Настоящее изобретение относится к области микроэлектронной техники и касается конструкции устройства, обеспечивающего гарантированное позиционирование подлежащих временному сращиванию кремниевых пластин (кремниевых подложек) при изготовлении многослойных микроэлектромеханических систем (МЭМС) на кремниевых изолированных друг от друга подложках, в том числе и при изготовлении многослойных элементов МЭМС акселерометров и гироскопов. В частности, рассматривается устройство ручной ориентации по базовому срезу и по геометрическому центру кремниевой пластины, укладываемой сверху на размещенную в ложементе кремниевую пластину с целью обеспечения размещения базовых срезов обеих пластин в общей вертикальной плоскости и совпадения положения боковых стенок в общей образующей.
МЭМС-устройства обычно изготавливают на кремниевой подложке с помощью технологии микрообработки, аналогичной технологии изготовления однокристальных интегральных микросхем. Типичные размеры микромеханических элементов лежат в диапазоне от 1-100 мкм, тогда как размеры кристалла МЭМС-микросхемы имеют размеры от 1 до 20 мм.
Кремний является материалом, используемым для создания большинства интегральных схем, используемых в потребительской электронике в современном мире. Распространённость, доступность дешёвых высококачественных материалов и способность к применению в электронных схемах делает кремний привлекательным для применения его при изготовлении МЭМС. Кремний также имеет значительные преимущества перед другими материалами благодаря своим физическим свойствам. Монокристалл кремния почти идеально подчиняется закону Гука. Это означает, что при деформации он не подвержен гистерезису и, следовательно, энергия деформации практически не рассеивается. Также кремний очень надежен при сверхчастых движениях, так как он обладает очень малой усталостью и может работать в диапазоне от миллиардов до триллионов циклов без разрушения.
Основные методы получения всех МЭМС-устройств на основе кремния: осаждение слоев материала, структурирование этих слоев с помощью фотолитографии и травления для создания требуемой формы.
Многие МЭМС приборы представляют собой многослойную сборку. Каждый слой является частью отдельной кремниевой пластины после частичной обработки, после которой отдельные пластины сращиваются между собой в многослойную структуру. Такая сборка может проходить затем дополнительную технологическую обработку, после чего нарезается на чипы, которые и представляют собой итоговый МЭМС прибор.
Монокристаллические слитки кремния, полученные и очищенные методами Чохральского или зонной плавки, являются основными заготовками для получения кремниевых пластин. Предварительно слиткам придается надлежащая цилиндрическая форма, с обоих концов отрезаются хвостовики, проводится калибровка по диаметру и формирование базового среза.
Если обратиться к конструкции кремниевой пластины, то она представляет собой тонкий диск, с краю которого имеется срез, называемый базовым срезом, таких срезов может быть два - основной и дополнительный (применяется реже, малые базовые срезы предназначены для распознавания ориентации и типа проводимости подложек при их случайном перемешивании). Базовые срезы на кремниевой пластине (основной и дополнительный) служат для идентификации ее кристаллографической ориентации и типа проводимости (для визуального определения ориентации, типа электропроводности и удельного сопротивления кремниевых пластин). Они также могут использоваться для ориентации и базирования пластины в технологической оснастке Базовые и дополнительные срезы используются на пластинах диаметром до 150 мм включительно. Один базовый срез используется для кремниевых пластин КДБ 10 (111), основной и дополнительный, расположенный параллельно основному - для пластин КЭФ 4,5 (100), основной и дополнительный, расположенный в направлении, перпендикулярном направлению основного среза - для кремниевых пластин – КЭФ 4,5 (111).
Начиная с пластин диаметром 200 мм, взамен базового среза используют вырез (notch) треугольной формы. Кремниевые пластины размером выше 200 мм представляют собой в плане круг с небольшой треугольной выемкой на краю.
Схема базирования и ориентации кремниевых пластин размером до 150 мм – по базовому срезу, а при размерах выше 200 мм - по треугольному вырезу за счет взаимодействие треугольного выреза и базирующего штифта. Вырезы, также как базовые срезы, используются для ориентации и базирования пластин, однако они уже не могут идентифицировать тип проводимости и кристаллографическую ориентацию пластин.
Для определенных операций по обработке полупроводниковых пластин (таких как плазменное травление, осаждение, литография и т.д.) необходимо закрепление (посредством абразивной связи) обрабатываемой кремниевой пластины на кремниевую пластину-носитель.
Обрабатываемая кремниевая пластина прикрепляется на пластину-носитель при помощи адгезивного слоя. Часто присутствует необходимость выравнивания пластин друг относительно друга с высокой точностью (порядка 10 мкм). Для этого необходимо, чтобы их общий контур вписывался в диаметр 101 мм, а базовые срезы были параллельны и лежали в общей вертикальной плоскости.
