Изобретение имеет отношение к просеивающим устройствам, более точно к оборудованию, используемому для подачи просеивающих устройств, а также к способам их управления.
Прежде был известен способ разделения фракций различных размеров из материала путем просеивания. Для этих целей был разработан ряд различных сит, в качестве примера можно привести вибрационное сито и барабанное сито. Для облегчения подачи на сито и выгрузки просеянного материала изредка сито снабжено собственной системой подачи энергии и собственной системой контроля таким образом, что сито, система подачи энергии и система контроля по отдельности могут образовывать просеивающую машину, но обычно различное подающее оборудование и зарядные устройства связаны с просеивающей машиной. Подобными устройствами могут быть, например, вибрационные движители, конвейеры, маятниковые движители и т.д.
На практике просеивающие машины часто сочетаются хотя бы с системой подачи энергии, системой контроля, ситом, подающим конвейером и зарядным конвейером. Такое простое устройство способно выполнять простой процесс просеивания, начиная с подачи материала на сито и заканчивая выгрузкой фракций просеянного материала с сита.
Обычно подают материалы, включающие различные материалы грунта, такие как гравий, карьерный каменный материал, верхний слой почвы (перегной) и торф, а также различные продукты, побочные продукты и отходы индустриальных процессов.
Известно также, что просеивающую машину указанного типа снабжают различными вспомогательными устройствами, которые в дальнейшем облегчают просеивание. Одно такое устройство - дробилка, которая дробит куски в подаваемом материале, который может забивать отверстия в сетке, если они достигают сита целиком. Такие куски могут включить, например, пни с корнями, палки, ветви или древесину.
Просеивающая машина часто включает два различных конвейера разгрузки, где очищенный материал и отходы с сита могут разгружаться далеко друг от друга, не смешиваясь друг с другом после просеивания. Если сито оборудовано несколькими ярусами просеивания, сито тогда оборудуется еще большим числом конвейеров таким образом, что отходы с самого верхнего яруса сита и очищенный материал с каждого яруса сита могут переноситься как можно дальше от просеивающей машины. Предпочтительнее длинные конвейеры разгрузки, что позволяет транспортировать штабеля материалов так далеко от просеивающей машины, насколько возможно. Одновременно их концы разгрузки могут быть помещены на более высокий уровень, чем достигается больший объем сгруженного материала.
Известно, кроме того, что оборудуют просеивающие машины колесами или гусеницами, чтобы облегчить их перемещение. Система подачи энергии просеивающей машины обычно основывается на электрической подаче энергии или гидравлической подаче энергии. Источник энергии обычно - дизельный двигатель, отдельный электрический генератор или общественная система подачи электроэнергии.
В своей самой простой форме система контроля просеивающей машины исполнен таким образом, что пользователь запускает и останавливает каждый обрабатывающий блок просеивающей машины отдельно, действуя на клапаны гидравлической цепи или выключатели электропривода. Как правило, просеивающие машины также содержат одно или более устройств экстренной остановки, типичных для рабочих машин.
Более сложные устройства используют различные системы управления на основе микропроцессора, что позволяет облегчить использование машины. Известно, например, что оборудуют просеивающую машину системой контроля ПЛД (программируемый логический диспетчер), где весь процесс просеивающей машины может начинаться и останавливаться в соответствии с запрограммированной последовательностью запуска и остановки нажатием одной кнопки.
Известно также, что оборудуют обрабатывающие блоки просеивающей машины различными видами датчиков, указывающими статус операции машины пользователю. Например, контролируя рабочую скорость собственно сита или его входящей энергии, можно определить, является ли загрузка сита соответствующей его вместимости.
Известно, что сходным образом используют системы датчиков, чтобы указать различные ошибки в машине пользователю. Включая такое условие, контролирующее датчики в системе контроля на основе микропроцессора, можно заставить просеивающую машину сократить процесс просеивания под контролем в соответствии с запрограммированной последовательностью остановки, например в ситуации, где есть риск повреждения, так, чтобы машина была освобождена от материала, который необходимо просеять перед остановкой.
Другие факторы воздействуют на скорость просеивания, такие как тип подаваемого материала, угол сита, область сита и тип отверстия. Из перечисленных главное, влияющее на скорость просеивания, - скорость подачи.
Однако все известные модели просеивания имеют одну проблему: трудность оптимизации скорости подачи процесса. Требуется большой опыт пользователя машины, чтобы отрегулировать скорость подачи машины в случае изменения подаваемого материала подачи так, чтобы достичь максимальной скорости просеивания просеивающей машины, а с другой стороны, так, чтобы достичь максимальной чистоты просеянного материла. Обе эти цели значительно зависят от скорости подачи на сито так, что при обычной скорости подачи, которая слишком мала, производится чистый продукт просеивания хорошего качества, но маленькой производительности. Слишком большая скорость подачи, в свою очередь, обычно приводит к хорошей производительности, но за счет чистоты просеивания.
Выбор скорости подачи просеивающей машины - задача оптимизации, в которой слой подаваемого материала, попадающего на самый верхний ярус сита, должен быть достаточно толстым так, чтобы производительность сита была бы максимальна, и в конце был максимальный выход продукта. С другой стороны, пользователь должен быть в состоянии регулировать материал на сите в достаточно тонкий слой так, чтобы сито не было бы перегружено и поддерживалась чистота просеивания.
В этом контексте чистота просеивания зависит от того, насколько хорошо различные фракции отделены друг от друга. Это очевидно для любого специалиста, что слишком толстый слой материала на самой верхней поверхности сита означает, что даже некоторые из фракций, меньших чем размер отверстия самого верхнего яруса сита, проходят по всему ситу, не проходя через отверстия.
Таким образом, слишком толстый слой материала также вызывает перегрузку сита. Это вызывает сокращение текущей скорости сита или в случае определенных типов вибрирующих сит сокращение вибрирующего момента и таким образом сокращение пропускной способности сита. Это может также вызвать различные повреждения, например повреждения в средствах подачи энергии, подшипниках или двигателях, или даже усталостные повреждения в несущих конструкциях. Типичные повреждения в вибрирующем сите включают, например, повреждения пружин или повреждения в вибраторе.
Практически перегрузка сита проявляется в гидравлическом двигателе как увеличение гидравлического давления, а в электроприводе - как увеличение тока, используемого приводным электродвигателем. Независимо от используемого двигателя перегрузка проявляется в худшем случае как уменьшение в текущей скорости сита.
