Изобретение относится к области машиностроения, авиадвигателестроения и может быть использовано при изготовлении формующей оснастки для формования изделий из полимерных композиционных материалов (ПКМ).
Известен способ изготовления формующей оснастки, состоящей из комплекта единичных цулаг, устанавливаемых на формуемую поверхность изделия по окончании процесса укладки ПКМ изделия на формующую оправку одним из известных способов, например, намоткой или выкладкой, перед режимом отверждения последовательно друг за другом с гарантированным зазором по зонам сопряжения смежных цулаг, каждая из которых представляет собой тонкостенную обшивку из полимерного композиционного материала, имеющую формообразующую поверхность, идентичную профилю формуемой поверхности изделия, и постоянный по толщине сечения профиль сопряжения (И.М. Буланов, В.В. Воробей «Технология ракетных и аэрокосмических конструкций из КМ», стр. 143.), из предварительно отформованного тонкостенного листа слоистого полимерного композиционного материала путем механической обработки по контуру каждой единичной цулаги, включающим:
- раскрой заготовок полимерного композиционного материала в виде предварительно пропитанного связующим тканого наполнителя, соответствующих контуру формуемого листа, количество которых определяют исходя из требуемой толщины единичных цулаг и толщины монослоя используемого при изготовлении листа полимерного композиционного материала;
- последовательную послойную укладку друг на друга раскроенных заготовок на формообразующую поверхность оправки;
- формирование на выложенных слоях дренажного пакета путем последовательной укладки друг за другом антиадгезионного, например, фторопластовой пленки, и впитывающего, например, стеклоткани, слоев;
- создание давления и температуры одним из известных способов, например, вакуумно-автоклавным методом, и отверждение при давлении и температуре отверждения полимерного композиционного материала, используемого при изготовлении листа;
- удаление дренажного пакета по окончании отверждения полимерного композиционного материала, используемого при изготовлении листа;
- отделение единичных цулаг комплекта друг от друга путем механической обработки по контуру единичной цулаги с образованием постоянного по толщине сечения профиля сопряжения.
Недостатками известного способа являются
- ограничение возможностей способа. Способ не позволяет изготавливать формующую оснастку в виде комплекта единичных тонкостенных цулаг с зонами сопряжения переменного по толщине сечения профиля в виде заниженных скосов, устанавливаемых на формуемую поверхность изделия внахлест друг на друга по профилю зон их сопряжения и исключающих деформацию полимерного композиционного материала формуемой поверхности изделия, возникающую в процессе термической усадки полимерного композиционного материала формуемого изделия под воздействием температуры и давления при отверждении от вдавливания контуров смежных цулаг постоянного по толщине сечения профиля сопряжения, устанавливаемых последовательно друг за другом с гарантированным зазором, при их контакте с полимерным композиционным материалом формуемой поверхности изделия;
- трудоемкость изготовления вследствие необходимости проведения механической обработки предварительно отформованного листа слоистого композиционного материала по контурам единичных цулаг для их отделения друг от друга и образования профиля зон сопряжения.
Указанный способ выбран в качестве прототипа.
Общими существенными признаками для прототипа и заявленного способа изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг являются раскрой расчетного количества заготовок полимерного композиционного материала в виде предварительно пропитанного связующим тканого наполнителя, послойную укладку на формообразующую поверхность оправки последовательно друг на друга раскроенных заготовок, формирование на выложенных слоях дренажного пакета путем последовательной укладки друг за другом антиадгезионного и впитывающего слоев, создание давления и температуры одним из известных способов, например, вакуумно-автоклавным, отверждение при давлении и температуре, удаление дренажного пакета по окончании отверждения полимерного композиционного материала цулаг, нанесение заданного контура единичных цулаг, образование профиля зон их сопряжения, отделение единичных цулаг друг от друга.
Задачей предложенного технического решения является разработка способа изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг, позволяющего формировать заданный профиль зон сопряжения единичных цулаг в процессе укладки заготовок полимерного композиционного материала на формообразующую поверхность оправки и отделять единичные цулаги комплекта друг от друга без механической обработки.
При решении поставленной задачи достигается следующий технический результат:
- возможность формирования заданного профиля зон сопряжения единичных тонкостенных цулаг комплекта в процессе укладки заготовок полимерного композиционного материала на формообразующую поверхность оправки для изготовления цулаг;
- расширение технических возможностей - возможность изготовления комплекта единичных тонкостенных цулаг с различным профилем зон их сопряжения;
- отделение единичных цулаг комплекта друг от друга после отверждения полимерного композиционного материала, используемого для их изготовления, без механической обработки;
- сокращение технологического цикла вследствие исключения механической обработки по контуру единичных цулаг с образованием профиля зон их сопряжения.
