Изобретение относится к электросварочному производству, в частности к составам материалов для электродов контактной сварки.
Известны медные сплавы, в частности бронзы, для электродов контактной сварки, содержащие в качестве легирующих элементов хром, титан, цирконий, бериллий, никель, кобальт и другие вещества, повышающие прочностные характеристики меди и незначительно снижающие ее электропроводность. Упрочнение указанных сплавов осуществляется мелкодисперсными выделениями легирующих элементов или интерметаллидов на их основе, которые образуются в процессе термодеформационной обработки, включающей закалку, холодную деформацию и старение.
Однако, существование упрочняющей фазы в бронзах зависит от температуры: при высоких температурах легирующие элементы образуют твердый раствор с медью, что полностью снимает эффект дисперсного упрочнения и резко снижает электропроводность сплава. Например, температура рекристаллизации дисперсно-упрочненной бронзы БрХЦр (Cr 0,4-1,0 мас.%; Zr 0,02-0,15 мас.%) не превышает 500oC, тогда как рабочие поверхности электродов контактной сварки разогреваются до 600-800oC. Это обусловливает низкую стойкость электродов из указанных материалов.
Известны также дисперсно-упрочненные материалы на медной основе для электродов контактной сварки, в которых упрочняющей фазой являются ультрадисперсные частицы тугоплавких соединений, не взаимодействующих с медью и не растворяющихся в ней вплоть до температуры ее плавления. Благодаря этому дисперсно-упрочненные материалы, имея хорошую электропроводность, обладают также высокими прочностными характеристиками не только при комнатной, но и при повышенной температуре. Например, известный дисперсно-упрочненный материал Cu-Al2О3, получаемый методом реакционного размола смеси порошков меди и алюминия, обладает твердостью по Виккерсу (HV) 1700 МПа и электропроводностью около 70% от электропроводности меди.
В указанном материале упрочняющей фазой является ультрадисперсные частицы оксида алюминия Al2О3, размер которых в горячепрессованном прутке составляет 0,02-0,05 мкм. При нагреве же за счет коагуляции происходит увеличение размеров Al2О3, что отрицательно сказывается на прочностных свойствах материала: температура рекристаллизации не превышает 650-700oC, что во многих случаях недостаточно для обеспечения высокого ресурса электродам контактной сварки.
Наиболее близким к предлагаемому является дисперсно-упрочненный материал, который содержит упрочняющие частицы оксида Al2О3 и карбида Al4C3 алюминия, образующиеся в процессе обработки порошков меди, алюминия и углерода путем размола в аттриторе, холодного компактирования полученного продукта в брикеты и их горячей экструзии в пруток или профиль. Кроме оксидов и карбидов алюминия материал содержит также и свободный ультрадисперсный углерод, который дополнительно упрочняет материал и повышает его противоадгезионные и антифрикционные свойства.
Благодаря наличию разнородных фаз-упрочнителей, в значительно меньшей степени подверженных процессам коагуляции, чем однородные упрочняющие фазы, материал имеет температуру рекристаллизации, которая составляет 650-800oC.
Однако, относительно низкая электропроводность материала не позволяет существенно увеличить стойкость электродов контактной сварки. Например, материал Cu - 0,5 мас.% Al -0,25 мас.% С, обладающий твердостью по Виккерсу (HV) 1600-1800 МПа, имеет электропроводность 45-50% от электропроводности чистой меди.
Целью изобретения является создание материала с более высокими значениями электропроводности, температуры рекристаллизации, ресурса работы электродов контактной сварки из него, а также расширение ассортимента материалов для изготовления электродов контактной сварки.
Заявляемый материал, содержащий медь, алюминий и углерод, дополнительно содержит титан при следующем соотношении компонентов в шихте, мас.%:
Алюминий - 0,15-0,25
Углерод - 0,10-0,25
Титан - 0,2-0,5
Медь - Остальное
Материал изготавливается из смеси порошков указанных компонентов обработкой в шаровой мельнице, холодным компактированием полученного продукта (гранул) в брикеты и последующей их экструзией в пруток или профиль при температуре до 880oC.