Резюме изобретения
Чтобы решить проблемы известного метода, изобретение главным образом охарактеризовано в формуле изобретения 1. Предпочтительный вариант исполнения метода раскрыт в формуле изобретения, пп.2-13. Просеивающая машина согласно изобретению описана в формуле изобретения, п.14. Преимущество изобретения в том, что просеивающая машина способна автоматически настраивать подачу материала, который будет просеян на сите таким образом, чтобы процесс просеивания давал бы максимальный результат без ущерба просеивающей машине непосредственно или не навредив чистоте просеивания. Изобретение основано на определении количества материала на сите, которое может быть выполнено косвенно, путем автоматического измерения необходимой переменной. Факт, что вибрирующее сито нуждается в подаче энергии для функционирования.
Краткое описание фиг.1-6
Теперь изобретение будет описано более подробно с использованием предпочтительного варианта исполнения изобретения со ссылкой на фиг.1-6 в приложении, где
- фиг.1 показывает самоходную гусеничную просеивающую машину, к которой может быть применено изобретение;
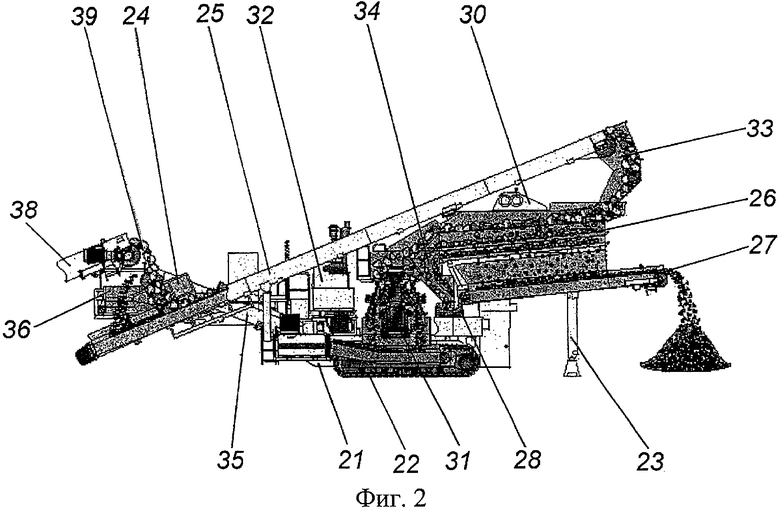
- фиг.2 показывает другую самоходную гусеничную просеивающую машину, к которой может быть применено изобретение;
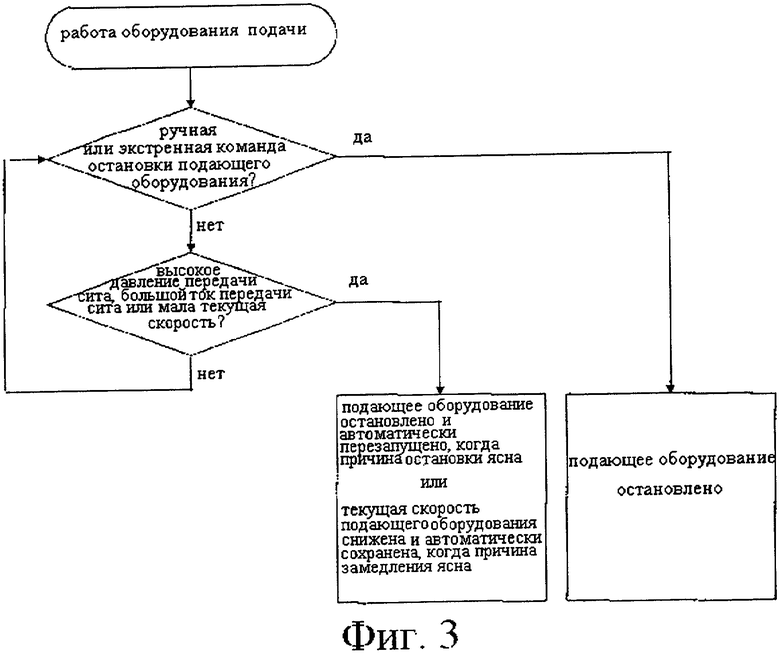
- фиг.3 показывает метод контроля просеивающей машины согласно изобретению;
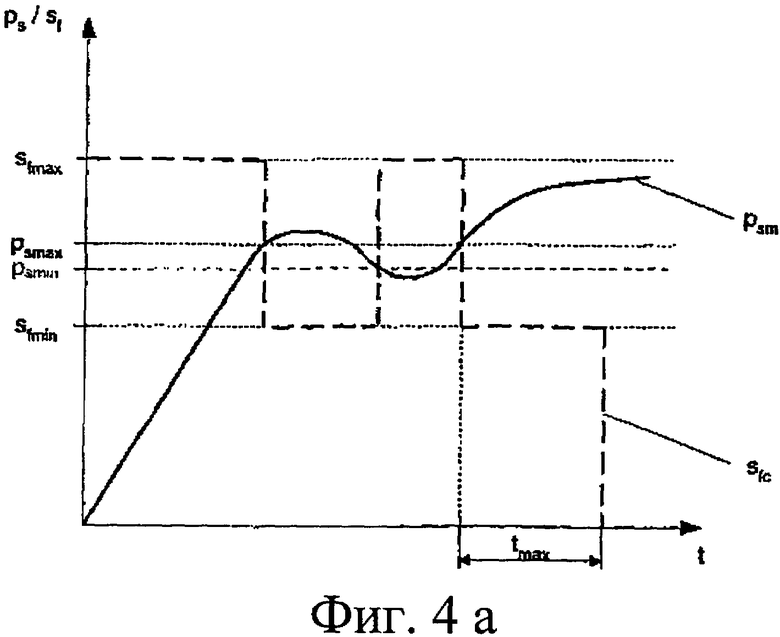
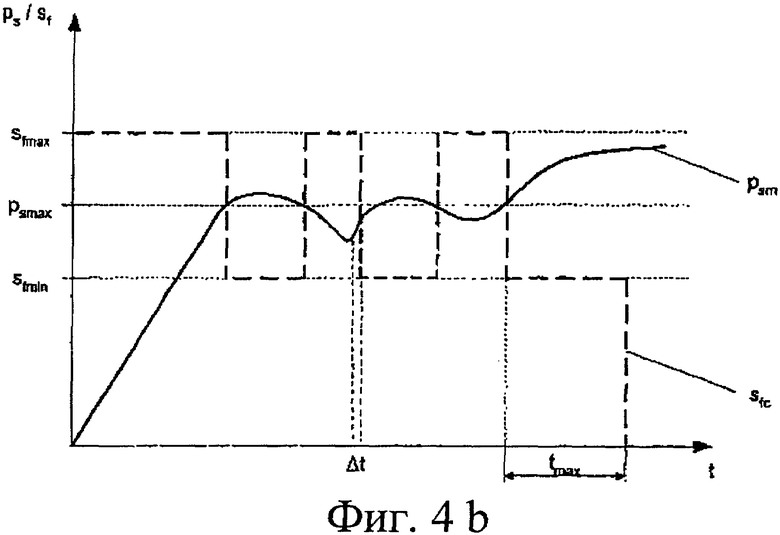
- фиг.4а и 4b показывают поведение двух наблюдаемых как функция времени переменных, когда за одной из них следят, а другую контролируют посредством метода контроля изобретения;
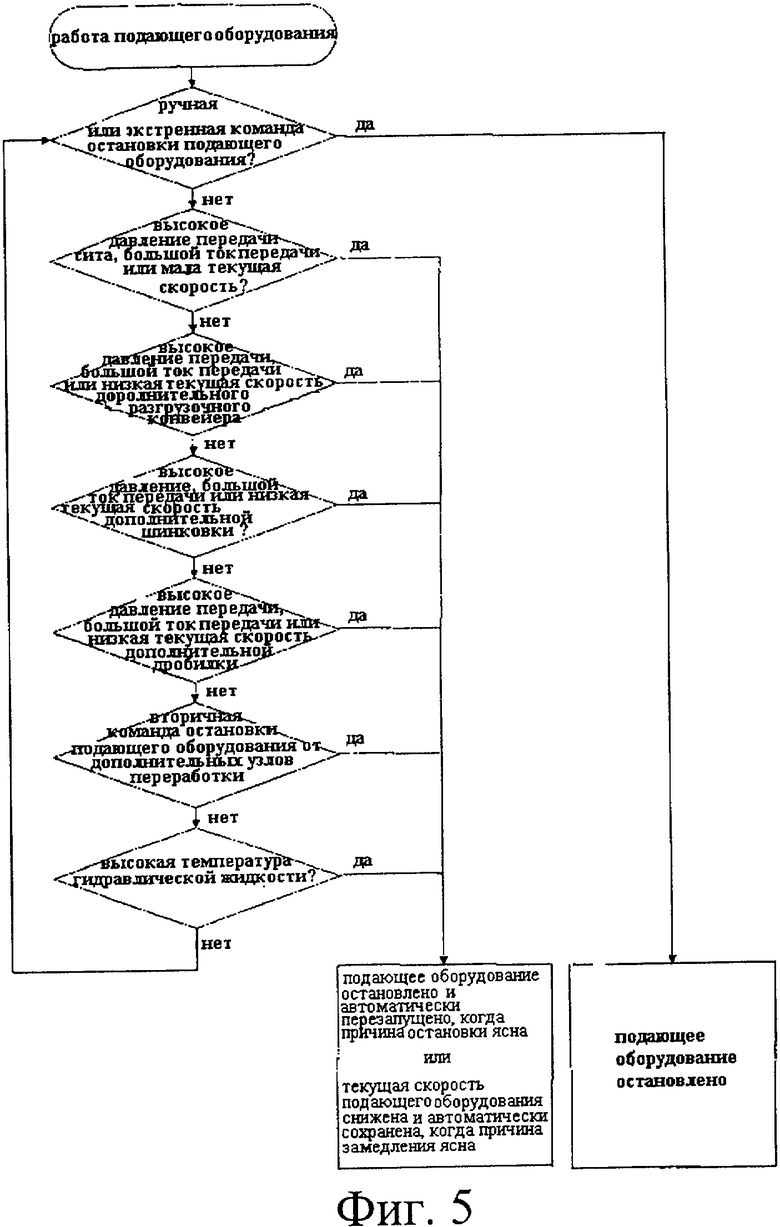
- фиг.5 показывает другой метод контроля просеивающей машины согласно изобретению и
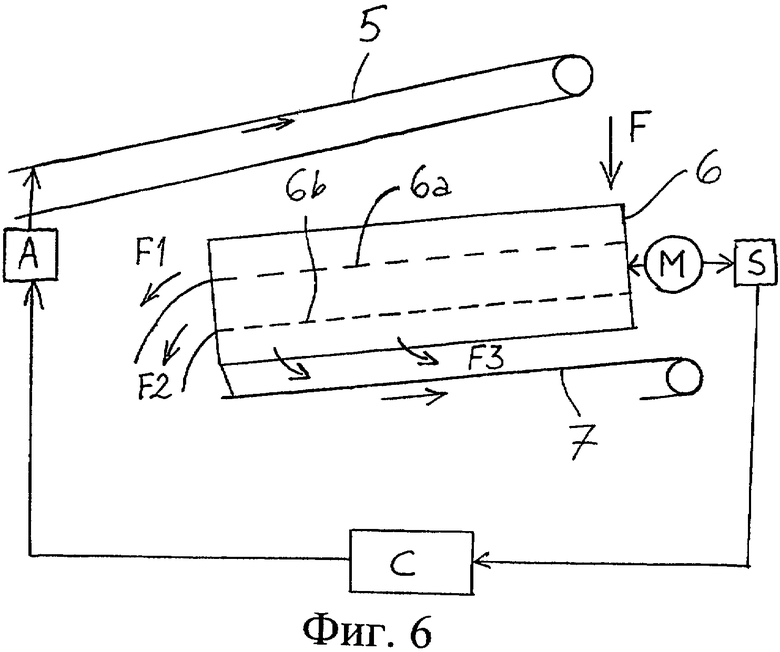
- фиг.6 показывает замкнутую схему контроля согласно изобретению.
Подробное описание изобретения.
Части варианта исполнения изобретения показаны на фиг.1, это: рама 1, гусеницы 2, поддерживающие ножки 3, бункер подачи 4, поднимающий конвейер 5, сито 6, главный конвейер разгрузки 7, конвейеры разгрузки крыла 8,9, и вибратор 10.
