 2030 МПа или более, условным пределом текучести, составляющим 2000 МПа или более, и равномерным относительным удлинением, составляющим 1% или более.
22. Стальное изделие, выполненное в виде холоднокатаных листа или полосы из стали, отличающееся тем, что оно имеет следующий далее состав, выраженный, мас.%:
10,0 ≤ Ni ≤ 24,5,
1,0 ≤ Mo ≤ 12,0,
1,0 ≤ Со ≤ 18,0,
14,0 ≤ Мо + Со + Si + Mn + Cu + W + V + Nb + Zr + Y + Ta + Cr + C + Al + B + Ti + N ≤ 29,0,
21,5 ≤ Ni + Co + Mo ≤ 47,5,
следовые количества ≤ Al ≤ 4,0,
следовые количества ≤ Ti ≤ 0,1,
следовые количества ≤ N ≤ 0,010,
следовые количества ≤ Si ≤ 4,0,
следовые количества ≤ Mn ≤ 13,0,
следовые количества ≤ C ≤ 0,03,
следовые количества ≤ S ≤ 0,0020,
следовые количества ≤ Р ≤ 0,005,
следовые количества ≤ В ≤ 0,01,
следовые количества ≤ Н ≤ 0,0005,
следовые количества ≤ О ≤ 0,03,
следовые количества ≤ Cr ≤ 5,0,
следовые количества ≤ Cu ≤ 4,0,
следовые количества ≤ W ≤ 6,0,
следовые количества ≤ Zr ≤ 4,0,
следовые количества ≤ Ca ≤ 0,1,
следовые количества ≤ Mg ≤ 0,8,
следовые количества ≤ Nb ≤ 4,0,
следовые количества ≤ V ≤ 4,0,
следовые количества ≤ Ta ≤ 4,0,
следовые количества ≤ Y ≤ 4,0,
при этом остальное представляет собой железо и неизбежные примеси;
при этом совокупность включений согласно наблюдениям при использовании анализа изображений на отполированной поверхности с размером в 800 мм2 не содержит неметаллических включений, имеющих эквивалентный диаметр, составляющий более чем 10 мкм.
23. Стальное изделие по п. 22, отличающееся тем, что оно подвергнуто по меньшей мере одной термообработке после холодной прокатки для упрочнения материала.
24. Стальное изделие по п. 22 или 23, отличающееся тем, что оно характеризуется пределом прочности на растяжение, составляющим 2030 МПа или более, условным пределом текучести, составляющим 2000 МПа или более, и равномерным относительным удлинением, составляющим 1% или более.
25. Стальное изделие, отличающееся тем, что оно получено из стального изделия по любому из пп. 19-24, необязательно подвергнутого формовке, причем стальное изделие подвергнуто обработке поверхности для улучшения динамической прочности.
26. Стальное изделие по п. 25, отличающееся тем, что указанная обработка поверхности выбрана из науглероживания, газового азотирования, ионного азотирования, карбонитридирования или дробеструйной нагартовки.
27. Стальная деталь, выполненная в виде турбинного вала или горячедеформированной детали коробки передач, отличающаяся тем, что указанная стальная деталь включает в себя по меньшей мере один элемент, изготовленный из стального изделия по любому из пп. 19-21.
28. Приводной ремень коробки передач, отличающийся тем, что он включает в себя по меньшей мере один элемент, изготовленный из стального изделия по любому из пп. 22-26.
29. Приводной ремень коробки передач по п. 28, отличающийся тем, что им является приводной ремень коробки передач, относящейся к типу передачи CVT для автотранспортного средства.
30. Стальное изделие, отличающееся тем, что оно является стальным изделием по любому из пп. 19-24, необязательно подвергнутым термообработке, при этом размер зерна указанного изделия соответствует 5 ASTM или менее.
| US 20020059967 A1, 23.05.2002 | |||
| ВЫСОКОПРОЧНЫЙ ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2008 |
|
RU2394113C1 |
| Способ возведения складного многоярусного сооружения | 1983 |
|
SU1182141A1 |
| CN 103451557 A, 18.12.2013 | |||
| EP 1582605 A1, 05.10.2005. | |||