Отличием заявляемого материала от прототипа является дополнительное введение в него титана с одновременным уменьшением содержания алюминия. Как показали исследования, это позволяет практически исключить вхождение алюминия в твердый раствор с медью, который существенно снижает электропроводность материала, полностью связав его с кислородом и углеродом. Титан, благодаря незначительной его растворимости в меди и в результате интенсивного измельчения и механо-химической активации в шаровой мельнице, также практически весь вовлекается в твердофазные реакции с углеродом и кислородом с образованием карбида TiC и оксида TiO2 титана.
Конечная структура материала представляет собой, как показали металлографический, стереологический и рентгенофазовый анализы, медную матрицу, содержащую в себе мелкодисперсные частицы TiC, TiO2, Al2О3, Al4C3 и С. Наличие в заявляемом материале пяти разнородных упрочняющих фаз в большей степени, чем в материале-прототипе, затрудняет процесс их коагуляции, что придает материалу более высокие температуру рекристаллизации и электропроводность, обеспечивая тем самым также и более высокий ресурс электродов контактной сварки, изготовленных из заявляемого материала, в сравнении с ресурсом электродов из материала, выбранного в качестве прототипа.
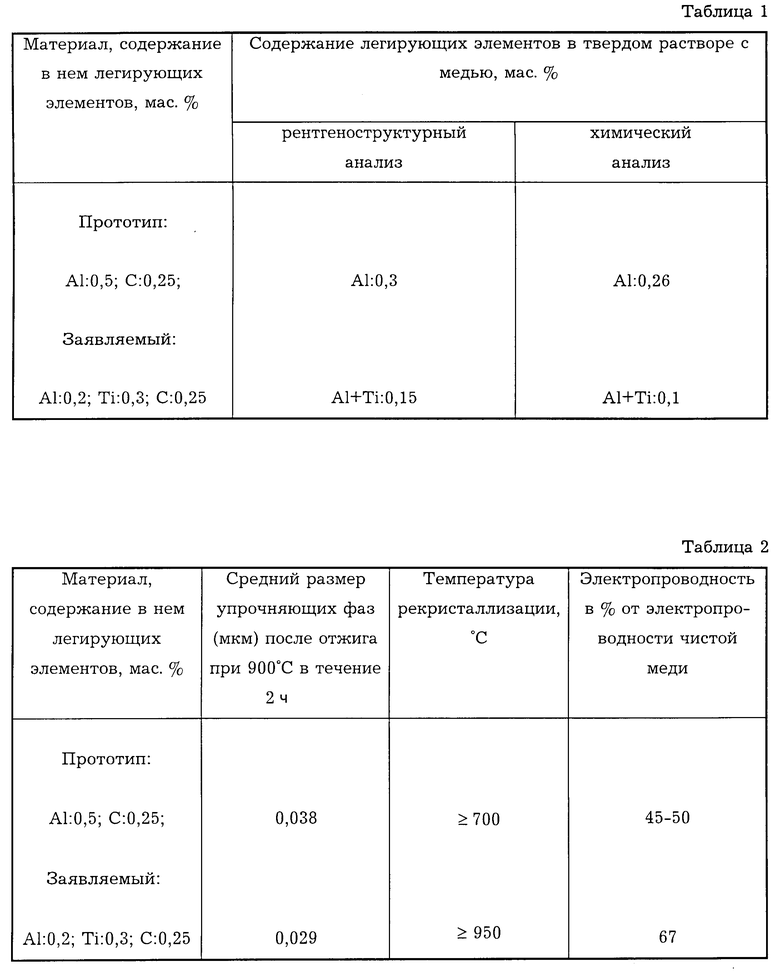
Пример. По указанным выше технологиям были изготовлены прутки диаметром 17 мм из материала-прототипа и заявляемого материала, причем суммарное содержание легирующих элементов в шихте в обоих материалах было одинаковым (в первом - 0,5 мас.% Al и 0,25 мас.% C и во втором - 0,2 мас.% Al; 0,3 мас.% Ti и 0,25 мас.% C).
Прутки были подвергнуты рентгеноструктурному и химическому анализам. По результатам данных анализов определялись содержания легирующих металлов в твердом растворе с медью у материала-прототипа и заявляемого материала.
Результаты анализов приведены в табл.1.
