Изобретение относится к способам управления просеивающими устройствами.
Известен способ контроля потерь сыпучих материалов в процессе грохочения (патент №774618, кл. В07В 1/00, 30.10.1980), включающий непрерывное измерение выхода подрешетных классов на контрольном участке у разгрузочного конца грохота одновременно с измерением выхода надрешетного продукта на этом же участке.
Недостатком данного способа является невозможность оперативного влияния на процесс потерь материала, также данный способ не дает реальное представление о протекающем процессе разделения, предоставляя лишь данные по выходам.
Известен способ управления процессом грохочения при помощи регулирования натяжения сита и изменения угла его наклона в направлении движения материала (патент № SU 1419756 A1, опубл. 30.08.1988), где с целью повышения качества грохочения на ситах, склонных к вытягиванию, причем угол наклона сита изменяют в зависимости от величины его продольной вытяжки, при этом с увеличением вытяжки увеличивают угол наклона. Изменения угла происходит посредством специального механизма, получающего сигнал от датчика натяжения сетки.
Недостатком данного способа является то, что механизм изменения угла наклона грохота требует значительных изменений в устройстве аппарата, а также не позволяет контролировать эффективность процесса, давая лишь возможность управлять размерами ячеек сита в свету, что, несомненно, отрицательно сказывается на качестве продуктов разделения.
Известен способ управления просеивающей машиной (патент RU №2333805, опубл. 20.09.2008), принимаемый за прототип и включающий, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания к просеивающей поверхности и на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на поверхности сита, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигается по просеивающей поверхности, в которой количество материала на поверхности просеивания определяют автоматически, а скорость подачи средств подачи задают на основе измерений автоматической системы управления таким образом, что скорость подачи изменяют на отличающуюся скорость подачи одним из следующих способов:
используют верхнее и нижнее заранее заданные значения (valmax, valmin) измерений (valm) переменной, зависимой от количества материала на поверхности сита, и когда значение измерений (valm) достигает одного из заранее заданных значений, скорость средств подачи снижается, а когда значение измерений достигает другого заранее заданного значения, скорость средств подачи возрастает, или когда скорость изменений измеряемой величины (valm) превышает заранее заданное значение (valm/Δt)max), скорость средств подачи изменяется.
Основным недостатком является то, что данный способ не позволяет эффективного регулировать подачу материала в зависимости от гранулометрического состава исходного питания из-за невозможности определения гранулометрического состава материала.
Техническим результатом изобретения является повышение эффективности управления просеивающей машиной.
Технический результат достигается тем, что в способе управления просеивающей машиной, включающей, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигают по просеивающей поверхности, в котором количество материала на поверхности просеивания определяют автоматически и задают скорость подачи материала, одновременно с определением количества материала на поверхности просеивания, ситовыми гранулометрами осуществляют автоматический контроль гранулометрического состава нижнего продукта и исходного материала, подаваемого на просеивающую поверхность, снабженную пластинами, расположенными в виде ступеней с зазором между ними, рассчитывают эффективность разделения и в зависимости от этого регулируют расход исходного материала ленточным питателем с регулируемой скоростью подачи.