Технический результат достигается за счет того, что в известном способе изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг, включающем раскрой расчетного количества заготовок полимерного композиционного материала в виде предварительно пропитанного связующим тканого наполнителя, послойную укладку на формообразующую поверхность оправки последовательно друг на друга раскроенных заготовок, формирование на выложенных слоях дренажного пакета путем последовательной укладки друг за другом антиадгезионного и впитывающего слоев, создание давления и температуры, отверждение при давлении и температуре, удаление дренажного пакета по окончании отверждения полимерного композиционного материала, используемого при изготовлении, нанесение заданного контура единичных цулаг, образование профиля зон их сопряжения, отделение единичных цулаг друг от друга, согласно заявленному изобретению заданный контур единичных цулаг наносят на формообразующую поверхность оправки перед укладкой слоев расчетного количества заготовок полимерного композиционного материала линиями разграничения, посредством которых формообразующую поверхность оправки разделяют на смежные зоны укладки заготовок полимерного композиционного материала единичных цулаг, геометрия каждой из которых идентична геометрии единичных цулаг комплекта соответственно, а образование профиля зон сопряжения единичных цулаг осуществляют в процессе послойной укладки вдоль линий разграничения смежных зон укладки с примыканием к ним и встык между собой слоев предварительно раскроенных по контуру единичных цулаг комплекта заготовок полимерного композиционного материала в соответствующие им смежные зоны укладки на предварительно уложенные вдоль линий разграничения с их перекрытием полосы антиадгезионного материала и изоляции слоев заготовок смежных цулаг друг от друга после их укладки путем отгибания частей полос антиадгезионного материала, расположенных за линиями разграничения зоны укладки заготовок единичных цулаг, с последующей их укладкой на поверхность заготовок полимерного композиционного материала единичных цулаг, по окончании отверждения полимерного композиционного материала цулаг после удаления дренажного пакета единичные цулаги отделяют друг от друга путем удаления полос антиадгезионного материала.
При изготовлении единичных тонкостенных цулаг комплекта с профилями сопряжения смежных цулаг в виде заниженных по толщине скосов укладку первого слоя заготовок полимерного композиционного материала в соответствующие смежные зоны укладки осуществляют вдоль линий разграничения смежных зон укладки с примыканием к ним и встык между собой, а заготовки последующих слоев укладывают встык между собой со смещением стыка относительно линий разграничения на расчетную величину, определяемую в соответствии с геометрией заданного профиля зон сопряжения смежных цулаг, толщиной монослоя полимерного композиционного материала, используемого при изготовлении, и количества слоев заготовок полимерного композиционного материала, определяемого в зависимости от заданной толщины единичных цулаг.
Использование предложенного способа позволяет:
- изготавливать формующую оснастку в виде комплекта единичных тонкостенных цулаг с различными профилями зон их сопряжения;
- обеспечивать заданный профиль зон сопряжения смежных цулаг без механической обработки в процессе укладки на формообразующую поверхность оправки для их изготовления предварительно раскроенных по контуру единичных цулаг комплекта заготовок полимерного композиционного материала каждой единичной цулаги вдоль линий разграничения с примыканием к ним и встык между собой и изоляцией слоев заготовок смежных цулаг друг от друга после их укладки антиадгезионным материалом;
- отделять единичные цулаги друг от друга после отверждения полимерного композиционного материала, используемого при их изготовлении, и удаления дренажного пакета, сформированного на поверхности выложенных слоев, без механической обработки путем удаления полос антиадгезионного материала.
Заявленная совокупность существенных признаков, общих и отличительных, характеризуется новой совокупностью признаков, позволяющих решить поставленные техническим решением задачи с достижением новых технических результатов по сравнению с прототипом.
