Изобретение относится к области формования изделий из материалов и компонентов, находящихся в вязко-пластическом состоянии, и может найти применение при изготовлении изделий из полимерных композиционных материалов (ПКМ) методом прессования.
Известен способ изготовления формующего элемента» - патент на полезную модель №1761525 А1, МПК В29С 43/20, 43/12, включающий операции изготовления корпуса с соответствующей формообразующей поверхностью, перфорирования и установки в отверстия пробок с большим коэффициентом термического расширения, чем у корпуса. Пробку выполняют из сырой резины, устанавливают в отверстие с возможностью закрепления по его периметру путем вулканизации и последующего выполнения в них щелевых разрезов.
Общими признаками известного и заявленного технического решения являются: изготовление формообразующего корпуса (пуансона), соответствующего по форме изготовляемому изделию и имеющего больший коэффициент термического расширения, чем у матрицы и изделия в целях обеспечения необходимого давления на изделие во время режима полимеризации.
Недостатками известного технического решения являются высокая трудоемкость и сложность изготовления формообразующего корпуса, заключающаяся в выполнении в корпусе определенных отверстий, изготовлении пробок из сырой резины, вулканизации, прорезании щелевых отверстий. Кроме того, для достижения заданных технологических параметров изделия требуется проведение численных расчетов с целью определения соотношений диаметров формующего элемента, диаметров пробок с учетом коэффициентов линейного температурного расширения, а также температуры гелеообразования связующего.
Формующий элемент, изготовленный данным способом, имеет конструкцию, не обеспечивающую равномерного распределения давления на формующую поверхность изделия, что приводит к неоднородности структуры материала, различным физико-механическим и физико-химическим свойствам получаемого изделия. Неравномерность распределения давления обусловлена зональным размещением отверстий с пробками на поверхности формующего элемента.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ изготовления эластичного формующего элемента -патент на изобретение №2372195, МПК В29С 43/20; 43/12 (2006,01), заключающийся в изготовлении пуансона с соответствующей формообразующей поверхностью, изготовленной из материала с большим коэффициентом термического расширения, чем у матрицы, изготовление матрицы, в которой затем производят набор изделия из полимерных композиционных материалов, заливают в изделие компаунд, выполняющий роль пуансона, с заранее установленными щелеформообразующими вставками, полимеризуют его, после чего вынимают щелеобразующие вставки и производят формование детали методом автоклавного или вакуумного формования с удалением низкомолекулярных продуктов из пакета заготовки через образованные щелевые дренажные отверстия, которые на заданном этапе вследствие теплового расширения компаунда закрываются.
Общими признаками известного и заявленного технического решения являются: изготовление пуансона с соответствующей формообразующей поверхностью из материала с большим коэффициентом термического расширения, чем у матрицы, изготовление матрицы, в которой затем производят набор изделия из ПКМ, заливают в изделие компаунд, выполняющий роль пуансона, полимеризуют его и производят формование изделия автоклавным или вакуумным методом с удалением низкомолекулярных продуктов из пакета заготовки.
Недостатками известного технического решения являются:
- ограничение по номенклатуре используемых ПКМ ввиду изготовления пуансона из эластичного вещества в матрице с выложенным набором изделия из предварительно неотвержденных ПКМ. При изготовлении пуансона использование неотвержденных ПКМ изделия и компонентов компаунда приводят к риску возникновения нежелательных химических реакций, приводящих к изменению структуры и свойств изготавливаемого изделия. Кроме того, компоненты компаунда могут проникать между слоями материала набора изделия и нарушить его монолитность, образовывать несплошности и расслоения;
- отклонение геометрических параметров изготовленного пуансона от теоретического контура изделия, так как в предварительно выложенном в матрице наборе (пакете) изделия из неотвержденных ПКМ имеется разнотолщинность по всей поверхности изделия в виду отсутствия операций подпрессовки и полимеризации. Геометрические отклонения набора (пакета) изделия переносятся на формообразующую поверхность пуансона (при его изготовлении) и впоследствии при изготовлении изделия приводят к передаче неравномерного распределения давления на его поверхность во время полимеризации в следствие чего физико-химические и физико-механические характеристики изделия различные;
- сложность способа в осуществлении, так как способ предусматривает изготовление щелеобразующих вставок и дренажных отверстий в пуансоне, фиксацию вставок при отверждении компаунда пуансона. Существует риск допущения ошибок при расчете суммарной поперечной площади дренажных отверстий, что в свою очередь может привести к появлению наплывов связующего, несплошностей и расслоений на отформованном изделии.