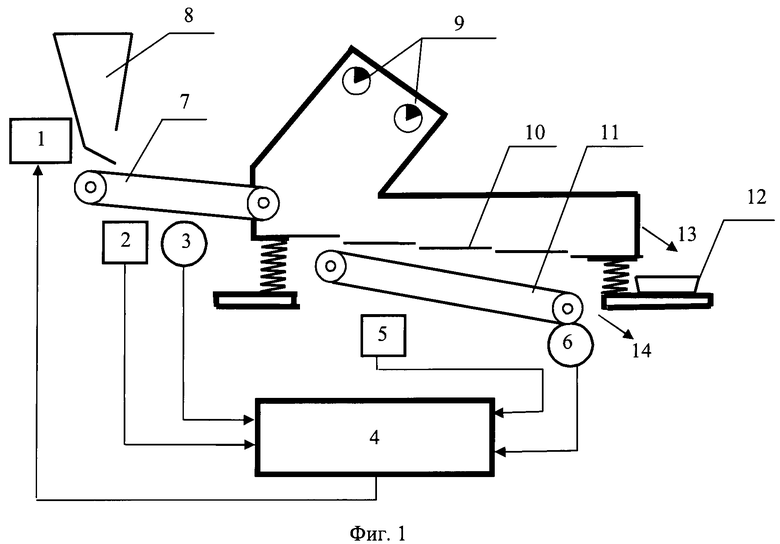
Схема способа управления просевающей машиной поясняется чертежом фиг.1. На данном чертеже изображен вибрационный классификатор, позволяющий получить два продукта разделения: верхний 13 - оставшийся на рабочей поверхности и нижний 14 - прошедший через просевающую поверхность. Продукт В собирается в емкость для крупного материала 12, продукт Н собирается на конвейере 11 и направляется на дальнейший передел.
Разделение материала происходит следующим образом. Из бункера 8 исходная руда подается на ленточный конвейер-питатель 7. Далее материал с конвейер-питатель 7 поступает на вибрирующую рабочую поверхность аппарата 10. Вибрация рабочей поверхности передается с помощью двух дебалансных возбудителей 9. Причем специально подобранный режим вибрации обеспечивает интенсивную сегрегацию частиц материала, поступающего на рабочую поверхность 10. Разделение на фракции крупности сегрегированного при вибрационном перемещении, к разгрузочному концу, сыпучего материала происходит через просеивающую поверхность, снабженную пластинами, расположенными в виде ступеней с зазором между ними.
Высоту и ширину зазоров определяют в ходе предварительных испытаний исходя из необходимой крупности разделения d.
Способ управления просевающей машиной заключается в следующем. От поступающего на рабочую поверхность 10 материала, через заданный интервал времени отбирается представительная проба для ее последующего анализа на ситовом гранулометре 3. При этом размер ячейки сита в гранулометре 3 выбирается равной крупности разделения d. На ленточный конвейер-питатель 7 устанавливаются конвейерные весы 2, которые измеряют массу поступающего на машину материала за период между двумя отборами пробы для определения гранулометрического состава на ситовом гранулометре 3. При разгрузке материала также как и при подаче, отбирается проба для анализа фракции Н на ситовом гранулометре 6. Причем отбор пробы производится через заданный промежуток, равный времени прохождения материала по рабочей поверхности машины. Также конвейерными весами 5 измеряется масса поступившего за контрольный период материала фракции Н.
Полученные данные от ситовых гранулометров 6 и 3 и конвейерных весов 2 и 5 поступают в микроконтроллер 4, где происходит обработка и вычисление эффективности разделения Е по следующей формуле:

где Q2 - масса второго продукта, полученная от конвейерных весов 5; Q - масса исходного питания, полученная от конвейерных весов 2; α+d - масса классов крупнее крупности разделения d в поступающем материале; α-d - масса классов мельче крупности разделения d в поступающем материале; β+d - масса классов крупнее крупности разделения d в пробе, отобранной от второго продукта; β-d - масса классов мельче крупности разделения d в пробе, отобранной от второго продукта, m и m2 - массы проб, отобранных для анализа на ситовых гранулометрах соответственно от исходного питания и второго продукта.
Далее рассчитанное значение эффективности разделения Е сравнивается с заданным значением эффективности разделения Езад.. Если полученное значение Е<Езад., то подается сигнал тиристорному преобразователю частоты (ТПЧ) 1 - снизить скорость ленточного конвейера-питателя 7. Если полученное значение Е>Езад., то подается сигнал ТПЧ (1) на повышение скорости ленточного конвейера-питателя 7. Если полученное значение Е=Езад., то скорость подачи материала остается неизменной.
