Изобретение относится к области просеивания материалов, а именно к способам управления просеивающими устройствами, применяемыми для разделения порошковых и сыпучих материалов (продуктов) с помощью сит. Предлагаемое изобретение может быть использовано для разделения металлических порошков и гранул, применяемых в аддитивном, порошковом и гранульном производствах.
Известен способ рассева гранул, при котором гранулы из раздаточного бункера поступают в камеру рассева на ситовое полотно, где выделяются гранулы фракции от 50 до 200 мкм, а гранулы менее 50 и крупнее 200 мкм отделяются через сходы (отверстия для удаления частиц) в отходы. Гранулы разделяются на ситовом полотне за счет колебательно-вращательного движения вибросита, создаваемого виброприводом. Для оптимальной работы вибросита обязательны такие колебания ситового полотна, при которых гранулы из его центральной зоны перемещаются к периферии, совершая одновременно движение по спирали. Регулировку подачи осуществляет оператор, который следит за количеством находящегося порошка на ситовом полотне через смотровое окно (Кошелев В.Я., Голубева Е.А., Дурманова Г.Я. Металлургия гранул. Выпуск 6. - М., ВИЛС, 1993, с. 239-246).
Недостатком данного способа является то, что управление рассевом осуществляется оператором вручную, что не обеспечивает высокой точности и воспроизводимости процесса рассеивания.
Известен способ управления просеивающей машиной, включающий, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания к просеивающей поверхности и на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на поверхности сита, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигается по просеивающей поверхности. Количество материала на поверхности просеивания определяют автоматически, а скорость подачи средств подачи задают на основе измерений автоматической системы управления таким образом, что скорость подачи изменяют на отличающуюся скорость подачи одним из следующих способов: используют верхнее и нижнее заранее заданные значения (valmax, valmin) измерений (valm) переменной, зависимой от количества материала на поверхности сита, и когда значение измерений (valm) достигает одного из заранее заданных значений, скорость средств подачи снижается, а когда значение измерений достигает другого заранее заданного значения, скорость средств подачи возрастает, или когда скорость изменений измеряемой величины (valm) превышает заранее заданное значение ((Δvalm/Δt)max), скорость средств подачи изменяется (RU 2333805 С2, 20.09.2008).
Основным недостатком данного способа является то, что регулировка подачи материала зависит только от количества материала на поверхности сита, но не от его гранулометрического состава и эффективности разделения. Таким образом, при различном исходном гранулометрическом составе партий на сите будет оставаться разное количество порошка, что не позволит эффективно разделять разнородные партии.
Наиболее близким аналогом является способ управления просеивающей машиной, включающей, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигают по просеивающей поверхности, в котором количество материала на поверхности просеивания определяют автоматически и задают скорость подачи материала. Одновременно с определением количества материала на поверхности просеивания ситовыми гранулометрами осуществляют автоматический контроль гранулометрического состава нижнего продукта и исходного материала, подаваемого на просеивающую поверхность, снабженную пластинами, расположенными в виде ступеней с зазором между ними, рассчитывают эффективность разделения и в зависимости от этого регулируют расход исходного материала ленточным питателем с регулируемой скоростью подачи (RU 2486968 С1, 10.07.2013).
Недостатком способа-прототипа является отсутствие управления траекториями движения частиц просеиваемого материала, что не позволяет получить максимальную эффективность разделения, так как даже при подаче небольшого количества материала может оказаться недостаточно времени его нахождения на ситовом полотне для просеивания (прохождения) через сито, поскольку порошок слишком быстро уйдет в сходы, а процесс рассева является вероятностным и многофакторным. Таким образом, добиться эффективного разделения только регулировкой расхода исходного материала во многих случаях невозможно.
Также недостатком данного способа является сложность расчета эффективности разделения и корректировки расхода исходного материала ленточным питателем. В частности, требуется определенное время для проведения ситового гранулометрического анализа и обработки результатов, в течение которых процесс должен быть остановлен или проходить по неоптимальному режиму.
Задачей предлагаемого изобретение является повышение эффективности управления просеивающей машиной и качества просеянного материала.
Техническим результатом является повышение процента извлечения целевой фракции из просеиваемого исходного материала, в том числе труднопросеиваемых (из-за склонности к адгезии и слипанию) металлических порошков и гранул крупностью менее 100 мкм, повышение производительности просеивающей машины.