Временное сращивание кремниевых пластин применяется при сквозном плазмохимическом травлении пластин. В этом случае пластина-носитель под обрабатываемой пластиной защищает столик установки травления от плазмы в момент, когда верхняя пластина «пробивается» насквозь. Также носитель держит на себе кусочки, которые «вырезаются» травлением. Таким образом, кусочки не выпадают в камеру установки.
Диаметр кремниевых пластин постоянно увеличивается, позволяя размещать на рабочем поле все большее количество кристаллов. Увеличение диаметра пластин с 200 до 300 мм увеличивает количество кристаллов практически в 2,5 раза. При условии, что чипы квадратные, на 300 мм подложке удастся разместить около 160 чипов, а на 450 мм подложке уже 386, что в 2.41 раза больше. В связи с этим выпускать кремниевые пластины размером более 200 мм становится все выгоднее. Этим и объясняется большое количество приспособлений для ориентации по базирующему штифту таких больших по диаметру подложек для технологических процессов.
Так, известно устройство выравнивания кремниевых пластин перед их сращиванием, представляющее собой опорную плоскую пластину, как правило, круглой формы в плане, на которой размещено основание с боковыми вырезами и плоской рабочей поверхностью для размещения дисковой кремниевой пластины, имеющей треугольной формы вырез на краю ее периметра, при этом на плоской пластине дистантно относительно друг друга и на круговой траектории закреплены три упора в виде регулируемых по длине выхода штырьков, ось каждого из которых направлена в сторону геометрического центра основания, а так же вертикально ориентированный основной базирующий штифт и дополнительный базирующий штифт, закрепленные каждый на плоской пластине между двумя упорами, при установке дисковую кремниевую пластину ориентируют на основании за счет ввода основного базирующего штифта в вырез пластины, опирания края пластины на дополнительный базирующий штифт и осуществляют перемещение штырьков упоров в сторону кремниевой пластины для ее прижатия к поверхности основания (регулировка горизонтальной плоскостности, после регулировки штырьки отводятся от кремниевой пластины). Потом вторую кремниевую пластину укладывают на первую с размещением ее треугольного выреза на базирующем штифте и с опиранием ее края на дополнительный базирующий штифт, после этого осуществляют новое перемещение штырьков упоров в сторону второй кремниевой пластины для ее прижатия к поверхности ранее уложенной на основание кремниевой пластины (WO 2012113799, H01L21/67, опубл. 30.08.2012 г.).
Так же известно устройство выравнивания кремниевых пластин перед их сращиванием, представляющее собой опорную плоскую пластину, на которой организована рабочая плоская площадка для размещения дисковой кремниевой пластины, имеющей базовый срез на краю ее периметра, при этом на плоской пластине дистантно относительно друг друга и на круговой траектории закреплены пять штыревых упора, ось каждого из которых ориентирована вертикально, а так же три дополнительные боковые регулируемые опоры (имеющих подпружиненный в сторону кремниевой пластины упор или упор с приводом его выдвижения) и плоская опора для контакта с базовым срезом кремниевой пластины. При установке, сам диск кремниевой пластины размещают между штыревыми упорами так, что диск пластины укладывается на основании, затем ориентируют дисковую кремниевую пластину на основании за счет ее опирания базовым срезом в плоскую опору. Предполагается, что диск кремниевой пластины, размещенный между пятью штырями (которые расположены на равном расстоянии друг от друга во кружном направлении) однозначно ориентируется по месту его опирания базовым срезом в плоскую опору. При укладке аналогичным способом следующего диска поверх уже уложенного диска кремниевой пластины боковые регулируемые упоры смещают верхний диск так, чтобы он уложился ровно с совмещением своих боковых стенок с боковыми стенками нижне расположенного диска кремниевой пластины. Так же предполагается, что смещение верхнего диска проходит по траектории, параллельной плоскости поверхности базового среза нижнего диска кремниевой пластины (KR 20200021138A, H01L21/67, опубл. 28.02.2020 г.).
В этом решении плоская опора выполнена регулируемой, то есть с выдвижной плоской частью, которую после установки первой кремниевой пластины поджимают к базовому срезу. За счет этого поджатия происходит смещение диска пластины в пределах допусков зазоров до упора периферического края диска в штыревые упоры. Так как первая пластина самопроизвольно заняла определенную позицию на основании, то положение второй пластины (сверху укладываемой) обеспечивается регулируемыми упорами, которые ориентируются по периферическому краю нижней пластины и подгоняют верхнюю пластину под габарит диска нижней пластины.