На фиг.1 показана самоходная гусеничная просеивающая машина в процессе работы, имеющая функциональные элементы, хорошо известные у прототипа. Главные части машины включают раму 1, которая связывает перерабатывающие узлы просеивания просеивающей машины друг с другом. Просеивающая машина может перемещаться на гусенице 2, связанной с нижней частью рамы, например, посредством гидравлического давления, производимого гидравлическим насосом (не изображено), и управляться дизельным двигателем (не изображено). Обычно просеивающая машина содержит одну общую гидравлическую систему, которая управляет всеми перерабатывающими узлами машины, но также используется отдельная гидравлическая система. Известно также использование полностью электрической энергии.
В рабочем положении просеивающая машина остается на земле не только на гусеничных траках, но и при поддержке поддерживающих ног 3.
Обрабатывающее устройство, фактически участвующее в процессе просеивания, это бункер подачи 4, колосниковый модуль (не изображен), конвейер бункера подачи (не изображен), поднимающий конвейер 5, сито 6, главный конвейер разгрузки 7 и конвейеры разгрузки крыла 8,9. В этом случае сито является двухуровневым вибрационным, где вибрирующий момент создается вибратором 10.
Подача на просеивающую машину осуществляется, например, с помощью совкового погрузчика, который транспортирует подаваемый материал в бункер подачи. В верхней части бункера подачи обычно находится колосниковый модуль (не изображен), целью которого является удаление негабаритных частиц из подаваемого материала. Подаваемый материал, который проходит через колосниковый модуль, входит в бункер подачи 4, который ведет подаваемый материал на конвейер бункера подачи (не изображен), который расположен на дне бункера подачи. Конвейер бункера подачи передвигает подаваемый материал далее к поднимающему конвейеру 5, который поднимает подаваемый материал на верх верхнего уровня сита. Таким образом, оборудование подачи просеивающий машины согласно фиг.1 состоит из комбинации конвейера бункера подачи и поднимающего конвейера. Эти два конвейера могут управляться той же линий гидропровода, где их скорости синхронизируются.
В данном случае сито 6 наклонено таким образом, что поднимающий конвейер 5 подает материал на верхний край сита 6, от которого гравитация и вибрирующий момент сита продвигает материал к нижнему краю сита. В оптимальной ситуации скорость поднимающего конвейера такова, что в верхнем конце сита подаваемый материал сначала распределяется по поверхности самой верхней части сита, тем самым формируя ровный слой, который становится более тонким к нижнему концу сита таким образом, что из материала подачи на верхней части сита остаются только частицы большие, чем отверстия сита.
Часть слоя подаваемого материала, который не проходит через верхний ярус сита, заканчивается на первом крыле конвейера разгрузки 8. Часть слоя подаваемого материала, который проходит через верхний ярус сита, но не через нижний ярус сита экрана, заканчивается на втором крыле конвейера разгрузки 9. Часть подаваемого материала, который проходит через нижний ярус сита, также заканчивается на главном конвейере разгрузки 7.
Ярусы сита могут быть заменены на ярусы сита различного типа согласно требованиям, устанавливаемым подаваемым материалом и продуктами, возможно, кроме того, использовать отверстия сита различного размера и формы у сита. Например, можно упомянуть ярусы из резиновой сетки и тканый из стального провода с круглым, удлиненными и прямоугольными отверстиями.
В некоторых заявках измельчитель (не изображен) помещен между конвейером бункера подачи и подъемным конвейером 5, цель которого измельчать большие глыбы корня или другие подобные частицы, которые могут легко запутаться в ярусах сита, засоряя тем самым отверстия сита. Измельчение может основываться на движении вращающихся лезвий.
Части исполнения изобретения показаны на фиг.2: рама 21, гусеницы 22, поддерживающие ноги 23, бункер подачи 24, поднимающий конвейер 25, сито 26, главный разгрузочный конвейер 27, крыло разгрузочного конвейера 28, вибратор 30, дробилка 31, дизельный двигатель 32, лоток поднимающего конвейера 33, распределительный лоток 34, возвратный конвейер 35, лоток возвратного конвейера 36, конвейер подающей машины 38 и подаваемый материал 39.
На фиг.2 изображена самоходная, снабженная гусеницами просеивающая машина в состоянии работы. Ее основные части включают раму 21, которая соединяет узлы переработки процесса просеивания друг с другом. Просеивающая машина может передвигаться при поддержке гусеницы 22, соединенной с нижней частью рамы, например, посредством гидравлического давления, создаваемого гидравлическим насосом (не изображен), управляться дизельным двигателем 32.
В состоянии работы просеивающая машина остается на земле при поддержке не только гусеницы, но также при поддержке поддерживающих ног 23.
Узлы обработки, которые участвуют в процессе просеивания, это бункер подачи 24, поднимающий конвейер 25, лоток поднимающего конвейера 33, сито 26, распределительный лоток 34, возвратный конвейер 35, лоток возвратного конвейера 36, главный разгрузочный конвейер 27, крыло разгрузочного конвейера 28. В этом случае сито является трехъярусным, вибрирующим ситом, вибрирующий момент которого создается вибратором 30.
Подача на просеивающую машину может осуществляться, например, посредством дробилки, у которой на разгрузочном конвейере 38 подаваемый материал 39 подается в бункер подачи 24, который направляет материал на поднимающий конвейер 25, который, в свою очередь, поднимает подаваемый материал при направлении лотком поднимающего конвейера 33 далее к верхнему ярусу сита 26. Таким образом, оборудование подачи согласно фиг.2 главным образом состоит из поднимающего конвейера, но можно также считать оборудованием подачи все устройства, которые соединены с просеивающей машиной и которые предваряют процесс просеивания, например упомянутая дробилка и устройства подачи к дробилке
В этом случае сито 26 направленно вибрирует, так сказать, что позволяет ему располагаться приблизительно горизонтально в просеивающей машине. Направленный вращательный момент передает слои материала, сформированные из подаваемого материала 39, на поверхность яруса сита по направлению к распределительному лотку 34. В оптимальном случае скорость передачи поднимающего конвейера такова, что подаваемый материал сначала распределяется по поверхности верхнего уровня сита, а затем к лотку поднимающего конвейера 33, формируя ровный слой, который становится тоньше по направлению к ситу, и затем к распределительному лотку 34 таким образом, что только частицы, большие по размеру, чем отверстия сита, остаются в подаваемом материале на верхнем ярусе на этом конце сита.