Технический результат достигается предложенным способом управления просеивающей машиной, включающим подачу исходного материала на просеивающую поверхность, проведение рассева, при котором материал разделяется на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, и осуществление гранулометрического контроля состава второй фракции, при этом рассев проводят в три стадии, на первой стадии осуществляют подачу материала на просеивающую поверхность и одновременно с подачей проводят рассев за счет колебательно-вращательных движений просеивающей поверхности, в результате которых материал движется по круговым траекториям, на второй стадии прекращают подачу материала и проводят дорассев первой фракции за счет круговых движений по просеивающей поверхности, на третьей стадии проводят удаление первой фракции с просеивающей поверхности за счет задания просеивающей поверхности вращательного движения, в результате которого частицы уходят в сход.
Гранулометрический контроль состава второй фракции можно осуществить путем расчета процента извлечения целевой фракции из исходного материала по формуле:

где ПРизв.ц.фр - процент извлечения целевой фракции из исходного материала (порошка);
Мвт.ф. - масса второй фракции, полученной после рассева;
ПРзакр. - процент частиц во второй фракции, размер которых превышает размер частиц целевой фракции, по данным гранулометрического анализа;
Мисх.пор. - масса исходного материала;
ПРц.фр. - процент целевой фракции в исходном материале по данным гранулометрического анализа.