В данном патенте описано устройство, которое обеспечивает выравнивание кремниевых пластин без участия оператора, то есть в автоматическом режиме. Для ручного выравнивания пластин оно не используется, так как процесс совмещения кремниевых пластин не подразумевает внешнее вмешательство. Кроме того, данное устройство используется для кремниевых пластин диаметром 300 мкм и более.
Это решение принято в качестве прототипа.
Именно тем, что процесс выравнивания автоматизирован и полностью зависит от настройки автомата, обусловлен серьезный недостаток в корректности совмещения кремниевых пластин по заданной кристаллографической ориентации (который определяется местом нахождения базового среза). Дело в том, что все дисковой формы кремниевые пластины имеют допуски на размер диаметра. Так, отклонение диска диаметром от 100 до 200 мм имеет отклонение ± 0,5 мм, для диаметра 300 мм - ±0,2 мм, а для диска диаметром 45- мм - ±0,1 мм. При этом базовый срез служит для базирования пластин в установках литографии. Его длина для пластин диаметр 76 и диаметр 100 мм составляет 20–25 и 30–35 мм. Точность ориентации кристаллической плоскости пластины должна находится в пределах ±0,5º, так как от этого зависит воспроизводимость процессов окисления, диффузии, имплантации примесей и т.д. Наиболее часто используют кристаллы, вырезанные по плоскостям (111) в биполярной и (100) в МДП-технологии.
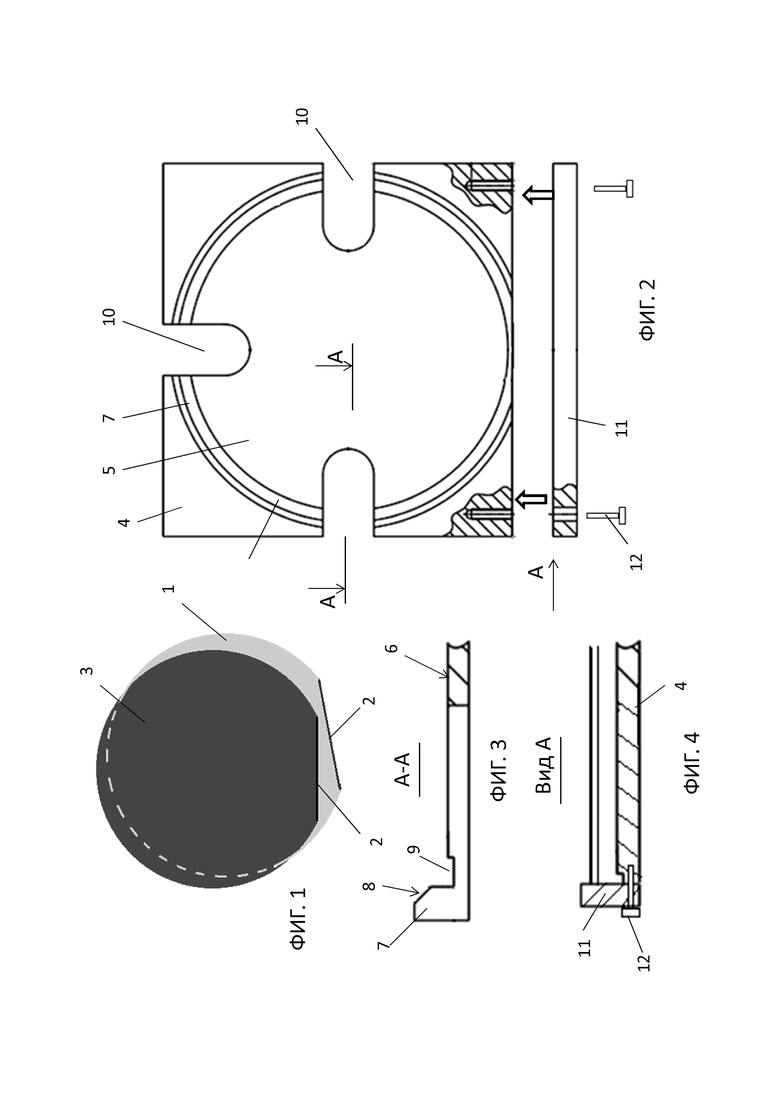
Любые автоматизированные установки, работающие без участия человека в самом технологическом действии, учитывают механическую погрешность в траектории перемещаемого рабочего органа. Этот учет базируется на введении погрешностей или компенсационных зазоров, за счет которых при имеющемся отклонении рабочего органа объект все-таки попадает в необходимое для него место. Применительно к рассматриваемому устройству укладки и позиционирования дисковых кремниевых пластин эта компенсация выражена в увеличении зазоров между укладываемой пластиной и упорами, позиционирующими пластину на основании. Для автоматических систем это условие позволяет при отклонении траектории движения рабочего органа обеспечить попадание дисковой пластины в зону между упорами. Но при этом и сами дисковые пластины имеют разброс в размере диаметра. В результате первая уложенная на основание кремниевая пластина 1 размещена с упором по базисному срезу 2 (фиг. 1) в плоскую опору и с опиранием ее по крайней мере на три штыревых упора. Но при наложении на нее другой кремниевой пластины 3 происходит ее поджатие по периферическому краю, при котором пластина смещается, в том числе, и относительно плоской опоры из-за наличия зазоров и отсутствия ее подпирания к плоской опоре. это объясняется тем, что плоская опора поджата к базовому срезу первой пластины и, по сути, зафиксирована от перемещений. Недопустимое смещение пластин спровоцировано тем, что первая кремниевая пластина и вторая сверху укладываемая кремниевая пластина автоматом подаются сверху. То есть пластина удерживается горизонтально и в таком положении опускается в зону между штыревыми упорами. То есть позиционирование пластины проводится по опиранию на эти