Часть подаваемого материала, которая не прошла через верхний ярус сита, достигает дробилки 31 под воздействием распределительного лотка 34. Дробилка уменьшает размер остатка с сита. Сила тяжести продвигает материал, измельченный дробилкой, к возвратному конвейеру 35, который возвращает его к подъемному конвейеру 25, через лоток возвратного конвейера 36. Таким образом, образуется так называемая возвратная циркуляция, где частицы подаваемого материала циркулируют до тех пор, пока их размер не станет достаточно мал, чтобы пройти через верхний ярус сита 26.
Часть слоя подаваемого материала, которая проходит через верхний ярус сита, но не проходит через середину, заканчивается на первом крыле конвейера разгрузки 28 при помощи распределительного лотка 34. Часть слоя подаваемого материала, которая проходит через середину сита, но не проходит через нижний край, попадает не второе крыло разгрузочного конвейера (не изображено) при помощи распределительного лотка 34. Часть слоя подаваемого материала, которая также проходит через нижний край сита, достигает главного разгрузочного конвейера 27.
Сходным образом просеивающая машина на фиг.1., просеивающая машина на фиг.2 могут иметь конечно различную комплектацию.
Обычно просеивающие машины, показанные на фиг.1 и 2, снабжены различного рода датчиками, которые связывают как тревожную сигнализацию, так и систему контроля, эти датчики показывают состояние машины. Можно наблюдать, например:
- текущую скорость просеивания
- давление гидравлического двигателя сита или ток, используемый электрическим двигателем для просеивания
- температуру гидравлической жидкости
- температуру и давление масла в дизельном двигателе
- нагрузку мотора
- текущую скорость шинковки
- давление гидравлического двигателя шинковки или ток, используемый электрическим двигателем шинковки
- текущую скорость дробилки
- давление гидравлического двигателя дробилки или ток, используемый электрическим двигателем дробилки
- текущую скорость разгрузочного конвейера/конвейеров
- давление гидравлического двигателя разгрузочного конвейера/конвейеров или ток, используемый электрическим двигателем конвейера/конвейеров.
Известно также, что датчики, используемые для наблюдения за вышеупомянутыми переменными или другими переменными, соединяют с контрольным центром машины таким образом, что в случае тревоги машина останавливается либо идет вниз контролируемым способом. Подобная ситуация может быть вызвана, например, перегревом мотора или внезапным ошибочным действием перерабатывающего узла.
Система контроля просеивающей машины прототипа могла быть также соединена с предшествующей либо последующей перерабатывающей машиной. Такой машиной может быть, например, дробилка, задача которой - собирать отходы, поступающие с крыла разгрузочного конвейера 8 с модели на фиг.1 уменьшенного размера. Как другой вариант можно упомянуть дробилку с модели на фиг.2, которая подает на просеивающую машину. Преимущества, достигаемые соединением системы контроля машин таким способом, это возможность связывать машины в общий контур экстренной остановки, где экстренное отключение любой из машин активируется пользователем, и все связанные машины останавливаются. Возможно также связывать с машинами, контролируемыми микропроцессорами, с возможностью общей последовательности запуска и отключения, где возможно удостовериться, что соединенные вместе машины очищены от материала после остановки, а с другой стороны, ни одна из частей процесса не перекрывает по скорости остальные при старте.
Вышеупомянутые датчики и контуры известны для прототипов. Тем не менее важность наблюдения за количеством просеиваемого материала до сих пор не оценена.
Ниже описан более подробно принцип контроля данного изобретения и его вариации. Существующие датчики могут использоваться новым способом или машина/машины, связанные с данным процессом, могут быть связаны с датчиками для метода контроля.
На фиг.3. показан метод контроля просеивающей машины согласно изобретению. Исходно оборудование, подающее материал, нормально функционирует. Микропроцессорный контроль проверяет заранее определенные интервалы, независимо от того, вручную или экстренно была дана команда на остановку машины. Если такая команда была дана, микропроцессорный контроль останавливает оборудование немедленно.
Если вышеупомянутые условия не выполняются, микропроцессорный контроль проверяет в заранее определенные интервалы, если сито перегружено. Это определяется на основе информации, передающейся на микропроцессорный контроль системой датчиков сита. Микропроцессорный контроль распознает, когда сито перегружено, если текущая скорость сита уменьшилась ниже ранее определенного уровня, если давление смазочного масла для гидравлических систем в возбуждающем контуре в гидравлически управляемой системе возрастает выше ранее определенного уровня, или если ток, используемый мотором, в электрически управляемом сите возрастает выше ранее определенного уровня. Все эти переменные относятся к движению сита или к средствам передачи (вибратор), вызываемым движением сита. Один датчик разработан специально для получения информации о состоянии сита, может быть оптическим датчиком, который контролирует движения сита, а именно скорость движения. Могут быть использованы другие датчики, способные напрямую получать данные о движении сита. Они могут быть соединены с ситом, например, механически.
Если микропроцессорный контроль определяет, что загрузка сита в норме, микропроцессорный контроль продолжает вышеупомянутую проверку в заранее определенные интервалы времени.
Если микропроцессорный контроль определяет, что сито перегружено, то микропроцессорный контроль по выбору либо останавливает подающее оборудование либо замедляет его текущую скорость, чтобы уменьшить загрузку сита до тех пор, пока не кончится перегрузка. В оптимальной ситуации микропроцессор только замедляет подачу, но в нем также заложено максимальное время состояния перегрузки. Когда максимальное время истекает, микропроцессорный контроль останавливает подачу полностью.
Ясно, что система, показанная на фиг.3, может включать функции разрешения управления на принципах, описанных ниже со ссылками на фиг.4а и 4b.
На фиг.4а изображено детально поведение контроля в ситуации, когда измеряемое давление psm (на фигуре изображено воображаемое поведение давления) гидравлического возбуждающего контура гидравлически управляемого сита развивается согласно заданной кривой. Два пограничных значения: верхнее значение psmax и нижнее значение psmin использовались для is used for the pressure гидравлического цикла мотора сита. Когда значение давления psm превышает значение максимума psmax, заданного в контроле, контроль замедляет текущую скорость sfc оборудования подачи с заданной максимальной величины sfmax до заданной минимальной величины sfmin. Когда это действие по снижению скорости снизит загрузку сита, измеренное давление psm гидравлического возбуждающего контура сита нормально снизится ниже заданной максимальной величины давления psmax.
