Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению декорированной натуральной кожи и включающим ее кожаным изделиям.
Уровень техники
Изготовление изделий из натуральной кожи хорошо известно и в общем случае может быть разделено на пять стадий, как это продемонстрировано на фиг. 1. Подготовительная стадия 1 зачастую выполняется частично на скотобойне, а частично на кожевенном заводе, в то время как стадии 2-4 выполняются на кожевенном заводе, а стадия 5 выполняется изготовителем кожаных изделий. На первой, подготовительной, стадии кожу снимают с животного (снятие шкуры) и подвергают предварительной обработке для второй стадии дубления. Предварительная обработка может включать такие процессы, как отмока, золение, обезволашивание и пикелевание (регулировка рН для усиления проникновения дубильных средств). На стадии дубления белок сырой кожи превращается в стабильный материал, который не будет разлагаться. В качестве дубильного агента наиболее часто используют хром, в результате чего дубленый продукт приобретает светло-синий цвет, поэтому его обычно называют «вет блю». На третьей стадии, заключающейся в проведении краст-обработки, дубленую кожу высушивают и размягчают. Краст-обработка зачастую включает такие процессы, как очистка (удаление танинов, зафиксированных на поверхности), жирование (на волокнах кожи осаждают жиры, масла и воска), крашение, отбеливание, физическое размягчение и шлифование (абразивная обработка поверхности кожи для уменьшения дефектов лицевой поверхности кожи). На четвертой стадии, называемой стадией отделки лицевой поверхности, кожу готовят к продажи изготовителям кожаных изделий. Операции отделки лицевой поверхности могут включать нанесение лакового покрытия, шлифовку и тиснение. На пятой стадии изготавливают изделие из кожи, включая процессы, которые могут включать раскройку, перфорирование, шитье, обертывание кожей, декорирование и тиснение.
Кожа сама по себе уже воспринимается в как предмет роскоши, но персонализация и индивидуализация, например посредством декорирования, могут дополнительно улучшить это ощущение роскоши. Натуральную кожу в прошлом декорировали трафаретной печатью. Однако, трафаретная печать является трудоемкой, и для каждого цвета и для каждого размера отпечатка требуется большое количество отдельных шаблонов. Это дорого и отнимает много времени, особенно когда требуется персонализация или настройка процесса.
Исследовались технологии цифровой печати на выделанной коже, но множество решений для выделанной кожи все еще имеют низкое качество. Для печати на коже были исследованы технологии струйной печати на текстиле, использующие термотрансферную бумагу. Однако, было установлено, как и при струйной печати непосредственно на натуральной коже, способ струйной печати изображений на основе красителя на листе термотрансферной бумаги с последующим переносом изображения на дубленую кожу под воздействием тепла в результате приводит качеству, неприемлемому для многих изделий из кожи класса люкс. Примеры таких струйных процессов печати раскрыты в публикациях WO 01/32434 A (GILHAM) и US 2016067984 A (CHUNG). Такие аспекты, как качество изображения, выцветание перенесенных красителей и стойкость к царапинам, нуждаются в дальнейшем улучшении.
Проблема с выцветанием красителей может быть устранена с использованием пигментированных красок. В публикации GB 2510696 A (SERICOL) раскрывается способ печати на подложке из кожи или искусственной кожи путем нанесения слоя грунтовки на подложку, причем грунтовка содержит термопластичную смолу и воду; по меньшей мере частичной сушки и/или отверждения грунтовки; струйной печати пигментированными гибридными сольвентными/отверждаемыми излучением красками на грунтовочном слое; сушки и отверждения слоя гибридной краски.
Недавно была получена высококачественная декорированная кожа методом печати «в» дубленую кожу с использованием пигментированных красок. В публикации WO 2013/135828 (CODUS) раскрывается способ печати в дубленую кожу, включающий стадии а) нанесения акцептора краски непосредственно на поверхность кожи; b) нанесения краски непосредственно на акцептор краски струйным методом; с) нанесения добавки на краску; d) нагревания поверхности барьера, который является по существу непроницаемым для краски; и е) введения нагретого барьера в непосредственный контакт с акцептором краски, добавкой и краской на поверхности кожи для размягчения добавки, акцептора краски и краски в коже, так чтобы краска проникала в кожу.
Высокое качество изображения на коже с нанесенным отпечатком является существенным для кожаных изделий, относящегося к категории предметов роскоши. В целях улучшения яркости цвета зачастую используют белый фон.
Одна из имеющихся возможностей заключается в использовании белой кожи. Изготовление белой кожи было известно на протяжении долгого времени и может быть осуществлено в результате отбеливания, см., например, публикации GB 565969 A (LEINER) и US 3892523 (ROHM AND HAAS), и включения белых пигментов и солей в шкуры мелких или крупных животных, см., например, публикацию US 2194610 (VANDERBILT) и GB 111304 A (BLATZ).
Однако, роскошный внешний вид кожаного изделия существенно ухудшается при возможности увидеть в кожаном изделии боковую сторону белой кожи с нанесенным отпечатком или при наличии отверстий, например предназначенных для сшивания кусков кожи друг с другом или для обеспечения вентиляции, например в кожаных сидениях автомобилей. Последний случай проиллюстрирован на фиг. 2, демонстрирующей кожу с отпечатком, нанесенным методом струйной печати (21), имеющую декоративное изображение (22) и фоновое изображение (23), где белый цвет кожи ясно виден на боковой стороне (24) или в перфорации (25). Кроме того, использование белой кожи в общем случае не способствует снижению несогласованностей в цветах или поверхностных дефектах, подобных следам царапин от колючей проволоки, которые обычно встречаются на поверхности натуральной кожи.
Еще одна возможность получения белого фона заключается в использовании белых красок для струйной печати, как также предлагается в вышеупомянутой публикации WO 2013/135828 (CODUS) на фиг. 4 и в публикации GB 2510696 A (SERICOL) на стр. 13, в строках 12 и 35. Однако, согласно наблюдениям, нанесение белой краски для струйной печати в количествах, достаточных для маскировки поверхностных дефектов и несогласованностей в цветах кожи, в результате приводило к недостаточной гибкости кожи с нанесенным отпечатком, приводящей к наличию трещин на отпечатанном изображении. Последнее также было подтверждено в публикации GB 2510696 A (SERICOL) на стр. 1, в строках 26-34, в которой предложили использование гибридных сольвентных/отверждаемых излучением красок в комбинации с частично высушенным и отвержденным грунтовочным слоем, содержащим термопластическую смолу. Однако, при использовании отверждаемых излучением красок, содержащих существенные количества растворителя, качество изображения ухудшается вследствие выпотевания и замедления эффективного УФ-закрепления вследствие присутствия органических растворителей. Кроме того, в случае использования высоких количеств органических растворителей такие растворители будут иметь тенденцию к испарению на соплах печатающей головки для струйной печати во время продолжительных пауз в проведении печати, что в результате приводит к неработоспособным (закупоренным) соплам. Надежность технологического процесса струйной печати имеет большое экономическое значение в производственной сфере.
Таким образом, существует потребность в способах изготовления декорированной кожи, характеризующихся высоким качеством изображения и согласованностью цветов в отсутствии ухудшения надежности струйной печати или физических свойств, таких как гибкость.
Сущность изобретения
В целях преодоления описанных выше проблем были реализованы предпочтительные варианты осуществления настоящего изобретения с использованием способа изготовления декорированной натуральной кожи по п. 1 формулы изобретения.
Неожиданно было обнаружено, что кожа с отпечатком, нанесенным методом струйной печати, демонстрирует превосходные гибкость, согласованность цветов и качество изображения при использовании хроматического цвета или ахроматического цвета, отличного от черного цвета, в покрытии основы (44) на красте (45) и при комбинировании его с цветным изображением (43), отпечатанным методом струйной печати на покрытии основы для придания натуральной коже декоративного изображения. Слово «комбинирование» следует понимать как то, что цвета в декоративном изображении представляют собой результат присутствия цветов цветного изображения и цвета покрытия основы.
Данные и другие цели настоящего изобретения станут ясны после ознакомления с подробным описанием изобретения, приведенным ниже в настоящем документе.
Краткое описание чертежей
Фиг. 1 демонстрирует блок-схему технологического процесса традиционного изготовления кожаных изделий, включающего различные стадии и местоположения.
Фиг. 2 демонстрирует кожу (21) с отпечатком, нанесенным методом струйной печати, включающую декоративное изображение (22) и фоновое изображение (23), где белый цвет кожи ясно виден на боковой стороне (24) или в отверстии (25). Фоновое изображение (23) имеет однородный цвет, например коричневый цвет фона, когда желательно получить декоративное изображение на коричневой дамской сумочке.