упоры и при том, что базовый срез у подаваемой пластины заранее правильно ориентирован рабочим органом автоматической установки. В результате вторая пластина укладывается на первую в габариты последней, но при этом нарушается параллельность базовых срезов, так как плоская опора не видит базового среза второй пластины и не может на него воздействовать. Если учесть, что выполнение базового срезу имеет свою погрешность ±0,5º, то при появлении непараллельности эта погрешность между двумя пластинами может достигать до ±1,0º. Поэтому такие автоматизированные установки предпочитают использовать для кремниевых пластин больших диаметров, у которых погрешность отклонения размера ±0,1º. Для пластин размером 100 мм введение компенсационных зазоров приводит к тому, что все совмещаемые пластины имеют недопустимое смещение обрабатываемой кремниевой пластины и пластины-носителя.
В патенте описан процесс совмещения и позиционирования кремниевых пластин, которые между собой по площади контакта не имеют адгезивной связи. То есть между пластинами присутствует только сила трения кремния по кремнию или кремния по слою диоксида кремния. При наличии адгезивного связующего слоя усилия подвижных упоров недостаточно для преодоления силы внутренних связей адгезивного состава и его молекулярного сцепления с кремнием.
В связи с этим становится важным разработка приспособления для обеспечения возможности ориентированного совмещения двух кремниевых пластин, соединяемых в момент наложения друг на друга адгезивным составом, особенно для пластин малого диаметра - 100 мм. Потребность в таком приспособлении вызвана тем, что подлежащая обработке сторона кремниевой пластины не должна касаться рабочего столика для исключения переноса загрязнений на поверхность пластины.
Настоящее изобретение направлено на достижение технического результата, заключающегося в повышении точности ручного позиционирования совмещаемых кремниевых пластин диаметром 100 мм при их соединении адгезивным слоем.
Указанный технический результат заключается в том, что устройство для ручного выравнивания кремниевых пластин диаметром 100 мм перед их временным сращиванием содержит основание, выполненное с площадкой в виде утопленной плоской опорной поверхности, которая ограничена кольцевой формы в плане боковой стенкой для размещения кремниевой пластины, между боковой стенкой и площадкой в основании выполнено кольцевой формы в плане углубление, в основании выполнен по крайне мере один вырез, направленный в сторону геометрического центра площадки и выполненный длиной более суммы толщины боковой стенки и ширины указанного углубления, при этом с одной стороны в основании боковая стенка с площадкой внутри и углубление смещены в направлении одного края основания с образованием проема в боковой стенке, закрываемого опорным элементом с плоской стенкой, обращенной в сторону площадки для образования в плане линейного контура, соответствующего прямой линии в плане базового среза кремниевой пластины.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не являются единственным, но наглядно демонстрирует возможность достижения требуемого технического результата.