Целевая фракция представляет собой частицы размером менее номинального размера ячеек просеивающей поверхности.
Первая фракция представляет собой частицы порошка, которые не прошли через ячейки просеивающей поверхности (ситового полотна) при рассеве, в основном крупнее размера ячейки, однако при неполном извлечении целевой фракции может содержать значительное ее количество.
Вторая фракция представляет собой частицы порошка, которые прошли через ячейки сита при рассеве, в основном меньше размера ячеек просеивающей поверхности, однако также практически всегда содержит закрупненные частицы.
Закрупненные частицы - частицы большего размера, чем номинальный размер ячейки просеивающей поверхности, однако которые проходят через ячейки, имеющие отклонения от номинального размера. Таким образом, вторая фракция практически всегда содержит некоторое количество закрупненных частиц.
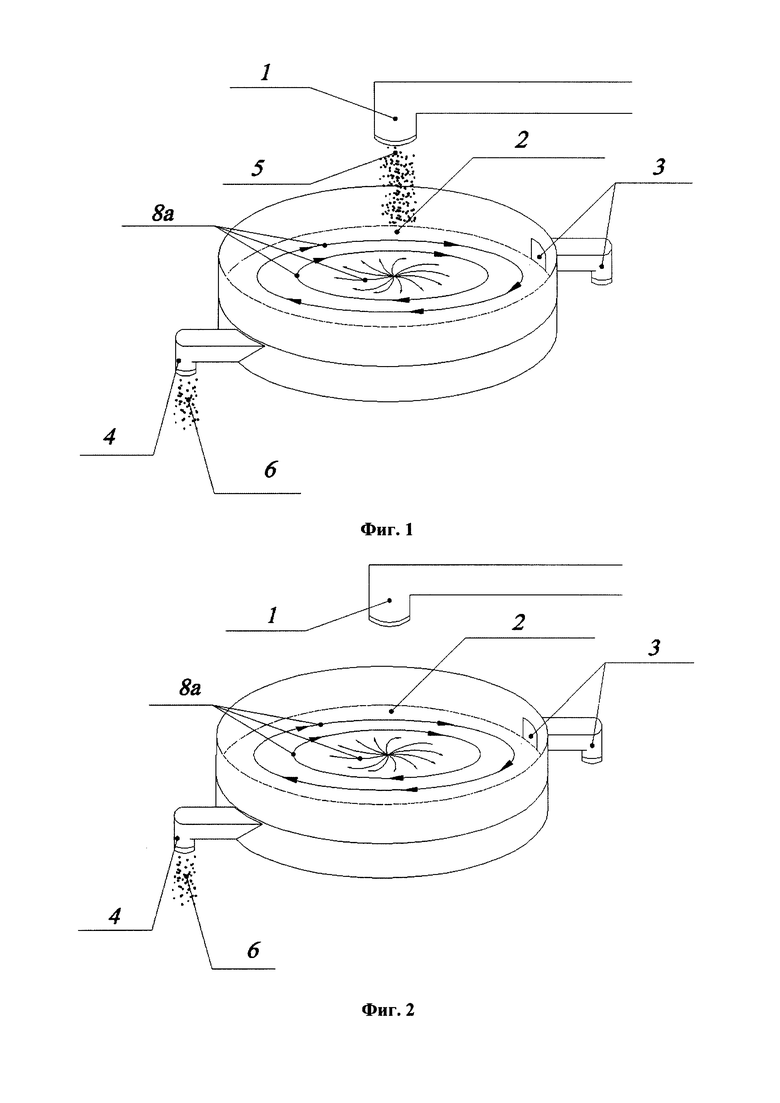
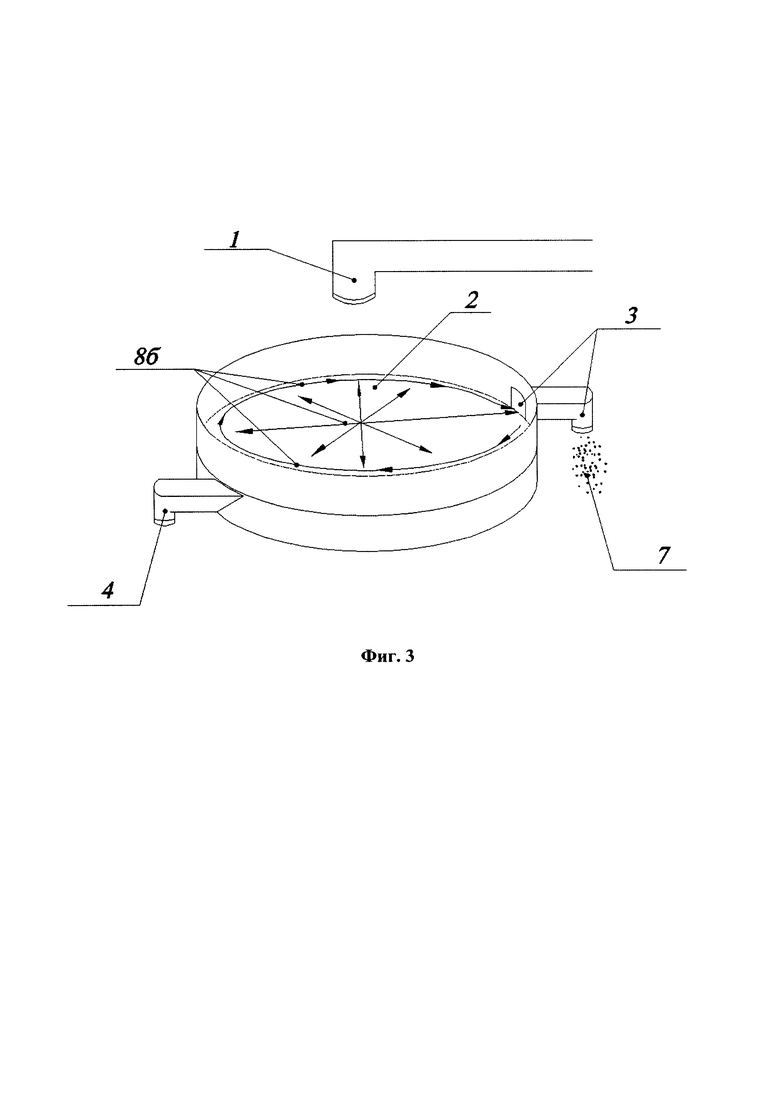
Трехстадийный (непрерывно-периодический) способ управления просеивающей машиной представлен на фигурах 1-3. На фиг. 1 изображен рассев (разделение) поступающего на просеивающую поверхность (ситовое полотно) исходного материала на первую и вторую фракции. На фиг. 2 изображен дорассев исходного материала на первую и вторую фракции, при котором подача исходного материала отключена. На фиг. 3 изображено удаление отделенной первой фракции с просеивающей поверхности (ситового полотна) в сход (отверстие).