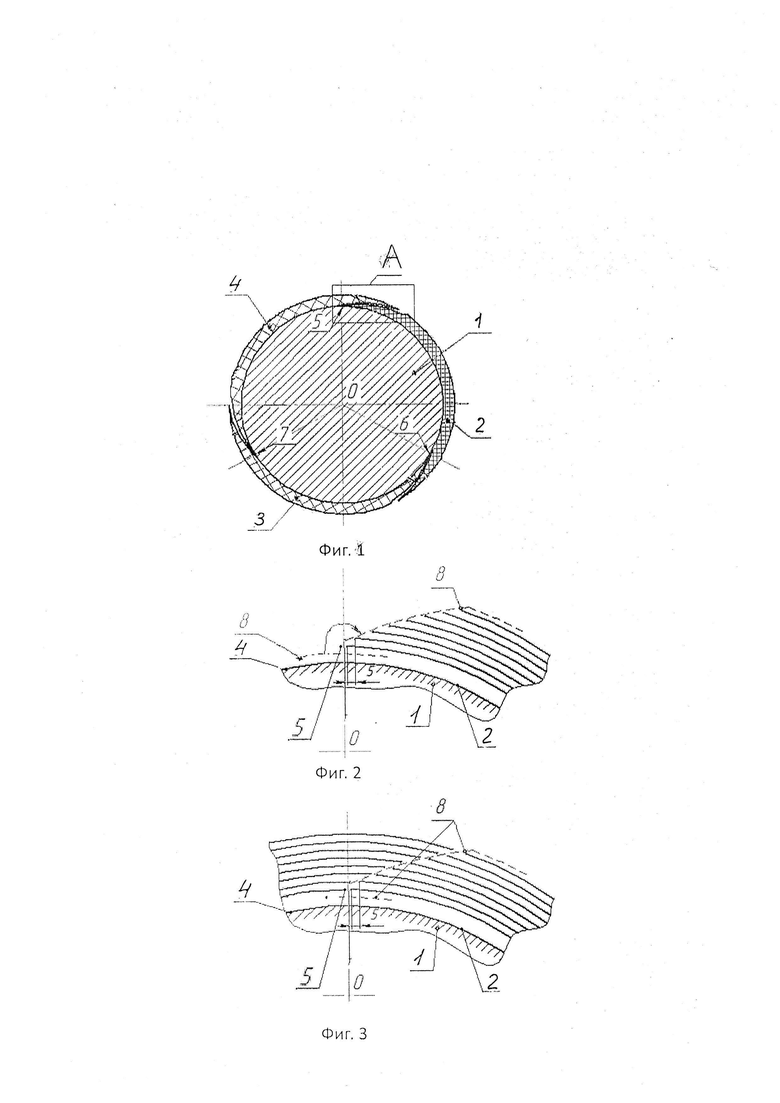
Описание изобретения поясняется фигурами 1.2.3.
На фиг. 1 изображено поперечное сечение формующей оснастки в виде комплекта из трех тонкостенных цулаг с профилями сопряжения в виде заниженных по толщине скосов на формообразующей поверхности оправки для ее изготовления; На фиг 2 - вид А фиг. 1 - изображена послойная укладка заготовок полимерного композиционного материала на предварительно уложенную на формообразующую поверхность оправки для изготовления формующей оснастки полосу антиадгезионного материала с образованием профиля единичной цулаги и изоляцией слоев заготовок полимерного композиционного материала путем отгибания части полосы антиадгезионного материала. На фиг 3 - вид А фиг. 1 - изображен профиль зоны сопряжения смежных единичных цулаг с изоляцией заготовок полимерного композиционного материала цулаг друг от друга по окончании их послойной укладки полосой антиадгезионного материала.
Способ осуществляют следующим образом.
