Предлагаемое изобретение относится к области боеприпасов стрелкового оружия, в частности, к производству бронебойных сердечников, применяемых в изготовлении пуль для автоматического и другого оружия, предназначенным для стрельбы по легкобронированным целям.
Сердечники бронебойных пуль изготавливают в основном из конструкционных (сталь 70) или инструментальных углеродистых (У10, У12) сталей методом холодной штамповки и механической обработки резанием с последующими термохимическими упрочняющими операциями на заключительном этапе. Основными эксплуатационными требованиями, предъявляемыми к материалу сердечника, является высокая твердость в готовом изделии для возрастания бронепробиваемости, в сочетании с высокой вязкостью в основном по ведущей части для повышения живучести ствола оружия (Малов, А.Н. Производство патронов стрелкового оружия. М.: Оборонгиз. 415 с.). Эти требования противоречивы, поскольку с увеличением твердости повышается хрупкость, и возрастает число сколов при встрече сердечника с преградой.
Одним из способов решения данной проблемы является получение сердечника с радиальной анизотропией свойств, т.е. обладающего переменной, по заданному закону, твердостью от поверхности к сердцевине для обеспечения бронепробития при отсутствии хрупкого разрушения.
Известен способ изготовления выступающих за пределы оболочки бронебойных сердечников из малоуглеродистой стали, в котором сердцевина сердечника имеет структуру троостита твердостью 350-380 НВ, а внешний слой упрочнен до твердости HRC 55-60 (RU 2151369). Такой характер распределения твердости обеспечивается предварительным науглероживанием поверхности отштампованного сердечника в среде твердого карбюризатора при 900-1000°С на глубину 0,1-0,3 от диаметра с последующей окончательной термообработкой закалкой и отпуском по стандартным режимам. По предложенной технологии проведены испытания только на полуоболочечных пистолетных пулях с достаточно низкой начальной скоростью - 500 и 600 м/с соответственно, тогда как для большинства винтовочных и крупнокалиберных пуль начальная скорость достигает 800…1000 м/с, а на таких скоростях нельзя исключать сколы поверхностного слоя при соударении. Кроме того, реализация технологии требует дополнительной химико-термической обработки в твердом карбюризаторе длящейся несколько часов, что снизит производительность при массовом изготовлении.
Также известен способ изготовления бронебойных сердечников из высокоуглеродистой стали, по которому термоупрочненный до твердости HRC 64-67 сердечник подвергается нагреву токами высокой частоты для снижения поверхностной твердости до HRC 47…52 на глубину 0,05-0,1 калибра пули (RU 2210605). При пробитии преграды таким сердечником происходит сдвиг менее прочного поверхностного слоя, что позволяет использовать его в качестве твердой смазки для уменьшения сопротивления внедрению. Недостатком способа является применение дополнительных операций термообработки, а кроме того закалка сердечника не всегда позволяет обеспечить необходимую твердость в центральной части, о чем свидетельствуют проведенные авторами измерения твердости центральной части разрушившихся сердечников.
Помимо термической обработки радиальную анизотропию свойств можно обеспечить пластической деформацией исходного материала. Так в заявке на изобретение №95108793, поданной в 1995 году, заявитель утверждает, что заявляемый способ позволяет повысить ресурс пластичности и создает возможность управления анизотропией механических и физических свойств металла прессуемых изделий. Способ осуществляется путем загрузки нагретой до температуры прессования заготовки в контейнер пресса и выдавливанием металла заготовки пресс -штемпелем через очко матрицы. Одновременно с выдавливанием производят кручение потоков истекающего металла. Матрица для осуществления этого способа содержит рабочий канал, выполненный в виде клиновидных ориентированных в радиальном направлении пазов, обращенных основаниями к очку матрицы и имеющих переменную по длине паза глубину, сходящую на нет вблизи наружного диаметра и калибрирующего участка очка матрицы. Это позволяет при выдавливании формировать металл в виде истекающих потоков (ручьев) и одновременно закручивать их для усреднения его свойств по твердости. К сожалению, отсутствие в материалах заявки доказательной базы не позволяет утверждать о достижении возможности управления анизотропией изделия. Тем не менее, по характеру технического выполнения для достижения управления анизотропией механических и физических свойств изделий мы рассматриваем этот способ как ближайший аналог осуществляемой нами разработке. К существенным недостаткам этого процесса следует отнести сложность изготовления используемой матрицы и невозможность достижения регулируемого распределения (анизотропии) механических показателей в изделии, т.к. скручивание приводит к их усреднению. Таким образом, известный способ не может обеспечить необходимую радиальную анизотропию для изделий с различной твердостью.
Задачей заявляемого технического решения является разработка способа обеспечивающего радиальную анизотропию свойств сердечника с возрастанием твердости от поверхности к сердцевине.