Цифрами на фигурах обозначены:
1 - шнековый питатель для подачи исходного материала,
2 - просеивающая поверхность (ситовое полотно),
3 - сход (отверстие) с отводящим патрубком для выхода первой фракции с просеивающей поверхности,
4 - сход (отверстие) с отводящим патрубком для выхода второй фракции,
5 - подаваемый на ситовое полотно исходный материал,
6 - частицы второй фракции материала,
7 - частицы первой фракции материала,
8а - круговая траектория движения частиц материала по ситовому полотну на первой и второй стадиях,
8б - центробежная (от центра к периферии) траектория движения частиц материала по полотну ситовому на третьей стадии.
Авторами установлено, что за счет движения частиц материала на первой и второй стадии рассева по круговым траекториям 8а, которые обеспечиваются за счет колебательно-вращательных движений просеивающей поверхности 2, без возможности ухода в сход 3 и создаются условия, при которых обеспечивается контролируемое эффективное отделение второй фракции (в том числе труднопросеиваемых из-за склонности к адгезии и слипанию фракций менее 100 мкм), проходящей через сито за наименьший интервал времени с высоким процентом извлечения целевой фракции от остающейся на просеивающей поверхности первой фракции и повышенной производительностью.
На первой стадии рассева подача на просеивающую поверхность 2 исходного материала 5 осуществляется шнековым питателем 1, при этом для обеспечения повторяемости результатов подача происходит непрерывно и с заданной скоростью (одинаковыми порциями). Попадая на просеивающую поверхность 2, исходный материал 5 начинает двигаться по круговой траектории 8а и не уходит в сход 3. В процессе движения от исходного материала постепенно отсеивается вторая фракция 6 и по отверстию отводящего патрубка 4 она попадает в накопительный бункер (на чертеже не показан).
На второй стадии прекращается подача исходного материала 5 через шнековый питатель 1, и за счет движения материала по круговым траекториям 8а по просеивающей поверхности 2 в течение заданного времени происходит дорассев материала через ячейки ситового полотна просеивающей поверхности 2, и вторая фракция уходит по отверстию отводящего патрубка 4 в накопительный бункер (на чертеже не показан). На второй стадии дополнительно повышается суммарное извлечение целевой фракции просеянного материала.
На третьей стадии осуществляется сброс оставшегося на просеивающей поверхности 2 частиц первой фракции материала 7 за счет изменения траектории движения с круговой 8а на центробежную 8б с выходом ее в сход (отверстие) с отводящий патрубок 3 для удаления первой (крупной) фракции материала с просеивающей поверхности.
Все стадии в указанной последовательности повторяются в автоматическом режиме до полного завершения рассева.
Известно, что вибрация просеивающей поверхности создается дисбалансными грузами эксцентрикового колебателя, расположенными на верхнем и нижнем концах вала мотора соответственно. Вращение верхнего дисбалансного груза эксцентрикового колебателя просеивающей машины создает вибрацию в горизонтальной плоскости, а вращение нижнего груза создает наклонные силы, вызывающие вибрацию в вертикальных и тангенциальных плоскостях. Установка угла между осью вращения верхнего и осью вращения нижнего дисбалансного груза эксцентрикового колебателя в интервале от 0 до 360 градусов предоставляет возможность регулировки спиралевидного перемещения материала по просеивающей поверхности.
Установка указанного угла в диапазоне 60-120 град обеспечивает движение частиц от центра по наиболее закрученной спирали, что обеспечивает наиболее эффективное извлечение целевой фракции на первой и второй стадиях рассева.
Изменение указанного угла с 60-120 град на первой и второй стадиях до 0-20 град на третьей стадии способствует эффективному удалению частиц первой фракции материала с поверхности ситового полотна, после того как вторая фракция просеялась через него. Накопившуюся на ситовом полотне первую фракцию необходимо периодически сбрасывать, чтобы не происходило уменьшение производительности процесса, из-за ухудшения доступа вновь поступающих порций исходного материала к ситовой поверхности.
Задание частоты колебаний просеивающей поверхности на первой и второй стадиях рассева в диапазоне от 15 от 25 Гц приводит к интенсификации процесса рассева, что позволяет сократить время рассева при сохранении процента извлечения целевой фракции.
Примеры осуществления.
На промышленной ультразвуковой просеивающей машине с круглой горизонтально расположенной ситовой просеивающей поверхностью с диаметром 600 мм проводили рассев порошка никелевого сплава на целевую фракцию менее 63 мкм предложенным способом управления просеивающей машиной и для сравнения способом без применения трехстадийного рассева и расчета (стандартным способом). Для рассева применяли ситовое полотно по ГОСТ 6613 с размером ячеек 63 мкм.
