Область техники
Изобретение относится к листу электротехнической стали с ориентированной структурой и к способу его производства.
Уровень техники
Листовая электротехническая сталь с ориентированной структурой представляет собой магнитно-мягкий материал, который широко применяется для железных сердечников в трансформаторах, генераторах и других подобных устройствах. Лист электротехнической стали с ориентированной структурой имеет текстуру, у которой ориентация <001> оси легкого намагничивания железа в высокой степени совпадает с направлением прокатки листовой стали. Такая текстура образуется при вторичной рекристаллизации в ходе процесса производства листа электротехнической стали с ориентированной структурой. В процессе вторичной рекристаллизации рост крупных кристаллических зерен с ориентацией (110) [001], или так называемой ориентацией Госса, предпочтительно происходит во время вторичного рекристаллизационного отжига.
Как правило, такие листы электротехнической стали с ориентированной структурой изготавливаются нагреванием сляба, содержащего около 4,5 масс.% или менее Si и компонентов ингибитора, таких как MnS, MnSe и AlN, до температуры 1300°C или выше для временного растворения компонентов ингибитора; выполнением горячей прокатки сляба для получения горячекатаного листа; подверганием горячекатаного листа при необходимости отжигу горячекатаной полосы и холодной прокатке горячекатаного листа однократно, дважды или более с выполняемым между ними промежуточным отжигом для получения холоднокатаного листа, имеющего конечную толщину; подверганием холоднокатаного листа первичному рекристаллизационному отжигу в атмосфере влажного водорода для первичной рекристаллизации и обезуглероживания; нанесением на холоднокатаный лист сепаратора отжига, главным образом составленного из оксида магния, то есть MgO; и проведением в течение около 5 часов конечного отжига при 1200°C для вторичной рекристаллизации и очистки компонентов ингибитора (например, патенты US 1965559 A (PTL 1), JP S40-15644 B (PTL 2) и JP S51-13469 B (PTL 3)).
Как указывалось выше, выделения, то есть компоненты ингибитора, такие как MnS, MnSe и AlN, при производстве листов электротехнической стали с ориентированной структурой стандартными способами присутствуют на стадии сляба и временно растворяются в ходе нагрева сляба при высокой температуре в 1300°C или выше. При последующих процессах происходит вторичная рекристаллизация в результате мелкодисперсного выделения этих компонентов ингибитора.
Как указывалось выше, такой стандартный способ производства листов электротехнической стали с ориентированной структурой требует нагрева сляба при высокой температуре, превышающей 1300°C. В этой связи стоимость такого производства чрезвычайно высока. Поэтому при таком способе производства листов электротехнической стали с ориентированной структурой остается проблема невозможности соответствия современным требованиям по снижению стоимости производства.
Для разрешения этой проблемы, например, в JP 2782086 B (PTL 4) предлагается способ, при котором обеспечивается содержание от 0,010 до 0,060% кислоторастворимого Al, то есть sol. Al, сдерживается нагрев сляба более низкими температурами и в ходе процесса обезуглероживающего отжига выполняется азотирование в подходящей азотирующей атмосфере, таким образом, в ходе вторичной рекристаллизации выделяются (Al, Si)N и применяются в качестве ингибиторов.
В этом случае происходит тонкое диспергирование в стали (Al, Si)N, которые выступают в качестве эффективных ингибиторов и выделяются, на поверхности стального листа образуются только Si3N4 или (Si, Mn)N, главным образом состоящие нитридов кремния, образующихся вследствие азотирующей обработки данного производственного способа. Помимо этого, при последующем вторичном рекристаллизационном отжиге выделения, состоящие главным образом из нитридов кремния, заменяются на Al-содержащие нитриды (Al, Si)N или AlN, которые являются термодинамически более устойчивыми. Согласно Y. Ushigami и др. (Materials Science Forum, том 204-206, (1996), с. 593-598 (NPL 1)), находящийся вблизи поверхности Si3N4 растворяется при повышении температуры в ходе вторичного рекристаллизационного отжига и, с другой стороны, азот диффундирует в сталь и, когда температура поднимается выше 900°C, выделяется в виде по существу однородных Al-содержащих нитридов в направлении толщины листа, что обеспечивает возможность ингибирования роста зерна по всей толщине, то есть ингибирующий эффект. Это также предпочтительно с точки зрения возможности относительно легкого достижения с помощью данной методики однородности количеств и размера зерна выделений в направлении толщины по сравнению с контролем дисперсности выделений при помощи высокотемпературного нагрева сляба.
С другой стороны, с самого начала было также проведено исследование методик осуществления в слябе вторичной рекристаллизации без компонентов ингибитора. Например, JP 2000-129356 A (PTL 5), описывает методику, позволяющую проводить вторичную рекристаллизацию без компонентов ингибитора. Данная методика упоминается как безингибиторный способ.
Безингибиторный способ представляет собой методику выполнения вторичной рекристаллизации при использовании стали более высокой степени рафинирования и средств контроля текстуры. При безингибиторном способе не требуется высокотемпературного нагрева сляба и листовая электротехническая сталь с ориентированной структурой может быть получена без выполнения каких-либо специальные процессов, таких как азотирующая обработка. Соответственно, листы электротехнической стали с ориентированной структурой могут быть изготовлены с меньшими затратами.
Однако применение такого сляба, не содержащего компонентов ингибитора, в частности, сляба, имеющего композицию со сниженным содержанием S и Se, ухудшает свойства изгиба листовой стали после конечного отжига. При этом свойства изгиба оцениваются согласно испытанию при повторном изгибе, определенному в JIS C 2553, которое включает вырезание листа стали шириной 30 мм, неоднократное изгибание стального листа под прямом углом с созданием в нем напряжений и измерение количества изгибаний до образования в листовой стали трещины. Количество изгибаний до образования в листовой стали трещины, другими словами, количество раз повторного изгиба, является максимальным количеством изгибаний без трещин при повторном испытании на изгиб. То есть, последнее изгибание, при котором образуется трещина, в количество раз изгиба не включается. Например, в случаях, когда трещина возникает при первом изгибании, количество раз повторного изгиба равно нулю. Когда свойства изгиба ухудшаются, пропускание листа через линию перфорации листовой стали вызывает проблемы, такие как разрушения, происходящие в части, изгибаемой вокруг лупера или валка, или же образование в листовой стали трещин в процессе производства ленточного трансформатора.
Ухудшение свойств изгиба объясняется тем, что листовая сталь проявляет склонность к окислению, когда и содержание S, и содержание Se в композиции снижаются до 50 ч./млн. или менее. То есть границы зерна после вторичной рекристаллизации окисляются, а оксиды на границах зерна после восстановления при высокой температуре соединяются с азотом стали, образуя во время охлаждения при отжиге выделения в форме нитридов кремния. Нитриды кремния, которые выделяются на границах зерен, становятся отправной точкой ухудшения свойств изгиба.
Для решения этой проблемы JP 2003-247051 A (PTL 6), например, предлагает способ добавления к сепаратору отжига соединения Sr, соединения Ca и соединения Ba. Помимо этого, JP 2003-328037 A (PTL 7) описывает способ добавления к сепаратору отжига соединения Ti с одновременным обеспечением контроля нахождения наивысшей предельной температуры конечного отжига внутри диапазона от 1050°C до 1150°C. Кроме того, также известен способ производства, применяющий в качестве атмосферы конечного отжига атмосферу Ar с целью подавления высокотемпературного восстановления.
Раскрытие сущности изобретения
Техническая задача.
Однако при способе PTL 6 применяется специальная добавка к сепаратору отжига, которая может отрицательно влиять на внешний вид, свойства отслаивания и т.п. форстеритовой пленки, образующейся в ходе вторичного рекристаллизационного отжига. Помимо этого, сложность приготовления специальных реагентов может увеличивать стоимость производства.
Способ PTL 7 снижает наивысшую предельную температуру конечного отжига, что может неблагоприятно сказываться на качестве очистки от элементов, оказывающих вредное влияние на магнитные свойства. Это также неблагоприятно воздействует на очистку от элементов, которые являются вредными для магнитных свойств, даже в случае использования атмосферы Ar в качестве атмосферы для конечного отжига.
Поэтому вопрос о противодействии ухудшению свойств изгиба является важной проблемой производства листовой электротехнической стали с ориентированной структурой при использовании сляба, который содержит композицию со сниженным содержанием S и Se. При этом такие способы, как предлагаются в PTL 6 и 7, не способны решить данную задачу.
Данное изобретение было сделано в свете описанной выше ситуации, и целью его является предоставление листа электротехнической стали с ориентированной структурой, который даже при использовании сляба, содержащего композицию со сниженными количествами S и Se, демонстрирует улучшенные свойства изгиба без ухудшения магнитных свойств, а также предложение эффективного способа производства такого листа электротехнической стали с ориентированной структурой.
В данном раскрытии количество раз повторного изгибания при испытании на изгиб означает количество раз выполнения изгиба при повторном испытании на изгиб согласно JIS C 2553 до тех пор, пока в стальном листе не образуется трещина. Следует заметить, что последнее изгибание, при котором возникает трещина, в количество раз изгиба не включается, и что повторное испытание на изгиб выполняется с напряжением в 70 Н.
Под композицией стали подразумевается состав стальной подложки. Например, в случаях, когда на поверхности листовой стали образуются изолирующее покрытие и форстеритовая пленка, состав стали означает композицию стальной подложки после удаления покрытия и пленки.
Решение задачи.
Для решения указанных выше проблем авторы данного изобретения провели тщательное исследование.
Допустив, что ухудшение свойств изгиба при снижении в композиции сляба S и Se вызывают нитриды кремния, выделяющиеся на границах зерна, авторы изобретения предположили, что изменение состояния выделений нитрида кремния, которое может быть достигнуто при использовании элементов, которые сегрегируют на границах зерна (в дальнейшем «элементы сегрегирующего по границам зерен типа», способно подавлять ухудшение свойств изгиба. Более конкретно, авторы сочли, что изменение характера выделений нитрида кремния с выделения на границах зерна к выделению в зернах, которое может быть достигнуто в результате оставления подходящего количества элементов сегрегации на границах зерен в ходе охлаждения конечного отжига, может подавить ухудшение свойств изгиба, вызываемое зернограничным растрескиванием.
Однако применение специальных элементов обычно вызывает проблемы, такие как образование выделений или образование включений, например, оксидов, и, соответственно, может привести к ухудшению магнитных свойств.
Поэтому авторы добавляли различные элементы и исследовали эффекты улучшения свойств изгиба. В результате авторы изобретения сосредоточили свое внимание на шести элементах: Sn, Sb, Cr, P, Мо и B.
Все эти элементы являются элементами сегрегирующего на границах зерен типа. Применение этих элементов на стадии сляба улучшает свойства листа электротехнической стали с ориентированной структурой. Однако большое количество этих элементов, остающихся после рафинирующего отжига, ухудшает магнитные свойства. Поэтому большая часть этих элементов обычно удаляется при рафинирующем отжиге.
Однако, так как ни один из этих элементов не может быть очищен на 100%, они могут оставаться в стали в различных формах. Поэтому каждый из этих элементов рассматривается как имеющий содержание, которое не ухудшает магнитные свойства в значительной степени даже при его сохранении в стали.