Фиг. 3 схематически демонстрирует поперечное сечение шкуры животного, включающее мерею (grain) (31) и кориум (33), разделенные тканью соединения мереи и кориума (32). Различные кожи, изготовленные из шкуры животного, включают кожу с натуральной лицевой поверхностью (full grain) (34), кожу со шлифованной лицевой поверхностью (35) и спилок (36).
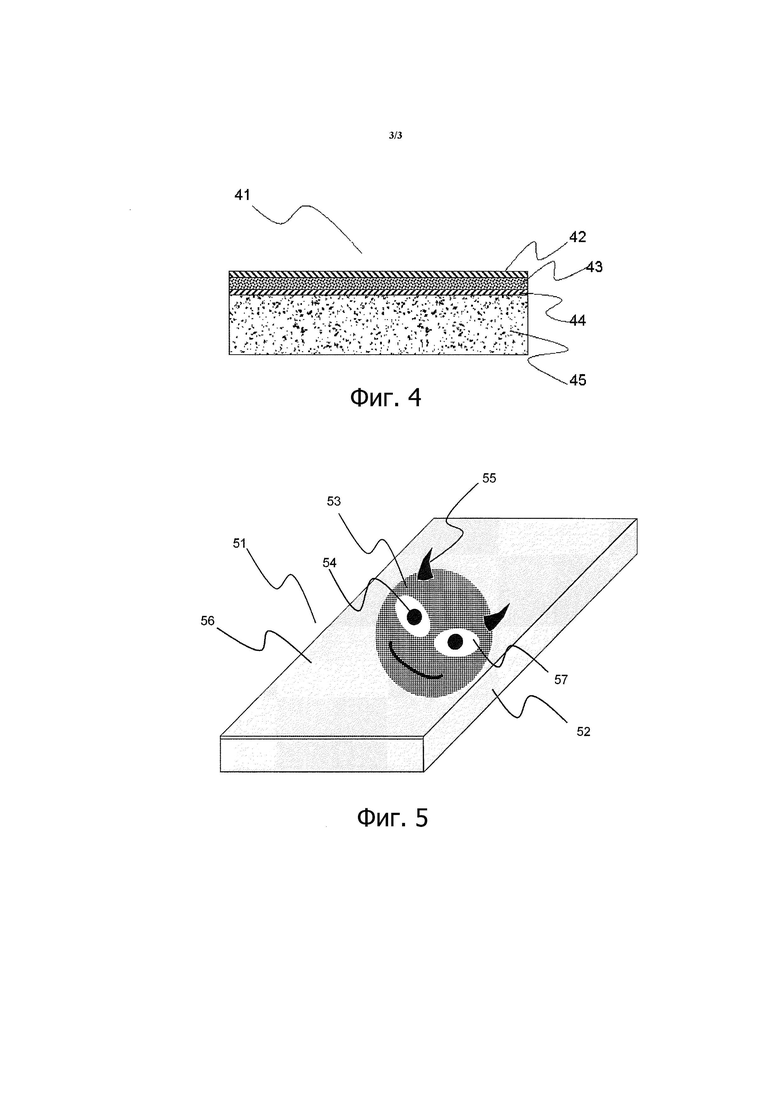
Фиг. 4 является схематическим представлением кожи (41) с отпечатком, нанесенным с использованием струйной печати, включающей краст (45), покрытие основы (44), декоративное изображение (43) и защитное верхнее покрытие (42).
Фиг. 5 является схематическим представлением кожи (51) с отпечатком, нанесенным с использованием струйной печати, включающей улыбающееся лицо чертика красного цвета на коричневом фоне.
Описание вариантов осуществления
Определения
Термины «кожа краст» и «краст» означают кожу, которая была подвергнута дублению и краст-обработке, но без отделки лицевой поверхности.
Термин «монофункциональный», используемый для монофункциональных мономеров и олигомеров, означает присутствие одной полимеризуемой группы.
Термин «полифункциональный», используемый для монофункциональных мономеров и олигомеров, означает присутствие двух, трех и более полимеризуемых групп.
Термин «олигомер» означает соединение продукт полимеризации от 2 до 50 мономеров.
Способы изготовления декорированной натуральной кожи
Способ изготовления декорированной натуральной кожи с использованием декоративного изображения в соответствии с одним предпочтительным вариантом осуществления настоящего изобретения включает стадии:
- нанесения на краст (45) покрытия основы (44), содержащего пигмент для получения хроматического цвета или ахроматического цвета, отличного от черного цвета;
- струйной печати цветного изображения (43) на покрытии основы (44) с использованием одной или нескольких пигментированных УФ-отверждаемых красок для струйной печати;
- необязательно, нанесения защитного верхнего покрытия (42) на изображение (43); и
- необязательно, использования стадии горячего прессования или тиснения;
где хроматический цвет или ахроматический цвет, отличный от черного цвета, в покрытии основы и цветное изображение, отпечатанное с использованием струйной печати, в комбинации обеспечивают декоративное изображение.
Хроматическим цветом является любой цвет, у которого преобладает одна конкретная длина волны или расцветка. Например, синий и зеленый цвета являются хроматическими цветами, в то время как белый, серый и черный цвета являются ахроматическими цветами, поскольку они не имеют преобладающей расцветки в том смысле, что в данных цветах присутствуют все длины волн приблизительно в равных количествах.
В первом аспекте изобретения покрытие основы (44, 53) содержит пигмент для придания покрытию основы хроматического цвета. Это упрощенным образом проиллюстрировано на фиг. 5, где кожа с отпечатком, нанесенным с использованием струйной печати (51), включает окрашенный в коричневый цвет краст (52), на который нанесено покрытие основы (53), которое содержит красный пигмент для придания покрытию основы красного хроматического цвета. Красный цвет покрытия основы используется в декоративном изображении, то есть на поверхности в лице «улыбающегося чертика», и комбинируется с белой и черной УФ-отверждаемыми пигментированными красками для струйной печати в целях получения других частей лица улыбающегося чертика, подобных отпечатанному с использованием струйной печати черному зрачку (54), отпечатанному с использованием струйной печати черному рогу (55) и отпечатанному с использованием струйной печати белому глазному яблоку (57). Вокруг улыбающегося лица чертика располагается нанесенный с использованием струйной печати коричневый фон (56), который имеет коричневый цвет, подобный цвету краста (52), окрашенного в коричневый цвет. Покрытие основы красного цвета маскирует несогласованности цветов на поверхности краста, что в результате приводит к практическому исчезновению согласованности цвета от партии кожи. При использовании хроматического цвета покрытия основы в декоративном изображении может быть уменьшено печатаемое количество УФ-отверждаемой краски для струйной печати. Например, для воспроизведения красного цвета при использовании обычного набора красок для струйной печати субтрактивной цветовой модели CMYK потребовалась бы комбинация из по меньшей мере желтой и пурпурной красок для струйной печати и, может быть, белой краски для струйной печати в целях придания красному цвету определенной яркости. Уменьшение количества наносимой УФ-отверждаемой краски для струйной печати благоприятно для гибкости, поскольку более тонкие слои краски на поверхности кожи обнаруживали меньшее растрескивание при сгибании кожи.
Еще одно преимущество по сравнению с вышеупомянутой публикацией GB 2510696 A (SERICOL) заключается в том, что обусловленное выпотеванием качество изображения, такое как резкость, не будет ухудшаться из-за присутствия больших количеств органических растворителей для уменьшения количества полимеризуемых соединений, образующих слой краски. В целях максимизации данного преимущества изобретения в использованные пигментированные УФ-отверждаемые краски для струйной печати предпочтительно включают не более 20 мас.% воды и/или органических растворителей.
В одном предпочтительном варианте осуществления способа изготовления по изобретению одна или несколько пигментированных УФ-отверждаемых красок для струйной печати содержат от 0 до 20 мас.%, более предпочтительно не более, чем 10 мас.%, органического растворителя или воды в расчете на совокупную массу пигментированной УФ-отверждаемой краски для струйной печати. Наиболее предпочтительно к пигментированным УФ-отверждаемым краскам для струйной печати воду и органические растворители преднамеренно не добавляют. В некоторых случаях краска может поглощать небольшое количество воды, если в краске присутствуют гидрофильные соединений.
Во втором аспекте изобретения покрытие основы (44) содержит пигмент для придания покрытию основы ахроматического цвета, отличного от черного цвета. В одном предпочтительном варианте осуществления пигментом, используемым для придания ахроматического цвета, является белый пигмент. Черные пигменты или комбинация из пигментов, придающая покрытию основы черный ахроматический цвет, исключены из изобретения, поскольку они уменьшают цветовую гамму и яркость цвета, которые могут быть получены при использовании пигментированных УФ-отверждаемых красок для струйной печати. Белое покрытие основы не только маскирует несогласованности цветов и некоторые поверхностные дефекты на поверхности кожи краст, но также и увеличивает доступную цветовую гамму. Цветовая гамма представляет собой количество различных цветов, которые могут быть воспроизведены при использовании определенного набора красок для струйной печати. Увеличенная цветовая гамма улучшает эффект роскошности для кожи, поскольку может быть получено фотографическое качество изображения, а также обеспечивается экономические выгоды в том смысле, что могут быть использованы менее сложные струйные принтеры, которые осуществляют печать с использованием меньшего набора красок для струйной печати.