Из табл. 1 видно, что у материала-прототипа более половины легирующего металла (алюминия) находится в твердом растворе с медью, тогда как у заявляемого материала, где легирующими являются алюминий и титан, их содержание в твердом растворе более чем в два раза меньше, чем у материала-прототипа. Уменьшение доли легирующих элементов в твердом растворе с медью позволяет увеличить объемную долю упрочняющих частиц, причем разнородных, которые образуются в результате взаимодействия указанных элементов с кислородом воздуха и углеродом.
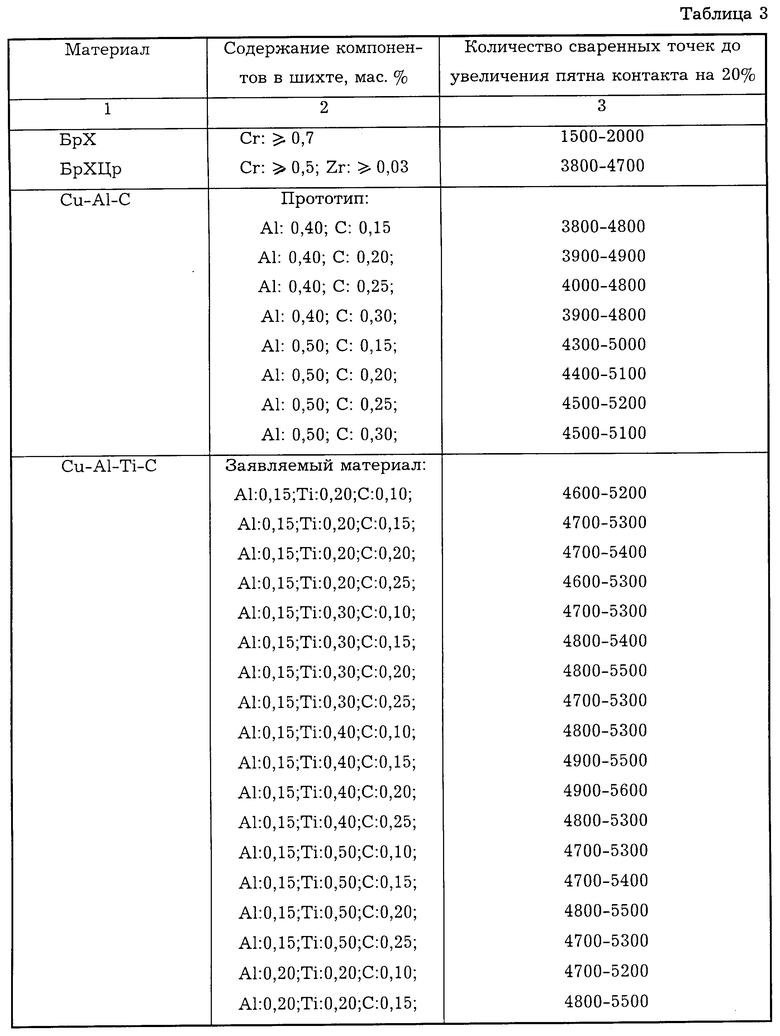
Как следствие этого, у заявляемого материала существенно увеличиваются электропроводность и температура рекристаллизации (табл.2), которые составляют соответственно 67% и 950oC против 50% и 800oC у материала- прототипа для указанных в табл.1 композиций.