С другой стороны, для листа электротехнической стали с ориентированной структурой, полученного с использованием сляба, содержащего композицию со сниженным содержанием S и Se, происходит выделение нитридов кремния на границах зерна после вторичного рекристаллизационного отжига, то есть во время процесса охлаждения после рафинирующего отжига, и такое выделение приводит к ухудшению свойств изгиба. Поэтому для улучшения свойств изгиба важно позволить вышеупомянутым элементам сегрегирующего на границах зерен типа оставаться после вторичного рекристаллизационного отжига, то есть рафинирующего отжига, в заранее определенном количестве, а не добавлять какое-то количество элементов сегрегирующего на границах зерен типа на стадии сляба.
Основываясь на упомянутых выше исследованиях, авторы провели следующий эксперимент и сделали это изобретение. Ниже будет сделана отсылка к этому эксперименту.
Эксперимент 1
Был приготовлен слиток вакуумной стали, содержащей в массовых процентах или в массовых частях на миллион: C: 0,05%, Si: 3,2%, Mn: 0,09%, sol. Al: 50 ч./млн., N: 30 ч./млн., S: 20 ч./млн., O: 14 ч./млн. в качестве основных компонентов с остальным, являющимся Fe и неизбежными примесями. Три, или четыре, или более из этих шести элементов Sn, Sb, Cr, P, Мо, B добавлялись к слитку вакуумной стали в различных количествах с тем, чтобы способом сталеварения получить стальной слиток. Стальной слиток нагревался до 1150°C и затем подвергался горячей прокатке для получения горячекатаного листа толщиной 3,0 мм. Такой горячекатаный лист в течение 60 секунд отжигался при 1000°C и затем прокатывался до 0,35 мм с получением холоднокатаного листа. После чего такой холоднокатаный лист был нагрет до 820°C во влажной водородной атмосфере со средней скоростью нагревания 90°C/с в пределах температурного диапазона от 500°C до 700°C и далее подвергался первичному рекристаллизационному отжигу, то есть обезуглероживающему отжигу, при котором осуществлялось выдержка в течение 120 секунд при 820°C. Вслед за этим была приготовлена суспензия добавлением MgO в качестве главного агента и MgSO4 и других подобных соединений в качестве добавок. Данная суспензия в качестве сепаратор отжига была нанесена на листовую сталь, получающуюся после первичного рекристаллизационного отжига, и высушена. Далее листовая сталь в течение 30 часов выдерживалась в температурном диапазоне от 800°C до 900°C, нагревалась до 1200°C, что является наивысшей предельной температурой атмосферы H2 в диапазоне 1000°C или выше, и подвергалась вторичному рекристаллизационному отжигу, при котором выполнялась очистка посредством выдержки листовой стали в течение 10 часов при этой температуре и в этой атмосфере. Жидкость для нанесения покрытия, содержащая фосфатно-хроматную коллоидную окись кремния, была нанесена на стальной лист, полученный после вторичного рекристаллизационного отжига, и подвергнута термической обработке при температуре около 800°C для образования изолирующего покрытия. После чего полученный лист стали был обрезан до размеров, определенных в JIS C 2550, и подвергнут многократному изгибу под прямым углом при напряжении в 70 Н. Для оценки свойств изгиба было измерено количество изгибаний до образования в стальном листе трещины. Измерение выполнялось с максимальным числом изгибаний, равным 10. Результаты представлены в Таблице 1. В случаях, когда количество раз изгибания достигает десять без появления трещины, число раз повторного изгиба обозначается как «10 или более».
Кроме того, были измерены содержания остающихся в стали после вторичного рекристаллизационного отжига элементов сегрегирующего на границах зерен типа – Sn, Sb, Cr, P, Мо и B. Перед выполнением измерений изолирующее покрытие и форстеритовая пленка были удалены с поверхности листа стали. Результаты представлены в Таблице 1.
Следует заметить, что очистка стали привела к содержанию как Al, так и N в 5 ч./млн. или менее, а S была очищена до 4 ч./млн. или менее.
Помимо этого, с помощью описываемого ниже способа было также измерено содержание нитрида кремния, который выделяется на границах кристаллических зерен листовой стали. Полирование поверхности листовой стали, травление поверхности листовой стали ниталем, рассмотрение десяти участков с помощью оптического микроскопа под увеличением в 100 раз или увеличением в 1000 раз под электронным сканирующим микроскопом, измерение общей длины межзеренной границы границ кристаллических зерен (в дальнейшем «общая длина границы зерна») и общей длины границ зерен, в которых выделяются нитриды кремния (в дальнейшем «общая длина границы зерна нитрида кремния») для каждого участка и вычисление показателя (общая длина границы зерна нитрида кремния)/(общая длина границы зерна) × 100, другими словами: отношение общей длины межзеренной границы границ кристаллических зерен, в которых выделяются нитриды кремния, к общей длине межзеренной границы границ кристаллических зерен. Данные результаты также представлены в Таблице 1.
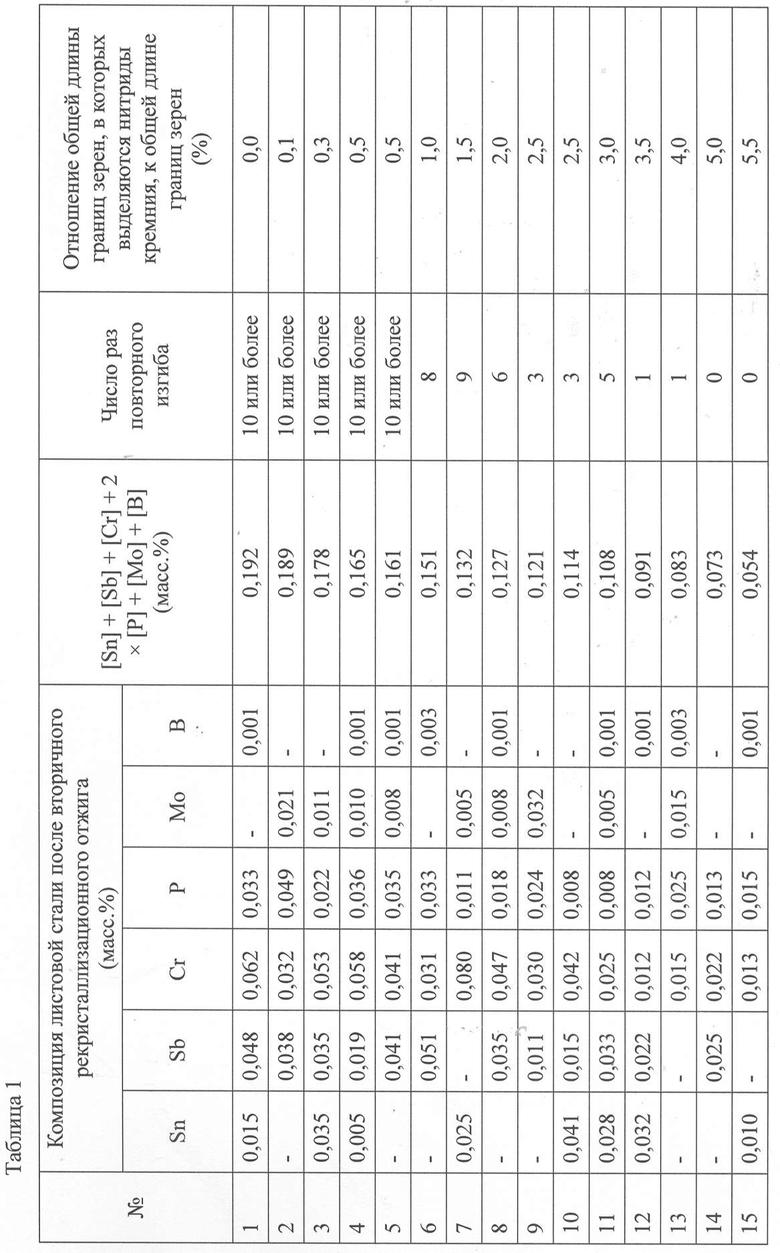
Исходя из Таблицы 1, видно, что наличие трех или более выбранных из Sn, Sb, Cr, P, Мо и B элементов и контроль за нахождением их содержания в пределах диапазона, определяемого следующим далее выражением отношения (1), эффективно улучшает свойства изгиба.
0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B] ≤ 0,50 (1),
где каждое из [%Sn], [%Sb], [%Cr], [%P], [%Mo] и [%B] отображает содержания представленных в стали Sn, Sb, Cr, P, Мо и B.
Кроме того, 2 × [%P] в вышеприведенном выражении отношения (1) означает, что P вдвое более эффективен по сравнению с другими элементами. Авторы данного изобретения считают, что причина этого может состоять в том, что P и Si являются соседствующими элементами в периодической таблице и, соответственно, сегрегация P сильно влияет на диффузию Si к границам зерна, что более эффективно подавляет выделение нитрида кремния.
Как описывалось выше, применение заранее определенных элементов сегрегирующего на границах зерен типа – Sn, Sb, Cr, P, Мо и B – подавляет сегрегацию нитрида кремния к границам зерна, вследствие чего становится возможной высокотемпературная очистка в атмосфере H2 в ходе вторичного рекристаллизационного отжига. В результате оказывается возможным сокращение содержания Al, N, S и Se, которые воздействуют на магнитные свойства даже в малых количествах, до следовых количеств.
Что касается состояния выделения нитрида кремния на границах зерен, то предпочтительно удерживать отношение общей длины межзеренной границы границ кристаллических зерен, в которых выделяются нитриды кремния, к общей длине межзеренной границы границ кристаллических зерен в пределах 1,0% или менее. При таком содержании нитрида кремния, выделяющегося на границах кристаллических зерен, возможно более устойчивое улучшение свойств изгиба.
Данное изобретение основывается на этих представленных выше обнаружениях и последующих исследованиях.
Более конкретно, первичные признаки этого раскрытия являются такими, как описано ниже.
1. Лист электротехнической стали с ориентированной структурой, имеющий композицию стали, в выражении массовых процентов или массовых частей на миллион состоящую из: C: 0,005% или менее, Si: от 2,0 до 5,0%, Mn: от 0,01 до 0,5%, sol. Al: 10 ч./млн. или менее, N: 15 ч./млн. или менее, S и Se: каждый по 10 ч./млн. или менее, и по меньшей мере три элемента, выбираемые из Sn, Sb, Cr, P, Мо и B, содержания которых удовлетворяют следующему соотношению (1)
0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B] ≤ 0,50 (1),
где каждое из [%Sn], [%Sb], [%Cr], [%P], [%Mo] и [%B] отображает содержания в стали Sn, Sb, Cr, P, Мо и B, выражаемые в масс.%,
с остальным, представленным Fe и случайными примесями, где
число раз повторного изгиба при испытании на изгиб равно 10 или более.
2. Лист электротехнической стали с ориентированной структурой согласно 1, где отношение общей длины межзеренной границы границ кристаллических зерен, в которых происходит выделение нитридов кремния, к общей длине межзеренной границы границ кристаллических зерен составляет 1,0% или менее.
3. Лист электротехнической стали с ориентированной структурой согласно п.п. 1 или 2, где состав стали в представлении масс.% содержит, кроме того, по меньшей мере одно выбираемое из: Ni: от 0,005 до 1,50%, Cu: от 0,01 до 0,50%, Nb: от 0,0005 до 0,0100%, Ti: от 0,0005% до 0,0100%, и Bi: от 0,0005% до 0,0100%.