На фиг. 1 - представлено схематическое изображение недопустимого смещения обрабатываемой кремниевой пластины и пластины-носителя во время ручного выравнивая;
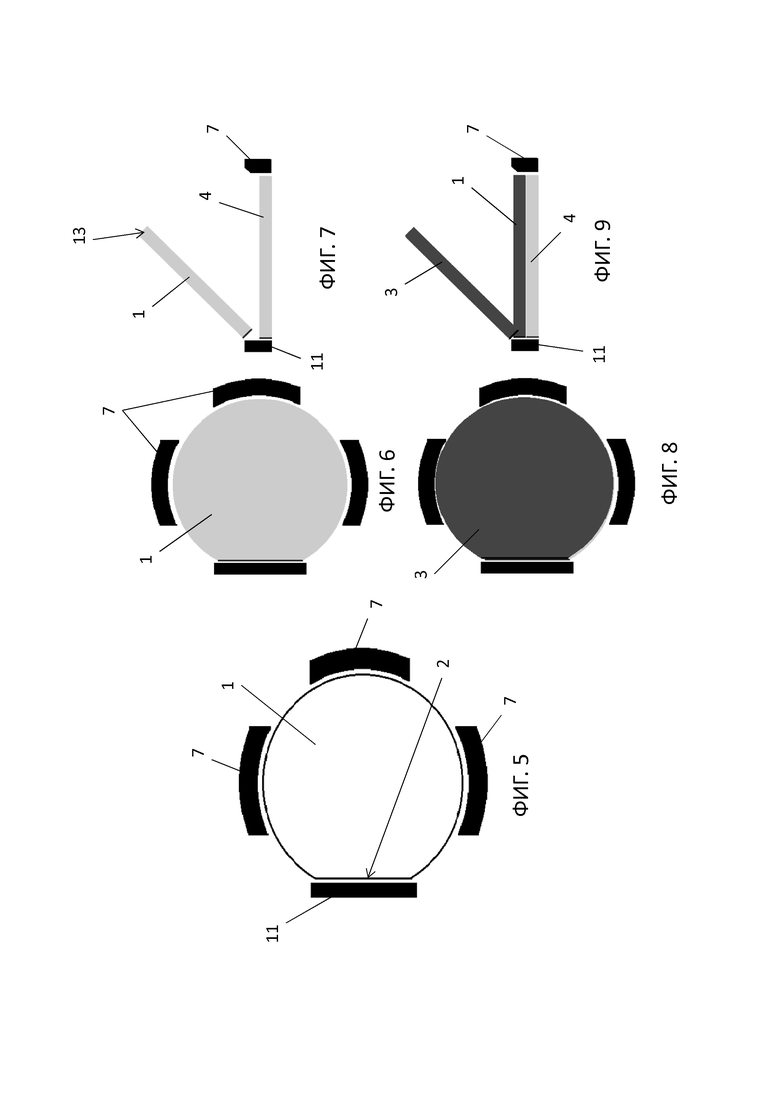
фиг. 2 - представлен вид сверху на устройство позиционирования сращиваемых кремниевых пластин;
фиг. 3 - сечение А-А по фиг. 2;
фиг. 4 - вид А по фиг. 2 в разрезе;
фиг. 5 - представлена схема выравнивания двух кремниевых пластин во время ручного выравнивая;
фиг. 6 - показано укладка и позиционирование пластины-носителя. вид сверху;
фиг. 7 - то же, что на фиг. 6, вид сбоку;
фиг. 8 - показано укладка и позиционирование обрабатываемой кремниевой пластины на пластину-носителя. вид сверху;
фиг. 9 - то же, что на фиг. 8, вид сбоку.
Согласно настоящего изобретения рассматривается устройство для ручного выравнивания кремниевых пластин диаметром 100 мм перед их временным сращиванием. Под выравниванием кремниевых пластин понимается укладка одной кремниевой пластины на другую с размещением второй пластины в габаритах первой и с совмещением в одной вертикальной плоскости линий их базовых срезов, в том числе и по длине этих срезов.
В данном случае операция совмещения двух кремниевых пластин обусловлена следующей технологической необходимостью.
Многие МЭМС приборы представляют собой многослойную сборку. Типичным примером является трёхслойная сборка «крышка - чувствительный элемент - крышка». При этом слои пластин разделяются изоляционным слоем из диоксида кремния, который закрепляется на одной из пластин. Каждый слой является частью отдельной кремниевой пластины после частичной обработки, после которой отдельные пластины сращиваются между собой в многослойную структуру. Такая сборка может проходить затем дополнительную технологическую обработку, после чего нарезается на чипы, которые и представляют собой итоговый МЭМС прибор.
Однако, при сохранении традиционных технологий образования многослойных МЭМС возникает серьезная классическая проблема – наличие паразитической проводимости диоксида кремния, которая возникает в процессе технологической обработки пластин в присоединяемом слое диоксида кремния, если в качестве сращивания используется термическое сращивание оксид-кремний. В результате, когда пластина своим оксидом сращивается с другой пластиной, между ними нет должной электрической изоляции. Корнем проблемы является термическая диффузия частиц загрязнений в слой оксида во время высокотемпературных процессов. Частицы загрязнений попадают на пластину во время её контакта со столиками производственных установок, в которых пластины проходят технологическую обработку. Сам процесс термического сращивания пластин производится при высокой температуре (более 900°С).