Когда измеряемое давление снижается ниже максимального значения psmax, контроль не предпринимает никаких действий для увеличения текущей скорости sfc оборудования подачи, но текущая скорость изменяется (увеличивается) только после того, как измеряемое давление пройдет нижнюю отметку psmin. Когда измеряемое давление превысит нижнее значение, контроль не делает никаких действий, а скорость изменяется (снижается) только когда измеряемое давление пройдет верхнюю отметку psmax. Таким образом можно определить верхнюю границу и нижнюю границу, значение которых можно задать системе контроля подходящими значениями в нумерической системе и изменять при необходимости, например, когда изменяется подаваемый материал и/или сито. Скорость sfc может поддерживаться постоянной, даже если измеряемые параметры флюктуируют при условии, что они находятся между верхней и нижней границей.
Тем не менее, на примере, изображенном на фиг.4а, последнее увеличение давления в возбуждающем контуре ненормально. Хотя система контроля после того, как измеряемая величина превышает верхнее значение psmax, снижает текущую скорость sfc подающего оборудования снова до минимальной величины sfmin, давление psm в возбуждающем контуре сита остается выше максимального значения давления psmax, заданного заранее в системе контроля. Это может указывать, например, начало неполадки или полную блокаду ярусов сита.
В данном примере максимальное время tmax, когда система контроля ожидает, что давлений psm превышает значение psmax, также задается заранее в системе контроля. Когда истекает это время, система контроля останавливает подающее оборудование полностью. Таким образом система контроля может принимать в расчет также и серьезность поломки.
Для любого специалиста в данной области очевидным является, что обычная область гестерезиса может быть связана с вышеуказанными пороговыми значениями.
Далее, вместо того, чтобы менять скорость подачи, если превышен заранее заданный лимит измеряемого показателя, автоматический контроль может следить за скоростью изменения показателя и предпринимать действия, если скорость изменения показателя превысила заранее заданную. В этом случае преимуществом окажется ограниченное количество показателей. На фиг.4b изображен принцип контроля, когда заранее задается одна величина psmax. Когда давление psm превышает максимальное заранее заданное значение psmax, система контроля замедляет текущую скорость sfc подающего оборудования с заранее заданной максимальной величины sfmax до заранее заданной минимальной величины sfmin. Когда измеряемая величина давления psm гидравлического возбуждающего контура сита снижается ниже заранее заданного максимального значения давления psmax, система контроля увеличивает текущую скорость sfc подающего оборудования с заранее заданного минимального значения sfmin снова к заранее заданному максимальному значению sfmax. Если давление psm на графике фиг.4b резко возрастает таким образом, что скорость изменения измеряемой величины давления превышает заранее заданную величину за период времени Δt, это приводит к падению скорости подающего оборудования, даже если было достигнуто заранее заданное максимальное значение давления psmax. Этот тип предупреждающего контроля предпочтительнее использовать, если измеряемое давление выше заранее заданного нижнего давления. В этом случае также используется минимальное давление, как и на фиг.4а.
Также возможно использовать этот принцип, если скорость изменений имеет противоположный знак, что означает, что произошло снижение ниже заранее заданной отрицательной величины (превышение заранее заданного абсолютного значения). Обращаясь к фиг.4b, это означает, что если измеряемое давление psm внезапно падает, скорость подачи начинает расти еще до того, как давление упадет ниже заранее заданного предельного максимального значения psmax.
Предупреждающий контроль, где используется скорость изменения измеряемой величины, может применяться также для процедуры на фиг.4а, где скорость изменения, когда измеряемая величина переменной находится между верхним и нижним заранее заданными значениями, вызывает повышение и понижение скорости подачи еще до момента достижения соответствующей заранее заданной величины.
Очевидно также, что принципы на фиг.4а или фиг.4b могут применяться к другим переменным, например измеряемому электрическому току. Тот же принцип может применяться для измеряемой текущей скорости мотора. В этом случае текущая скорость обратно пропорциональна загрузке, но процедура аналогична таковым на фиг.4а и 4b. Если абсолютные численные значения обработаны, это означает, что если измеряемая величина превышает заранее заданную максимальную величину, скорость подачи возрастает, а если измеряемая величина ниже заранее заданной минимальной величины (в ситуации перегрузки), скорость подачи падает. Соответственно обращаясь к фиг.4b, скорость изменения, которая запускает команду на уменьшение скорости подачи, отрицательна, и если используется процедура предупреждающего контроля на фиг.4b для увеличения скорости подачи, скорость изменений, которая запускает увеличение скорости подачи, положительна.
Таким образом, общим для всех вариантов на фиг.4а является то, что если измеряемая величина (valm) находится ниже одного из заранее заданных пределов (valmax, valmin) из области между этими пределами, скорость подачи возрастает, а если она проходит другой заранее заданный предел этой области, например измеряемая величина движется в обратном направлении, скорость падает. Заранее заданный предел для скорости изменений согласно фиг.4b может, в свою очередь, описываться символами (Δvalm/Δt)max.
Как упоминалось выше, собственная скорость сита может быть определена подходящим способом от движения сита. Эта переменная может использоваться согласно тому же принципу, как и текущая скорость мотора.
На фиг.5 изображен метод контроля просеивающей машины согласно изобретению. При сравнении с ситуацией на фиг.3 теперь просеивающая машина содержит один или несколько из следующих дополнительных устройств: конвейер разгрузки или несколько, и/или шинковку, и/или дробилку, и/или другое обрабатывающее устройство, например дробильную машину или другую просеивающую машину, следующую за просеивающей машиной в направлении движения процесса. Кроме того, просеивающая машина, контролируемая системой контроля согласно фиг.5, включает также гидравлический мотор, хотя бы в одном из узлов.
Как видно на фиг.5, система контроля также подходит для контроля целого комплекса просеивающих машин.
Оборудование подачи, скорость подачи которого регулируется автоматически во время работы просеивающей машины, расположено против направления подачи на сито. Измерения для системы контроля предпочтительнее брать от действий сита, как описано выше. Тем не менее, информацию о состоянии сита можно также брать косвенные данные о состоянии других обрабатывающих узлов просеивающей машины или любых машин, следующих за просеивающей по направлению движения материала, как описано выше. Предпочтительнее иметь обрабатывающие узлы ниже, за ситом, как, например, дробилка 31 на фиг.2, собирающая материал с верхнего яруса сита или с разгрузочных конвейеров, передающих фракции просеянного материала. Если шинковка используется выше экрана, между конвейером бункера подачи и поднимающим конвейером, то ее статус тоже можно наблюдать. Машина, которая следует за просеивающей машиной, может быть второй просеивающей машиной, дробильной машиной или передающей машиной, и все они соединены с системой контроля просеивающей машины.