В комбинации с окрашенным крастом обеспечивается еще одно преимущество от включения белого пигмента в покрытие основы. Толщина белого покрытия основы в общем случае составляет менее 50 мкм или даже менее 30 или 20 мкм и такое покрытие не будет видимым невооруженным глазом с боковой стороны кожи с отпечатком, нанесенным с использованием струйной печати, как на фиг. 2. В случае окрашивания краста для получения определенного цвета фона для декоративного изображения, данный цвет фона уже не будет видимым, поскольку поверх краста находится белое покрытие основы. Однако, этот фоновый цвет может быть легко восстановлен, где это необходимо, с использованием струйной печати цвета, аналогичного цвету фона, на белом покрытии основы. Поэтому в одном предпочтительном варианте осуществления способа поверхность краста и часть цветного изображения имеют схожие цвета. Схожие цвета означают то, что в случае, когда поверхность краста имеет, например, черный, коричневый, красный, зеленый или синий цвета, часть цветного изображения, отпечатанного с использованием струйной печати, также будет иметь цвет, выбранный, соответственно, из черного, коричневого, красного, зеленого и синего цветов. В одном предпочтительном варианте осуществления различие цветов между поверхностью окрашенного краста и соответствующей частью цветного изображения, отпечатанного с использованием струйной печати, минимизируют с использованием в качестве метрики величины ΔЕ94.
Величина ΔЕ94 представляет собой мерило для понимания того, как человеческий глаз воспринимает различия цветов. Для ΔЕ94 ≤ 1,0 различие цветов незаметно человеческому глазу. Для настоящего изобретения два цвета будут рассматриваться, как схожие, когда величина ΔЕ94 составляет меньше, чем 10,0, предпочтительно меньше, чем 5,0, а наиболее предпочтительно меньше, чем 2,0.
Вычисление величины ΔЕ94 хорошо известно специалистам в соответствующей области техники и, например, обсуждается в руководствах, подобных публикациям Colour Engineering. под редакцией GREEN, Phil, et al. John Wiley and Sons LTD., 2002. ISBN 0471486884. и BERNS, Roy S. Principles of Color Technology. 3-е издание. John Wiley and Sons LTD., 2000.
В третьем аспекте изобретения покрытие основы (44) содержит как пигмент для придания хроматического цвета, так и пигмент для придания ахроматического цвета, отличного от черного цвета. Например, можно составить покрытие основы, содержащее белый пигмент и один или несколько цветных пигментов для получения, например, беловатого цвета или светло-глинистого цвета, необходимых в декоративном изображении. При осуществлении этого в некоторой степени получают комбинацию преимуществ первого и второго аспектов изобретения, таких как улучшенная гибкость и увеличенная цветовая гамма.
От покрытия основы, нанесенного на краст, требуется обеспечение определенного уровня качества изображения, соразмерного с аспектом роскоши для кожи. Натуральная кожа является довольно пористой, что, помимо всего прочего, обуславливается шерстью, которая была удалена со шкуры, и краска для струйной печати, характеризующаяся низкой вязкостью, будет быстро проникать в кожу, что в результате приведет к получению неудовлетворительного качества изображения.
Декоративное изображение печатают с использованием струйной печати на покрытии основы, используя одну или несколько пигментированных красок для струйной печати. В противоположность большинству красителей пигментированные краски для струйной печати гарантируют хорошую светостойкость, поскольку кожаные изделия зачастую используются на открытом воздухе. Одна или несколько пигментированных красок для струйной печати представляют собой УФ-отверждаемые пигментированные краски для струйной печати, поскольку УФ-отверждение быстро «фиксирует» декоративное изображение, отпечатанное методом струйной печати. Получающееся в результате хорошее качество изображения дополнительно вносит свой вклад в аспект роскошности декорированного кожаного изделия.
Для улучшения стойкости к царапинам на декоративное изображение и покрытие основы может быть нанесено защитное верхнее покрытие. Однако, несмотря на предпочтительность нанесения защитного верхнего покрытия в определенных областях применения кожи, такое покрытие может и отсутствовать, в частности по той причине, что улучшенная гибкость, обеспечиваемая в настоящем изобретении, позволяет включать определенное количество полифункциональных мономеров и олигомеров в УФ-отверждаемые пигментированные краски для струйной печати. Присутствие таких полифункциональных мономеров улучшает стойкость кожи с отпечатком, нанесенным методом струйной печати, к царапинам.
В одном предпочтительном варианте осуществления способа изготовления одна или несколько пигментированных УФ-отверждаемых красок для струйной печати содержат от 1 до 20 мас.% полифункциональных мономеров и олигомеров в расчете на совокупную массу пигментированной УФ-отверждаемой краски для струйной печати. В противоположность монофункциональным мономерам и олигомерам, содержащим одну полимеризуемую группу, полифункциональные мономеры и олигомеры содержат две, три и более полимеризуемых групп. В результате включения полифункциональных мономеров после УФ-отверждения получают сшитую полимерную сетку, что улучшает стойкость к царапинам.
В одном предпочтительном варианте осуществления способа изготовления краст, покрытие основы, декоративное изображение и верхнее покрытие подвергают горячему прессованию. Такой способ, как известно из публикации WO 2013/135828 A (CODUS), обеспечивает проникновение и вплавление в кожу по меньшей мере части сэндвичевой конструкции «покрытие основы/декоративное струйное изображение/верхнее покрытие».
Кажется, что в результате наличия хроматического цвета в покрытии основы контроль цвета становится более сложным вопросов для струйной печати. Однако, с этим можно справиться с использованием предварительно определенных композиций покрытия основы, обеспечивающих получение известного и измеренного цвета. В альтернативном варианте покрытие основы может быть нанесено с получением определенного цвета, характеристики которого измеряют и используют в качестве вводных данных в программном обеспечении для управления цветом.
Краст предпочтительно сканируют до проведения струйной печати в целях идентификации областей, позволяющих осуществлять печать, и областей, не позволяющих осуществлять печать, таких как отверстия или следы укусов.
Декорированные натуральная кожа и изделия из кожи
Натуральная кожа бывает разных сортов (см. фиг. 3), таких как кожа с естественной лицевой поверхностью (34), кожа со шлифованной лицевой поверхностью (35), которая по существу является кожей с естественной лицевой поверхностью, но с отшлифованной частью слоя лицевой поверхности и удаленным нижележащим слоем спилка, и спилок (36). В последнем случае нижний слой шкуры удаляют и используют для создания спилка. В зависимости от толщины нижележащего слоя может быть создано несколько спилков. Спилок имеет грубый вид и обычно используется для изготовления замши.
Для предотвращения повреждения лицевой поверхности и снижения прочности шкуру крупного или мелкого животного дубят, предпочтительно с использованием хрома, но также могут быть использованы и другие способы дубления, такие как дубление растительными веществами. После дубления кожу высушивают и размягчают для получения так называемого краста. Краст-обработка зачастую включает такие процессы, как соскабливание (удаление танинов, зафиксированных на поверхности), жирование (на волокнах кожи фиксируются жиры, масла и воска), окрашивание, отбеливание, физическое размягчение и шлифовка (истирание поверхности кожи для уменьшения дефектов кожи).
Декорированная натуральная кожа может быть использована для изготовления широкого ассортимента кожаных изделий. Предпочтительные кожаные изделия включают обувь, мебель, обивку, сумки и багаж, перчатки, ремни, бумажники, одежду, автомобильную кожу (например, сиденья поезда, самолета, корабля и автомобиля), интерьеры, книги, писчебумажные принадлежности, упаковку, изделия для верховой езды и тому подобное.
Декорированная кожа включает в себя результат декорирования, полученный из декоративных элементов, подобных цветам на фиг. 2 или улыбающемуся лицу чертика на фиг. 5. Никаких ограничений на тип декоративного изображения, получаемого в результате комбинирования цветного изображения, отпечатанного с использованием струйной печати, (54, 55 и 57) и цветного покрытия основы (53), не накладывается.
Декоративное изображение может состоять из одного цвета, или оно может включать множество цветов, таких как черный, белый, бирюзовый, пурпурный, желтый, красный, оранжевый, фиолетовый, синий, зеленый и коричневый цвета.
Покрытия основы
От покрытия основы, нанесенного на краст, требуется придание определенного уровня качества изображения, соразмерного с аспектом роскоши для кожи, поскольку низкая вязкость красок для струйной печати позволяет им быстро проникать в кожу, что в результате приводит к получению неудовлетворительного качества изображения.