4. Способ производства листовой электротехнической стали с ориентированной структурой, включающий:
приготовление слитка вакуумной стали, содержащей в массовых процентах или в массовых частях на миллион: C: 0,10% или менее; Si: от 2,0 до 5,0%, Mn: от 0,01 до 0,5%, S, Se и O: каждый менее 50 ч./млн., sol. Al: менее 100 ч./млн., N: 80 ч./млн. или менее и по меньшей мере три, выбираемых из Sn: от 0,01% до 0,50%, Sb: от 0,005 до 0,50%, Cr: от 0,01 до 1,50%, P: от 0,0050 до 0,50%, Mo: от 0,01 до 0,50% и В: от 0,0001 до 0,0100%, содержания которых удовлетворяют следующему соотношению (2)
0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B] (2),
где каждое из [%Sn], [%Sb], [%Cr], [%P], [%Mo] и [%B] отображает содержания в стали Sn, Sb, Cr, P, Мо и B, выражаемые в масс.%,
с остальным, представленным Fe и случайными примесями;
подвергание стального сляба горячей прокатке без нагревания или после нагревания для получения горячекатаного листа;
подвергание затем горячекатаного стального листа холодной прокатке, выполняемой однократно, или дважды, или большее количество раз с промежуточным отжигом, выполняемым между ними, для получения холоднокатаной листовой стали;
далее подвергание холоднокатаного листа первичному рекристаллизационному отжигу и нанесение на такой холоднокатаный лист сепаратора отжига; и
подвергание после этого холоднокатаного листа вторичному рекристаллизационному отжигу как для очистки, так и для отжига, при том, что
данный сепаратор отжига является сепаратором отжига, главным образом составленным из MgO, и
вторичный рекристаллизационный отжиг, проводимый со средней скоростью нагревания 5°C/час или ниже по меньшей мере в температурном диапазоне от 800 до 900°C и в условиях композиции газов атмосферы, содержащей H2: 10 об.% или более, в температурном диапазоне от 1000°C или выше и ниже 1100°C.
5. Способ производства листовой электротехнической стали с ориентированной структурой согласно п. 4, в котором стальной сляб в представлении масс.% содержит, кроме того, по меньшей мере одно, выбираемое из: Ni: от 0,005% до 1,50%, Cu: от 0,01 до 0,50%, Nb: от 0,0005 до 0,0100%, Ti: от 0,0005% до 0,0100% и Bi: от 0,0005% до 0,0100%.
6. Способ производства листовой электротехнической стали с ориентированной структурой согласно п. 4 или 5, в котором средняя скорость нагревания при первичном рекристаллизационном отжиге по меньшей мере в температурном диапазоне от 500 до 700°C составляет 50°C/с или выше.
7. Способ производства листовой электротехнической стали с ориентированной структурой по любому из пп. 4-6, в котором
азотирующая обработка выполняется в ходе первичного рекристаллизационного отжига или после первичного рекристаллизационного отжига и перед нанесением сепаратора отжига, и
стальной сляб содержит в масс.%: Cr: от 0,01 до 0,10%, Mo: от 0,01 до 0,05% и В: от 0,0001 до 0,001%, когда Cr, Мо и/или B присутствуют в данном стальном слябе.
Полезный эффект изобретения
Согласно данному раскрытию может быть получен лист электротехнической стали с ориентированной структурой, который даже в случае, когда сляб содержит композицию со сниженными количествами S и Se, демонстрирует улучшенные свойства изгиба без ухудшения магнитных свойств, вследствие чего его промышленное значение очень высоко.
Осуществление изобретения
Далее приводится подробное описание данного раскрытия.
Прежде всего делается обращение к композиции листовой электротехнической стали с ориентированной структурой данного раскрытия. Хотя единицы содержания каждого элемента, содержащегося в композиции стали, представляют собой массовые проценты (масс.%) или массовые части на миллион (масс. ч./млн.), если не указывается иного, они будут обозначаться просто как «%» или «ч./млн.».
Состав листовой электротехнической стали с ориентированной структурой раскрытия содержит: C: 0,005% или менее; Si: от 2,0 до 5,0%, Mn: от 0,01 до 0,5%, sol. Al: 10 ч./млн. или менее, N: 15 ч./млн. или менее, один или два элемента, выбираемых из S и Se в количестве 10 ч./млн. или менее, и три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B, содержания которых удовлетворяют следующему соотношению (1), с остальным, являющимся Fe и неизбежными примесями,
0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B] ≤ 0,50 (1),
где каждое из [%Sn], [%Sb], [%Cr], [%P], [%Mo] и [%B] отображает содержания представленных в стали Sn, Sb, Cr, P, Мо и B в масс.%.
Для листа электротехнической стали с ориентированной структурой раскрытия особенно важным является наличие трех или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B, и то, чтобы содержания этих элементов удовлетворяли приведенному выше соотношению (1).
Это объясняется тем, что, хотя содержания этих элементов, превышающие некоторые количества, в частности, составляющие для Sn, Sb, Cr, P и Мо 0,1% или более и для B превышающие 0,001%, могут вызвать ухудшение показателя потерь в железе листовой стали после конечного отжига из-за образования выделений или других подобных явлений, совместное добавление трех или более этих элементов в ничтожно малых количествах подавляет выделение нитрида кремния на границах зерен и улучшает свойства изгиба без ухудшения потерь в железе.
Поэтому лист электротехнической стали с ориентированной структурой раскрытия содержит три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B, а содержания этих элементов удовлетворяют тому, что ([%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B]) равняется 0,16 масс.% или более.
При этом слишком большая величина ([%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B]), ухудшает потери в железе. Соответственно, верхний предел составляет 0,50 масс.% или менее.
Как указывалось выше, лист электротехнической стали с ориентированной структурой раскрытия содержит три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B, что означает, что эти элементы сохраняются после вторичного рекристаллизационного отжига, то есть рафинирующего отжига, и содержания этих элементов удовлетворяют приведенному выше соотношению (1). Таким образом подавляется выделение нитрида кремния на границах зерен, вследствие чего количество раз повторных изгибаний при испытании на изгиб может достигать 10 или более.
Кроме того, для листа электротехнической стали с ориентированной структурой раскрытия в дополнение к надлежащему регулированию содержаний вышеупомянутых Sn, Sb, Cr, P, Мо и B также важно подавить содержание sol. Al до 10 ч./млн. или менее, N до 15 ч./млн. или менее и одного или двух элементов, выбираемых из S и Se, до количества в 10 ч./млн. или менее. Причиной этого является то, что такие элементы, как Al, N, S и Se, воздействуют на магнитные свойства даже в малых количествах, вследствие чего желательно уменьшить их содержания в максимально возможной степени. Предпочтительно, чтобы содержание sol. Al составляло бы 5 ч./млн. или менее, N 5 ч./млн. или менее и каждого из S и Se – 5 ч./млн. или менее. Нижние пределы содержания sol. Al, N, S и Se специальным образом не ограничиваются и могут составлять 0 ч./млн.
Содержание O, то есть кислорода, предпочтительно отвечает 10 ч./млн. или менее. Нижний предел количества O специальным образом не ограничивается и может равняться 0 ч./млн.
Выше были описаны компоненты, которые являются особенно важными для листовой электротехнической стали с ориентированной структурой данного раскрытия. Так как описание остальных компонентов совпадает со следующим далее описанием химической композиции стального сляба, оно здесь опускается.
Что касается состояния выделения нитрида кремния на границах кристаллических зерен, то предпочтительно установление отношения общей длины межзеренной границы границ кристаллических зерен, в которых выделяются нитриды кремния, к общей длине межзеренной границы границ кристаллических зерен в пределах 1,0% или менее. Такое содержание нитрида кремния, выделяющегося на границах кристаллических зерен, может улучшать свойства изгиба более устойчиво. Данное отношение предпочтительно равно 0,2% или менее. Нижний предел специальным образом не ограничивается и может составлять 0%.
Содержание нитрида кремния, выделяющегося на границах кристаллических зерен, может быть измерено с помощью следующего способа. Полирование поверхности листовой стали, травление поверхности листовой стали ниталем, рассмотрение десяти участков с помощью оптического микроскопа под увеличением в 100 раз или с увеличением в 1000 раз под электронным сканирующим микроскопом, измерение общей длины границ зерен и общей длины границ зерен, в которых выделяются нитриды кремния, для каждого участка и вычисление показателя (общая длина границ зерен нитрида кремния) / (общая длина границы зерен) × 100, другими словами: отношение общей длины межзеренной границы границ кристаллических зерен, в которых выделяются нитриды кремния, к общей длине межзеренной границы границ кристаллических зерен, в качестве показателя содержания нитрида кремния, выделившегося на границах кристаллических зерен.
Способ производства листа электротехнической стали с ориентированной структурой данного раскрытия будет описан ниже. Прежде всего делается обращение к химической композиции стального сляба.
C: 0,10% или менее.
C является элементом, подходящим для улучшения первично рекристаллизованной текстуры. Однако содержание C более 0,10%, напротив, ухудшает первично рекристаллизованную текстуру. Поэтому содержание C устанавливается равным 0,10% или менее. Кроме того, с точки зрения магнитные свойств желательным является содержание C в диапазоне между 0,01 и 0,07%. В случаях, когда требуемый уровень магнитных свойств не слишком высок, содержание C может отвечать 0,01% или менее ради исключения или упрощения процесса обезуглероживания в ходе первичного рекристаллизационного отжига. Нижний предел специальным образом не ограничивается и может составлять 0%.
Кроме того, для композиции листовой стали после конечного отжига существенно снижение с помощью очистки содержания C до 0,005% или менее с тем, чтобы препятствовать магнитному старению. Нижний предел специальным образом не ограничивается и может составлять 0%.
Si: от 2,0% до 5,0%.
Si является элементом, подходящим для применения в целях улучшения потерь в железе благодаря увеличению электрического сопротивления. Однако содержание Si, превышающее 5,0%, значительно ухудшает пригодность к обработке холодной прокаткой. Поэтому содержание Si устанавливается равным 5,0% или менее. Кроме того, поскольку Si выступает в качестве образующего нитрид элемента, требуется содержание Si в 2,0% или более. Помимо этого, с точки зрения магнитных свойств желательным является содержание Si в диапазоне от 2,5 до 4,5%.
Mn: от 0,01% до 0,5%.
Mn оказывает эффект повышения пригодности к горячей обработке в ходе производства. Однако этот эффект не может быть получен при содержании Mn ниже 0,01%. С другой стороны, содержание Mn, превышающее 0,5%, ухудшает первично рекристаллизованную текстуру, что, соответственно, ухудшает магнитные свойства. Таким образом, содержание Mn устанавливается от 0,01 до 0,5%.
S, Se и O: каждый менее 50 ч./млн.
Когда содержания каждого из S, Se и O составляют 50 ч./млн. или более, ухудшается однородность первично рекристаллизованной микроструктуры, которая является важной для безингибиторного способа. Это происходит потому, что крупнозернистые оксиды, или MnS и MnSe, укрупняющиеся при нагревании сляба, частично подавляют рост зерна в течение первичного рекристаллизационного отжига. Поэтому содержания всех из S, Se и O удерживаются на уровне менее 50 ч./млн. Нижние пределы содержания S, Se и O специальным образом не ограничиваются и могут составлять 0 ч./млн.