Можно регулировать нагрузку, обеспеченную материалом или любым из вышеупомянутых перерабатывающих узлов, или любой из вышеупомянутых машин, следующих за просеивающей машиной. Нагрузка на эти части может служить индикацией количества материала собственно на сите. Измеряемыми переменными могут быть давление в моторе (при гидравлической системе управления), ток мотора (при электрической системе управления) или текущая скорость при определении нагрузки, производимой материалом. Если существует корреляция между нагрузкой, вызываемой материалом и нагрузкой на мотор от соответствующих узлов обработки или любых машин, следующих за просеивающей в данном процессе, то можно определить нагрузку на мотор. Сходным образом, если существует корреляция между температурой гидравлической жидкости в гидравлической системе соответствующих узлов обработки или любых машин, следующих за просеивающей в данном процессе, можно определить температуру гидравлической жидкости.
На фиг.6, замкнутая схема контроля согласно изобретению показана в упрощенном виде, где функциональные части просеивающей машины изображены только схематически, обозначены теми же номерами, что и на фиг.1. Средства передачи приводят в движение сито 6 и обозначены буквой М. Датчик S измеряет изменения средств передачи М. Датчик S передает значения измерений посредством линии передачи данных на контроллер С на основе микропроцессора, который отдает контрольные команды через другую линию передачи данных на рукоятку привода А, воздействующую на скорость подачи средств подачи выше сита 6. Контроллер С содержит компаратор, который сравнивает реальные измерения с заранее заданными значениями. Как можно видеть на фиг.6, у сита 6 есть верхний ярус 6а, который отделяет первую фракцию F1 от подаваемого материала F, а также нижний ярус 6b, разделяющий фракции, проходящие через верхний ярус, на вторую фракцию F2 и третью фракцию F3. Конечно, изобретение не ограничивается только просеивающими машинами с заданным числом ярусов, но количество ярусов может быть меньше или больше, чем представлено на фиг.6.
Средства получения информации для введения заранее задаваемых значений в контроллере С обозначены буквой I. Это может быть, например, клавиатура.
Следует заметить, что замкнутая схема контроля на фиг.6 может применяться аналогичным способом, если датчик S измеряет переменную, зависимую от количества материала на сите, либо где-то в месте, имеющем связь с ситом, например, при измерении нагрузки на другие перерабатывающие узлы процесса просеивания.
Рукоятка привода А, посредством которой скорость средств подачи может изменяться, может являться любым устройством контроля, которое может изменять переменную, влияющую на средства подачи, например переменную из системы передачи средств подачи. Если средства подачи оборудованы гидравлической передачей, рукоятка привода может воздействовать на давление или мощность потока (выход насоса) гидравлической среды. Если передача электрическая, то рукоятка привода может воздействовать на электрические переменные электромотора.
В практике существует много варрантов для рукоятки привода. Если это гидравлический клапан устройства подачи, управляемого гидравлически, то предпочтительнее, чтобы оно контролировалось аналогичным образом, например было оборудовано контролем типа модуляции длительности импульсов. Соответственно при оборудовании средств подачи системой, управляемой электрически, можно контролировать оборудование, например, конвертером частоты.
Изобретение не ограничивается только просеивающей машиной, оборудованной вибрирующим ситом, как представлено в примере. Сито может также быть барабанным. Для обоих типов сит необходимо для работы движение какого-либо типа, а количество материала на их просеивающих поверхностях может быть определено измерением переменной, относящейся к движению или к работе их средств передачи.
Изобретение не ограничивается только просеивающей машиной, оборудованной конвейером бункера подачи + подающим подъемным конвейером, как представлено в примере. Подающее оборудование может также быть любым из них по отдельности. Подающее оборудование также может состоять из вибрирующей подачи или качающейся подачи, или из любого перерабатывающего узла, расположенного выше сита и лимитирующего возможности подачи.
Изобретение не ограничивается только просеивающей машиной, оборудованной типичной самоходной просеивающей машиной, снабженной любым собственным подающим приспособлением. Просеивающая машина может также быть стационарной, а подающее устройство, как и другие обрабатывающие узлы просеивающей машины, могут устанавливаться самостоятельно.
Изобретение не ограничивается только специфическим числом любых гидропроводов. Все перерабатывающие узлы процесса просеивания могут быть спарены в общий гидропровод, или они все могут быть независимы.
Разгрузочные конвейеры могут быть спарены с электропередачей таким образом, что в случае перегрузки они одновременно замедляются, их давление возрастает одновременно или по отдельности, так, что можно следить за каждым отдельно.
Подающее оборудование, чья скорость контролируется на основе количества материала на сите, может быть любым подающим средством, расположенным выше сита против направления движения и способно воздействовать на аккумуляцию материала на сите скоростью подачи. Эти средства подачи могут быть единственным конвейером либо сочетанием конвейеров, чьи скорости синхронизированы.
Средства, необходимые для исполнения изобретения, известны как таковые. Датчики, которые используются, обычные по скорости датчики давления и температуры. Все они, как правило, аналоговые датчики. Датчики скорости могут также быть цифровыми импульсными датчиками.