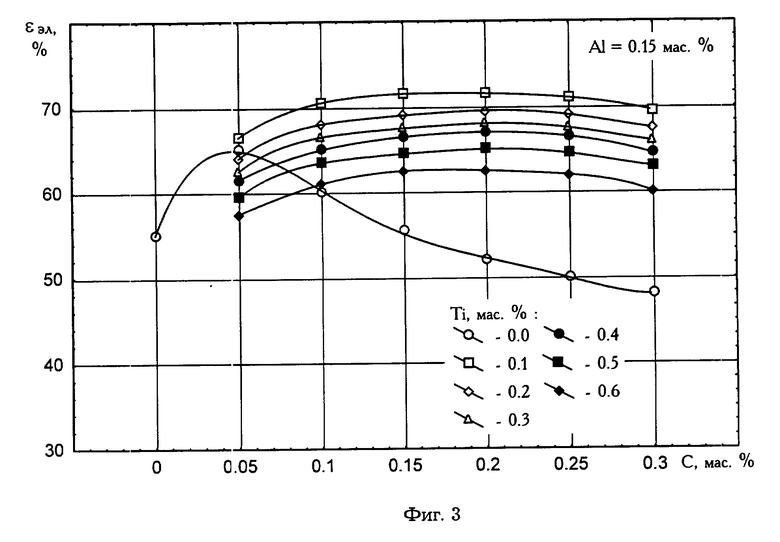
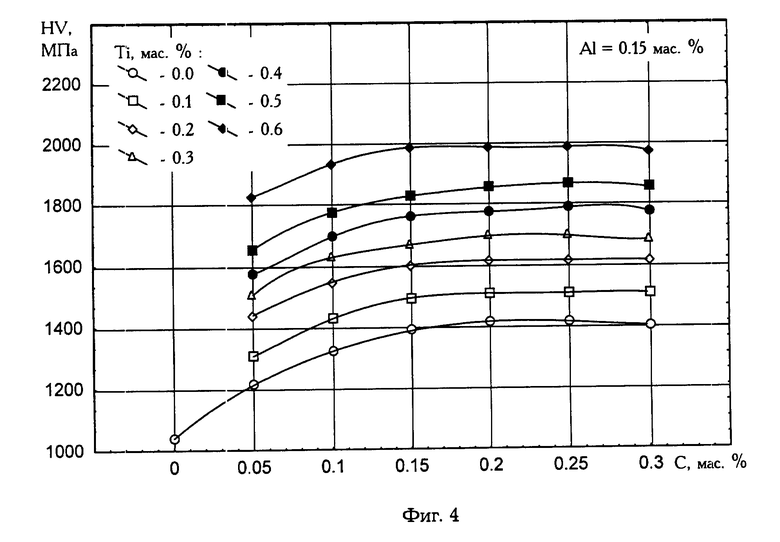
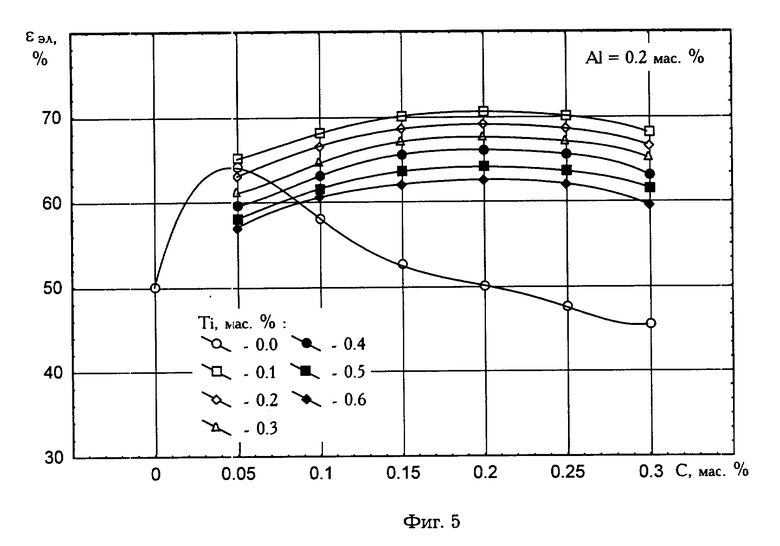
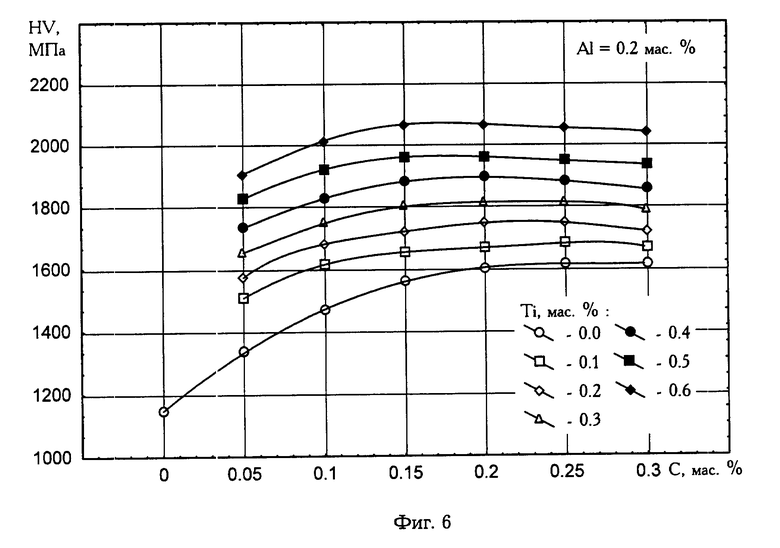
Для определения твердости и электропроводности заявляемого материала были приготовлены 180 составов порошковой смеси с содержанием в ней 0,1; 0,15; 0,2; 0,25; 0,3 мас.% Al; 0,1; 0,2; 0,3; 0,4; 0,5; 0,6 мас.% Ti и 0,05; 0,1; 0,15; 0,2; 0,25; 0,3 мас.% C.
