Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится, в общем, к обработке древесных волокон в рафинере.
Предшествующий уровень техники настоящего изобретения
Конусообразные рафинеры и дисковые рафинеры традиционно использовались для обработки древесных волокон на стадии процесса получения бумажного продукта. Такие рафинеры содержали первые и вторые рафинировочные элементы с пространством для рафинирования между ними. Каждый из первого и второго рафинировочных элементов содержал множество ножей рафинера, разделенных канавками рафинера, причем ножи рафинера определяли режущие поверхности для разрезания древесных волокон. При работе по меньшей мере один из первого и второго рафинировочных элементов вращался относительно другого, причем вращение режущих поверхностей ножей рафинера разрезало древесные волокна, обрабатываемые в рафинере.
После обработки древесных волокон в рафинере обработанные древесные волокна можно дополнительно обрабатывать в последующих процессах получения бумажного продукта с получением бумажных продуктов.
Краткое раскрытие настоящего изобретения
Согласно первому аспекту настоящего изобретения обеспечивается способ обработки древесных волокон, предусматривающий: обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера. Первый рафинировочный элемент может находиться на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними. Первые и вторые ножи рафинера могут быть разделены первыми и вторыми канавками рафинера. Каждая из первых и вторых канавок рафинера имеет нижнюю поверхность. Пространство для рафинирования содержит первые и вторые канавки рафинера. Способ также предусматривает: вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга, и подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования. По меньшей мере один рафинировочный элемент может вращаться с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования по меньшей мере приблизительно 3 Ньютона, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы. По меньшей мере, основная масса канавок рафинера первого и второго рафинировочных элементов может иметь ширину, составляющую расстояние между соседними ножами рафинера и попадающую в диапазон от приблизительно 6 мм до приблизительно 12 мм.
Первый рафинировочный элемент может представлять собой вращающийся ротор, а второй рафинировочный элемент может представлять собой невращающийся статор.
Первый рафинировочный элемент может вращаться с окружной скоростью от приблизительно 4000 футов/минуту до приблизительно 6000 футов/минуту.
Интенсивность рафинирования предпочтительно составляет от приблизительно 6 Ньютонов до приблизительно 8 Ньютонов.
Древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования могут иметь отношение средневзвешенной длины волокна и садкости, как определено ниже:
Средневзвешенная длина волокна (мм) ≤ (0,00484 (мм/мл CSF) × садкость (мл CSF)) - 1,57 (мм).
Древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования могут иметь отношение средневзвешенной длины волокна и садкости, как определено ниже:
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) > 0,00484 (мм/мл CSF); или (Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) < 0,0 (мм/мл CSF); где:
Δ средневзвешенной длины волокна (мм) = изменение средневзвешенной длины древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере; и
Δ садкости (мл CSF) = изменение садкости древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере.
Садкость можно определить как: (мл CSF) ≤ 650 (мл CSF).
По меньшей мере, основная масса первых и вторых ножей рафинера может иметь ширину между боковыми кромками, попадающую в диапазон от приблизительно 1,5 мм до приблизительно 4,0 мм.
По меньшей мере, основная масса первых и вторых ножей рафинера может иметь высоту от приблизительно 3 мм до приблизительно 8 мм от нижней поверхности примыкающей канавки.
Средневзвешенная длина древесных волокон хвойных пород в пульпе из древесной массы может составлять от приблизительно 1,8 мм до приблизительно 3,0 мм перед входом в рафинер, а средневзвешенная длина обработанных древесных волокон хвойных пород после обработки в рафинере может составлять от приблизительно 1,0 мм до приблизительно 1,6 мм.
Ширина, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов может попадать в диапазон от приблизительно 2 х до приблизительно 6 х относительно средневзвешенной длины древесных волокон хвойных пород в пульпе из древесной массы перед входом в рафинер.
Согласно второму аспекту настоящего изобретения обеспечивается способ обработки древесных волокон, предусматривающий: обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера. Первый рафинировочный элемент может находиться на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними. Первые и вторые ножи рафинера могут быть разделены первыми и вторыми канавками рафинера. Каждая из первых и вторых канавок рафинера может иметь нижнюю поверхность. Способ также предусматривает: вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга, и подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования. По меньшей мере один элемент может вращаться с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования по меньшей мере приблизительно 3 Ньютона, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы. Частота, с которой первые ножи рафинера скрещиваются со вторыми ножами рафинера, может составлять от приблизительно 1500 Гц до приблизительно 3500 Гц.