Покрытие основы предпочтительно содержит полимер или сополимер на основе полиуретана, поскольку, как было установлено, они улучшают гибкость кожи с нанесенным отпечатком. Покрытие основы предпочтительно дополнительно содержит полиамидные полимер или сополимер, поскольку, как было установлено, полиамид улучшает совместимость с крастом и улучшает прочность покрытия основы.
Подходящие для использования полиуретаны включают продукты UrepalTM PU147 и PU181 от компании CHEMIPAL S. p. A.; MelioTM Promul 61 от компании STAHL; AstacinTM Finish PS от компании BASF; EcrothanTM 4075, 4078 и 4084 от компании MICHELMAN; IncorezTM CS8073 и CS065-195 от компании INCOREZ.
Подходящие полиамиды включают типы эмульсий полимера РА в виде продуктов ED310 и 161148 СХ от компании MICHELMAN.
Несмотря на предпочтительность полиуретанов и/или полиамидов в качестве полимеров для покрытия основы, можно использовать и другие полимеры, предпочтительно в комбинации с полиуретанами и/или полиамидами. Такие полимеры предпочтительно характеризуются относительным удлинением при разрыве, составляющим более 200%, более предпочтительно 300%. Относительное удлинение при разрыве измеряют в соответствии с документом ISO527-2, например с использованием аппарата для испытаний MTS ExceedTM от компании MTS Sustems Corporation.
Одна подходящая полимерная акрилатная эмульсия представляет собой продукт BioflexTM KGA от компании LMF Biokimica.
В покрытие основы может быть включен сшиватель для улучшения прочности покрытия основы и адгезии к красту. Предпочтительные сшиватели включают сшиватели на альдегидной основе, такие как формальдегид, меламиноформальдегидные производные, мочевиноформальдегидные смолы, глиоксаль и глутаральдегид, эпоксиды, оксазолины, карбодиимиды и изоцианаты, при этом изоцианаты являются особенно предпочтительными.
Покрытие основы может быть нанесено посредством распыления или с использованием любой известной методики нанесения покрытия, такой как нанесение покрытия ножевым устройством, экструзионное нанесение покрытия, нанесение покрытия обливанием из бункера и наливное нанесение покрытия.
Для придания покрытию основы хроматического или ахроматического цвета используются пигменты. Могут быть использованы как органические, так и неорганические пигменты, хотя неорганические пигменты являются предпочтительными вследствие своей светостойкости.
В качестве ахроматических цветов могут быть использованы белый или серый цвета. Черный цвет исключается, поскольку он разрушает цветовую гамму и обычно дает тусклые цвета при струйной печати. Белый цвет получают включением белого пигмента, такого как диоксид титана, оксид цинка, карбонат цинка. Белым пигментом предпочтительно является пигмент, характеризующийся показателем преломления, составляющим более, чем 1,60, предпочтительно более, чем 2,00, более предпочтительно более, чем 2,50, а наиболее предпочтительно более, чем 2,60. Белые пигменты могут быть использованы индивидуально или в комбинации. Предпочтительно в качестве пигмента, характеризующегося показателем преломления, составляющим более, чем 1,60, используют диоксид титана. Диоксид титана существует в кристаллических формах, относящихся к типу анатаза, типу рутила и типу брукита. Тип анатаза характеризуется относительно низкой плотностью и легко размалывается на мелкие частицы, в то время как тип рутила характеризуется относительно высоким показателем преломления при высокой кроющей способности. В данном изобретении может быть использован любой из этих типов.
Среднечисленный диаметр частиц диоксида титана предпочтительно составляет по меньшей мере 200 нм и предпочтительно не более 1 мкм. В случае, когда средний диаметр составляет менее, чем 200 нм, не удается получить достаточную укрывистость, а средний диаметр более 1 мкм часто приводит к изменению качества кожи при восприятии наощупь.
Для маскирования несогласованностей цветов и поверхностных дефектов в красте предпочтительно используют белый пигмент, предпочтительно диоксид титана, предпочтительно в количестве, составляющем по меньшей мере 2 г/м2, более предпочтительно по меньшей мере 4 г/м2, а наиболее предпочтительно по меньшей мере 6 г/м2.
Серый цвет может быть получен путем добавления черного пигмента к белому пигменту, уже присутствующему в покрытии основы. Примерами черных пигментов являются сажи, такие как канальная сажа, известная под названием Exelsior, которая продается в компаниях Columbian Carbon или Superba, или другие канальные или печные сажи, например, продукты Columbian Carbons Raven 11, Raven I5 и Raven 30, или ламповая сажа 01 от компании Monsanto. Термин «серый цвет» при использовании в настоящем документе относится к светлоте L*, которая находится в диапазоне от 50 до 100%, в то время как термин «черный цвет» относится к светлоте L* в диапазоне от 0 до 10%. Светлота представляет собой признак цвета предмета, согласно которому предмет выглядит, как отражающий или пропускает падающий на него свет в большей или меньшей степени. Специалисты в соответствующей области техники струйной печати очень хорошо знакомы с концепцией светлоты, и для определения значения светлоты L* используют систему CIELAB1976.
Никаких ограничений на цветной пигмент для производства хроматического цвета покрытия основы не накладывается. Например, могут быть использованы коричневые пигменты, такие как продукт Mapico Brown 422 от компании Columbian Carbon, или комбинации из продуктов Red Iron Oxide R 8098 и Yellow Iron Oxide LO 1888B, оба из которых поставляются компанией C. K. Williams & Co. Другими подходящими для использования пигментами являются продукты DuPonts Phthalocyanine Blue HT 284D, Phthalocyanine Green GT 674D, Monastral Red RT 790D, Chloride White R 900, Monastral Scarlet RT 787D, Harmon Bon Maroon MB 13 и Interchemical Vat Yellow 212896.
Также отсутствуют какие-либо ограничения на количество цветного пигмента в покрытии основы для производства хроматического цвета, поскольку это определяется декоративным изображением.
Защитные верхние покрытия
Защитное верхнее покрытие может характеризоваться идентичным или схожим составом, что и покрытие основы. Обычно защитное верхнее покрытие в некоторой степени оптимизируют в соответствии с областью применения кожи. Например, гибкость не играет важной роли для кожаной книжной обложки, в противоположность кожаной обуви. Таким образом, защитное верхнее покрытие для книжной обложки может быть оптимизировано в направлении стойкости к царапинам.
Для улучшения стойкости к царапинам на декоративное изображение и покрытие основы может быть нанесено защитное верхнее покрытие. Верхнее покрытие предпочтительно содержит сшиватель и полимер или сополимер на основе полиуретана и/или полиамида.
Защитное верхнее покрытие предпочтительно содержит полимер или сополимер на основе полиуретана, поскольку это благоприятно сказывается на гибкости кожи с нанесенным отпечатком. При необходимости улучшения стойкости к царапинам предпочтительным будет включение полиамидного полимера, который, как было установлено, характеризуется высокой совместимостью с полиуретановым связующим.
Подходящие полиуретаны включают продукты UrepalTM PU147 и PU181 от компании CHEMIPAL S. p. A.; MelioTM Promul 61 от компании STAHL; AstacinTM Finish PS от компании BASF; EcrothanTM 4075, 4078 и 4084 от компании MICHELMAN; IncorezTM CS8073 и CS065-195 от компании INCOREZ.
Подходящие полиамиды включают типы эмульсий полимера РА в виде продуктов ED310 и 161148 СХ от компании MICHELMAN.
Несмотря на предпочтительность полиуретанов и/или полиамидов, в качестве полимеров для покрытия основы могут быть использованы и другие полимеры, предпочтительно в комбинации с полиуретанами и/или полиамидами. Такие полимеры предпочтительно характеризуются относительным удлинением при разрыве более 200%, более предпочтительно 300%. Относительное удлинение при разрыве измеряют в соответствии с документом ISO527-2, например с использованием аппарата для испытаний MTS ExceedTM от компании MTS Sustems Corporation.
Одна подходящая полимерная акрилатная эмульсия представляет собой продукт BioflexTM KGA от компании LMF Biokimica.
В защитное верхнее покрытие может быть включен сшиватель для улучшения стойкости к царапинам. Предпочтительные сшиватели включают соответствующие соединения, упомянутые выше для покрытия основы.
Защитное верхнее покрытие может быть нанесено распылением или с использованием тех же методик нанесения покрытия, что упомянуты выше для покрытия основы.
Если для кожи с отпечатком, нанесенным с использованием струйной печати, желательна матовая внешняя поверхность, может быть использовано матирующее средство. Можно использовать любое подходящее матирующее средство. Предпочтительное матирующее средство включает диоксид кремния. Одним предпочтительным коммерчески доступным примером дисперсии диоксида кремния является продукт EudermTM SN2 от компании LANXESS.