Для сравнения также были приготовлены 35 составов порошковой смеси материала-прототипа с содержанием в ней 0,1; 0,15; 0,2; 0,25; 0,3 мас.% Al и 0; 0,05; 0,1; 0,15; 0,2; 0,25; 0,3 мас.% C.
Порошковые смеси материала- прототипа были подвергнуты переделу, в результате чего были получены прутки диаметром 17 мм.
Порошковые смеси заявляемого материала были обработаны в аттриторе в течение 45 мин, из полученных гранул отпрессованы брикеты диаметром 54 мм и высотой 105 мм, которые затем после нагрева на воздухе до температуры 880oC с этой температуры были экструдированы в прутки диаметром 17 мм.
Из полученных прутков изготавливались стандартные образцы для определения твердости по Виккерсу и электропроводности.
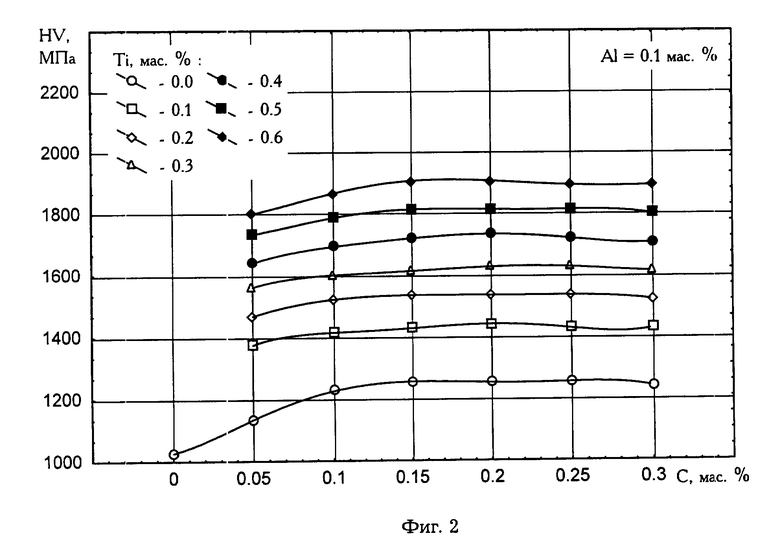
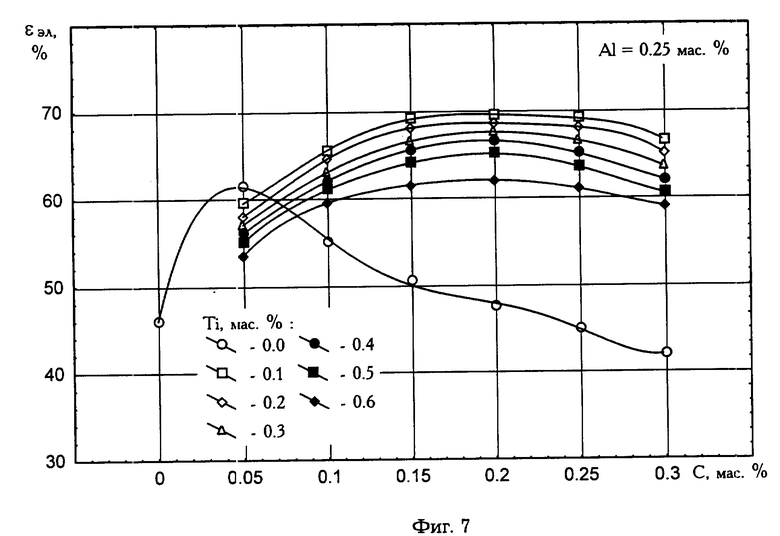
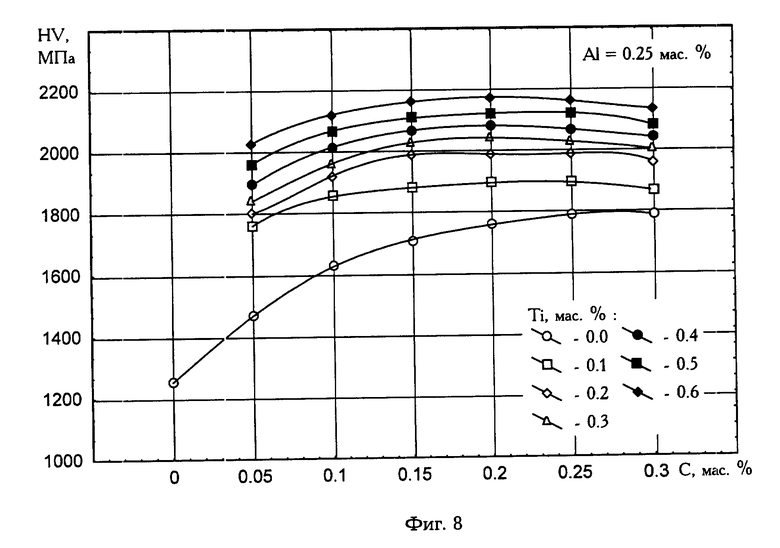
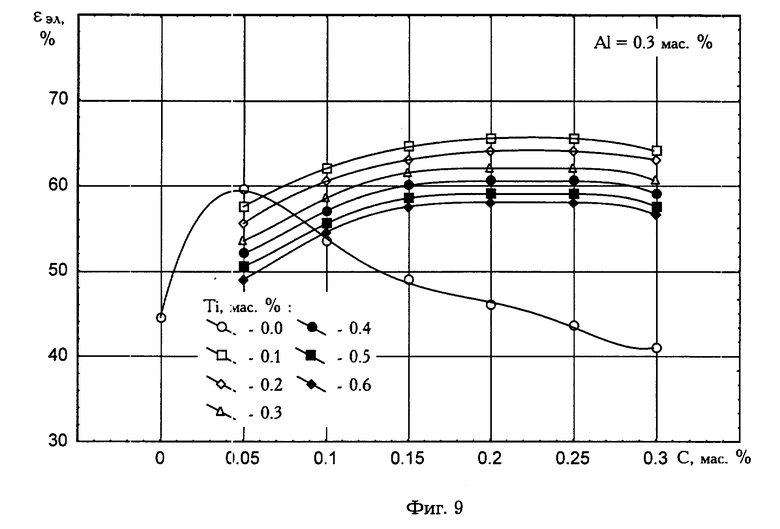
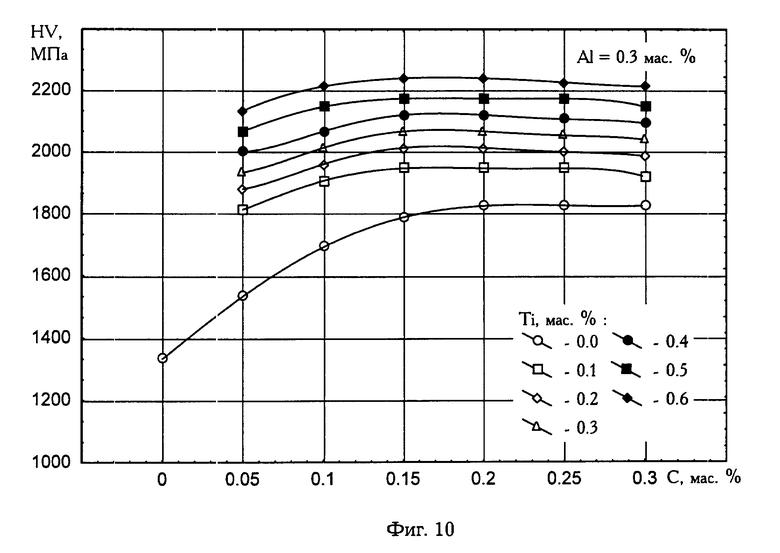
На фиг.1-10 представлены графики зависимости электропроводности и твердости материалов от содержания в шихте алюминия, титана и углерода.