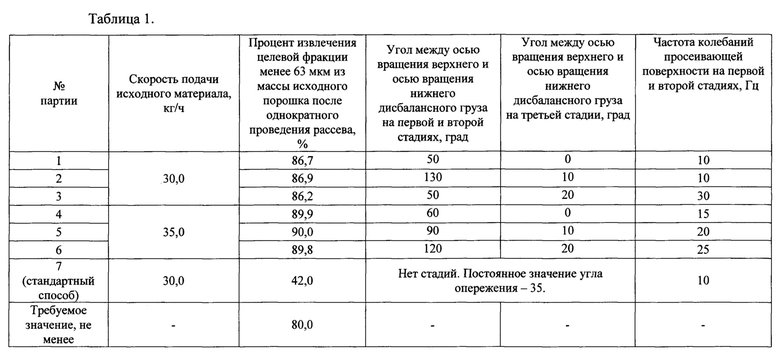
Для рассева были выбраны семь партий порошка, полученные в идентичных производственных условиях. Шесть партий рассевались предложенным способом управления просеивающей машиной (трехстадийным непрерывно-периодическим режимом) и одна партия стандартным способом. Четыре партии исходного материала рассевались со скоростью 30,0 кг/ч, три партии порошка - со скоростью 35,0 кг/ч и при частоте колебаний просеивающей поверхности 15-25 Гц.
Колебательно-вращательные движения, в результате которых материал двигался по круговым траекториям (для первых двух стадий), и вращательные движения просеивающей поверхности, в результате которых первая фракция уходила в сход, обеспечивались за счет вибропривода, подсоединенного к просеивающей поверхности, и сменялись в автоматическом режиме, который задавался при помощи блока управления просеивающей машины.
Требуемый минимальный процент извлечения целевой фракции менее 63 мкм составляет не менее 80,0% в соответствии с производственными и технико-экономическими требованиями к процессу рассева.
В соответствии со стандартным способом управления, предусмотренным для просеивающих машин с круглой горизонтально расположенной ситовой просеивающей поверхностью, порошок подавался на просеивающую поверхность (ситовое полотно) 2, после чего он двигался по спиральной траектории от центра к периферии и далее двигался вдоль стенки корпуса просеивающей машины (обечайки), попадая в сход (отверстие в стенке обечайки) и через него уходя в отводящий патрубок 3.
Процент извлечения фракции менее 63 мкм из массы исходного порошка оценивали по формуле (1).
Гранулометрический состав порошка (исходного материала, второй фракции) определяли методом лазерной дифракции на приборе измерения размера частиц Analysette 22 Nanotec plus с общим диапазоном измерений 0,01-2000 мкм по ГОСТ 8.777 «Дисперсный состава аэрозолей и взвесей. Определение размеров частиц по дифракции лазерного излучения».
Режимы проведения рассева и процент извлечения целевой фракции менее 63 мкм из массы исходного порошка после однократного проведения рассева приведены в таблице 1.
Как видно из таблицы 1, процент извлечения целевой фракции материала предложенным способом составил 86,2-90,0%, что более чем в два раза выше процента извлечения целевой фракции стандартным способом (42,0%).
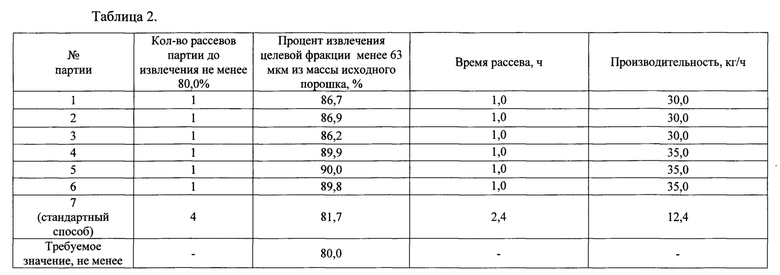
Далее для партии №7 были проведены дополнительные рассевы до извлечения целевой фракции в количестве более 80,0%. Для этого потребовалось четыре последовательных рассева. После четвертого рассева процент извлечения превысил 80,0 и составил 81,7%.