Технической задачей, на решение которой направлено изобретение, является упрощение способа изготовления формующего элемента, повышение точности и качества изготавливаемого изделия, расширение номенклатуры использования ПКМ.
При решении технической задачи достигаются следующие технические результаты:
- равномерное распределение давления по всей поверхности изделия во время полимеризации и отсутствие протекания химических реакций между пуансоном и материалом изготавливаемого изделия;
- повышение точности изготовления пуансона;
- повышение точности геометрических параметров изделия;
- улучшение физико-химических, физико-механических характеристик изделия, исключение расслоений и несплошностей;
- стабильность геометрических параметров изделия.
Поставленная задача с достижением технических результатов достигается тем, что в способе изготовления эластичного формующего элемента, включающем изготовление матрицы, набор изделия из ПКМ, заливку в изделие компаунда с большим термическим коэффициентом расширения, чем у матрицы, выполняющего роль пуансона, полимеризацию компаунда и формование изделия автоклавным или вакуумным методом с удалением низкомолекулярных продуктов из набора изделия, согласно изобретению после набора в матрице изделия из ПКМ осуществляют подпрессовку формообразующей оснасткой и полимеризацию вакуумно-автоклавным способом, затем полученное изделие, являющееся впоследствии изделием-эталоном, используют в качестве матрицы для изготовления пуансона.
В качестве формообразующей оснастки используют цулаги, которые закрепляют на поверхности набора изделия из ПКМ с целью повышения точности и качества формуемой поверхности изделия.
Заявленная совокупность существенных признаков и их взаимосвязь являются новыми в уровне техники, т.к. при использовании обеспечивают решение поставленной технической задачи с достижением новых технических результатов.
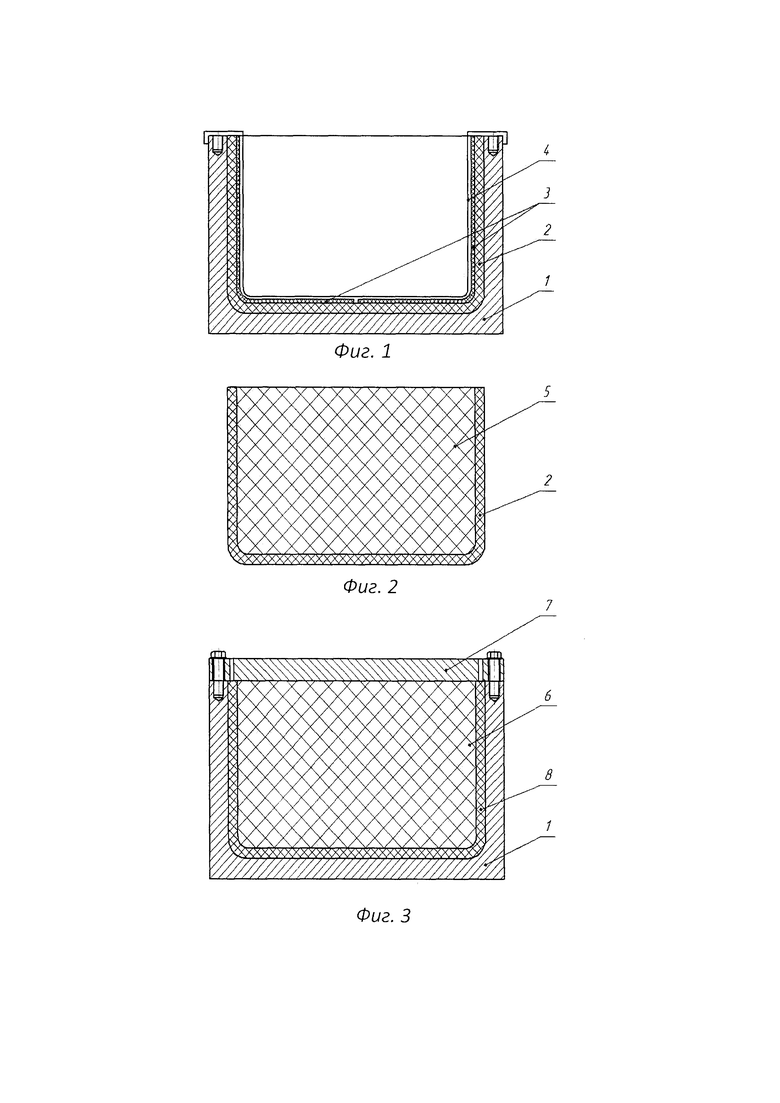
Чертежами, поясняется поэтапное осуществление способа, где: на фиг. 1 изображен разрез матрицы с набором изделия из ПКМ, на фиг. 2 - разрез изделия-эталона с компаундом (впоследствии выполняющим роль пуансона), на фиг. 3 - разрез матрицы с изделием из ПКМ и пуансоном.