На формующую поверхность оправки 1 (фиг. 1, 2, 3) наносят антиадгезионное покрытие. Затем, маркером в осевом направлении на формообразующую поверхность оправки 1 на длину не менее длины формуемых цулаг 2, 3, 4 наносят линии разграничения 5, 6, 7 (фиг. 1) смежных цулаг 4 и 2, 2 и 3, 3 и 4 соответственно, разделяя формообразующую поверхность оправки 1 на смежные зоны укладки заготовок полимерного композиционного материала единичных цулаг, геометрия каждой из которых идентична геометрии единичных цулаг комплекта соответственно. Из полимерного композиционного материала в виде пропитанного связующим тканого наполнителя по контуру выделенных линиями разграничения 5, 6, 7 зон укладки смежных цулаг 2, 3, 4 соответственно выкраивают расчетное количество заготовок, необходимых и достаточных для формирования требуемой толщины и длины цулаг 2, 3, 4 (фиг. 1). Из фторопластовой ленты шириной 50 мм выкраивают три полосы 8 (фиг. 2, 3), длина каждой из которых не менее длины цулаг 2, 3, 4 (фиг. 1). Фторопластовую полосу 8 укладывают вдоль линии разграничения 5 смежных единичных цулаг 4 и 2 (фиг. 2) с ее перекрытием, совмещая срединную линию фторопластовой полосы 8 с линией разграничения 5. В зону укладки заготовок полимерного композиционного материала единичной цулаги 2 укладывают слой заготовок полимерного композиционного материала, раскроенных по контуру цулаги 2, вдоль линии разграничения 5 с примыканием к ней, перекрывая часть фторопластовой полосы 8, расположенной в зоне укладки цулаги 2 (фиг. 2). Далее, вдоль линии разграничения 6 смежных единичных цулаг 2 и 3 с ее перекрытием укладывают фторопластовую полосу 8, совмещая срединную линию фторопластовой полосы 8 с линией разграничения 6 смежных единичных цулаг 2 и 3, перекрывая заготовки первого слоя полимерного композиционного материала цулаги 2 (фиг. 1). Аналогично размещению первого слоя заготовок полимерного композиционного материала цулаги 2 в зону укладки заготовок полимерного композиционного материала единичной цулаги 3 встык к заготовкам композиционного материала единичной цулаги 2 укладывают заготовки слоя полимерного композиционного материала единичной цулаги 3, перекрывая часть фторопластовой полосы 8, расположенной в зоне укладки заготовок композиционного материала цулаги 3 (фиг. 1). Аналогично укладке фторопластовой полосы 8 вдоль линии разграничения 6 укладывают фторопластовую полосу 8 вдоль линии разграничения 7 смежных единичных цулаг 3 и 4, отгибают часть фторопластовой полосы 8, уложенной вдоль линии разграничения 5 и находящейся в зоне укладки заготовок полимерного композиционного материала единичной цулаги 4, и укладывают на слой заготовок полимерного композиционного материала цулаги 2 (фиг. 2). Далее, укладывают заготовки полимерного композиционного материала единичной цулаги 4 в зону укладки заготовок полимерного композиционного материала единичной цулаги 4 аналогично укладке слоев заготовок полимерного композиционного материала единичных цулаги 2, 3 (фиг. 1). По окончании укладки слоя полимерного композиционного материала единичной цулаги 4 часть фторопластовой полосы 8, отогнутую на заготовки полимерного композиционного материала слоя единичной цулаги 2, отгибают и укладывают на заготовки полимерного композиционного материала слоя единичной цулаги 4, часть фторопластовой полосы 8, уложенную вдоль линии разграничения 6 на слой заготовок полимерного композиционного материала цулаги 2 отгибают и укладывают на слой заготовок полимерного композиционного материала единичной цулаги 3, часть фторопластовой полосы 8, уложенную вдоль линии разграничения 7 на слой заготовок полимерного композиционного материала цулаги 3 отгибают и укладывают на слой заготовок полимерного композиционного материала единичной цулаги 4. Затем, в зону укладки заготовок полимерного композиционного материала единичных цулаг 2 и 3 укладывают аналогично предыдущему следующий слой заготовок полимерного композиционного материала цулаги 2 и 3 соответственно, смещая их стык на 5 мм относительно линии сопряжения 5 и 6 соответственно по ходу часовой стрелки (фиг. 2, 3), отгибают часть фторопластовой полосы 8, уложенную вдоль линии разграничения 5 и уложенную на заготовки полимерного композиционного материала слоя единичной цулаги 4, на заготовки полимерного композиционного материала слоя цулаги 2, и укладывают слой заготовок полимерного композиционного материала единичной цулаги 4 аналогично укладке слоев заготовок полимерного композиционного материала в зоны укладки цулаг 2 и 3. Далее, аналогичным образом укладывают следующие слои заготовок полимерного композиционного материала единичных цулаг, образовывая таким образом профиль зоны сопряжения смежных единичных цулаг и изолируя в процессе укладки слои заготовок смежных цулаг друг от друга фторопластовой лентой 8 (фиг. 3).
По окончании укладки последнего слоя заготовок полимерного композиционного материала каждой единичной цулаги на поверхности выложенных слоев формируют дренажный пакет путем намотки в качестве антиадгезионного материала фторопластовой ленты и укладки двух пропитывающих слоев стеклоткани, создают давление методом «викилевки» слоями непропитанного стеклоровинга и отверждают в печи при температуре отверждения используемого при изготовлении комплекта цулаг полимерного композиционного материала. По окончании отверждения удаляют слои «викилевки», стеклоткани, фторопластовой ленты, и отделяют смежные единичные цулаги друг от друга путем удаления фторопластовых полос 8 (фиг. 2, 3).