Sol. Al: менее 100 ч./млн.
Al может образовывать на поверхности плотную оксидную пленку, которая препятствует обезуглероживанию. Поэтому количество Al подавляется до величины менее 100 ч./млн. в выражении sol. Al. Однако ожидается, что добавление ничтожно малых количеств Al, который имеет высокое сродство с кислородом, в ходе производства стали вызовет такие эффекты, как уменьшение количества растворенного в стали кислорода и восстановление оксидных включений, которые способны приводить к ухудшению свойств. Поэтому добавление его в количестве 100 ч./млн. или менее сдерживает ухудшение магнитных свойств. Нижний предел содержания sol. Al специальным образом не ограничивается и может равняться 0 ч./млн.
N: 80 ч./млн.или менее.
N препятствует действию ингибиторов и осложняет протекание вторичной рекристаллизации. Помимо этого, чрезмерное содержание N может приводить к образованию нитрида кремния, который является стартовый точкой для образования трещин при холодной прокатке. Поэтому содержание N устанавливается равным 80 ч./млн. или менее. Нижний предел содержания N специальным образом не ограничивается и может отвечать 0 ч./млн.
Необходимо, чтобы стальной сляб, применяемый при способе производства листа электротехнической стали с ориентированной структурой данного раскрытия, содержал три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B и представленных в пределах обозначаемых далее диапазонов, так, чтобы состав листовой стали после конечного отжига удовлетворяла диапазону приведенного выше выражения отношения (1).
Sn: от 0,01% до 0,50%.
Sn является элементом, пригодным для улучшения магнитных свойств в результате подавления азотирования и окисления листовой стали в ходе вторичного рекристаллизационного отжига и способствующим вторичной рекристаллизации кристаллических зерен, имеющих хорошую кристаллическую ориентацию. Для обеспечения такого действия содержание Sn предпочтительно составляет 0,01% или более. Однако содержание Sn, превышающее 0,50%, ухудшает пригодность к обработке холодной прокаткой. Поэтому содержание Sn устанавливается в пределах от 0,01 до 0,50%. Предпочтительно содержание Sn находится в диапазоне от 0,05% до 0,15%.
Sb: от 0,005% до 0,50%.
Sb является элементом, который эффективно улучшает магнитные свойства, препятствуя азотированию и окислению листовой стали в ходе вторичного рекристаллизационного отжига, и способствует вторичной рекристаллизации кристаллических зерен, имеющих хорошую кристаллическую ориентацию. Для обеспечения такого действия содержание Sb предпочтительно составляет 0,005% или более. Однако содержание Sb, превышающее 0,50%, ухудшает пригодность к обработке холодной прокаткой. Поэтому содержание Sb устанавливается в пределах от 0,005 до 0,50%. Предпочтительно содержание Sb находится в диапазоне от 0,02% до 0,15%.
Cr: от 0,01% до 1,50%.
Cr обеспечивает эффект стабилизации образования форстеритовой пленки. Для получения этого эффекта содержание Cr предпочтительно составляет 0,01% или более. Однако, когда содержание Cr превышает 1,50%, затрудняется прохождение вторичной рекристаллизации и магнитные свойства ухудшаются. Поэтому содержание Cr устанавливается в диапазоне от 0,01 до 1,50%. Предпочтительно содержание Cr находится в диапазоне от 0,03% до 0,15%.
P: от 0,0050% до 0,50%.
P также обеспечивает эффект стабилизации образования форстеритовой пленки. Для обеспечения такого действия содержание P предпочтительно составляет 0,0050% или более. Однако содержание P, превышающее 0,50%, ухудшает пригодность к обработке холодной прокаткой. Вследствие этого содержание P устанавливается в пределах от 0,0050 до 0,50%. Предпочтительно содержание P находится в диапазоне от 0,03% до 0,15%.
Mo: от 0,01% до 0,50%.
Мо обладает эффектом подавления образования плены после горячей прокатки, например, подавляя развитие трещин, вызываемых температурными изменениями в процессе нагрева сляба. Когда содержание Мо оказывается ниже 0,01%, эффект подавления плены невелик. В случае превышения содержанием Мо величины в 0,50% большое количество Мо может оставаться в листе стали после конечного отжига, например, вследствие образования карбидов и нитридов, и остаточный Мо может вызывать ухудшение показателя потерь в железе. Поэтому содержание Mo устанавливается в пределах от 0,01 до 0,50%. Предпочтительно содержание Mo находится в диапазоне от 0,02% до 0,15%.
B: от 0,0001% до 0,0050%.
B некоторых случаях B проявляет эффект подавления роста зерна и стабилизации вторичной рекристаллизации вследствие, например, объединения с азотом в стали с образованием выделений или самостоятельной сегрегации, хотя этот эффект невелик. Когда содержание B составляет менее 0,0001%, данный эффект недостаточен. В случае превышения содержанием B величины в 0,0050% образование выделений остается чрезмерным даже после очистки, что вызывает ухудшение магнитных свойств. Поэтому содержание B устанавливается в диапазоне от 0,0001 до 0,0050%. Предпочтительным является содержание B в пределах от 0,0003 до 0,0030%.
Согласно вышеприведенному, стальной сляб содержит три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B и присутствующих в пределах указанных выше диапазонов. При этом, как указывалось выше, содержания Sn, Sb, Cr, P, Мо и B в композиции листовой стали должны после конечного отжига удовлетворять вышеупомянутому соотношению (1).
Например, в случаях, когда в качестве сепаратора отжига для образования на поверхности листовой стали форстеритовой пленки применяется сепаратор отжига, главным образом составленный из MgO, обеспечение соответствия диапазону вышеупомянутого выражения отношения (1) для листовой стали после конечного отжига возможно в случае наличия в стальном слябе трех или более выбираемых из Sn, Sb, Cr, P, Мо и B элементов с их содержаниями, отвечающими указанным выше диапазонам, управления количествами этих элементов так, чтобы удовлетворять следующему соотношению (2), и соответствующего регулирования набора условий при проведении вторичного рекристаллизационного отжига, который будет описан ниже, и совокупности условий для первичного рекристаллизационного отжига.
0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 × [%P] + [%Mo] + [%B] (2),
где каждое из [%Sn], [%Sb], [%Cr], [%P], [%Mo] и [%B] отображает содержания представленных в стали Sn, Sb, Cr, P, Мо и B в масс.%.
В целях более устойчивого улучшения магнитных свойств в промышленном масштабе, в дополнение к основным, описанным выше компонентам, при необходимости соответствующим образом могут также содержаться представленные далее элементы.
Ni: от 0,005% до 1,5%.
Ni обеспечивает эффект улучшения магнитных свойств, повышая однородность микроструктуры горячекатаного листа. Для достижения этого эффекта содержание Ni предпочтительно составляет 0,005% или более. Однако, когда содержание Ni превышает 1,5%, затрудняется прохождение вторичной рекристаллизации и магнитные свойства ухудшаются. Поэтому содержание Ni устанавливается в диапазоне от 0,005 до 1,5%.
Cu: от 0,01% до 0,50%.
Cu проявляет действие по эффективному улучшению магнитных свойств благодаря подавлению окисления листовой стали в ходе вторичного рекристаллизационного отжига и способствует вторичной рекристаллизации кристаллических зерен, имеющих хорошую кристаллическую ориентацию. Для достижения этого эффекта содержание Cu предпочтительно должно составлять 0,01% или более. Однако, когда Cu содержание превышает 0,50%, ухудшается пригодность к обработке горячей прокаткой. Поэтому желательным является содержание Cu в диапазоне от 0,01 до 0,50%.
Nb: от 0,0005% до 0,0100%.
Nb сходен с Mo и обладает эффектом подавления образования плены после горячей прокатки, например, подавляя развитие трещин, вызываемых температурными изменениями в процессе нагрева сляба. Когда содержание Nb оказывается ниже 0,0005%, эффект подавления плены невелик. В случае превышения содержанием Nb величины в 0,0100% большое количество Nb может оставаться в листе стали после конечного отжига, например, вследствие образования карбидов и нитридов, и остаточный Nb может вызывать ухудшение показателя потерь в железе. Поэтому желательно, чтобы Nb присутствовал в количестве между 0,0005 и 0,0100%.
Ti: от 0,0005% до 0,0100%, и Bi: от 0,0005% до 0,0100%.
Эти элементы в некоторых случаях выполняют функцию вспомогательных ингибиторов и обеспечивают эффект стабилизации вторичной рекристаллизации. Когда содержание каждого из этих элементов ниже 0,0005%, такое действие в качестве вспомогательного ингибитора является малозначительным. В случае, если содержание каждого из этих элементов превышает 0,0100%, образовавшиеся выделения все еще остаются даже после очистки, что может вызвать ухудшение магнитных свойств или ухудшения свойства изгиба вследствие охрупчения границ зерен. Поэтому желательно, чтобы содержания каждого из Ti and Bi находились в диапазоне между 0,0005 и 0,0100%.
Остальное помимо описанных выше компонентов представлено Fe и неизбежными примесями.
Стальная состав листа электротехнической стали с ориентированной структурой данного раскрытия предпочтительно содержит, в масс.% или в масс. ч./млн.: C: 0,005% или менее; Si: от 2,0 до 5,0%, Mn: от 0,01 до 0,5%, sol. Al: 10 ч./млн. или менее, N: 15 ч./млн. или менее, S и Se, каждый в количестве 10 ч./млн. или менее, и три или более элементов, выбираемых из Sn, Sb, Cr, P, Мо и B, содержания которых удовлетворяют вышеприведенному соотношению (1), и, кроме того, содержит при необходимости один, или два, или более элементов, выбираемых из Ni: от 0,005 до 1,50%; Cu: от 0,01 до 0,50%, Nb: от 0,0005 до 0,0100%, Ti: от 0,0005 до 0,0100%, и Bi: от 0,0005 до 0,0100%, с остальным, являющимся Fe и неизбежными примесями.
Стальной сляб, используемый при способе производства листа электротехнической стали с ориентированной структурой данного раскрытия, предпочтительно содержит: C: 0,10% или менее, Si: от 2,0% до 5,0%, Mn: от 0,01% до 0,5%, S, Se и O каждый в количествах, сниженных до менее 50 ч./млн., sol. Al до менее 100 ч./млн., N до 80 ч./млн. или менее и, кроме того, содержит три или более элементов, выбираемых из Sn: от 0,01% до 0,50%, Sb: от 0,005% до 0,50%, Cr: от 0,01% до 1,50%, P: от 0,0050% до 0,50%, Мо: от 0,01% до 0,50% и B: от 0,0001% до 0,0100%, содержания которых удовлетворяют приведенному выше соотношению (2), и, кроме того, содержит при необходимости один, или два, или более элементов, выбираемых из Ni: от 0,005% до 1,50%, Cu: от 0,01% до 0,50%, Nb: от 0,0005% до 0,0100%, Ti: от 0,0005% до 0,0100%, и Bi: от 0,0005% до 0,0100%, с остальным, являющимся Fe и неизбежными примесями.