Способ позволяет повысить эффективность управления просеивающей машиной, что позволяет повысить качество разделения материалов по крупности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления просеивающей машиной | 2020 |
|
RU2746722C1 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ КВАРЦЕВОГО ПЕСКА | 2016 |
|
RU2628971C1 |
| СПОСОБ ПЕРЕРАБОТКИ ГОРЕЛОЙ ПОРОДЫ С ПОЛУЧЕНИЕМ ЗАПОЛНИТЕЛЯ ДЛЯ БЕТОННОЙ СМЕСИ И БЕТОННАЯ СМЕСЬ С ИСПОЛЬЗОВАНИЕМ ТАКОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2462425C1 |
| Вибрационный грохот | 2016 |
|
RU2616042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНОГО РЕЦИКЛАТА ИЗ КВАРЦЕВОГО КОМПОЗИТА | 2022 |
|
RU2813505C1 |
| СТРУННЫЙ ГРОХОТ | 2014 |
|
RU2568460C1 |
| СПОСОБ ОБОГАЩЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 1997 |
|
RU2130340C1 |
| Способ грохочения | 1990 |
|
SU1761304A1 |
| Автоматический гранулометр сыпучих материалов | 1984 |
|
SU1241106A1 |
| Роботизированная система определения воздухопроницаемости и способ и система управления процессом спекания | 2021 |
|
RU2777949C1 |
Изобретение относится к способам управления просеивающими устройствами. Способ управления просеивающей машиной включает, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигают по просеивающей поверхности, в которой количество материала на поверхности просеивания определяют автоматически и задают скорость подачи материала. Одновременно с определением количества материала на поверхности просеивания, ситовыми гранулометрами осуществляют автоматический контроль гранулометрического состава нижнего продукта и исходного материала, подаваемого на просеивающую поверхность, снабженную пластинами, расположенными в виде ступеней с зазором между ними. Рассчитывают эффективность разделения и в зависимости от этого регулируют расход исходного материала ленточным питателем с регулируемой скоростью подачи. Технический результат - повышение эффективности управления просеивающей машиной. 1 ил.
Способ управления просеивающей машиной, включающей, по крайней мере, одну просеивающую поверхность, средства подачи, которые подают материал для просеивания на просеивающую поверхность, где материал разделяют на первую фракцию, остающуюся на просеивающей поверхности, и на вторую фракцию, проходящую через просеивающую поверхность, когда материал продвигают по просеивающей поверхности, в котором количество материала на поверхности просеивания определяют автоматически и задают скорость подачи материала, отличающийся тем, что одновременно с определением количества материала на поверхности просеивания ситовыми гранулометрами осуществляют автоматический контроль гранулометрического состава нижнего продукта и исходного материала, подаваемого на просеивающую поверхность, снабженную пластинами, расположенными в виде ступеней с зазором между ними, рассчитывают эффективность разделения и в зависимости от этого регулируют расход исходного материала ленточным питателем с регулируемой скоростью подачи.
| СПОСОБ УПРАВЛЕНИЯ ПРОСЕИВАЮЩЕЙ МАШИНОЙ И ПРОСЕИВАЮЩАЯ МАШИНА | 2003 |
|
RU2333805C2 |
| Способ контроля потерь сыпучих материалов в процессе грохочения | 1978 |
|
SU774618A1 |
| Устройство для контроля гранулометрического состава материала | 1984 |
|
SU1203404A1 |
| Вибрационный классификатор | 1979 |
|
SU848094A1 |
| Способ автоматического регулирования процесса грохочения | 1974 |
|
SU580015A1 |
| Способ контроля потерь подрешетных классов сыпучего материала в надрешетном продукте при сортировке в барабанном грохоте | 1974 |
|
SU489534A1 |
| Устройство для зажигания игнайтрона | 1940 |
|
SU63258A1 |
| Ваттметр для измерения мощности электромагнитной волны, проходящей в волноводе | 1949 |
|
SU89989A1 |
| Способ электроэрозионной обработки фасонныхпОВЕРХНОСТЕй | 1973 |
|
SU598293A1 |
| JP 60227872 A1, 13.11.1985. | |||