УФ-отверждаемые пигментированные краски для струйной печати
Одна или несколько пигментированных красок для струйной печати предпочтительно содержат органические цветные пигменты, поскольку они позволяют получить большую цветовую гамму на натуральной коже. Сажа и диоксид титана представляют собой неорганические пигменты, которые могут быть выгодным образом использованы в настоящем изобретении для получения черных и, соответственно, белых пигментированных красок для струйной печати.
Цветной пигмент может быть выбран из описанных в публикации HERBST, Willy, et al. Industrial Organic Pigments, Production, Properties, Applications. 3-е издание. Wiley – VCH, 2004. ISBN 3527305769. Подходящие цветные пигменты раскрываются в абзацах [0128]-[0138] публикации WO 2008/074548 (ALFA CRAPHICS).
В одном предпочтительном варианте осуществления одна или несколько пигментированных красок для струйной печати образуют набор красок для струйной печати субтрактивной цветовой модели CMYK(W) или CRYK(W).
Частицы пигмента в красках для струйной печати должны быть достаточно маленькими для обеспечения свободного протекания краски через устройство для струйной печати, в особенности в эжектирующих соплах. Также использование маленьких частиц желательно для получения максимальной насыщенности цвета и замедления седиментации.
Среднечисленный размер частиц органического цветного пигмента и неорганического черного пигмента предпочтительно находится в диапазоне от 0,050 до 1 мкм, более предпочтительно от 0,070 до 0,300 мкм, а наиболее предпочтительно от 0,080 до 0,200 мкм. Определение среднечисленного диаметра частиц лучше всего проводить с использованием фотонной корреляционной спектроскопии при длине волны 633 нм, используя HeNe-лазер на 4 мВт, в отношении разбавленного образца пигментированной краски для струйной печати. Использованный в данном случае анализатор размера частиц представлял собой устройство MalvernTM nano-S, доступное в компании Goffin-Meyvis. Образец может быть, например, получен в результате добавления капли краски в кювету, содержащую 1,5 мл этилацетата, и перемешан вплоть до получения гомогенного образца. Измеренный размер частиц представляет собой среднее значение для 3 последовательных измерений, состоящих из 6 прогонов по 20 секунд.
Белый пигмент предпочтительно характеризуется среднечисленным размером частиц пигмента, составляющим более 180 нм, для получения интенсивной способности придавать непрозрачность. Подходящие белые пигменты представлены в таблице 2 в абзаце [0116] публикации WO 2008/074548 (AGFA GRAPHICS). Белый пигмент предпочтительно является пигментом с показателем преломления более 1,60. Белые пигменты могут быть использованы индивидуально или в комбинации. Предпочтительно в качестве пигмента с показателем преломления более 1,60 используют диоксид титана. Подходящими пигментами на основе диоксида титана являются соответствующие вещества, раскрытые в абзацах [0117] и [0118] публикации WO 2008/074548 (AGFA GRAPHICS).
В случае использования УФ-отверждаемых пигментированных красок для струйной печати в этой краске будут присутствовать полимеризуемые соединения и один или несколько фотоинициаторов.
Может быть использовано любое полимеризуемое соединение, широко известное в уровне техники. Полимеризуемое соединение может представлять собой любой мономер или олигомер из публикации Polymer Handbook Vol 1 + 2, 4-е издание, под редакцией J. BRANDRUP et al., Wiley Interscience, 1999. Олигомер, как это понимается в настоящем изобретении, содержит от 2 до 8 повторяющихся мономерных элементарных звеньев. Предпочтительными мономерами и олигомерами являются соответствующие соединения, указанные в абзацах [0106]-[0115] публикации EP 1911814 A (AGFA).
Предпочтительно в качестве полимеризуемого соединения используют мономер или олигомер, способные подвергаться свободно-радикальной полимеризации. Также может быть использована комбинация мономеров, олигомеров и/или форполимеров. Мономеры, олигомеры и/или форполимеры могут характеризоваться различными степенями функциональности, и может быть использована смесь, содержащая комбинацию из моно-, ди-, три- и более высокофункциональных мономеров, олигомеров и/или форполимеров. Однако предпочтительно в УФ-отверждаемой пигментированной краске для струйной печати используют от по меньшей мере 60 до 100 мас.% монофункциональных полимеризуемых соединений, причем значение мас.% получают в расчете на совокупную массу краски для струйной печати. Вязкость отверждаемых под действием излучения красок для струйной печати может быть откорректирована путем изменения количества конкретных мономеров и олигомеров.
В одном особенно предпочтительном варианте осуществления способа декорирования кожи одна или несколько пигментированных УФ-отверждаемых красок для струйной печати содержат от 1 до 20 мас.% полифункциональных мономеров и олигомеров в расчете на совокупную массу пигментированной УФ-отверждаемой краски для струйной печати. Верхний предел в 20 мас.% обеспечивает получение хорошей стойкости к царапинам при ухудшении гибкости.
УФ-отверждаемая краска для струйной печати содержит один или несколько фотоинициаторов, предпочтительно один или несколько свободно-радикальных фотоинициаторов. Свободно-радикальный фотоинициатор представляет собой химическое соединение, которое инициирует полимеризацию мономеров и олигомеров под воздействием актиничного излучения в результате образования свободного радикала.
Подходящие фотоинициаторы раскрываются в публикации CRIVELLO, J. V., et al. VOLUME III: Photoinitiators for Free Radical Cationic. 2-е издание. под редакцией BRADLEY, G. London, UK: John Wiley and Sons Ltd., 1998. стр. 287-294.
В одном особенно предпочтительном варианте осуществления один или несколько фотоинициаторов включают ацилфосфиноксидный фотоинициатор и тиоксантоновый фотоинициатор. Такая комбинация делает возможным быстрое УФ-отверждение при использовании светоизлучающих диодов УФ-СИД, испускающих излучение выше 370 нм. Светоизлучающие диоды УФ-СИД являются более экономичными при струйной печати по сравнению с ртутными лампами.
Для дополнительного увеличения фоточувствительности УФ-отверждаемая краска для струйной печати может дополнительно содержать соинициаторы. Подходящие примеры соинициаторов могут быть разделены на три группы: (1) третичные алифатические амины, такие как метилдиэтаноламин и N-метилморфолин; (2) ароматические амины, такие как 2-(диметиламино)этилбензоат; и (3) (мет)акрилированные амины, такие как диалкиламиноалкил(мет)акрилаты и N-морфолиноалкил(мет)акрилаты. Предпочтительные соинициаторы представляют собой аминобензоаты.
Предпочтительное количество фотоинициатора и соинициатора находится в диапазоне 0,1-30 мас.%, а наиболее предпочтительно 5-15 мас.% от совокупной массы УФ-отверждаемой краски для струйной печати.
Одна или несколько пигментированных красок для струйной печати могут содержать дополнительные добавки, такие как поверхностно-активные вещества, ингибиторы полимеризации и диспергаторы для цветных пигментов.
Получение пигментированных УФ-отверждаемых красок для струйной печати хорошо известно специалистам в соответствующей области техники. Предпочтительные способы получения описаны в абзацах [0076]-[0085] публикации WO 2011/069943 (AGFA).
Устройства для печати
Одну или несколько пигментированных красок для струйной печати контролируемым образом разбрызгивают струями из одной или нескольких печатающих головок, эжектирующих маленькие капельки через сопла на натуральную кожу, перемещающуюся по отношению к печатающей головке (головкам).
Одной предпочтительной печатающей головкой для системы струйной печати является пьезоэлектрическая головка. Пьезоэлектрическая струйная печать имеет в своей основе перемещение пьезоэлектрического керамического преобразователя при приложении к нему напряжения. Приложение напряжения изменяет форму пьезоэлектрического керамического преобразователя в печатающей головке, что создает полость, которая после этого заполняется краской для струйной печати или жидкостью. В случае снятия напряжения керамика будет расширяться до своей первоначальной формы с эжектированием капли краски из печатающей головки.
Одной предпочтительной пьезоэлектрической печатающей головкой является так называемая проточная пьезоэлектрическая капельно-импульсная печатающая головка. При использовании проточных печатающих головок улучшается надежность, и, таким образом, получают более эффективный и экономичный способ изготовления высококачественных изделий из декорированной натуральной кожи. Такая печатающая головка, например, доступна в компании TOSHIBA TEC в виде печатающей головки CF1ou.
Однако способ струйной печати по настоящему изобретению не ограничен пьезоэлектрической струйной печатью. Могут быть использованы и другие струйные печатающие головки, включая различные их типы, такие как печатающая головка непрерывного типа.
Печатающая головка для струйной печати обычно производит сканирование назад и вперед в поперечном направлении по поверхности перемещающейся кожи, что известно как режим многопроходной печати. Иногда печатающая головка для струйной печати не печатает на обратном пути. Однако двунаправленная печать является предпочтительной для достижения высокой производительности по площади.