Матрица (формообразующая пресс-форма) 1, соответствующая по наружной форме изготавливаемому изделию (изделию-эталону) 2, состоящему из набора ПКМ. Цулага 3, применяемая для формирования внутренней поверхности изделия-эталона 2. Вакуумно-дренажный пакет 4 для формования изделия-эталона 2 вакуумно-автоклавным способом, компаунд 5. В случае применения материала изготавливаемого изделия-эталона 2 в последующем данную продукцию возможно использовать как товарную. В случае использования иного материала при изготовлении изделия-эталона 2 применение возможно исключительно в качестве эталона для изготовления пуансона. Пуансон 6, изготовленный из эластичного материала с большим термическим коэффициентом расширения, чем у матрицы. Крышка 7, используемая для выполнения функций по созданию равномерного давления на изготавливаемое изделие 8, а также для отвода низкомолекулярных летучих продуктов на стадии формования.
Способ осуществляется следующим образом:
Изготавливают матрицу (формообразующую пресс-форму) 1, соответствующую по форме изготавливаемому изделию (изделию-эталону) 2. Во внутреннюю полость матрицы 1 выкладывают набор слоев из препрега, например на основе стеклянной ткани КТ-11 и связующего ЛБС-4. Набор слоев препрега обеспечивает в последующем идентичность по геометрическим параметрам изготавливаемого изделия.
Для повышения точности и качества формуемой поверхности изделия-эталона 2 осуществляют подпрессовку набора слоев препрега, для этого поверх слоев препрега устанавливают цулаги 3 и закрепляют их между собой на ленту скотч или иным способом, после чего производят монтаж вакуумно-дренажного пакета 4 и полимеризацию в автоклаве. Полученное изделие-эталон 2 извлекают из матрицы 1, очищают внутреннюю поверхность от наплывов связующего (при необходимости) и используют его в качестве матрицы, в которую заливают компаунд 5 (эластичный материал типа пентэласт-750) с большим термическим коэффициентом расширения, чем у матрицы, выполняющий впоследствии роль пуансона 6, и проводят полимеризацию. Пуансон 6 используется при изготовлении изделия 8 в матрице 1 с использованием перфорированной по периметру изделия 8 крышки 7, предназначенной для фиксации пуансона 6, подпрессовки и отвода низкомалекулярных летучих продуктов на стадии формования и повышения качества изделия 8. В крышке 7 имеется перфорация по периметру изделия 8 с диаметром отверстий, определяемом в зависимости от заданных параметров (от 1 до 3 мм и с шагом от 5 до 20 мм.).
