Изобретение относится к литейному производству, а именно к способам литья по газифицируемым моделям, и может быть использовано для получения композиционных отливок из железоуглеродистых и цветных сплавов.
Из уровня техники известны способы изготовления моделей из пенополистирола, при которых легирующие элементы наносят на гранулы пенополистирола перед их вспениванием в пресс-форме (SU 304049, В22С 7/02, 25.05.1971), или вводят добавки в пресс-форму одновременно с гранулами пенополистирола (SU 904872, В22С 7/02, 15.02.1982). Недостатком данных способов является значительный расход легирующих добавок и их неравномерное распределение в объеме отливки.
Наиболее близким по технической сущности является способ изготовления моделей из пенополистирола для получения композиционных отливок методом литья по газифицируемым моделям (Пат. 2620422 Российская Федерация, МПК7 В22С 7/02. Способ изготовления моделей из пенополистирола для получения композитных отливок методом литья по газифицируемым моделям / А.Ю. Лещев, П.Г. Овчаренко. - 2015144823; заявл. 19.10.2015; опубл. 25.05.2017, Бюл №15). Указанный способ, взятый в качестве прототипа, хотя и обеспечивает некоторое повышение равномерности распределения легирующих элементов в композиционных отливках простейшей конфигурации, имеет следующий ряд существенных недостатков:
- предварительная установка элементов в пресс-форму и последующее заполнение пенополистиролом не позволяет качественно разместить эти элементы в сложнопрофильных и тонкостенных моделях;
- создание переходного слоя на элементах в виде пудры не обеспечивает равномерное распределение легирующих частиц в объеме модели, поскольку последующее вдувание гранул пенополистирола разрушает целостность покрытия из пудры;
- нанесение покрытия на элемент в виде краски или пасты нарушает стабильность химического состава композиционной отливки, так как в состав краски и пасты входят дополнительные вещества: связующее, технологические добавки, наполнитель и др.;
- при автоматическом изготовлении пенополистироловых моделей в пресс-форме послойное помещение гранул пенополистирола с легирующими элементами в оснастке трудно осуществимо, поэтому способ прототипа применим только при ручных способах изготовления простых по конфигурации толстостенных моделей с большими затратами времени на эту технологическую операцию;
- необходимость изготовления специальных пресс-форм и сложность фиксации элементов, остающихся в модели из пенополистирола в пресс-формах;
- вводимые в состав пенополистироловой модели элементы обладают только легирующим действием на сплав композиционной отливки и не позволяют комплексно влиять на ее структуру и свойства, например, за счет модифицирующего и армирующего воздействий.
Таким образом, введение легирующих элементов в полистироловые модели по способу прототипа не позволяет качественно изготавливать литьем по газифицируемым моделям композиционные отливки, в особенности сложнопрофильные и тонкостенные.
В основу изобретения положена техническая задача - разработка способа изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям, который обеспечил бы равномерное ускоренное распределение в пенополистироловой модели элементов, обладающих комплексным легирующим, модифицирующим и армирующим действием, для улучшения качества изготовления литьем по газифицируемым моделям сложнопрофильных тонкостенных композиционных отливок.
Указанная задача решается таким образом, что в способе изготовления моделей из пенополистирола для получения композиционной отливки методом литья по газифицируемым моделям, включающий засыпку гранул пенополистирола, вспенивание гранул в пресс-форме, использование по меньшей мере одного элемента, улучшающего механические свойства отливки и фиксируемого в модели, согласно изобретению легирующие, модифицирующие и армирующие композиционную отливку элементы устанавливаются в пенополистироловую модель после извлечения ее из пресс-формы путем прошпиливания модели электродами из тугоплавких и высокотвердых металлов и сплавов с расстоянием между ними 5-15 см, причем электроды предварительно изгибают в соответствии с конфигурацией сложнопрофильной модели.
Установка элементов в модель после удаления ее из пресс-формы обеспечивает строго определенное положение элементов, без их сдвигов и деформации при заполнении пресс-формы гранулами пенополистирола, как это имеет место в прототипе. При этом использование тонких гибких электродов в качестве элементов позволяет получить тонкостенные сложнопрофильные модели для фасонных отливок широкого назначения. Элементы являются не только легирующими как в прототипе, но и модифцирующими и армирующими композиционную отливку. Прошпиливание моделей электродами из тугоплавких и высокотвердых металлов и сплавов создает условия для стабильного и надежного расположения и крепления электродов в модели. При этом легирующие, модифицирующие и армирующие элементы связаны в электроде в монолит и размещены равномерно в матрице композиционной отливки. Изгиб электродов в соответствии с конфигурацией сложнопрофильной модели позволяет распределить электроды равномерно в объеме модели, особенно, если она является сложнопрофильной и тонкостенной. Расстояние между электродами в модели 515 см обеспечивает мелкозернистую структуру матрицы композиционной отливки в результате ее высокой скорости охлаждения, а также требуемый армирующий эффект.
Способ изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям осуществляют следующим образом.
После удаления модели из пресс-формы производят прошпиливание модели электродами из тугоплавких и высокотвердых металлов и сплавов. Предварительно электроды изгибают в соответствии с конфигурацией сложнопрофильной модели. Электроды также могут быть заострены и механически обработаны для удобства помещения их внутрь пенополистироловой модели. Расстояние между электродами составляет 5-15 см.