В связи с этим и для устранения эффекта паразитической проводимости диоксида кремния при построении многослойных МЭМС авторы применяют следующий алгоритм обработки пластин:
- на каждую из противоположно расположенных сторон одной кремниевой пластины методом термического окисления наносят слои диоксида кремния;
- затем на одной поверхности размещенной на рабочем столике кремниевой пластины производят плазмохимическое травление кремниевой пластины со стороны нанесенного слоя диоксида кремния для получения рисунка травления (при этом слой диоксида кремния на обратной стороне пластины, размещенной с опиранием на столик несет на себе частицы загрязнений от предыдущих обработок);
- затем к стороне кремниевой пластины, несущей рисунок травления прикрепляют дополнительную кремниевую пластину (пластина-носитель) и после этого осуществляют переворот соединенных кремниевых пластин и их размещение на опорной поверхности с опиранием на последнюю через дополнительную пластину;
- затем производят последующие технологические действия по обработке первой кремниевой пластины со стороны нанесенного слоя диоксида кремния (эти операции не описываются).
Таким образом, сращиваемая сторона кремниевой пластины не контактирует с рабочим столиком и не имеет на себе частиц загрязнений, что исключает проявление паразитической проводимости. Дополнительная пластина представляет собой обычную кремниевую пластину. Ключевым элементом метода устранения паразитической проводимости является процесс закрепления и снятия заготовки с дополнительной пластины (пластины-носителя). Соединение этих пластин производится с помощью адгезионного состава, например, фоторезист SPR700-1.2. Разделение пластин проводится в растворителе N-метил-2-пирролидон (NMP).
Временное сращивание кремниевых пластин применяется и при сквозном плазмохимическом травлении пластин. Пластина-носитель под обрабатываемой пластиной защищает столик установки травления от плазмы в момент, когда верхняя пластина «пробивается» насквозь. Также носитель держит на себе кусочки, которые «вырезаются» травлением. Таким образом, кусочки не выпадают в камеру установки.
Для проведения операции по временному сращиванию кремниевых пластин небольшого диаметра 100 мм с помощью адгезионного состава применяется приспособление, представляющее собой устройство для ручного выравнивания кремниевых пластин перед их временным сращиванием
Это устройство полностью выполнено из алюминия или алюминесодержащего сплава и содержит основание 4, выполненное с площадкой 5 в виде утопленной плоской опорной поверхности 6, которая ограничена кольцевой формы в плане боковой стенкой 7 для размещения кремниевой пластины. Так как кремниевая пластина, выращенная по методу Чохральского или зонной плавки, представляет собой в плане круг со линейным скосом (с отсечением части круга по хорде), то боковая стенка имеет круглую в плане форму, так как выполняет функцию ограничителя бокового смещения пластины. По сути, боковая стенка организует гнездо для укладки кремниевой пластины. С внутренней стороны боковая стенка выполнена с фаской 8 (для удобства ввода пластины в зону внутри стенки) и высотой. превышающей толщину как минимум двух уложенных друг на друга кремниевых пластин с учетом слоя клеевой адгезии между ними.
Между боковой стенкой 7 и площадкой 5 в основании выполнено кольцевой формы в плане углубление 9. В основании выполнен так же по крайне мере один вырез 10 (на фиг. 2 таких вырезов три для удобства подвода пинцета или иного инструмента для захвата пластин при их укладке или выемке), направленный в сторону геометрического центра площадки и выполненный длиной более суммы толщины боковой стенки и ширины указанного углубления. Углубление 9 так же упрощает процесс укладки или выемки пластин, так как высвобождает периферическую зону, в которой может находится кончик пинцета.
Кремниевые пластины выполняются с базовым срезом, представляющим собой линейно формы скос, относительно которого производится ориентация положения пластин для совпадения направленности их кристаллической структуры. В заявленном устройстве образование этого скоса получают простым способом механического отсечения части основания по хорде, проходящей через боковую стенку и часть углубления. Можно сказать, что с одной стороны в основании боковая стенка с площадкой внутри и углубление смещены в направлении одного края основания с образованием проема в боковой стенке, закрываемого опорным элементом 11 с плоской стенкой, обращенной в сторону площадки для образования в плане линейного контура, соответствующего прямой линии в плане базового среза кремниевой пластины.
После среза части основания по хорде боковой стенки опорный элемент 11 в виде бруска или пластины с плоской прямолинейной стороной приворачивается к основанию болтами 12 М3, образуя плоскую опорную поверхность, длина которой соответствует длине базового среза кремниевой пластины.
Для изготовления данной конструкции применяется стандартная металлообработка. А именно, фрезеровка, точение, сверление и нарезка резьбы. В принципе ничто не ограничивает возможность изготовления основания. в котором боковая стенка будет иметь прямолинейный участок. Например, за счет точного литья или формования из порошкового алюминия.