Кроме того, при способе производства листа электротехнической стали с ориентированной структурой данного раскрытия стальной сляб, содержащий указанную выше химическую композицию, подвергается горячей прокатке без нагревания или же после нагревания для получения горячекатаного листа. Так как сляб имеет химическую композицию, которая не содержит сильного ингибирующего компонента, снижение температуры повторного нагрева сляба перед горячей прокаткой до 1300°C или ниже особенно эффективно в отношении уменьшения количества отложений, порождаемых во время горячей прокатки. Снижение температуры повторного нагрева сляба желательно для обеспечения однородно гомогенизированной первично рекристаллизованной микроструктуры, в которой кристаллическая микроструктура очищена, а вредные эффекты неизбежно примешанных компонентов ингибитора нейтрализованы.
При необходимости данный горячекатаный лист подвергается отжигу горячекатаной полосы. При выполнении отжига горячекатаной полосы температура отжига горячекатаной полосы предпочтительно находится в диапазоне от 800°C до 1100°C, чтобы обеспечить эффективное развитие текстуры Госса в готовом листе. Когда температура отжига горячекатаной полосы составляет менее 800°C, сохраняется полосчатая структура, образующаяся в результате горячей прокатки, которая препятствует получению гомогенизированной первично рекристаллизованной микроструктуры и, соответственно, процесс роста при вторичной рекристаллизации ингибируется. С другой стороны, когда температура отжига горячекатаной полосы превышает 1100°C, размер зерна после отжига горячекатаной полосы становится слишком большим из-за отсутствия сильных ингибиторов, что мешает получению гомогенизированной первично рекристаллизованной микроструктуры.
Затем горячекатаный стальной лист подвергается холодной прокатке, выполняемой однократно, или дважды, или большее количество раз с промежуточным отжигом, выполняемым между ними, для получения холоднокатаной листовой стали. Что касается холодной прокатки, то эффективным является выполнение такой прокатки после повышения температуры прокатки до диапазона между 100°C и 250°C или выполнение старящей обработки в диапазоне температур от 100°C до 250°C один или несколько раз в течение холодной прокатки для развития текстуры Госса. При повторном нагреве сляба желательно, чтобы температура нагрева была около 1000°C или выше и 1300°C или ниже.
Полученный холоднокатаный лист подвергается первичному рекристаллизационному отжигу. Цель такого первичного рекристаллизационного отжига состоит в том, чтобы вызвать первичную рекристаллизацию холоднокатаного листа, имеющего микроструктуру после прокатки, с тем, чтобы добиться оптимального размера первично рекристаллизованного зерна для вторичной рекристаллизации. Для этой цели желательно, чтобы температура нагрева при первичном рекристаллизационном отжиге была около 800°C или выше и менее 950°C. Одновременно может выполняться обезуглероживающий отжиг при использовании в качестве атмосферы для отжига влажной азотно-водородной атмосферы или влажной аргон-водородной атмосферы.
Во время первичного рекристаллизационного отжига средняя скорость нагревания в температурном диапазоне от 500°C до 700°C предпочтительно устанавливается равной 50°C/с или более.
Из описания в JP H7-62436 A (PTL 8) известно, что когда в стальном слябе содержатся компоненты ингибитора, такие как S или Se, повышение скорости нагревания в указанном выше диапазоне температур усиливает степень ориентации Госса с уменьшением размера кристаллического зерна после вторичной рекристаллизации и, таким образом, потери в железе улучшаются. Так как указанный выше диапазон температур представляет собой температурный диапазон, соответствующий восстановлению микроструктуры после холодной прокатки, считается, что быстрое нагревание сдерживает такое восстановление и способствует рекристаллизации и, соответственно, достигается такое действие.
Однако здесь получен совершенно другой эффект. А именно, в результате изменения формы SiO2 в подслойной окалине и образования форстеритовой пленки в стали могут быть сохранены Sn, Sb, Cr, P и Мо, которые помимо B являются вышеупомянутыми элементами сегрегирующего на границах зерен типа.
Первичный рекристаллизационный отжиг обычно выполняется во влажной водородной атмосфере. Это делается для облегчения процесса обезуглероживания, а также первичной рекристаллизации и содействия образованию на поверхности стального листа слоя SiO2, именуемого подслойной окалиной. Хотя SiO2 в случае использования сепаратора отжига, главным образом состоящего из MgO, реагирует с MgO, образуя Mg2SiO4, то есть форстерит, форма и количество SiO2 подвержены влиянию характеристик форстеритовой пленки, таких как реакционная способность и толщина. Вообще, когда в остаточной восстановленной микроструктуре дислокаций происходит окисление, кислород проявляет тенденцию диффундировать по дислокациям, и образующийся SiO2 также будет иметь склонность к образованию по дислокациям. С другой стороны, когда диффузия происходит после рекристаллизации, кислород диффундирует по плотной поверхности кристалла. В этом случае образованный из SiO2 слой подокалины склонен к утолщению, SiO2 имеет почти сферическую форму и относительно высокую реакционную способность, а содержание кислорода в стали имеет тенденцию к достижению высоких значений.
С другой стороны, очистка стали выполняется в форме выделения в газовую фазу или концентрирования в форстеритовой пленке. Поэтому, когда температура, при которой образуется форстеритовая пленка, изменяется, это также сказывается и на очистке. Разумеется, высвобождение в газовую фазу легче проходит на стадии, когда лист стали еще не покрыт форстеритовой пленкой. Вышеупомянутое выражение «элементы сегрегирующего на границах зерен типа помимо B» означает, что Sn, Sb, Cr, P и Мо являются замещающими элементами и поэтому имеют медленную скорость диффузии и тяжело поддаются очистке. Соответственно, в случаях, когда форстеритовая пленка образуется при более низкой температуре, выделение элементов в газовую фазу, в частности, этих элементов, имеющих низкую скорость диффузии, становится трудным для протекания. Кроме того, хотя концентрирование в форстеритовую пленку должно выполняться вместе с образованием форстеритовой пленки, такие элементы оказываются неспособны к диффузии к форстеритовой пленке, если такая форстеритовая пленка образуется при низкой температуре, которая затрудняет концентрирование в форстеритовую пленку.
Напротив, N и C, которые образуют выделения, вызывающие ухудшение магнитных свойств даже в следовых остаточных количествах, являются агрессивными элементами и, соответственно, имеют высокую скорость диффузии. Кроме того, так как N и C сами по себе склонны к нахождению в газообразном состоянии, их высвобождение в газовую фазу осуществляется легко. То есть, соответствующим образом управляя температурой, при которой образуется форстеритовая пленка, оказывается возможным создать такие условия, при которых в стали могут быть легко сохранены только вышеупомянутые необходимые элементы помимо N и C.
Как указывалось выше, в случаях, когда применяется стальной сляб, содержащий вышеупомянутую композицию, и форстеритовая пленка образуется с помощью сепаратора отжига, главным образом составленного из MgO, установление средней скорости нагревания в температурном диапазоне между 500 и 700°C, равной 50°C/с или более, а также соответствующее управление условиями вторичного рекристаллизационного отжига, которые будут описаны далее, изменяет форму SiO2 в подслойной окалине, содействует образованию форстеритовой пленки и, соответственно, обеспечивает возможность сохранения в стали Sn, Sb, Cr, P и Мо, которые являются вышеупомянутыми элементами сегрегирующего на границах зерен типа помимо B. Таким образом, оказывается возможным регулировать содержания Sn, Sb, Cr, P, Мо и B в диапазоне выражения отношения (1).
По этой причине в ходе первичного рекристаллизационного отжига средняя скорость нагревания при температуре в диапазоне от 500°C до 700°C предпочтительно составляет 50°C/с или выше. Более предпочтительно средняя скорость нагревания равна 100°C/с или более. Верхний предел средней скорости нагревания специальным образом не ограничивается, тем не менее, обычно он находится около 200°C/с.
Азотирующая обработка может выполняться во время первичного рекристаллизационного отжига или после него и перед нанесением сепаратора отжига. Как описано в WO 2014/104394 (PTL 9), проведение азотирующей обработки может стабилизировать вторичную рекристаллизацию даже в случае химической композиции, почти не содержащей ингибирующего компонента. Однако, так как азотирование воздействует непосредственно на компоненты стали и после очистки привносит остаточные образующие нитриды элементы, при выполнении азотирования требуется соблюдение ряда условий.
Среди Sn, Sb, Cr, P, Мо и B, то есть вышеупомянутых элементов сегрегирующего на границах зерен типа, B, Мо и Cr соединяются с азотом и образуют нитриды, которые проявляют тенденцию сохранять устойчивость даже при высокой температуре. В действительности азотирование не должно проводиться в случаях, когда в стальном слябе содержатся B, Мо и Cr в количествах, превышающих в случае B 0,001 масс.%, в случае Мо 0,05 масс.% и для Cr 0,10 масс.%. Причина состоит в том, что при выполнении азотирования в этом случае данные элементы могут оставаться в рафинированной листовой стали после конечного отжига и магнитные свойства могут ухудшаться.
Способ азотирующей обработки специальным образом не ограничивается. Например, газовое азотирование может выполняться непосредственно при нахождении стали в форме рулона с использованием атмосферы NH3 или газа, или же непрерывное газовое азотирование может выполняться на движущейся полосе. Также возможно применение азотирования в соляной ванне с более высокой способностью к азотированию, чем газовое азотирование. Предпочтительной соляной ванной для выполнения азотирования в соляной ванне является соляная ванна, главным образом составленная из цианата. Что касается температуры и продолжительности азотирования, то предпочтительно его проведение в течение времени от около 20 до 600 секунд при температуре от 500 до 1000°C в случае газового азотирования и от около 20 до 600 секунд при температуре от 300 до 600°C при азотировании в соляной ванне.
После первичного рекристаллизационного отжига или азотирующей обработки на поверхность полученной листовой стали наносится сепаратор отжига. Чтобы получить эффект сохранения в стали элементов сегрегирующего на границах зерен типа Sn, Sb, Cr, P и Мо в результате образования описанной выше форстеритовой пленки, необходимо применение оксида магния, то есть MgO, в качестве главного агента сепаратора отжига. Добавление к сепаратору отжига соединений, описанных в PTL 6 и 7, таких как соединение Sr, соединение Ca, соединение Ba и соединение Ti, необходимым не является. Однако эти соединения могут соответствующим образом использоваться в пределах предпочтительного диапазона концентраций для образования форстеритовой пленки.
Специальные добавки к сепаратору отжига изменяют скорость образования форстеритовой пленки. В результате очистка стали подвергается воздействию способом, подобным указанному выше механизму. Хотя подробное описание условий вторичного рекристаллизационного отжига приводится далее, в температурном диапазоне от 500°C или выше и 1000°C или ниже, где образуется SiO2 в форме оливина, образованию форстеритовой пленки может содействовать обеспечение до некоторой степени окислительных условий. Например, добавление к сепаратору отжига присадки, содержащей сульфатные группы, может в подходящем диапазоне температур эффективно улучшить окислительные свойства атмосферы, поскольку при температуре около 700°C имеющая сульфатные группы присадка к сепаратору отжига распадается с усилением окислительных свойств. Данный эффект достижим даже при относительно небольших количествах такой добавки. Однако, когда добавка к сепаратору отжига составляет менее 1 массовой части относительно 100 массовых частей MgO, эффект оказывается небольшим. С другой стороны, когда добавленная присадка к сепаратору отжига составляет более 30 массовых частей, окислительные свойства возрастают слишком сильно и форстеритовая пленка становится слишком толстой, что ухудшает свойства при изгибе и свойства отслаивания форстеритовой пленки. Напротив, некоторые соединения могут разлагаться или восстанавливаться в процессе отжига и в результате входить в сталь в виде чистого металла. Так как нитриды кремния выделяются на границах зерна в ходе охлаждения после рафинирующего отжига, вхождение в сталь до такого выделения также эффективно улучшает свойства изгиба. Примеры элементов, которые проявляют тенденцию к относительно легкому разложению или восстановлению и относительно высокую склонность к вхождению в сталь, включают Sn и Sb. Применение соединений этих элементов является предпочтительным.