Применение данного технического решения позволяет: расширить номенклатуру использования ПКМ для изготовления изделий; исключить возможность появления несплошностей и расслоений в готовом изделии благодаря изготовлению пуансона 6 в отвержденном изделии-эталоне 2, а также исключить протекание нежелательных химических реакций с неотвержденным материалом изделия во время полимеризации пуансона; изготавливать изделия со стабильными геометрическими параметрами, физико-химическими и физико-механическими характеристиками по всей поверхности; исключить затраты на вспомогательные материалы (вакуумно-дренажный пакет), а также производить режим полимеризации изделия в обычной термической печи (без использования автоклава), кроме того, пуансон 6 при расширении в замкнутом пространстве (с использованием крышки 7) создает необходимое давление, тем самым обеспечивает заданные качественные характеристики изготавливаемого изделия.
По результатам отработки технологии изготовления по заявленному техническому решению показатели геометрических параметров изделия стабильные, плотность пластика равномерная на всех участках. Данные показатели соответствуют требованиям к изготавливаемому изделию.
Предлагаемое изобретение использовано при изготовлении кожухов, в результате чего были достигнуты заданные геометрические параметры, параметры плотности и содержания связующего.
По сравнению с прототипом заявленный способ менее трудоемок в осуществлении, обеспечивает более высокую точность изготовления формующего элемента, повышает точность и качество изготавливаемого изделия, позволяет расширить номенклатуру использования ПКМ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ФОРМУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2372195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ИЗ ГИБРИДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2708862C1 |
| Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов | 2022 |
|
RU2787625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОГРЕВАЕМОГО ЭЛАСТИЧНОГО ФОРМУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2443556C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348526C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2603798C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
Предложен способ изготовления эластичного формующего элемента, включающий изготовление матрицы, набор изделия из полимерных композиционных материалов, заливку в изделие компаунда с большим термическим коэффициентом расширения, чем у матрицы, выполняющего роль пуансона, полимеризацию компаунда и формование изделия методом автоклавного или вакуумного формования с удалением низкомолекулярных продуктов из набора изделия, где после набора в матрице изделия из полимерных композиционных материалов осуществляют его подпрессовку формообразующей оснасткой, проводят полимеризацию вакуумно-автоклавным способом, после чего в полученное изделие, являющееся изделием-эталоном и используемое в качестве матрицы, заливают компаунд и проводят полимеризацию. Технический результат - упрощение способа изготовления формующего элемента, повышение точности и качества изготавливаемого изделия, расширение номенклатуры использования ПКМ. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления эластичного формующего элемента, включающий изготовление матрицы, набор изделия из полимерных композиционных материалов, заливку в изделие компаунда с большим термическим коэффициентом расширения, чем у матрицы, выполняющего роль пуансона, полимеризацию компаунда и формование изделия методом автоклавного или вакуумного формования с удалением низкомолекулярных продуктов из набора изделия, отличающийся тем, что после набора в матрице изделия из полимерных композиционных материалов осуществляют его подпрессовку формообразующей оснасткой, проводят полимеризацию вакуумно-автоклавным способом, после чего в полученное изделие, являющееся изделием-эталоном и используемое в качестве матрицы, заливают компаунд и проводят полимеризацию.
2. Способ по п.1 , отличающийся тем, что в качестве формообразующей оснастки используют цулаги, которые закрепляют на поверхности набора изделия из полимерных композиционных материалов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ФОРМУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2372195C1 |
| МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ "БАЛТИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ "ВОЕНМЕХ" ИМ | |||
| Д.Ф | |||
| УСТИНОВА", КОНСПЕКТ ЛЕКЦИЙ: "ОСНОВЫ ТЕХНОЛОГИИ ПРИБОРОСТРОЕНИЯ", ПРОФ | |||
| КАФ | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| И ДР., СТР | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| US 5378134 A1, 03.01.1995 | |||
| US 4716755 A1, | |||