Согласно третьему аспекту настоящего изобретения обеспечивается способ обработки древесных волокон, предусматривающий: обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера. Первый рафинировочный элемент может находиться на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними. Первые и вторые ножи рафинера могут быть разделены первыми и вторыми канавками рафинера. Каждая из первых и вторых канавок рафинера может иметь ширину. Способ также предусматривает: вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга, и подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования. По меньшей мере один рафинировочный элемент может вращаться с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования по меньшей мере приблизительно 3 Ньютона, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы. Отношение ширины, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов к средневзвешенной длине древесных волокон хвойных пород перед входом в пространство для рафинирования предпочтительно составляет по меньшей мере 2.
Краткое описание фигур
Хотя описание заканчивается формулой изобретения, конкретно указывающей и недвусмысленно заявляющей настоящее изобретение, считается, что настоящее изобретение будет лучше понято из следующего описания вместе с приложенными фигурами, на которых подобные номера позиций определяют подобные элементы и где:
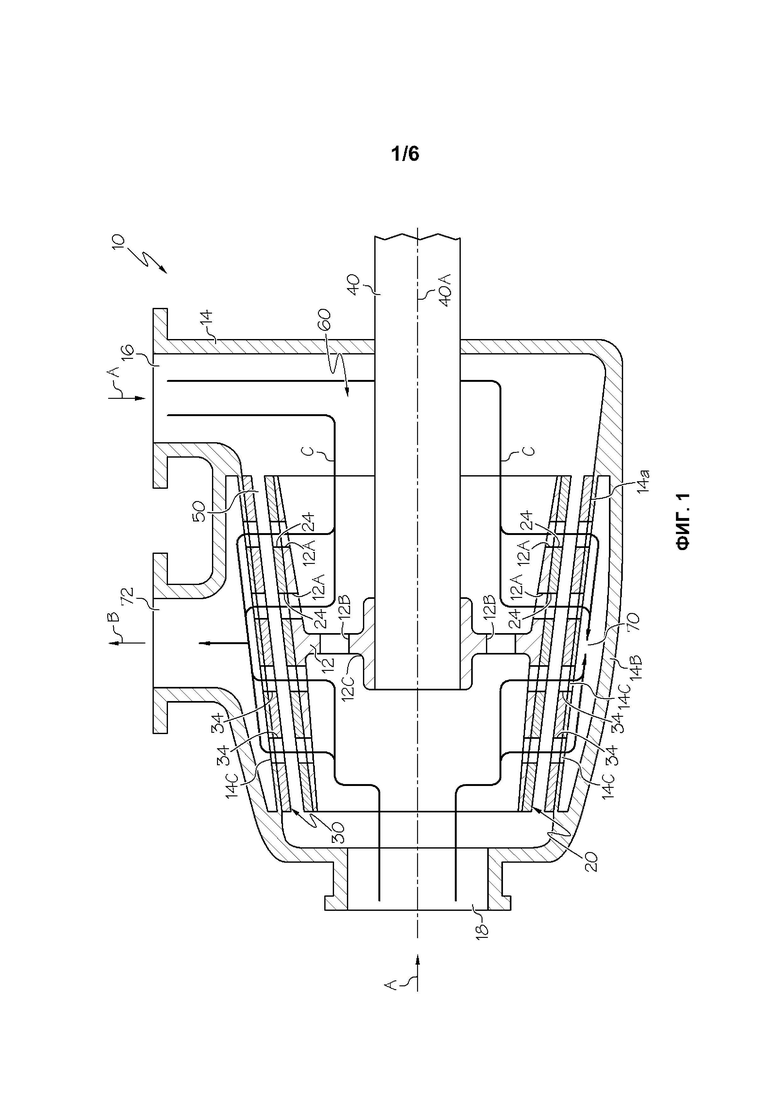