Затем проводится вторичный рекристаллизационный отжиг, который также выполняет функцию рафинирующего отжига.
Во время вторичного рекристаллизационного отжига средняя скорость нагревания в температурном диапазоне от 800°C до 900°C устанавливается равной 5°C/с или менее. Это делается для сдерживания очистки от элементов сегрегирующего на границах зерен типа, которое может быть обеспечено посредством поощрения образования форстеритовой пленки при более низкой температуре.
Другими словами, Sn, Sb, Cr, P и Мо, которые являются замещающими элементами, имеют низкую скорость диффузии в этом диапазоне температур, и в то же самое время, так как в этом диапазоне температур протекает реакция, при которой SiO2 преобразуется в оливин, оказывается возможным изменение формы нахождения SiO2 в подслойной окалине посредством задания средней скорости нагревания в этом диапазоне температур в 5°C/час или менее и пребывание в этом диапазоне температур в течение длительного времени, более конкретно, в течение 20 часов или дольше. В результате, из-за образования форстеритовой пленки, сохранение в стали Sn, Sb, Cr, P и Мо оказывается более легким. Средняя скорость нагревания в этом диапазоне температур предпочтительно составляет 3°C/час или менее. Нижний предел средней скорости нагревания в этом диапазоне температур специальным образом не ограничивается. Однако с точки зрения производительности средняя скорость нагревания предпочтительно составляет 1°C/час или более.
В процессе вторичного рекристаллизационного отжига состав газов атмосферы в температурном диапазоне от 1000°C или выше и менее 1100°C содержит H2 в концентрации 10 об.% или более.
То есть внутри этого диапазона температур газообразный H2 поддерживает образование форстеритовой пленки и, в частности, концентрация H2 в 10 об.% или более может сохранять Sn, Sb, Cr, P и Мо в стали благодаря образованию описанной выше форстеритовой пленки. Концентрация H2 более предпочтительно отвечает 25 об.% или более. Примеры других содержащихся газов помимо газообразного H2 включают N2 и Ar. Однако концентрация H2 может составлять 100 об.%.
Кроме того, устанавливая температуру очистки в ходе вторичного рекристаллизационного отжига превышающей 1180°C и используя атмосферу газообразного H2, например, газовую атмосферу с H2: 10 об.% или более в качестве газовой атмосферы в процессе очистки, оказывается возможной полная очистка от C и N, которые являются вредными для магнитных свойств компонентами даже в ничтожно малых количествах, а также от других компонентов, таких как Al, S и Se.
Время очистки специальным образом не ограничивается, тем не менее, обычно оно составляет от около 2 часов до 20 часов.
В стандартном случае, когда листы электротехнической стали с ориентированной структурой производятся с применением сляба, содержащего композицию со сниженными концентрациями S и Se, и при использовании восстановительной газовой среды, такой как газообразный H2, в качестве атмосферы при высокой температуре, это ведет к восстановлению окисленных границ зерна. Такое восстановление было стартовой точкой для осаждения нитрида кремния на границах зерна и поэтому ухудшало свойства изгиба.
В этой связи данное раскрытие использует элементы сегрегирующего на границах зерен типа Sn, Sb, Cr, P, Мо и B в целях подавления сегрегации нитрида кремния на границах зерен и поэтому становится возможным высокотемпературный рафинирующий отжиг в атмосфере H2, которая обеспечивает более полную очистку. Высокотемпературный рафинирующий отжиг в атмосфере H2 не был применим в стандартных случаях, поскольку с химической композицией, содержащей ограниченные концентрации S и Se, это вызывало ухудшение свойств изгиба.
В результате такие содержащиеся в композиции листовой стали после конечного отжига элементы, как Al, N, S и Se, могут быть в отношении Al сокращены до 10 ч./млн. или менее, в отношении N до 15 ч./млн. или менее и до 10 ч./млн. или менее в том, что касается общего количества S и Se. Несмотря на то, что эти четыре элемента Al, N, S и Se высвобождаются в газовой фазе, часть их концентрируется в форстеритовой пленке. Поэтому при анализе с присоединенной форстеритовой пленкой содержание Al отвечает 50 ч./млн. или менее, N – 100 ч./млн. или менее, а общее количество S и Se соответствует 50 ч./млн. или менее.
В случаях, когда температура очистки снижена до около 1100°C или атмосфера является атмосферой Ar или другой подобной, очистка оказывается недостаточной и состав конечной листовой стали после очистки, то есть вторичного рекристаллизационного отжига, не может быть отрегулирована до состояния, при котором концентрация sol. Al составляет 10 ч./млн. или менее, N – 15 ч./млн. или менее, а общее количество S и Se отвечает 10 ч./млн. или менее.
Как указывалось выше, для листа электротехнической стали с ориентированной структурой данного раскрытия важно соответствующим образом управлять содержаниями Sn, Sb, Cr, P, Мо и B и в то же самое время сдерживать содержание sol. Al на уровне 10 ч./млн. или менее, N – 15 ч./млн. или менее и общее количество S и Se – на уровне 10 ч./млн. или менее.
После вторичного рекристаллизационного отжига на поверхность листовой стали может быть нанесено изолирующее покрытие и подвергнуто термической обработке. Тип наносимого изолирующего покрытия специальным образом не ограничивается и это может быть любое широко известное изолирующее покрытие. Предпочтительные способы описаны, например, в JP S50-79442 A и JP S48-39338 A, в которых на листовую сталь наносится жидкость для нанесения покрытия, содержащая фосфатно-хроматную коллоидную окись кремния, и затем подвергается термической обработке при температуре около 800°C.
Кроме того, может быть выполнен выравнивающий отжиг для упорядочения формы стального листа. Этот выравнивающий отжиг может также выполнять функцию термической обработки изолирующего покрытия.
Примеры
Пример 1
Способом сталеварения были получены стальные слитки, которые содержали в масс.% или масс. ч./млн.: C: 0,06%, Si: 3,25%, Mn: 0,06% в качестве основных компонентов и, кроме того, содержали компоненты, перечисленные в Таблице 2, с остальным, являющимся Fe и неизбежными примесями. Некоторые из стальных слитков были получены с последующим добавлением Ni, Cu, Nb, Ti и Bi. Полученный стальной слиток нагревался до 1200°C и подвергался горячей прокатке для получения горячекатаного листа толщиной 2,5 мм. Такой горячекатаный лист в течение 30 секунд отжигался при 1020°C и затем прокатывался до 0,30 мм с получением холоднокатаного листа. Далее холоднокатаный лист был подвергнут первичному рекристаллизационному отжигу, то есть обезуглероживающему отжигу, атмосфера при котором была влажной водородной атмосферой, средняя скорость нагревания при температуре в диапазоне от 500°C до 700°C составляла 120°C/с, температура нагрева при отжиге равнялась 850°C и продолжительность отжига была 60 секунд. На листовую сталь, полученную в результате первичного рекристаллизационного отжига, в качестве сепаратора отжига была нанесена и затем высушена суспензия, приготовленная добавлением MgO в качестве главного агента и агента из Таблицы 1 в качестве присадки. После чего в течение 30 часов или более листовая сталь выдерживалась при температуре в диапазоне от 800°C до 900°C под атмосферой, которая была атмосферой N2. После замены атмосферы на атмосферу H2 листовая сталь нагревалась до 1200°C и подвергалась вторичному рекристаллизационному отжигу при этой температуре с продолжительностью выдержки в атмосфере H2 10 часов. Для сравнения в течение 10 часов в ходе вторичного рекристаллизационного отжига при температуре в диапазоне от 800°C до 900°C выдерживался образец № 5. Далее на поверхность листовой стали было нанесено и подвергнуто термической обработке напряженное изолирующее покрытие на фосфатной основе.
Из полученного листа стали был вырезан образец для испытаний по методу Эпштейна и оценена на нем плотность магнитного потока B8.
Кроме того, полученный лист стали был обрезан до размеров, определенных в JIS C 2553, и подвергнут многократному изгибу под прямым углом при напряжении в 70 Н. Для оценки свойств изгиба было измерено количество изгибаний до образования в стальном листе трещины. Измерение проводилось с максимальным количеством выполнения изгибаний, равным 10. Результаты представлены в Таблице 2.
В случаях, когда количество изгибаний достигает десяти без появления трещины, число раз повторного изгиба обозначается как «10 или более».
После удаления с поверхности стального листа изолирующего покрытия и форстеритовой пленки было измерено содержание в стали следовых элементов. Данные результаты также представлены в Таблице 2. Содержание следовых элементов в стали измерялось методом атомно-абсорбционной спектрометрии. Содержание C было снижено до 0,003 масс.% или менее, а содержание Si и Mn было почти таким же, как и в стальном слябе.
Кроме того, поверхность полученного стального листа была отполирована и протравлена ниталем, десять участков рассматривались под оптическим микроскопом с увеличением 100 раз, была измерена общая длина границ зерна, а также общая длина границ зерна нитрида кремния на каждом участке и вычислено отношение общей длины межзеренной границы границ кристаллических зерен, на которых выделился нитрид кремния, к общей длине межзеренной границы границ кристаллических зерен, то есть показатель (общая длина границы зерна нитрида кремния)/(общая длина границы зерна) × 100. Эти результаты также представлены в Таблице 2.