Из анализа данных графиков можно заключить следующее:
а) введение в материал Cu-Al-C дополнительно титана в количестве 0,1-0,5 мас. % во всех рассмотренных случаях приводит к повышению электропроводности при одновременном увеличении твердости материала;
б) при содержании титана более 0,5 мас.% материал обладает большей твердостью, но имеет электропроводность, даже меньшую, чем нелегированный титаном материал (прототип), в связи с чем введение титана свыше 0,5 мас.% не является оправданным;
в) наиболее целесообразно содержание титана в пределах 0,2-0,5 мас.%, причем при содержании углерода и алюминия соответственно в пределах 0,1-0,25 мас.% и 0,15-0,25 мас.%.
В указанном диапазоне содержания компонентов электропроводность материала достигает 70% от электропроводности меди, что выше электропроводности материала-прототипа. При этом твердость по Виккерсу составляет до 2100 МПа, тогда как твердость материала-прототипа не поднималась выше 1800 МПа.
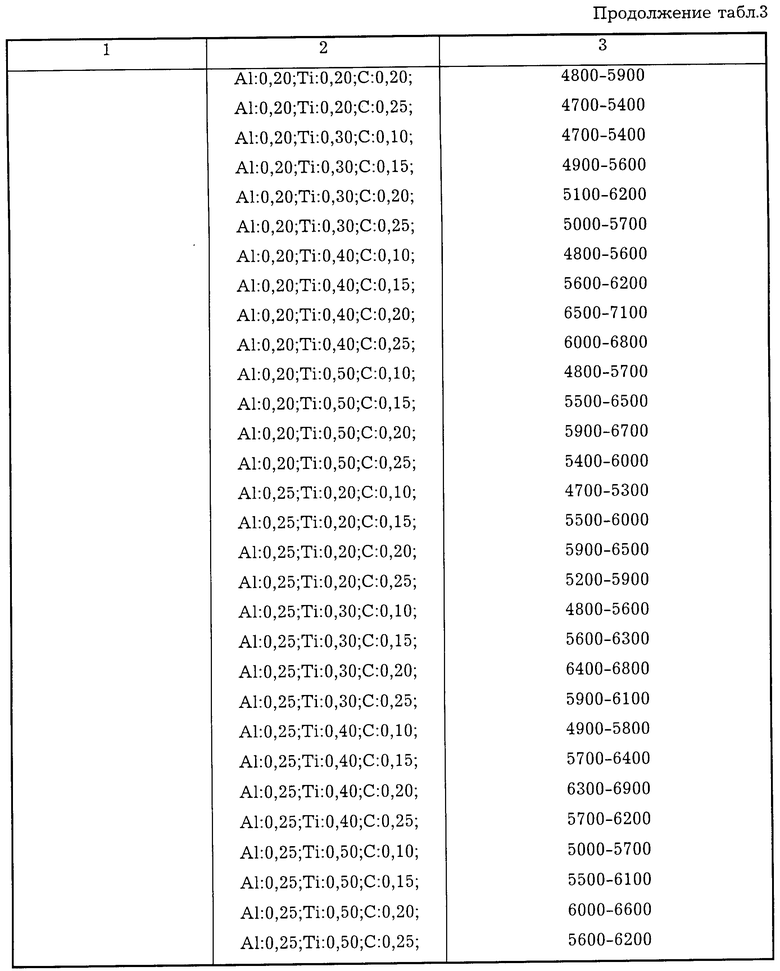
Пример. Для оценки стойкости электродов контактной сварки из заявляемого материала были изготовлены электроды по ГОСТ 14111-90 из прутков БрХ, БрХЦр, материала-прототипа и заявляемого материала.