Такое устройство позволяет ручным способом надежно и гарантировано спозиционировать положение одной пластины на поверхности другой пластины за счет того, что базовым движением при совмещении является опирание базовых срезов обеих пластин в одну и ту же плоскую опору, а только потом тело пластин укладывается на площадку. Схема базирования представлена на фиг. 5. Это позволяет однозначно сориентировать две пластины (обрабатываемую пластину и пластину-носитель) по точному совпадению направлений их кристаллических структур. При этом такое базирование исключает смещение пластин в горизонтальном направлении, так как при установке каждую пластины вводят в зону площадки под наклоном при одновременном ее упоре линией базового среза в стенку плоской опоры. В результате каждая следующая пластина ориентировано укладывается на нижнюю пластину независимо от разницы диаметров пластин в пределах их допуска ± 0,5 мм. Разница в диаметрах по допуску при такой ориентации пластин не играет существенной роли, так как она приходится на периферический край пластин, на площади которого не монтируются микроэлементы МЭМС. Существенным так же является то, что при укладке верхней пластины на нижнюю происходит через адгезивный слой, который в силу своих клеящих свойств не позволяет после укладки корректировать положение верхней пластины путем ее горизонтального смещения (из-за высокого молекулярного сцепления кремния с материалом адгезивного слоя).
На фиг. 6-9 схематично представлены этапы укладки кремниевых пластин в устройство при их совмещении.
- Кремниевая пластина 1 (по выполняемой функции называется пластина-носитель), на поверхность которой нанесен адгезионный слой, фиксируется пинцетом за край 13 (фиг. 7) (точка, противоположная месту нахождения базового среза), противоположенный базовому срезу. Пластину наклоняют и вводят в зону площадки, обеспечивая ее упор базовым срезом 2 в плоскую опору 11. После этого, сохраняя плотный контакт базового среза пластины 1 с плоской опорой по всей линии базового среза, пластину 1, удерживая пинцетом, укладывают на площадку (фиг. 6). При опускании пластины пинцет вводится в один из вырезов 10. Пинцет обладает габаритами и в связи с этим размер вырезов 10 выполняется под размер и несколько больше размера концевой части пинцета.
Затем те же манипуляции проделывают с обрабатываемой пластиной 3 (фиг. 8 и 9).
Конструкция устройства дает возможность фиксации склеенных пластин пинцетом с трех сторон за счет пазов шириной 15 мм, а также исключает наличие радиуса скругления между дном и стенками за счет углубления 9 с внутренним диаметром 94 мм, что исключает наличие зазора между пластинами и поверхностью площадки.
Настоящее изобретение промышленно применимо и позволяет повысить точность ручного позиционирования совмещаемых кремниевых пластин диаметром 100 мм при их соединении адгезивным слоем. Новизна заявленного изобретения заключается в том, что устройство позволяет позиционировать совмещаемые пластины относительно базового среза, а не по форме диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения температурных напряжений при обработке полупроводниковых пластин с развитой по высоте топографией и полупроводниковая пластина с предохранительной структурой для этого способа (варианты) | 2020 |
|
RU2753840C1 |
| Способ соединения кремниевых пластин | 2024 |
|
RU2830141C1 |
| Способ компенсации неоднородности травления кремниевых перемычек по чипу (варианты) и кремниевая пластина с распределением чипов по данному способу (варианты) | 2020 |
|
RU2748050C1 |