Поставленная задача была решена осуществлением пластического деформирования изделия в виде заготовки, полученной из прутка, при применении матрицы с меняющим форму каналом в его рабочей части, что обеспечивает холодную пластическую деформацию с максимальным упрочнением в центральной части заготовки без изменения ее геометрических размеров. Кроме того, поскольку невозможно обеспечить перемещение заготовки через матрицу жестким пуансоном, ее перемещают толканием следующей за ней в потоке заготовкой, на которую в свою очередь давит пуансон штампа.
Достигаемым техническим результатом при реализации предлагаемого способа является регулируемое распределение показателей твердости с возрастанием к сердцевине. Что позволяет его применение для таких специфических изделий как сердечники.
Осуществление способа поясняется схемой - фиг. 1, а также фиг. 2, иллюстрирующей геометрию рабочего канала матрицы и изменение формы деформируемой заготовки по мере проталкивания через различные сечения, где 1 - обрабатываемая заготовка; 2 - исходный пруток (необработанная толкающая заготовка); 3 - матрица; 4 - пуансон.
Способ осуществляют холодной штамповкой в прессе при помощи пуансона и матрицы с модифицированным рабочим каналом. Форма канала в плоскостях перпендикулярных направлению движения заготовки под действием силы Р, приложенной со стороны пуансона трижды меняется, при этом площадь сечений остается постоянной. На входном участке канал матрицы выполняют поперечным сечением в виде окружности с радиусом r1 (фиг. 1, А-А), изменяющимся на эллиптическое поперечное сечение с полуосями а и b (фиг. 1, Б-Б), затем на эллиптическое поперечное сечение с полуосями а и b, развернутыми на 90° (фиг. 1, В-В), а на выходе заготовки, полученной из прутка, поперечное сечение канала выполняют в виде окружности с радиусом r2 (фиг. 1, Г-Г), при этом r1= r2, а площади каждого сечения выполняют с учетом их равенства друг другу. Размеры модифицированного канала зависят от калибра бронебойной пули, изготавливаемой из обработанной заготовки. Перемещение заготовки в канале матрицы осуществляют проталкиванием прутком, из которого отрезают деформированную заготовку. После упрочнения исходных заготовок предлагаемым способом они обрабатываются по стандартной заводской технологии изготовления сердечника.
Измерения твердости сердечников для бронебойно-зажигательных пуль Б-32 клб. 12,7 и 14,5 мм, разрушившихся при пробитии преграды, показали значения твердости HRC 51-54 в центральной части и HRC 61-64 на поверхности сердечника. Результаты оценки твердости сердечников, изготовленных по предлагаемой технологии, показали значения HRC 61-64 в центральной части и HRC 45-48 на поверхности изделия, что подтверждает обеспечение требуемого закона изменения твердости.
Новизной предлагаемого способа изготовления стального сердечника для бронебойной пули применение холодной пластической деформации исходной заготовки путем проталкивания через канал матрицы с переменной формой поперечного сечения взамен известных способов, основанных на дополнительной термической обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРОНЕБОЙНАЯ ПУЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1999 |
|
RU2151369C1 |