Предложенный способ позволяет изготавливать формующую оснастку в виде комплекта единичных цулаг с обеспечением заданного профиля зон сопряжения смежных цулаг в процессе послойной укладки на формообразующую поверхность оправки для изготовления формующей оснастки заготовок полимерного композиционного материала смежных единичных цулаг, выкроенных по контуру соответствующих им зон укладки, геометрия каждой из которых идентична геометрии единичных цулаг комплекта соответственно, на предварительно уложенные вдоль линий разграничения, нанесенных на форообразующую поверхность оправки, с их перекрытием полосы антиадгезионного материала с примыканием к линиям разграничения и встык между собой и отделение единичных цулаг друг от друга без механической обработки путем удаления полос антиадгезионного материала, изолирующих слои заготовок полимерного композиционного материала смежных цулаг друг от друга в процессе их укладки и последующего отверждения.
Заявленный способ по сравнению с прототипом позволяет расширить технологические возможности способа, сократить технологический цикл изготовления формующей оснастки, снизить материалоемкость и трудоемкость изготовления.
Способ успешно реализован при изготовлении формующей оснастки для формования наружного теплозащитного покрытия из цельнотканого многослойного материала корпусных изделий диаметрального профиля и тонкостенных цилиндрических деталей фланцевого типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 2017 |
|
RU2689601C2 |
| Цулага для формирования деталей из полимерных композиционных материалов | 2022 |
|
RU2787657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ С ВНУТРЕННИМИ СТЕНКАМИ | 2012 |
|
RU2522725C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего | 2021 |
|
RU2778930C1 |
Изобретение относится к области машиностроения, авиадвигателестроения и может быть использовано при изготовлении формующей оснастки для формования изделий из полимерных композиционных материалов (ПКМ). Способ изготовления формующей оснастки из ПКМ включает операции: разделение формующей поверхности оправки для изготовления цулаг линиями разграничения на смежные зоны укладки заготовок полимерного композиционного материала, каждая из которых идентична по геометрии соответствующей ей единичной цулаги комплекта, укладку вдоль линий разграничения с их перекрытием полосы из антиадгезионного материала, раскрой заготовок из полимерного композиционного материала по контуру каждой единичной цулаги, укладку заготовок послойно друг на друга в соответствующую каждой единичной цулаги зону укладки вдоль линий разграничения с примыканием к ней и в стык между собой, перекрывая часть полосы антиадгезионного материала, расположенной в соответствующей зоне укладки, и образовывая при укладке профиль зон сопряжения, по окончании укладки слоев заготовок часть полосы антиадгезионного материала, расположенную в смежных зонах укладки заготовок единичных цулаг, отгибают и укладывают на поверхность выложенных слоев, изолируя таким образом слои заготовок полимерного композиционного материала смежных единичных цулаг друг от друга. В процессе послойной укладки заготовок образуется профиль зон сопряжения. По окончании укладки на поверхности выложенных слоев формируют дренажный пакет, укладывая последовательно друг за другом антиадгезионный слой, например фторопластовую пленку, и слой впитывающего материала, например стеклоткани, и проводят отверждение полимерного композиционного материала под воздействием температуры и давления. По окончании режима отверждения удаляют дренажный пакет и отделяют цулаги друг от друга путем удаления полосы антиадгезионного материала, разделяющей слои смежных цулаг друг от друга в процессе укладки раскроенных заготовок полимерного композиционного материала и их последующего отверждения. Изобретение обеспечивает снижение себестоимости изготовления формующей оснастки за счет сокращения технологического цикла, снижение трудоемкости и материалоемкости ее изготовления. 1 з.п. ф-лы, 3 ил.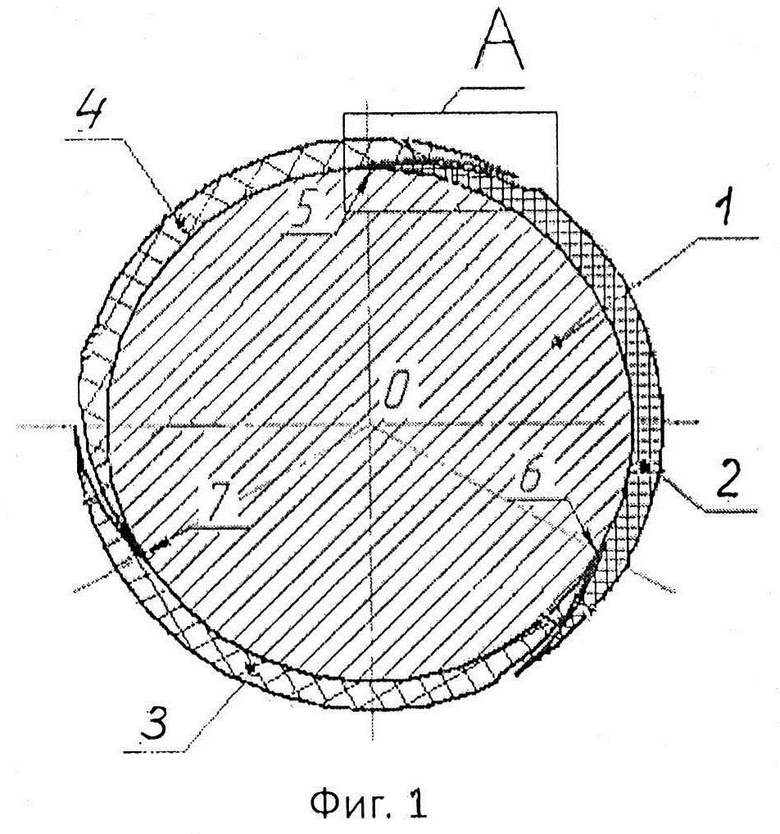
1. Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов, включающий раскрой расчетного количества заготовок полимерного композиционного материала в виде предварительно пропитанного связующим тканого наполнителя, послойную укладку на формообразующую поверхность оправки последовательно друг на друга раскроенных заготовок, формирование на выложенных слоях дренажного пакета путем последовательной укладки друг за другом антиадгезионного и впитывающего слоев, создание давления и температуры, отверждение при давлении и температуре, удаление дренажного пакета по окончании отверждения полимерного композиционного материала, используемого при изготовлении, нанесение заданного контура единичных цулаг, образование профиля зон их сопряжения, отделение единичных цулаг друг от друга, отличающийся тем, что заданный контур единичных цулаг наносят на формообразующую поверхность оправки перед укладкой слоев расчетного количества заготовок полимерного композиционного материала линиями разграничения, посредством которых формообразущую поверхность оправки разделяют на смежные зоны укладки заготовок полимерного композиционного материала единичных цулаг, геометрия каждой из которых идентична геометрии единичных цулаг комплекта соответственно, а образование профиля зон сопряжения единичных цулаг осуществляют в процессе послойной укладки вдоль линий разграничения смежных зон укладки с примыканием к ним и встык между собой слоев предварительно раскроенных по контуру единичных цулаг комплекта заготовок полимерного композиционного материала в соответствующие им смежные зоны укладки на предварительно уложенные вдоль линий разграничения с их перекрытием полосы антиадгезионного материала и изоляции слоев заготовок смежных цулаг друг от друга после их укладки путем отгибания частей полос антиадгезионного материала, расположенных за линиями разграничения зоны укладки заготовок единичных цулаг, с последующей их укладкой на поверхность заготовок полимерного композиционного материала единичных цулаг, по окончании отверждения полимерного композиционного материала цулаг после удаления дренажного пакета единичные цулаги отделяют друг от друга путем удаления полос антиадгезионного материала.
2. Способ по п. 1, отличающийся тем, что при изготовлении единичных тонкостенных цулаг комплекта с профилями сопряжения смежных цулаг в виде заниженных по толщине скосов укладку первого слоя заготовок полимерного композиционного материала в соответствующие смежные зоны укладки осуществляют вдоль линий разграничения смежных зон укладки с примыканием к ним, а заготовки последующих слоев послойно смещают на расчетную величину, определяемую в соответствии с геометрией заданного профиля зон сопряжения смежных цулаг, толщиной монослоя полимерного композиционного материала, используемого при изготовлении, и количеством слоев заготовок полимерного композиционного материала, определяемым в зависимости от заданной толщины единичных цулаг.
| Буланов И.М | |||
| и др | |||
| "Технология ракетных и аэрокосмических конструкций из композитных материалов", М., изд | |||
| МГТУ им | |||
| Н.Э | |||
| Баумана, 1998, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ИЗ ГИБРИДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2708862C1 |
| DE 102013110921 A1, 02.04.2015. | |||