Еще одним предпочтительным способом печати является «однопроходная печать», которая может быть осуществлена с использованием так называемых печатающих струйных головок шириной в страницу или множества печатающих головок для струйной печати, расположенных в шахматном порядке, которые покрывают всю ширину поверхности кожи. В процессе однопроходной печати печатающие головки для струйной печати обычно неподвижны, а краст перемещается под печатающими головками для струйной печати.
Преимущество использования режима многопроходной печати заключается в отверждении УФ-отверждаемой краски для струйной печати в ходе последовательных проходов, а не в один проход, что потребовало бы использования устройства для отверждения с высокой УФ-мощностью на выходе. Срок службы печатающей головки также выше для многопроходной печати. В то время как при однопроходной печати достаточно нарушения работы одно сопла, чтобы заменить всю печатающую головку, при многопроходной печати в некоторой степени допускаются нарушения работы и даже поломки сопел. В дополнение к этому, стоимость многопроходного принтера обычно намного меньше, в особенности для краста большого формата. В качестве обобщения можно отметить, что высокое качество изображения при использовании многопроходной струйной печати может быть получено более надежным и экономичным образом, чем при использовании однопроходной печати.
Устройства для отверждения
Пигментированные краски для струйной печати на УФ-отверждаемой основе отверждают с использованием ультрафиолетового излучения. Устройство для УФ-отверждения может быть скомпоновано в комбинации с печатающей головкой струйного принтера, и перемещаться с ней таким образом, чтобы УФ-отверждаемая краска для струйной печати подвергалась воздействию отверждающего излучения вскорости после ее нанесения струей. Данный способ отверждения называется «УФ-закреплением», и он способствует получению высокого качества изображения, такого как высокая резкость. В случае недостаточности дозировки УФ-излучения при УФ-закреплении для полного отверждения за УФ-закреплением часто будет следовать вторая стадия общего УФ-отверждения.
В качестве источника ультрафиолетового излучения может быть использован любой источник ультрафиолетового излучения, при условии, что часть испускаемого излучения может поглощаться фотоинициатором или системой фотоинициатора, например ртутная лампа высокого или низкого давления, трубка с холодным катодом, черный свет, ультрафиолетовый светоизлучающий диод СИД, ультрафиолетовый лазер и импульсная лампа. В их числе предпочтительным источником является соответствующее устройство, имеющее относительно длинноволновой УФ-вклад, характеризующийся доминирующей длиной волны в диапазоне 300-400 нм. Более конкретно, предпочтительным является источник УФ-А-излучения вследствие уменьшенного светорассеяния при его использовании, что в результате приводит к более эффективному отверждению во внутреннем объеме.
УФ-излучение в общем случае классифицируют на УФ-А, УФ-В и УФ-С следующим далее образом:
УФ-А: от 400 нм до 320 нм
УФ-В: от 320 нм до 290 нм
УФ-С: от 290 нм до 100 нм
УФ-отверждение, а в особенности УФ-закрепление, предпочтительно осуществляют с использованием светоизлучающих диодов УФ-СИД. В одном особенно предпочтительном варианте осуществления УФ-отверждение проводят с использованием светоизлучающих диодов УФ-СИД, характеризующихся длиной волны испускаемого излучения более 370 нм.
Светоизлучающие диоды УФ-СИД характеризуются продолжительным сроком службы и почти что постоянной УФ-дозой вплоть до конца срока службы, в противоположность, например, ртутным лампам. Таким образом, использование светоизлучающих диодов УФ-СИД в процессе струйной печати повышает надежность способа изготовления декорированной кожи.
Для облегчения отверждения струйный принтер может включать одну или несколько установок для обеднения среды кислородом. Установки для обеднения среды кислородом формируют атмосферу из азота или другого относительно инертного газа (например, СО2) с регулируемыми расположением и концентрацией инертного газа в целях уменьшения концентрации кислорода в среде отверждения. Остаточные уровни содержания кислорода могут поддерживаться на таких низких уровнях, как 200 ч./млн, но в общем случае в диапазоне от 200 ч./млн. до 1200 ч./млн.
Примеры
Материалы
Все материалы, использованные в следующих далее примерах, были легкодоступны из стандартных источников, таких как компании Aldrich Chemical Co. (Belgium) и Acros (Belgium), если не будет указано иное. Использованной водой была деминерализованная вода.
TIO2 представляет собой пигмент на основе диоксида титана, доступный как TronoxTM CR834 в компании TRONOX PIGMENTS BV.
PB15:4 представляет собой сокращенное обозначение для продукта HostapermTM Blue P-BFS, являющегося пигментом C. I. Pigment Blue от компании CLARIANT.
МР1 представляет собой сокращенное обозначение для продукта Ink Jet Magenta E7B LV3958, являющегося хинакридоновым пигментом от компании CLARIANT.
МР2 представляет собой сокращенное обозначение для продукта ChromophtalTM Jet Magenta 2BC, являющегося хинакридоновым пигментом от компании BASF.
РY150 представляет собой пигмент C. I. Pigment Yellow 150, в качестве которого использовали продукт Cromophtal yellow LA2 от компании BASF.
РB7 представляет собой пигмент газовая сажа, в качестве которого использовали продукт Special BlackTM 550 от компании EVONIK.
SYN представляет собой синергист диспергирования формулы (А):
 Формула (А)
Формула (А)
и он был синтезирован так же, как описано в примере 1 из публикации WO 2007/060254 (AGFA GRAPHICS) в отношении синергиста QAD-3.
E7701 представляет собой полиакрилатный диспергатор, доступный как EfkaTM 7701 в компании BASF.
S35000 представляет собой сокращенное обозначение для продукта SOLSPERSETM 35000, являющегося гипердиспергатором на основе полиэтиленимина-сложного полиэфира от компании LUBRIZOL.
PEA представляет собой 2-феноксиэтилакрилат, доступный как SartomerTM SR339C в компании ARKEMA.
IBOA представляет собой изоборнилакрилат, доступный как SartomerTM SR506D в компании ARKEMA.
IDA представляет собой изодецилакрилат, доступный как SartomerTM SR395 в компании ARKEMA.
THFFA представляет собой тетрагидрофурфурилакрилат, доступный как SartomerTM SR285 в компании ARKEMA.
VCL представляет собой N-винилкапролактам, доступный в компании BASF BELGIUM, NV.
VEEA представляет собой 2-(2’-винилоксиэтокси)этилакрилат, являющийся дифункциональным мономером, доступным в компании NIPPON SHOKUBAI, Japan.
DPGDA представляет собой дипропиленгликольдиакрилат, доступный как SartomerTM SR508 в компании ARKEMA.
CN963B80 представляет собой уретанакрилатный олигомер, доступный как SartomerTM CN963B80 в компании ARKEMA.
CN3755 представляет собой синергист на основе акрилированного амина, доступный как SartomerTM CN 3755 в компании ARKEMA.
TPO представляет собой триметилбензоилдифенилфосфиноксид, поставляемый как OmniradTM TPO компанией IGM.
ITX представляет собой продукт DarocurTM ITX, являющийся смесью изомеров в виде 2- и 4-изопропилтиоксантона от компании BASF.
BAPO представляет собой бис(2,4,6-триметилбензоил)фенилфосфиноксидный фотоинициатор, доступный как IrgacureTM 819 в компании BASF.
INHIB представляет собой смесь, образующую ингибитор полимеризации и характеризующуюся композицией в соответствии с таблицей 1.
Таблица 1
CupferronTM AL представляет собой алюминий-N-нитрозофенилгидроксиламин от компании WAKO CHEMICALS LTD.
UV10 представляет собой 4-гидрокси-2,2,6,6-тетраметилпиперидинооксисебацинат, доступный как IrgastabTM UV 10 в компании BASF.
T410 представляет собой силиконовое поверхностно-активное вещество, доступное как TegoglideTM 410 в компании EVONIK.
SL7500 представляет собой силиконовое поверхностно-активное вещество, доступное как SilwetTM L7500 в компании OSI SPECIALITIES BENELUX NV.
PA представляет собой анионную полиамидную дисперсию, доступную как MilchemTM Emulsion D310 в компании MICHELMAN.
PU представляет собой полиуретановую дисперсию на водной основе, доступную как UrepalTM PU147 в компании CHEMIPAL S. p. A.
XL представляет собой алифатический полиизоцианат на основе растворителя, доступный как UrepalTM СТ70 в компании CHEMIPAL S. p. A.
PROMUL представляет собой водную полиуретановую дисперсию, доступную как MelioTM Promul 61 в компании STAHL.
AFP представляет собой водную полиуретановую дисперсию, доступную как AstacinTM Finish PS в компании BASF.
BK представляет собой полимерную акрилатную эмульсию, доступную как BioflexTM KGA в компании LMF Biokimica.