| ПРОТИВОПУЛЬНАЯ ГЕТЕРОГЕННАЯ СТАЛЬНАЯ БРОНЯ | 2011 |
|
RU2472100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ДВУХИМПУЛЬСНОГО БОЕПРИПАСА | 2011 |
|
RU2499967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСТРОКОНЕЧНОЙ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2009 |
|
RU2423202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕЧНОЙ ПУЛИ | 1994 |
|
RU2093781C1 |
| Двуоболочечная бронебойная пуля для нарезного и гладкоствольного огнестрельного оружия | 2019 |
|
RU2717325C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 1999 |
|
RU2158894C1 |
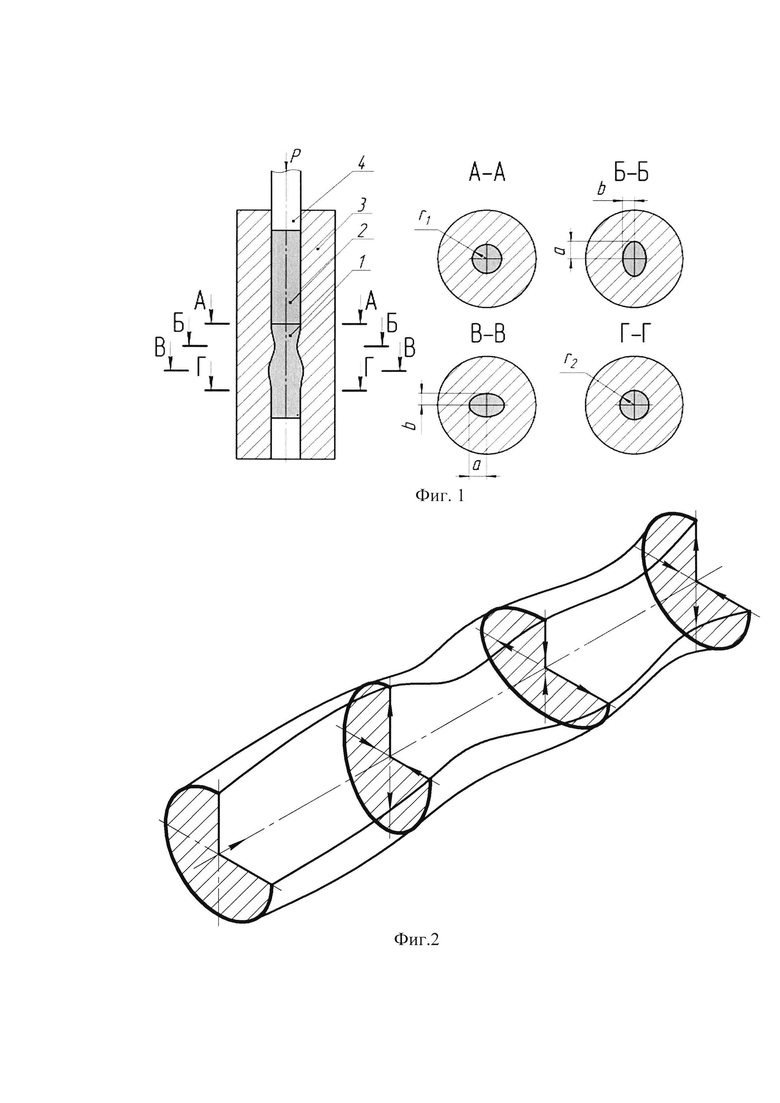
Изобретение относится к способу изготовления заготовки стального сердечника для бронебойно-зажигательной пули. Способ включает загрузку прутка в контейнер пресса, содержащего матрицу с каналом с изменяющимся поперечным сечением и пуансон, и его последующее холодное пластическое деформирование путем перемещения через канал матрицы. Перемещение прутка через канал матрицы осуществляют проталкиванием его следующим прутком посредством пуансона, при этом на входном участке канал матрицы выполняют поперечным сечением в виде окружности радиусом r1 (фиг. 1, А-А), изменяющимся на эллиптическое поперечное сечение с полуосями а и b (фиг. 1, Б-Б), затем на эллиптическое поперечное сечение с полуосями а и b, развернутыми на 90° (фиг. 1, В-В), а на выходе заготовки, полученной из прутка, поперечное сечение канала выполняют в виде окружности радиусом r2 (фиг. 1, Г-Г), при этом r1=r2, а площади каждого сечения выполняют с учетом их равенства друг другу. Технический результат заключается в обеспечении необходимой вязкости в сочетании с твердостью и сокращении количества сколов при пробивании преграды. 1 з.п. ф-лы, 2 ил.
1. Способ изготовления заготовки стального сердечника для бронебойно-зажигательной пули, включающий загрузку прутка в контейнер пресса, содержащего матрицу с каналом с изменяющимся поперечным сечением и пуансон, и его последующее холодное пластическое деформирование путем перемещения через канал матрицы, отличающийся тем, что перемещение прутка через канал матрицы осуществляют проталкиванием его следующим прутком посредством пуансона, при этом на входном участке канал матрицы выполняют поперечным сечением в виде окружности радиусом r1 (фиг.1, А-А), изменяющимся на эллиптическое поперечное сечение с полуосями а и b (фиг.1, Б-Б), затем на эллиптическое поперечное сечение с полуосями а и b, развернутыми на 90° (фиг.1, В-В), а на выходе заготовки, полученной из прутка, поперечное сечение канала выполняют в виде окружности радиусом r2 (фиг.1, Г-Г), при этом r1=r2, а площади каждого сечения выполняют с учетом их равенства друг другу.
2. Способ по п. 1, отличающийся тем, что пруток для изготовления заготовки стального сердечника изготавливают из конструкционной или инструментальной углеродистой стали.
| US 4249408 A, 10.02.1981 | |||
| СПОСОБ ПОВЫШЕНИЯ ПРОНИКАЮЩЕГО ДЕЙСТВИЯ ТЕРМОУПРОЧНЕННЫХ ПУЛЬНЫХ СЕРДЕЧНИКОВ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2210605C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| МАЛОВ А.Н., Производство патронов стрелкового оружия | |||
| Москва, Оборонгиз, 1947 | |||
| CN 103331319 B, 20.05.2015 | |||
| DE 10232608 B4, 15.04.2004. | |||