При расстоянии между электродами в пенополистироловой модели меньше, чем 5 см не удается качественно сформировать матрицу композиционной отливки. Расстояние между электродами больше, чем 15 см не обеспечивает мелкозернистую структуру матрицы и необходимый армирующий эффект для композиционной отливки. Затем модели подвергаются покраске, заформовываются песком в вакуумируемые опоки и заливаются сплавами с формированием композиционных отливок.
Способ изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям иллюстрируется следующим примером.
Пример. Засыпают гранулы пенополистирола в пресс-форму и осуществляют вспенивание гранул с формированием пенополистироловой модели. После извлечения из пресс-формы модель прошпиливают неплавящимися вольфрамовыми электродами диаметром 1,6 мм и длиной 175 мм. Предварительно электроды изгибают в соответствии с конфигурацией композиционной отливки «вилка». Электроды заостряют для технологичности проведения операции прошпиливания. Варьируют расстояние между электродами: 5; 8; 15 см. Параллельно для получения сравнительных данных изготавливают пенополистироловые модели согласно прототипу. Используя модели, изготавливают композиционные отливки с матрицей из алюминиевого сплава АК 7 по традиционной технологии литья по газифицируемым моделям. Сравнительные показатели способов изготовления моделей из пенополистирола для получения композиционных отливок представлены в таблице 1.
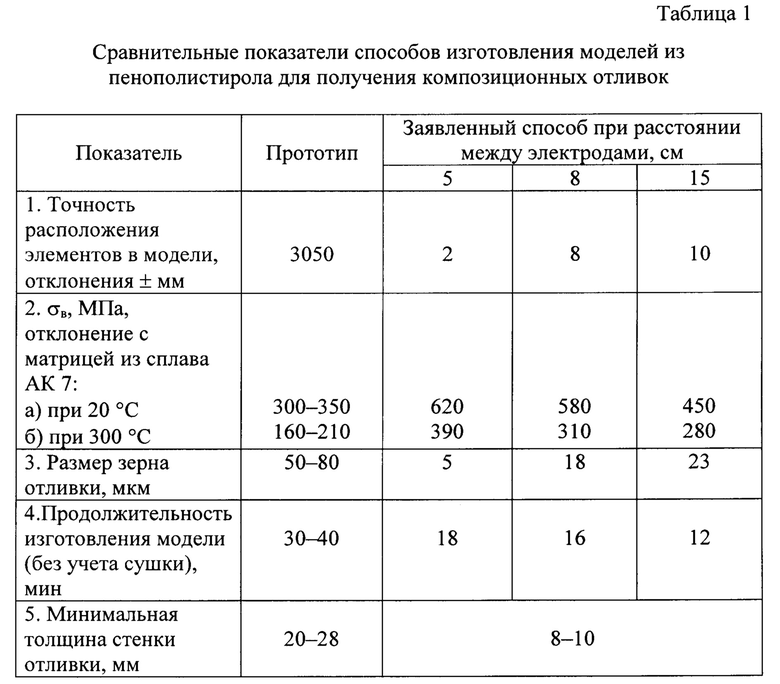
Анализ представленных в таблице данных показывает, что заявленный способ позволяет обеспечить равномерное ускоренное распределение в пенополистироловой модели элементов, обладающих легирующим, модифицирующим и армирующим действием на композиционные отливки. Учитывая повышенные технологические свойства, заявленный способ изготовления моделей из пенополистирола для получения композиционных отливок может быть рекомендован для внедрения в любых отечественных и зарубежных цехах литья по газифицируемым моделям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок методом литья по газифицируемым моделям | 2015 |
|
RU2620422C2 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК | 2012 |
|
RU2510304C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2638722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2594060C2 |
Изобретение относится к литейному производству, а именно к изготовлению сложнопрофильной тонкостенной модели из пенополистирола для получения композиционной отливки методом литья по газифицируемым моделям. Способ включает засыпку гранул пенополистирола в пресс-форму, их вспенивание с формированием модели и последующее извлечение модели из пресс-формы. После извлечения из пресс-формы модель прошпиливают электродами из тугоплавких и высокотвердых металлов и сплавов, содержащих легирующие, модифицирующие и армирующие элементы, улучшающие механические свойства отливки. Электроды предварительно изгибают в соответствии с конфигурацией сложнопрофильной тонкостенной модели, а при прошпиливании устанавливают электроды в пенополистироловую модель с расстоянием между ними 5-15 см. Обеспечивается равномерное ускоренное распределение в пенополистироловой модели элементов, обладающих комплексным легирующим, модифицирующим и армирующим действием, для улучшения качества изготовления литьем по газифицируемым моделям сложнопрофильных тонкостенных композиционных отливок. 1 табл., 1 пр.
Способ изготовления сложнопрофильной тонкостенной модели из пенополистирола для получения композиционной отливки методом литья по газифицируемым моделям, включающий засыпку гранул пенополистирола в пресс-форму, их вспенивание с формированием модели и последующее извлечение модели из пресс-формы, отличающийся тем, что после извлечения из пресс-формы модель прошпиливают электродами из тугоплавких и высокотвердых металлов и сплавов, содержащих легирующие, модифицирующие и армирующие элементы, улучшающие механические свойства отливки, при этом электроды предварительно изгибают в соответствии с конфигурацией сложнопрофильной тонкостенной модели, а при прошпиливании электроды устанавливают в пенополистироловую модель с расстоянием между электродами 5-15 см.