EMS представляет собой дисперсию диоксида кремния, доступную как EudermTM Matt SN2 в компании LANXESS.
BU представляет собой пасту диоксида титана в воде (63% твердого вещества), доступную как ContexTM Bianco Ultra в компании SAMIA S. p. A.
Методы измерения
1. Вязкость
Вязкость УФ-отверждаемых красок для струйной печати измеряли при 45°С и при скорости сдвига 1000 сек-1 с использованием вискозиметра RotoviscoTM RV1 от компании HAAKE.
2. Поверхностное натяжение
Статическое поверхностное натяжение УФ-отверждаемых красок для струйной печати измеряли с использованием тензиометра KRÜSS K9 от компании KRÜSS GmbH, Germany при 25°С по истечении 60 секунд.
3. Средний размер частиц
Средний размер частиц (диаметр) определяли с использованием устройства Brookhaven Instruments Particle Sizer BI90plus на основе принципа динамического светорассеяния. Краску для струйной печати разбавляли этилацетатом до концентрации пигмента 0,002 мас.%. Установки для измерения на устройстве BI90plus представляли собой: 5 прогонов при 23°С, угол 90°, длина волны 635 нм и график = корректирующая функция.
4. Гибкость
Гибкость определяли с использованием флексометра SATRATM STM 701 Bally, где образцы должны были выдерживать цикл, кратный 1000 изгибам. Количество трещин в коже после испытания определяет итоговый балльную. Трещины оценивают невооруженным глазом и микроскопом при увеличении 8х в соответствии с критерием, продемонстрированным в таблице 2.
Таблица 2
5. Маскирование
Маскирующую способность покрытия основы оценивали на красте, окрашенном в черный цвет, в результате рассматривания невооруженным глазом поверхности покрытия основы в соответствии с критерием, продемонстрированным в таблице 3.
Таблица 3
6. Яркость цвета
Яркость цвета цветного изображения, отпечатанного при использовании струйной печати, оценивали на красте, окрашенном в черный цвет, путем рассматривания невооруженным глазом поверхности покрытия основы в соответствии с критерием, продемонстрированным в таблице 4.
Таблица 4
Пример 1
Данный сравнительный пример показывает, как УФ-отверждаемая белая краска для струйной печати не может обеспечить получение образцов кожи с отпечатком, нанесенным с использованием струйной печати, одновременно демонстрирующих хорошую гибкость и яркость цвета.
Получение УФ-отверждаемой белой краски для струйной печати Ink-W
Получали концентрированную дисперсию белого пигмента W1, характеризующуюся составом в соответствии с таблицей 5.
Таблица 5
Концентрированную дисперсию белого пигмента W1 получали в результате смешивания ингредиентов из таблицы 5 на протяжении 30 минут в емкости, снабженной диспергирующим устройством DISPERLUXTM (от компании DISPERLUX S. A. R. L., Luxembourg). Добавляли полимерный диспергатор Е7701 в виде 30%-ного раствора в РЕА. Затем данную смесь перетирали в устройстве DYNOTM-MILL ECM Poly от компании WAB Willy A. Bachofen (Switzerland) с использованием шариков диоксида циркония, стабилизированного иттрием, размером в 0,40 мм. Шариковую мельницу заполняли на 42% мелющими шариками и эксплуатировали в режиме рециркуляции в течение 10 минут при использовании скорости на окружности 15 м/сек. Камеру перетирания во время эксплуатации охлаждают водой.
После этого концентрированную дисперсию белого пигмента W1 смешивали с компонентами в соответствии с таблицей 6 для производства УФ-отверждаемой белой краски для струйной печати Ink-W. Определяли вязкость, поверхностное натяжение и средний размер частиц белой краски для струйной печати.
Таблица 6
Получение пигментированных УФ-отверждаемых красок для струйной печати
Сначала получали концентрированные дисперсии пигментов CPC, CPM1, CPM2, CPY и СРК. После этого данные концентрированные дисперсии пигментов использовали для получения набора пигментированных УФ-отверждаемых красок для струйной печати в соответствии с таблицей 12.
Концентрированная дисперсия бирюзового пигмента СРС
Концентрированную дисперсию пигмента получали в результате смешивания компонентов в соответствии с таблицей 7 на протяжении 30 минут при использовании диспергирующего устройства DISPERLUXTM от компании DISPERLUX S. A. R. L., Luxembourg. После этого дисперсию перетирали при использовании мельницы Bachofen DYNOMILL ECM, заполненной шариками диоксида циркония, стабилизированного иттрием, размером в 0,4 мм («высокоизносостойкие мелющие тела на основе диоксида циркония» от компании TOSOH Co.). Смесь циркулировала через мельницу на протяжении 2 часов. После перетирания концентрированную дисперсию пигмента выгружали через фильтр на 1 мкм в емкость. Значение в мас.% в таблице 7 получают в расчете на совокупную массу дисперсии пигмента.
Таблица 7
Концентрированная дисперсия пурпурного пигмента СРМ1
Концентрированную дисперсию пигмента СРМ1 получали так же, как описано выше для дисперсии бирюзового пигмента СРС, за исключением того, что использованные ингредиенты соответствовали таблице 8.
Таблица 8
Концентрированная дисперсия пурпурного пигмента СРМ2
Концентрированную дисперсию пигмента СРМ2 получали так же, как описано выше для дисперсии бирюзового пигмента СРС, за исключением того, что использованные ингредиенты соответствовали таблице 9.
Таблица 9
Концентрированная дисперсия желтого пигмента СРY
Концентрированную дисперсию пигмента СРY получали так же, как описано выше для дисперсии бирюзового пигмента СРС, за исключением того, что использованные ингредиенты соответствовали таблице 10.
Таблица 10
Концентрированная дисперсия черного пигмента СРК
Концентрированную дисперсию пигмента СРК получали так же, как описано выше для дисперсии бирюзового пигмента СРС, за исключением того, что использованные ингредиенты соответствовали таблице 11.
Таблица 11
Набор пигментированных УФ-отверждаемых красок для струйной печати
Набор УФ-отверждаемых красок для струйной печати получали при использовании полученных выше концентрированных дисперсий пигментов и комбинировании их с другими компонентами в соответствии с таблицей 12. Значение в мас.% получают в расчете на совокупную массу краски для струйной печати.
Таблица 12
Светло-бирюзовую и светло-пурпурную краски для струйной печати включали в набор красок для дополнительного улучшения качества изображения. В случае присутствия в изображении цветов, характеризующихся низкой оптической плотностью, светлые краски будут уменьшать зернистую структуру изображения, отпечатанного методом струйной печати.
Краски для струйной печати демонстрировали следующие далее свойства в соответствии с таблицей 13.
Таблица 13
Получение покрытия основы ВС1
Покрытие основы ВС1 получали смешиванием следующих далее ингредиентов в соответствии с таблицей 14.
Таблица 14
Получение защитного покровного покрытия ТС1
Защитное покровное покрытие ТС1 получали в результате смешивания следующих далее ингредиентов в соответствии с таблицей 15.
Таблица 15
Оценка и результаты
Образцы кожи LS1-LS3 с отпечатками, нанесенными с использованием струйной печати, получали следующим далее образом.
Сначала на окрашенную в черный цвет телячью кожу хромового дубления от группы Nuti Ivo наносили покрытие основы ВС1 с использованием устройства для нанесения покрытия валиком StarlabTM 800 от компании GEMATA, снабженного валиком для нанесения покрытия и лакирования 30F. Кожу с нанесенным покрытием высушивали при использовании сушильной установки RadicureTM D, выставленной на температуру 280°С, где скорость транспортерной ленты устанавливают на наименьшее значение, что в результате приводит к получению времени высушивания 2,5 минуты.
Слой белой краски для струйной печати печатали с различными толщинами, как это продемонстрировано в таблице 16.
Цветное изображение печатали с использованием устройства JetiTM Titan от компании Agfa Graphics, используя вышеупомянутые УФ-отверждаемую белую краску для струйной печати и пигментированные УФ-отверждаемые краски для струйной печати. Средняя толщина слоя согласно оценке составляла приблизительно 15 мкм.
После струйной печати на изображение, отпечатанное методом струйной печати, наносили защитное верхнее покрытие ТС1 тем же способом, что и при нанесении покрытия основы ВС1.
В заключение, образцы кожи подвергали горячему прессованию в пневматическом переводном станке SecaboTM TPD12 при температуре 175°С и давлении 4 бар на протяжении 35 секунд.
Для образцов кожи LS1-LS3 с отпечатками, нанесенными с использованием струйной печати, оценивали непрозрачность, гибкость и яркость цвета. Результаты продемонстрированы в таблице 16.
Таблица 16
Как это должно быть видно из таблицы 16, имеет место компромисс между качеством изображения и гибкостью.