Расчет производительности осуществлялся по расчету времени от начала рассева партии до полного окончания рассева, до достижения требуемого уровня процента извлечения целевой фракции. При однократном рассеве производительность фактически равна скорости подачи. При дополнительных (повторных просевах) ко времени первого просева добавляется время дополнительных просевов.
Значения производительности предложенного способа и стандартного способа при извлечении не менее 80,0% целевой фракции приведены в таблице 2.
Как видно из таблицы 2, при необходимости извлечения более 80,0% целевой фракции производительность для партии №7 за счет 4-х пересевов составила 12,4 кг/ч, в то время как для партий №№1-6 составила 30 кг/ч.
Таким образом, предлагаемый способ управления просеивающей машиной позволил за счет применения трехстадийного (непрерывно-периодического) режима повысить процент извлечения целевой фракции менее 63 мкм. При необходимости извлечения более 80,0% целевой фракции он обладает значительно более высокой производительностью, нежели стандартный способ.
Высокая производительность и эффективность извлечения целевой фракции просеивающей машины с реализованным трехстадийным (непрерывно-периодического) режимом позволяют отказаться от дополнительных (повторных) рассевов. Кроме того, повторный рассев приводит к снижению однородности получаемого порошка.
В то же время способ-прототип не может обеспечить высокого процента извлечения целевой фракции из просеиваемого исходного материала и не может обеспечить высокую производительность на уровне предлагаемого способа. Поскольку в конструкции просеивающей машины, используемой в способе-прототипе, используется просеивающая поверхность, снабженная пластинами, расположенными в виде ступеней с зазором между ними, она в принципе не предусматривает возможности осуществления трехстадийного рассева порошка, при котором он рассеивается по всей поверхности сита и может двигаться по круговым и центробежным траекториям.
Предлагаемый способ позволяет снизить влияния человеческого фактора, повысить повторяемость результатов процесса рассева за счет его ведения в автоматическом режиме реализованного системой управления и точной дозировкой шнекового питателя при подаче. Также позволяет использовать более компактные установки для рассева за счет высокой производительности и эффективности.
Кроме того, предлагаемый способ особенно эффективен при просеивании (разделении) металлических порошков и гранул в аддитивном и гранульном производствах, в том числе для выделения труднопросеиваемых порошков и гранул средних фракций от 30 мкм до 250 мкм.
Установка угла между осью вращения верхнего и осью вращения нижнего дисбалансного груза эксцентрикового колебателя на первой и второй стадиях рассева в диапазоне от 60 до 120 град позволяет дополнительно повысить эффективность извлечения целевой фракции, а задание частоты колебаний просеивающей поверхности на первой и второй стадиях рассева в диапазоне от 15 от 25 Гц приводит к более полной интенсификации процесса рассева, что позволяет сократить время рассева при сохранении процента извлечения целевой фракции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ОКОЛОПЛОДНИКА СУХОПЛОДНЫХ ВИДОВ ЛОХА | 2009 |
|
RU2412717C1 |
| Способ ситовой классификации металлических порошков | 1990 |
|
SU1776452A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА С ПРИМЕНЕНИЕМ ВАЛЬЦОВОГО КОМПАКТОРА | 2014 |
|
RU2576438C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОБЕЛКОВЫХ РАСТИТЕЛЬНЫХ ПРОДУКТОВ, ПРЕИМУЩЕСТВЕННО КРУПКИ, ИЗ ШРОТА/ЖМЫХА ПОДСОЛНЕЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602841C2 |
| СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ СЫПУЧИХ ПРОДУКТОВ ТИПА МУКИ, И/ИЛИ КРУП, ОТРУБЕЙ, МУЧНЫХ СМЕСЕЙ, И/ИЛИ КОМБИКОРМОВ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ МУКИ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КРУП И СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КОМБИКОРМОВ | 1997 |
|
RU2095143C1 |
| Способ выработки гречневой лузги | 1980 |
|
SU906604A1 |
| УСТРОЙСТВО ДЛЯ ПОМОЛА ЗЕРНА | 1996 |
|
RU2102148C1 |
| КЛАССИФИКАТОР МЕЛКОДИСПЕРСНОГО ПОРОШКА В ГАЗОВОЙ СРЕДЕ | 2005 |
|