Таблица 2
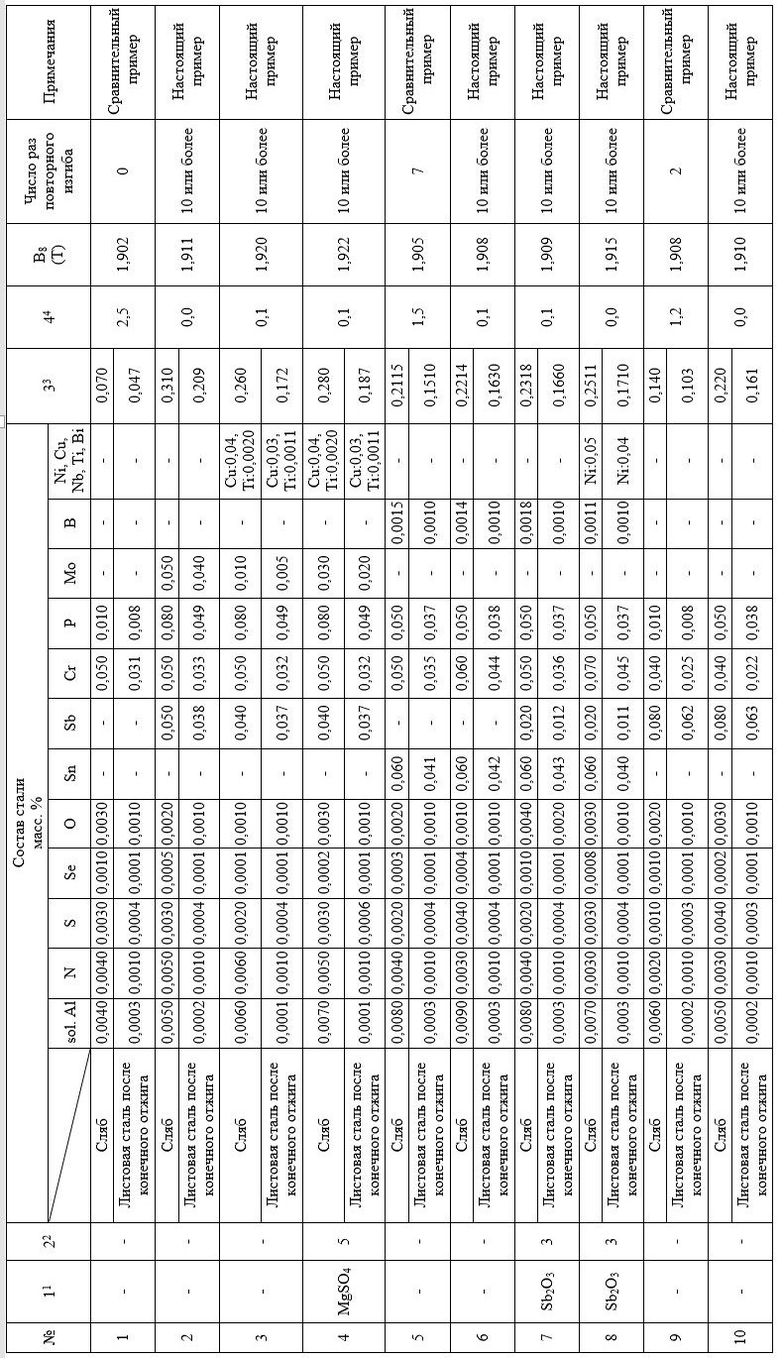
Таблица 2 (продолжение)
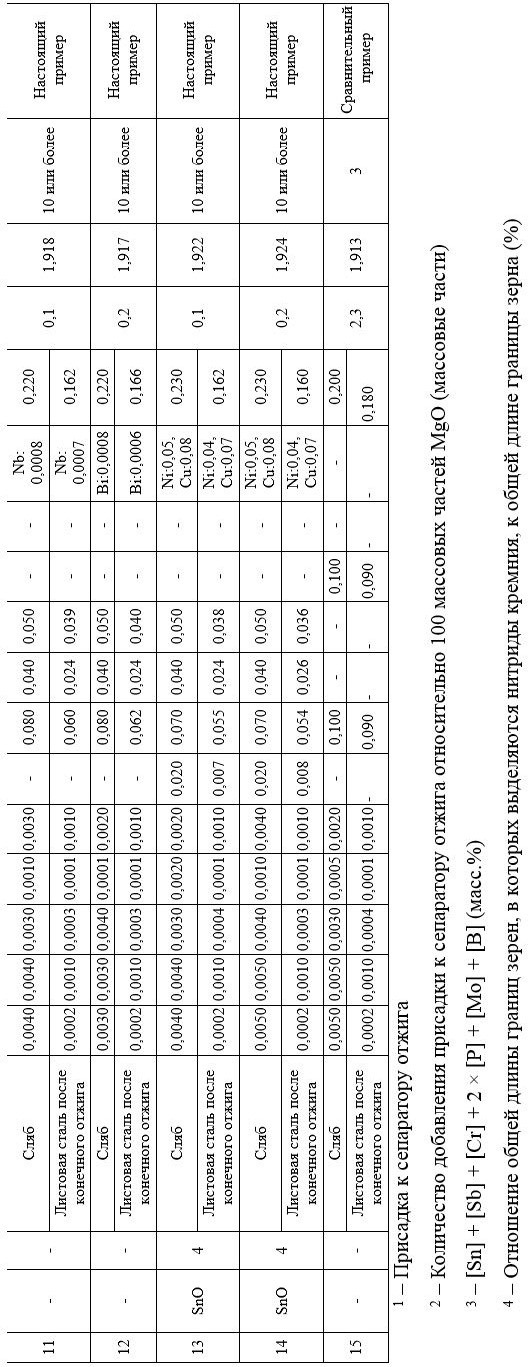
Из Таблицы 2 очевидно, что свойства изгиба в примерах настоящего изобретения значительно улучшены по сравнению со сравнительными примерами.
Пример 2
Была приготовлена плоская заготовка для прокатки полосы из кремнистой стали, содержащей в масс.% или масс. ч./млн.: C: 0,04%, Si: 3,11%, Mn: 0,03%, sol. Al: 50 ч./млн., N: 38 ч./млн., S: 21 ч./млн., O: 9 ч./млн., Sb: 0,053%, Cr: 0,052%, P: 0,056% с остальным, являющимся Fe и неизбежными примесями. Плоская заготовка из кремнистой стали нагревалась при 1200°C в течение 50 минут, а затем подвергалась горячей прокатке для получения горячекатаного листа толщиной 2,2 мм. Данный горячекатаный лист в течение 40 секунд отжигался при 1000°C. После чего этот горячекатаный лист был подвергнут холодной прокатке для достижения толщины 1,7 мм и затем промежуточному отжигу в течение 1 минуты при 1100°C. Далее горячекатаный лист был, кроме того, подвергнут холодной прокатке для получения холоднокатаного листа с конечной толщиной 0,23 мм. В последующем холоднокатаный лист был подвергнут первичному рекристаллизационному отжигу, то есть обезуглероживающему отжигу, в атмосфере с PH2O/PH2, равным 0,3, со средней скоростью нагревания в температурном диапазоне от 500°C до 700°C, составлявшей 150°C/с, температура нагрева при отжиге равнялась 820°C, а продолжительность отжига составляла 2 секунды. Полученный после первичного рекристаллизационного отжига стальной лист был подвергнут азотирующей обработке в смешанной атмосфере из NH3, H2 и N2 для увеличения содержания в стали N до 260 ч./млн. Затем на поверхность листа стали была нанесена суспензия, приготовленная смешиванием сепаратора отжига и воды, при том, что сепаратор отжига содержал MgO в качестве главного компонента и к нему было добавлено 3 массовых части Mg(OH)2 относительно 100 массовых частей MgO. После чего стальной лист был намотан в рулон и в течение 30 часов подвергнут выдержке при температуре в диапазоне от 800°C до 900°C под атмосферой, которая была атмосферой N2. После замены атмосферы на атмосферу H2 листовая сталь нагревалась до 1220°C и подвергалась вторичному рекристаллизационному отжигу при этой температуре с продолжительностью выдержки в атмосфере H2 20 часов. Далее на поверхность листовой стали было нанесено напряженное изолирующее покрытие на фосфатной основе и подвергнуто термической обработке; для получения конечного стального листа был выполнен выравнивающий отжиг, обеспечивающий правку стальной полосы.
Из полученного листа стали был вырезан образец для испытаний по методу Эпштейна и на нем оценена плотность магнитного потока B8. Кроме того, полученный лист стали был обрезан до размеров, определенных в JIS C 2553, и подвергнут многократному изгибу под прямым углом при напряжении в 70 Н. Для оценки свойств изгиба было измерено количество изгибаний до образования в стальном листе трещины. Измерение выполнялось с максимальным количеством изгибаний, равным 10. Результаты представлены в Таблице 3.
В случаях, когда количество изгибаний достигает десяти без появления трещины, число раз повторного изгиба обозначается как «10 или более».
Содержание в стали следовых элементов было измерено после удаления с поверхности стального листа изолирующего покрытия и форстеритовой пленки. Результаты представлены в Таблице 3. Содержание C было снижено до 0,003 масс.% или менее, а содержание Si, Mn и O было почти таким же, как и в стальном слябе.
Подобно Эксперименту 1, было рассчитано отношение общей длины межзеренной границы границ кристаллических зерен, в которых произошло выделение нитридов кремния, к общей длине межзеренной границы границ кристаллических зерен. Данные результаты также представлены в Таблице 3.
Таблица 3
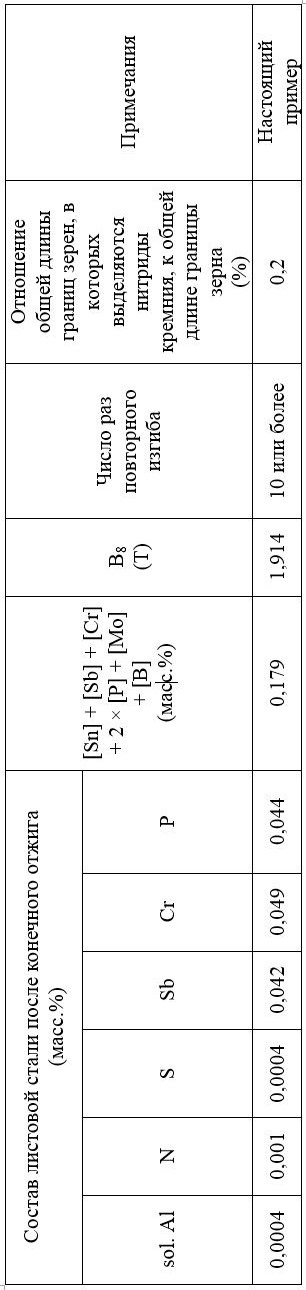
Как показано в Таблице 3, в случае выполнения азотирующей обработки различие в содержании Cr между композицией сляба и композицией после рафинирования было небольшим, в то время как содержания таких компонентов, как Sb и P, снизились после очистки на 100 ч./млн. или более. Кроме того, понимается, что результаты измерения содержания компонентов после очистки удовлетворяют приведенному выше соотношению (1) и подавляется ухудшение свойств изгиба, хотя в процессе вторичного рекристаллизационного отжига атмосфера при температурном диапазоне, в пределах которого суспензия сепаратора отжига выделяет влагу и происходит окисление, обеспечивается в форме атмосферы N2, а атмосфера при рафинировании представляется в виде атмосферы H2, которая является предпочтительной с точки зрения очистки, но оказывает восстановительный эффект с химической композицией, не содержащей S или Se.