Пример 2
В данном примере иллюстрируется способ декорирования натуральной кожи с использованием декоративного изображения в соответствии с изобретением, где покрытие основы содержит пигмент, придающий покрытию основы, нанесенному на окрашенный краст, ахроматический цвет, отличный от черного цвета.
Получение покрытия основы ВС2
Покрытие основы ВС2 получали в результате смешивания следующих далее ингредиентов в соответствии с таблицей 17.
Таблица 17
Оценка и результаты
Те же самые набор УФ-отверждаемых красок для струйной печати и защитное покровное покрытие ТС1 из примера 1 использовали для изготовления образца декоративной кожи LS4.
Тем же самым способом, что и в примере 1, на окрашенную в черный цвет телячью кожу хромового дубления от группы Nuti Ivo наносили три слоя покрытия для покрытия основы ВС2 с использованием устройства для нанесения покрытия валиком StarlabTM 800 от компании GEMATA и сушильной установки RadicureTM D, выставленной на температуру 280°С, где скорость транспортерной ленты устанавливают на наименьшее значение, что в результате приводит к получению времени высушивания 2,5 минуты. То же самое цветное изображение, что и в примере 1, печатали с использованием устройства JetiTM Titan от компании Agfa Graphics в точности тем же самым образом, используя вышеупомянутые пигментированные УФ-отверждаемые краски для струйной печати, но не белую краску для струйной печати.
После струйной печати на изображение, отпечатанное с использованием струйной печати, наносили защитное покровное покрытие ТС1 в точности так же, как в примере 1.
В заключение, образец кожи подвергали горячему прессованию в пневматическом переводном станке SecaboTM TPD12 при температуре 175°С и давлении 4 бар на протяжении 35 секунд.
В отношении образца кожи LS4 проводили анализ с использованием метода СЭМ, который показал толщину покрытия основы в сухом состоянии 20 мкм.
Для образца кожи LS4 с отпечатком, нанесенным методом струйной печати, оценивали маскирование, гибкость и яркость цвета так же, как в примере 1. Результаты продемонстрированы в таблице 18.
Таблица 18
Как это непосредственно следует из результатов в таблице 18, в этом случае получали высокое качество изображения без ущерба гибкости.
Пример 3
В данном примере иллюстрируется способ декорирования натуральной кожи с использованием декоративного изображения в соответствии с изобретением, где покрытие основы содержит пигмент, придающий покрытию основы, нанесенному на кожу «вет-блю» хромового дубления, хроматический цвет.
Получение покрытия основы ВС3
Покрытие основы ВС3 получали так же, как в примере 2, заменяя небольшую часть пигмента на основе диоксида титана ВК в покрытии основы ВС2 коричневым пигментом.
Оценка и результаты
Для изготовления образца декоративной кожи LS5 использовали те же самые набор УФ-отверждаемых красок для струйной печати и защитное покровное покрытие ТС1, что и в примере 1.
Покрытие основы ВС3 наносили распылением до толщины, составляющей приблизительно 70 г/м2, на кожу хромового дубления (NutiTM Blue Leather) от группы Nuti Ivo и затем осуществляли сушки с использованием сушильной установки RadicureTM D, выставленной на температуру 280°С, где скорость транспортерной ленты устанавливают на наименьшее значение, что в результате приводит к получению времени высушивания 2,5 минуты. Получали очень гладкое однородное покрытие, имеющее беловатый светло-желтый цвет (глинистый цвет).
Цветное изображение, включающее темно-красные и синие полосы, печатали с использованием устройства JetiTM Titan от компании Agfa Graphics, используя вышеупомянутые пигментированные УФ-отверждаемые краски для струйной печати, где глинистый цвет покрытия основы интегрировали в декоративное изображение между темно-красными и синими полосами.
После струйной печати на изображение, отпечатанное с использованием струйной печати, наносили защитное покровное покрытие ТС1 в точности так же, как в примере 1.
В заключение, образец кожи подвергали горячему прессованию в пневматическом переводном станке SecaboTM TPD12 при температуре 73°С и давлении 4 бар на протяжении 3 секунд.
Для образца кожи LS5 с отпечатком, нанесенным методом струйной печати, оценивали маскирование, гибкость и яркость цвета. Результаты продемонстрированы в таблице 19.
Таблица 19
Как это непосредственно следует из результатов в таблице 19, в данном случае получали высокое качество изображения без ущерба гибкости.
Перечень ссылочных позиций
Таблица 20


Изобретение относится к изготовлению декорированной натуральной кожи и включающим ее кожаным изделиям. Способ декорирования натуральной кожи декоративным изображением включает: нанесение на краст покрытия основы, содержащего пигмент для получения ахроматического цвета, отличного от черного цвета; cтруйной печати цветного изображения на покрытии основы с использованием одной или нескольких пигментированных УФ-отверждаемых красок для струйной печати; где ахроматический цвет, отличный от черного цвета, покрытия основы и цветное изображение, отпечатанное методом струйной печати, в комбинации обеспечивают декоративное изображение. Изобретение обеспечивает декорирование кожи, характеризующейся высоким качеством изображения и согласованностью цветов в отсутствие ухудшения надежности струйной печати или физических свойств, таких как гибкость. 3 н. и 11 з.п. ф-лы, 5 ил., 20 табл., 2 пр.
1. Способ декорирования натуральной кожи декоративным изображением, включающий стадии:
- нанесения на краст (45) покрытия основы (44), содержащего пигмент для получения ахроматического цвета, отличного от черного цвета;
- струйной печати цветного изображения (43) на покрытии основы (44) с использованием одной или нескольких пигментированных УФ-отверждаемых красок для струйной печати;
- необязательно, нанесения защитного верхнего покрытия (42) на изображение (43); и
- необязательно, горячего прессования или тиснения,
где ахроматический цвет, отличный от черного цвета, покрытия основы и цветное изображение, отпечатанное методом струйной печати, в комбинации обеспечивают декоративное изображение.
2. Способ по п. 1, в котором краст (45) представляет собой окрашенный краст.
3. Способ по п. 1, в котором пигмент, используемый для обеспечения ахроматического цвета, является белым пигментом.
4. Способ по п. 1, в котором покрытие основы содержит полимер или сополимер на основе полиуретана.
5. Способ по п. 1, в котором одна или несколько пигментированных УФ-отверждаемых красок для струйной печати содержат от 1 до 20 мас.% полифункциональных мономеров и олигомеров в расчете на совокупную массу пигментированной УФ-отверждаемой краски для струйной печати.
6. Способ по п. 1, в котором одна или несколько пигментированных УФ-отверждаемых красок для струйной печати содержат от 0 до 20 мас.% органического растворителя или воды в расчете на совокупную массу пигментированной УФ-отверждаемой краски для струйной печати.
7. Способ по п. 1, в котором наносят защитное верхнее покрытие.
8. Способ по п. 7, в котором защитное верхнее покрытие содержит полимер или сополимер на основе полиуретана.
9. Способ по любому из пп. 1-8, в котором краст, покрытие основы, изображение и необязательное защитное верхнее покрытие подвергают горячему прессованию.
10. Декорированная натуральная кожа, имеющая декоративное изображение и включающая в указанном порядке: краст (45); покрытие основы (44), содержащее пигмент для получения ахроматического цвета, отличного от черного цвета; цветное изображение (43), отпечатанное с использованием пигментированной УФ-отверждаемой краски для струйной печати; и защитное верхнее покрытие (42), где ахроматический цвет, отличный от черного цвета, покрытия основы и цветное изображение, отпечатанное методом струйной печати, в комбинации обеспечивают декоративное изображение.
11. Декорированная натуральная кожа по п. 10, в которой краст (45) является окрашенным крастом.
12. Декорированная натуральная кожа по п. 11, в которой пигмент, используемый для обеспечения ахроматического цвета, является белым пигментом.
13. Декорированная натуральная кожа по п. 10, в которой покрытие основы содержит полимер или сополимер на основе полиуретана.
14. Кожаное изделие, включающее декорированную натуральную кожу по любому из пп. 10-13, выбранное из группы, состоящей из обуви, мебели, обивки, сумок, багажа, перчаток, ремней, бумажников, одежды, автомобильных кожаных сидений, интерьера, упаковки, кожаных изделий для верховой езды, книг и писчебумажных принадлежностей.
| US 2010233441 A1, 16.09.2010 | |||
| ДИФФЕРЕНЦИАЛЬНЫЙ ВСТРАИВАЕМЫЙ ЗУБЧАТЫЙ МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ КРУТЯЩЕГО МОМЕНТА, ПРЕОБРАЗОВАТЕЛЬ КРУТЯЩЕГО МОМЕНТА И ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ | 2012 |
|
RU2510696C2 |
| Способ преобразования двоичного кода в десятичный и устройство для его осуществления | 1960 |
|
SU132434A1 |
| US 2016067984 A1, 10.03.2016. | |||