RU2300428C1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ СЫРЬЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2006 |
|
RU2329105C1 |
| СПОСОБ ПРОИЗВОДСТВА ВСПУЧЕННОГО ЯЧМЕНЯ | 1992 |
|
RU2030882C1 |
Изобретение относится к области просеивания материалов, а именно к способам управления просеивающими устройствами, применяемыми для разделения порошковых и сыпучих материалов (продуктов) с помощью сит. Может быть использовано для разделения металлических порошков и гранул, применяемых в аддитивном, порошковом и гранульном производствах. Способ управления просеивающей машиной включает подачу исходного материала на просеивающую поверхность, проведение рассева, при котором материал разделяется на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, и осуществление гранулометрического контроля состава второй фракции. Рассев проводят в три стадии. На первой стадии осуществляют подачу материала на просеивающую поверхность и одновременно с подачей проводят рассев за счет колебательно-вращательных движений просеивающей поверхности, в результате которых материал движется по круговым траекториям. На второй стадии прекращают подачу материала и проводят дорассев первой фракции за счет круговых движений по просеивающей поверхности. На третьей стадии проводят удаление первой фракции с просеивающей поверхности за счет задания просеивающей поверхности вращательного движения, в результате которого частицы уходят в сход. Технический результат - повышение процента извлечения целевой фракции из просеиваемого исходного материала, в том числе труднопросеиваемых металлических порошков и гранул крупностью менее 100 мкм, повышение производительности просеивающей машины. 3 з.п. ф-лы, 2 табл., 3 ил.
1. Способ управления просеивающей машиной, включающий подачу исходного материала на просеивающую поверхность, проведение рассева, при котором материал разделяется на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, и осуществление гранулометрического контроля состава второй фракции, отличающийся тем, что рассев проводят в три стадии, на первой стадии осуществляют подачу материала на просеивающую поверхность и одновременно с подачей проводят рассев за счет колебательно-вращательных движений просеивающей поверхности, в результате которых материал движется по круговым траекториям, на второй стадии прекращают подачу материала и проводят дорассев первой фракции за счет круговых движений по просеивающей поверхности, на третьей стадии проводят удаление первой фракции с просеивающей поверхности за счет задания просеивающей поверхности вращательного движения, в результате которого частицы уходят в сход.
2. Способ по п. 1, отличающийся тем, что гранулометрический контроль состава второй фракции осуществляют путем расчета процента извлечения целевой фракции из исходного материала по формуле:
ПРизв.ц.фр. = Мвт.ф.*(1 - ПРзакр)/(Мисх.пор *ПРц.фр.),
где ПРизв.ц.фр. - процент извлечения целевой фракции из исходного материала (порошка);
Мвт.ф. - масса второй фракции, полученной после рассева;
ПРзакр. - процент частиц во второй фракции, размер которых превышает размер частиц целевой фракции, по данным гранулометрического анализа;
Мисх.пор. - масса исходного материала;
ПРц.фр. - процент целевой фракции в исходном материале по данным гранулометрического анализа.
3. Способ по п. 1, отличающийся тем, что угол между осью вращения верхнего и осью вращения нижнего дисбалансного груза эксцентрикового колебателя на первой и второй стадиях рассева устанавливают в диапазоне от 60 до 120 град, а на третьей стадии его изменяют до значения в диапазоне от 0 до 20 град.
4. Способ по п. 1, отличающийся тем, что частоту колебаний просеивающей поверхности на первой и второй стадиях рассева задают в диапазоне от 15 до 25 Гц.
| СПОСОБ УПРАВЛЕНИЯ ПРОСЕИВАЮЩЕЙ МАШИНОЙ | 2012 |
|
RU2486968C1 |
| Виброрешетная семяочистительная машина | 1990 |
|
SU1708439A1 |
| МНОГОЧАСТОТНАЯ СИТОВАЯ СБОРКА ДЛЯ КРУГОВОГО ВИБРАЦИОННОГО СЕПАРАТОРА | 2011 |
|
RU2478445C1 |
| Устройство для классификации тонкозернистых материалов | 1972 |
|
SU444568A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОСЕИВАЮЩЕЙ МАШИНОЙ И ПРОСЕИВАЮЩАЯ МАШИНА | 2003 |
|
RU2333805C2 |
| Устройство для протягивания фильма без перфорации | 1934 |
|
SU43797A1 |
| US 5542548 A, 06.08.1996. | |||