Испытания проводились на контактной точечной машине МТ-1215 при сварке стали 08Ю толщиной 0,8+0,8 мм при следующих режимах сварки:
Iсв=10-11 кА; Pсв=230 кГс; tсв= 7 пер; темп сварки 40 точек/мин.
Критерием оценки качества материалов служило количество сваренных точек, полученных до увеличения контактной поверхности электродов на 20%, электродами, изготовленными из них.
Составы испытанных материалов и результаты испытаний электродов из них представлены в табл.3.
Приведенные в табл. 3 данные испытаний показывают, что электроды контактной сварки, изготовленные из заявляемого материала состава 0,15-0,25 мас. % Al; 0,1-0,25 мас.% C и 0,2-0,5 мас.% Ti, действительно имеют ресурс, превышающий ресурс электродов из бронзы БрХ и БрХЦр, а также материала- прототипа состава 0,4-1,0 мас.% Al и 0,15-0,3 мас.% C.
Как следует из приведенных данных, дополнительное введение титана в материал системы Cu-Al-C с одновременным уменьшением содержания в нем алюминия позволяет значительно поднять его электропроводность и температуру рекристаллизации. Благодаря указанным преимуществам заявляемого материала электроды контактной сварки, изготовленные из него, имеют более высокий ресурс работы, чем электроды из известных материалов, в том числе и прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2104139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНЫХ СВАРОЧНЫХ МАШИН | 1997 |
|
RU2118393C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2103103C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2116370C1 |
| ДИСПЕРСНО-УПРОЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2007 |
|
RU2355797C2 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОКОНТАКТНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2195511C2 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2109834C1 |
Целью изобретения является создание для электросварочного производства материала с высокими значениями электропроводности и температуры рекристаллизации, а также ресурса работы электродов контактной сварки из него. Дисперсно-упрочненный материал для электродов контактной сварки содержит следующие компоненты, мас.%: алюминий 0,15-0,25; углерод 0,1-0,25; титан 0,2-0,5; медь остальное. 10 ил., 3 табл.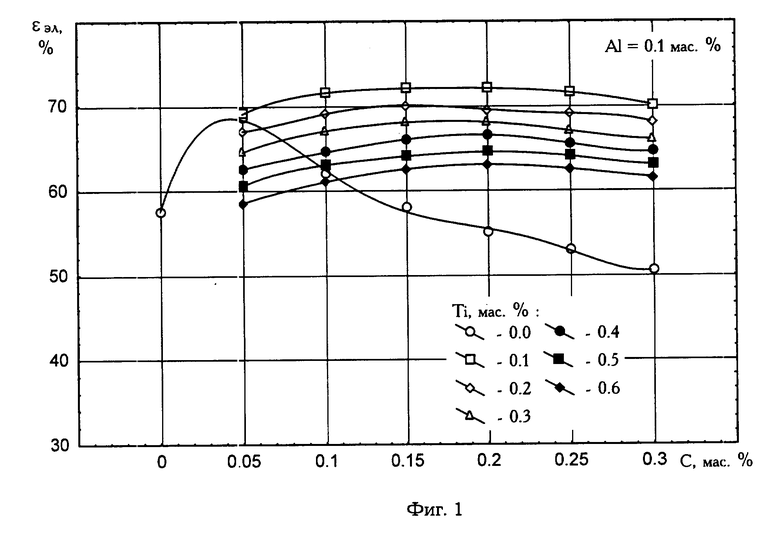
Дисперсно-упрочненный материал для электродов контактной сварки, содержащий медь, алюминий и углерод, отличающийся тем, что он дополнительно содержит титан при следующем соотношении компонентов, мас.
Алюминий 0,15 0,25
Углерод 0,1 0,25
Титан 0,2 0,5
Медь Остальноео
| Шалунов Е.П., Матросов А.П | |||
| Высокоресурсные токопроводящие наконечники для сварки проволочным электродом в среде защитных газов и материал для их изготовления | |||
| Способ пропитывания дерева | 1925 |
|
SU418A1 |
| Чебоксары: ЧувЦНТИ, 1996, с.3. | |||