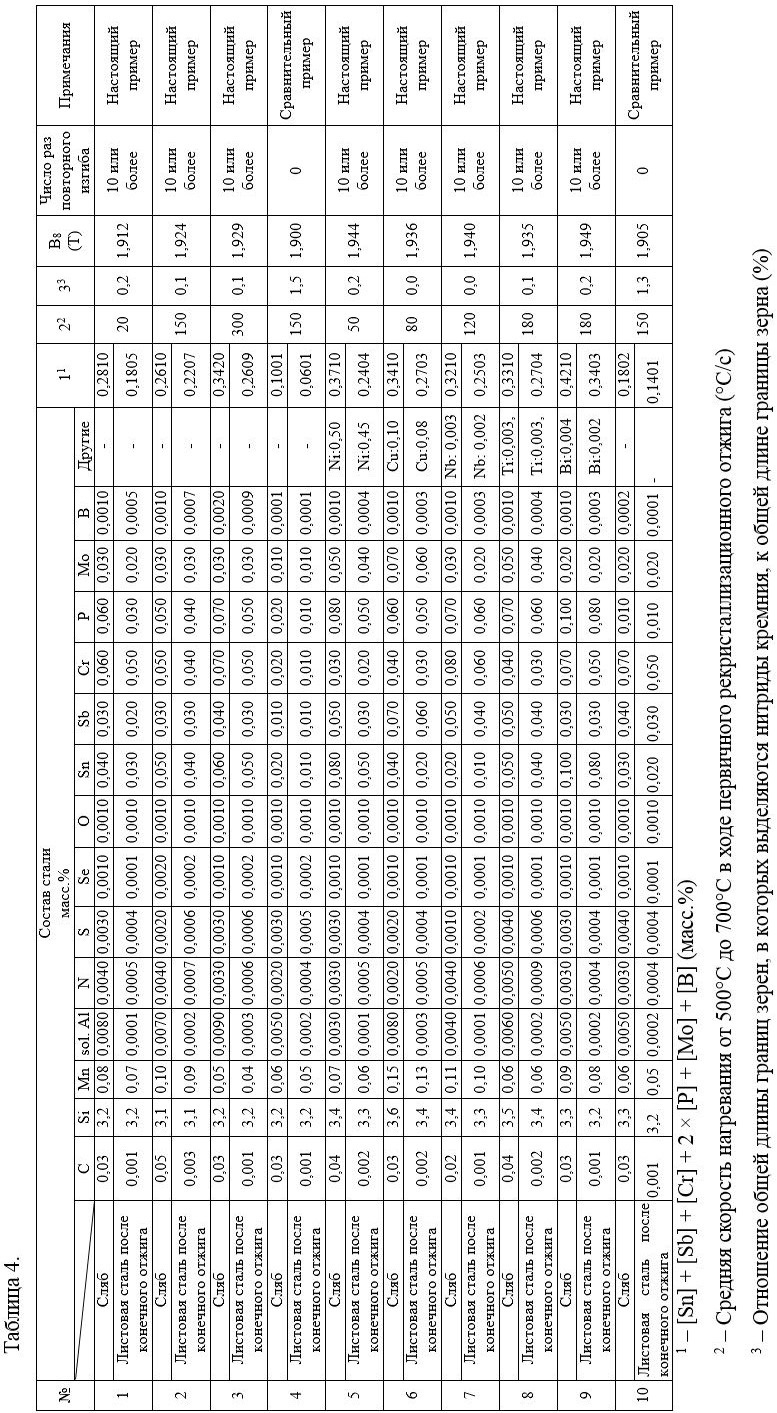
Пример 3
Способом сталеварения был получен слиток вакуумной стали, содержащий компоненты, перечисленные в Таблице 4, с остальным, являющимся Fe и неизбежными примесями. Данный слиток вакуумной стали был подвергнут горячей прокатке для получения горячекатаного листа. Горячекатаный лист был подвергнут отжигу горячекатаной полосы в течение 1 минуты при 980°C, а затем холодной прокатке для получения холоднокатаного листа толщиной 0,23 мм. Полученный холоднокатаный лист нагревался со скоростью нагревания, указанной в Таблице 4, и подвергался первичному рекристаллизационному отжигу с температурой нагрева при отжиге 840°C и продолжительностью отжига 2 минуты. После нанесения сепаратора отжига, главным образом составленного из MgO, листовая сталь была подвергнута вторичному рекристаллизационному отжигу под набором условий, перечисленных в Таблице 4, в лабораторной отжигательной печи, обеспечивающей возможность управления газовой атмосферой. В ходе вторичного рекристаллизационного отжига листовая сталь выдерживалась при температуре в диапазоне от 800 до 900°C в течение 50 часов при том, что атмосфера была атмосферой N2, а затем, после замены атмосферы на атмосферу H2 с температурой 900°C или выше, листовая сталь нагревалась до 1200°C и выдерживалась в течение 10 часов при этой температуре в атмосфере H2. Для целей сравнения образец № 10 в ходе вторичного рекристаллизационного отжига был выдержан в течение 10 часов при температуре в диапазоне от 800 до 900°C. Затем на поверхность листовой стали было нанесено напряженное изолирующее покрытие на фосфатной основе и подверглось термической обработке, после чего был выполнен выравнивающий отжиг для правки стальной полосы и получения конечной листовой стали.
Из полученного листа стали был вырезан образец для испытаний по методу Эпштейна и на нем оценена плотность магнитного потока B8. Кроме того, полученный лист стали был обрезан до размеров, определенных в JIS C 2553, и подвергнут многократному изгибу под прямым углом при напряжении в 70 Н. Для оценки свойств изгиба было измерено количество изгибаний до образования в стальном листе трещины. Измерение выполнялось с максимальным числом изгибаний, равным 10. Результаты представлены в Таблице 4.
В случаях, когда количество изгибаний достигает десяти без появления трещины, число раз повторного изгибания обозначается как «10 или более».
Содержание в стали следовых элементов было измерено после удаления с поверхности стального листа изолирующего покрытия и форстеритовой пленки. Данные результаты также представлены в Таблице 4.
Подобно Эксперименту 1, было рассчитано отношение общей длины межзеренной границы границ кристаллических зерен, в которых произошло выделение нитридов кремния, к общей длине межзеренной границы границ кристаллических зерен. Данные результаты также представлены в Таблице 4.
Из Таблицы 4 очевидно, что свойства изгиба в примерах настоящего изобретения значительно улучшены по сравнению со сравнительными примерами.
Изобретение относится к области металлургии. Для улучшения свойства изгиба, составляющего число раз повторного изгиба 10 или более получают лист из электротехнической стали, содержащей, мас.%: C 0,005 или менее, Si от 2,0% до 5,0, Mn от 0,01 до 0,5, sol. Al 10 ч./млн или менее, N 15 ч./млн или менее, S и Se каждый 10 ч./млн или менее, и три или более выбираемых из Sn, Sb, Cr, P, Мо и B, содержания которых удовлетворяют соотношению 0,16 ≤ [%Sn] + [%Sb] + [%Cr] + 2 ⋅ [%P] + [%Mo] + [%B] ≤ 0,50, Fe и неизбежные примеси - остальное путем горячей прокатки сляба, холодной прокатки, рекристаллизационного отжига, вторичного рекристаллизационного отжига со скоростью нагрева не более 5°С/час до 800-900°С, а затем до 1000-1100°С в атмосфере, содержащей Н2 и нанесения сепаратора отжига MgO. 2 н. и 6 з.п. ф-лы, 4 табл., 3 пр.
1. Лист электротехнической стали с ориентированной структурой, содержащий, мас.% : C 0,005 или менее, Si от 2,0 до 5,0, Mn от 0,01 до 0,5, sol. Al 10 ч./млн или менее, N 15 ч./млн или менее, S и Se каждый по 10 ч./млн или менее, и по меньшей мере три элемента, выбранные из Sn, Sb, Cr, P, Мо и B, содержания которых удовлетворяют следующему соотношению (1):
0,16 ≤ [Sn] + [Sb] + [Cr] + 2 ⋅ [P] + [Mo] + [B] ≤ 0,50 (1), мас.%,
Fe и неизбежные примеси - остальное,
причем при испытании свойств листа на изгиб число раз повторного изгиба составляет 10 или более.
2. Лист по п. 1, в котором отношение общей длины межзеренной границы границ кристаллических зерен, в которых происходит выделение нитридов кремния, к общей длине межзеренной границы границ кристаллических зерен составляет 1,0% или менее.
3. Лист по п. 1 или 2, в котором сталь дополнительно содержит по меньшей мере один из элементов, мас.%, выбранных из: Ni от 0,005 до 1,50, Cu от 0,01 до 0,50, Nb от 0,0005 до 0,0100, Ti от 0,0005 до 0,0100, Bi от 0,0005 до 0,0100.
4. Способ производства листа электротехнической стали с ориентированной структурой, включающий:
приготовление стального сляба, содержащего, в мас.%: C 0,10 или менее, Si от 2,0 до 5,0, Mn от 0,01 до 0,5, S, Se и O каждый менее 50 ч./млн, sol. Al: менее 100 ч./млн, N 80 ч./млн или менее и по меньшей мере три элемента, выбранных из Sn от 0,01 до 0,50, Sb от 0,005 до 0,50, Cr от 0,01 до 1,50, P от 0,0050 до 0,50, Mo от 0,01 до 0,50, и В от 0,0001 до 0,0100, содержания которых удовлетворяют следующему соотношению (2),
0,16 ≤ [Sn] + [Sb] + [Cr] + 2⋅[P] + [Mo] + [B] (2), мас.%
Fe и неизбежные примеси - остальное,
горячую прокатку стального сляба для получения горячекатаного листа,
холодную прокатку горячекатаного стального листа, осуществляемую однократно, или двукратно, или многократно с промежуточным отжигом, выполняемым между прокатками, для получения холоднокатаной листовой стали,
первичный рекристаллизационный отжиг холоднокатаного листа и нанесение на холоднокатаный лист сепаратора отжига и
вторичный рекристаллизационный отжиг холоднокатаного листа для очистки и отжига, при этом
сепаратор отжига включает MgO, причем
вторичный рекристаллизационный отжиг проводят со средней скоростью нагрева 5°C/час или ниже по меньшей мере в температурном диапазоне от 800 до 900°C и при газовом составе атмосферы, содержащей H2 10 об.% или более в температурном диапазоне от 1000°C или выше и ниже 1100°C.
5. Способ по п. 4, в котором стальной сляб дополнительно содержит по меньшей мере один из элементов, мас.%, выбранных из: Ni от 0,005 до 1,50, Cu от 0,01 до 0,50, Nb от 0,0005 до 0,0100, Ti от 0,0005 до 0,0100, Bi от 0,0005 до 0,0100.
6. Способ по п. 4 или 5, в котором средняя скорость нагрева при первичном рекристаллизационном отжиге по меньшей мере в температурном диапазоне от 500 до 700°C составляет 50°C/с или выше.
7. Способ по п. 4 или 5, в котором перед нанесением сепаратора отжига в процессе первичного рекристаллизационного отжига или после первичного рекристаллизационного отжига осуществляют азотирующую обработку, при этом
стальной сляб содержит, мас.%: Cr от 0,01 до 0,10, Mo от 0,01 до 0,05, В от 0,0001 до 0,001.
8. Способ по п. 6, в котором перед нанесением сепаратора отжига в процессе первичного рекристаллизационного отжига или после первичного рекристаллизационного отжига осуществляют азотирующую обработку, при этом
стальной сляб содержит, мас.%: Cr от 0,01 до 0,10, Mo от 0,01 до 0,05, В от 0,0001 до 0,001.
| JP 2015098637 A, 28.05.2015 | |||
| JP 2003247051 A, 05.09.2003 | |||
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ, ОБЛАДАЮЩАЯ ИСКЛЮЧИТЕЛЬНО ВЫСОКОЙ АДГЕЗИЕЙ ПЛЕНКИ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2298592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2497956C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРОВАННОГО ТРАСФОРМАТОРНОГО ЛИСТА ИЗ ТОНКОГО СЛЯБА | 2009 |
|
RU2515978C2 |