Перед обработкой данных измерений микропроцессором возможно необходимо использовать обычные методы обработки сигнала, такие как усиление и аналого-цифровой и цифровоаналоговый перевод данных. Это также применяется, когда команды контроля, подаваемые с микропроцессора на узлы переработки, преобразованы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОСЕИВАЮЩЕЙ МАШИНОЙ | 2012 |
|
RU2486968C1 |
| Способ управления просеивающей машиной | 2020 |
|
RU2746722C1 |
| ПРОСЕИВАЮЩЕЕ УСТРОЙСТВО | 2000 |
|
RU2261150C2 |
| Способ грохочения | 1990 |
|
SU1761304A1 |
| РЕГУЛИРУЕМЫЙ ПРИВОД ДЛЯ ПРОМЫШЛЕННОЙ МАШИНЫ | 2014 |
|
RU2650542C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2004 |
|
RU2262860C1 |
| Способ регулирования производительности каскада грохот-дробилка | 1989 |
|
SU1688918A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДРОБЛЕНИЯ | 2009 |
|
RU2506126C2 |
| Способ регулирования процесса дробления материала в барабанной грохот-дробилке | 1985 |
|
SU1258479A1 |
| СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ СЫПУЧИХ ПРОДУКТОВ ТИПА МУКИ, И/ИЛИ КРУП, ОТРУБЕЙ, МУЧНЫХ СМЕСЕЙ, И/ИЛИ КОМБИКОРМОВ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ МУКИ, СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КРУП И СПОСОБ ПОЛУЧЕНИЯ, ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ КОМБИКОРМОВ | 1997 |
|
RU2095143C1 |
Изобретение имеет отношение к просеивающим устройствам, более точно к оборудованию, используемому для управления просеивающей машиной. Согласно предложенному способу управления просеивающей машиной количество материала на поверхности просеивания определяют автоматически, а скорость подачи средств подачи задают на основе измерений автоматической системы управления таким образом, что скорость подачи изменяют на отличающуюся скорость подачи одним из следующих способов: используют верхнее и нижнее заранее заданные значения (valmax, valmin) измерений (valm) переменной, зависимой от количества материала на поверхности сита, и когда значение измерений (valm) достигает одного из заранее заданных значений, скорость средств подачи снижается, а когда значение измерений достигает другого заранее заданного значения, скорость средств подачи возрастает, или когда скорость изменений измеряемой величины (valm) превышает заранее заданное значение ((Δvalm/Δt)max), скорость средств подачи изменяется. Просеивающая машина, используемая для осуществления способа, содержит датчик (S) для измерения переменной, зависимой от количества материала на поверхности сита, контроллер (С), для которого указанный датчик (S) связан через линию передачи данных для получения значений измерений, связанных с указанной переменной от датчика, рукоятку привода (А), соединенную со средствами подачи и установленную для изменения скорости подачи средств подачи. Контроллер (С) связан с указанной рукояткой привода (А) через линию передачи данных и установлен отдавать команды указанной рукоятке в ответ на измеренное значение (valm), полученное от датчика (S) для изменения скорости подачи средств подачи на различные значения скорости подачи. Технический результат - повышение эффективности грохочения и качества просеянного материала, а также оптимизация параметров грохочения. 2 н. и 12 з.п. ф-лы, 6 ил.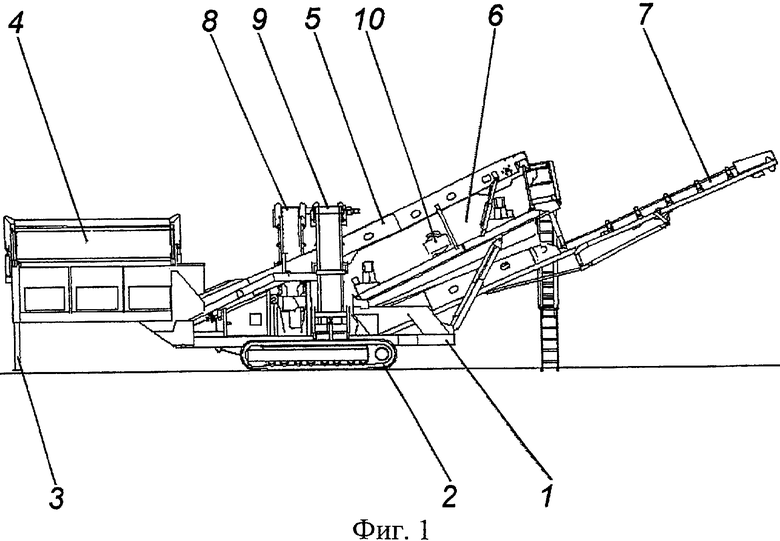
используют верхнее и нижнее заранее заданные значения (valmax, valmin) измерений (valm) переменной, зависимой от количества материала на поверхности сита, и когда значение измерений (valm) достигает одного из заранее заданных значений, скорость средств подачи снижается, а когда значение измерений достигает другого заранее заданного значения, скорость средств подачи возрастает, или
когда скорость изменений измеряемой величины (valm) превышает заранее заданное значение ((Δvalm/Δt)max), скорость средств подачи изменяется.
давление передачи конвейера разгрузки, шинковки или дробилки,
ток средств подачи конвейера разгрузки, шинковки или дробилки,
текущая скорость конвейера разгрузки, шинковки или дробилки.
вторая просеивающая машина,
дробильная машина,
транспортирующая машина.
датчик (S) устроен для измерения переменной, зависимой от количества материала на поверхности сита;
контроллер (С), для которого указанный датчик (S) связан через линию передачи данных для получения значений измерений, связанных с указанной переменной от датчика;
рукоятка привода (А) эффективно соединена со средствами подачи и установлена для изменения скорости подачи средств подачи, где указанный контроллер (С) связан с указанной рукояткой привода (А) через линию передачи данных и установлен отдавать команды указанной рукоятке в ответ на измеренное значение (valm), полученное от датчика (S) для изменения скорости подачи средств подачи на различные значения скорости подачи одним из следующих способов:
верхнее заранее заданное значение (valmax) и нижнее заранее заданное значение (valmin) для значений измерений программируют и могут изменять в команды на уменьшение скорости, когда измеряемое значение (valm) достигает одного из заранее заданных значений (valmax, valmin), и увеличивать скорость при достижении другого заранее заданного значения, или заранее заданное значение ((Δvalm/Δt)max) скорости изменения значений измерения (valm) программируют и могут изменять в контроллере (С), а контроллер устроен так, чтобы отдавать команды по изменению скорости на средства подачи, если скорость превышает заранее заданное значение ((Δvalm/Δt)max).
| Способ грохочения | 1990 |
|
SU1761304A1 |
| Устройство автоматического регулирования процесса грохочения | 1981 |
|
SU980862A1 |
| Способ автоматического регулирования процесса грохочения | 1974 |
|
SU580015A1 |
| Способ регулирования замкнутым процессом дробления | 1983 |
|
SU1121037A1 |
| ВАКУУМ-АППАРАТ ДЛЯ ДВИГАТЕЛЕЙ МОТОРНЫХ ПОВОЗОК | 1935 |
|
SU46443A1 |
| RU 97117471 А, 20.07.1999 | |||
| МАШИНА ДЛЯ ГРОХОЧЕНИЯ (ВАРИАНТЫ), СПОСОБ ГРОХОЧЕНИЯ (ВАРИАНТЫ) И СПОСОБ УСТРАНЕНИЯ ЗАКУПОРИВАНИЯ ГРОХОТА | 2002 |
|
RU2266164C2 |
| US 5248042 А, 28.09.1993 | |||
| ЦЕНТРОБЕЖНЫЙ СТАНОК | 1991 |
|
RU2011508C1 |
| US 5236093 А, 17.08.1993. | |||