| Способ соединения кремниевых пластин микроэлектромеханических систем с изоляционным слоем диоксида кремния между ними | 2020 |
|
RU2745338C1 |
| Способ изготовления малогабаритной атомной ячейки с парами щелочного металла | 2023 |
|
RU2819863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ МИКРОМЕХАНИЧЕСКИХ СИСТЕМ | 2010 |
|
RU2439741C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ МЭМС УСТРОЙСТВ | 2022 |
|
RU2789668C1 |
| Способ изготовления радиоприёмного устройства | 2017 |
|
RU2657174C1 |
| Способ изготовления инерциальных чувствительных элементов микроэлектромеханических систем | 2024 |
|
RU2835761C1 |
| МИКРОСТРУКТУРНАЯ МНОГОСЛОЙНАЯ ЭКРАННО-ВАКУУМНАЯ ИЗОЛЯЦИЯ КОСМИЧЕСКИХ АППАРАТОВ | 2014 |
|
RU2555891C1 |
Изобретение относится к области микроэлектронной техники. Устройство для ручного выравнивания кремниевых пластин перед их временным сращиванием содержит основание, выполненное с площадкой в виде утопленной плоской опорной поверхности, которая ограничена кольцевой формы в плане боковой стенкой для размещения кремниевой пластины, между боковой стенкой и площадкой в основании выполнено кольцевой формы в плане углубление. В основании выполнен по крайне мере один вырез, направленный в сторону геометрического центра площадки и выполненный длиной более суммы толщины боковой стенки и ширины указанного углубления. При этом с одной стороны в основании боковая стенка с площадкой внутри и углубление смещены в направлении одного края основания с образованием проема в боковой стенке, закрываемого опорным элементом с плоской стенкой, обращенной в сторону площадки для образования в плане линейного контура, соответствующего прямой линии в плане базового среза кремниевой пластины. Техническим результатом при реализации заявленного решения выступает повышение точности ручного позиционирования совмещаемых кремниевых пластин диаметром 100 мм при их соединении адгезивным слоем, благодаря тому что устройство позволяет позиционировать совмещаемые пластины относительно базового среза, а не по форме диска. 9 ил.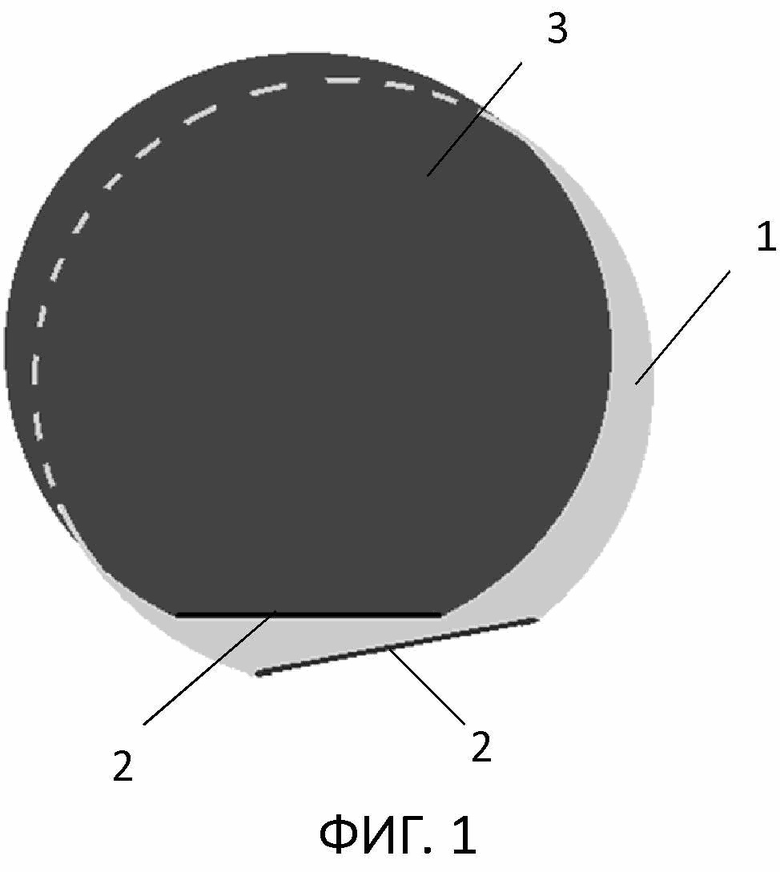
Устройство для ручного выравнивания кремниевых пластин перед их временным сращиванием, характеризующееся тем, что содержит основание, выполненное с площадкой в виде утопленной плоской опорной поверхности, которая ограничена кольцевой формы в плане боковой стенкой для размещения кремниевой пластины, между боковой стенкой и площадкой в основании выполнено кольцевой формы в плане углубление, в основании выполнен по крайне мере один вырез, направленный в сторону геометрического центра площадки и выполненный длиной более суммы толщины боковой стенки и ширины указанного углубления, при этом с одной стороны в основании боковая стенка с площадкой внутри и углубление смещены в направлении одного края основания с образованием проема в боковой стенке, закрываемого опорным элементом с плоской стенкой, обращенной в сторону площадки для образования в плане линейного контура, соответствующего прямой линии в плане базового среза кремниевой пластины.
| WO 2012113799 A1, 30.08.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ "КРЕМНИЙ НА ИЗОЛЯТОРЕ" И ПОДЛОЖКА "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 2014 |
|
RU2639612C1 |
| Статья: "Прямое сращивание кремневых пластин с одновременным формированием диффузионных слоев", Журнал технической физики, том 71, выпуск 6, 2001 г. | |||
| Статья: "ВРЕМЕННОЕ СРАЩИВАНИЕ ПЛАСТИН - КЛЮЧЕВАЯ ТЕХНОЛОГИЯ ДЛЯ МЭМС-УСТРОЙСТВ", Научно-технический журнал "Наноиндустрия", выпуск 2, 2018 | |||