фиг. 1 представляет собой схематический вид сбоку конусообразного рафинера;
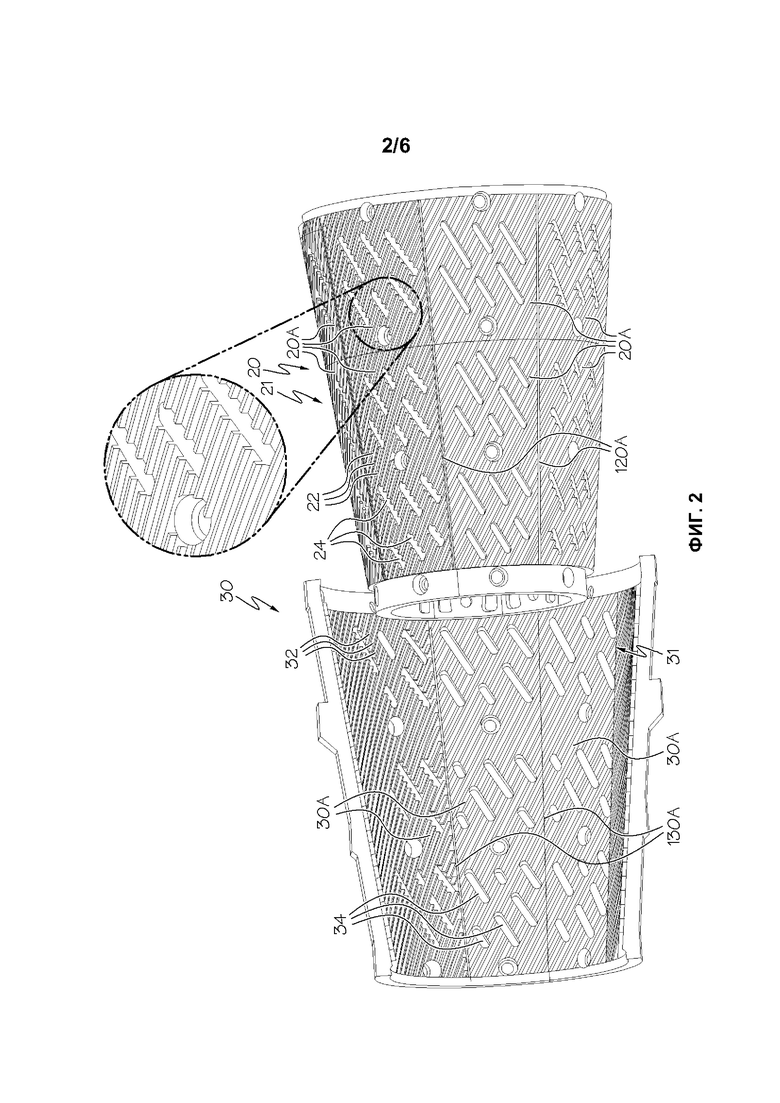
фиг. 2 представляет собой вид в перспективе первого и второго рафинировочных элементов;
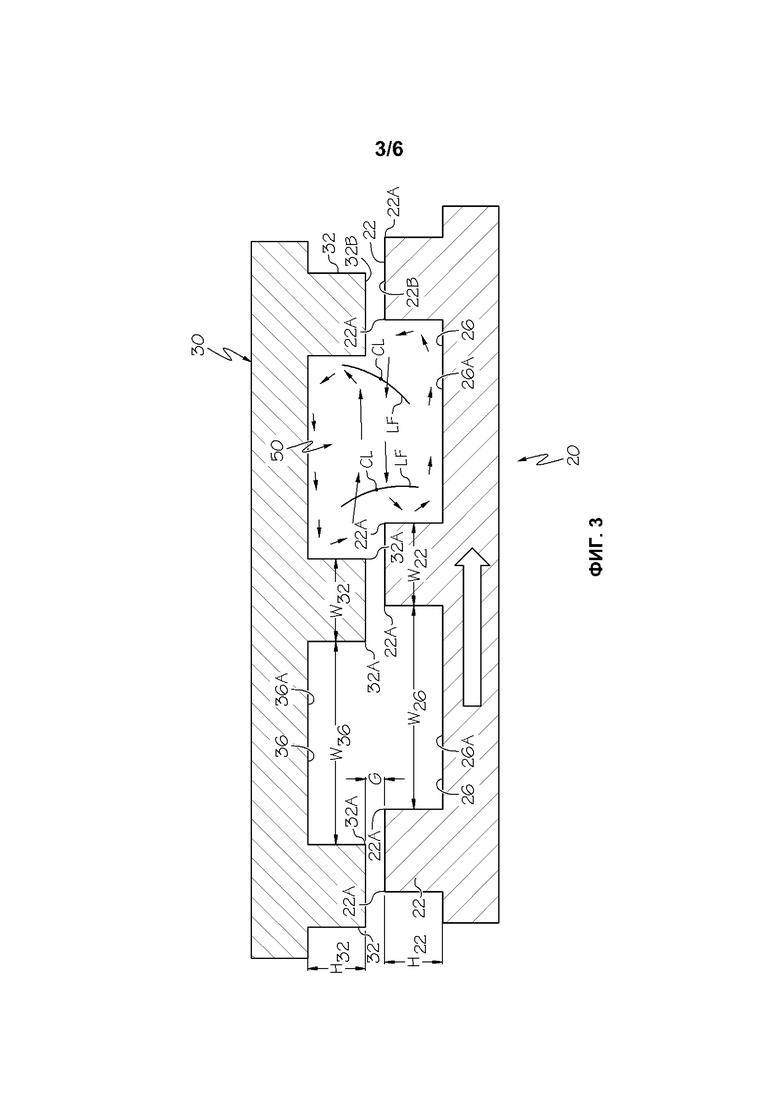
фиг. 3 представляет собой сечение части каждого из первого и второго рафинировочных элементов;
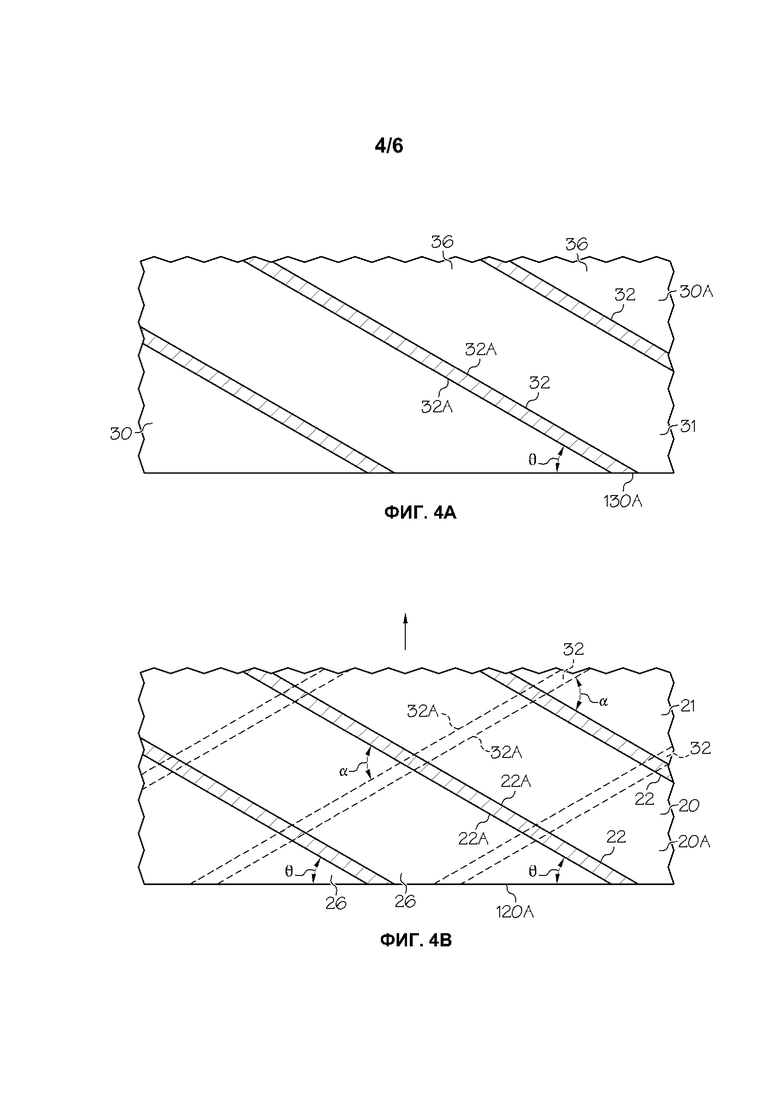
фиг. 4А представляет собой вид сверху части внутренней поверхности, содержащей вторые ножи рафинера второго рафинировочного элемента;
фиг. 4В представляет собой вид сверху части наружной поверхности первого рафинировочного элемента, содержащего первые ножи рафинера, причем вторые ножи рафинера показаны условно и расположенными на расстоянии и выше первых ножей рафинера;
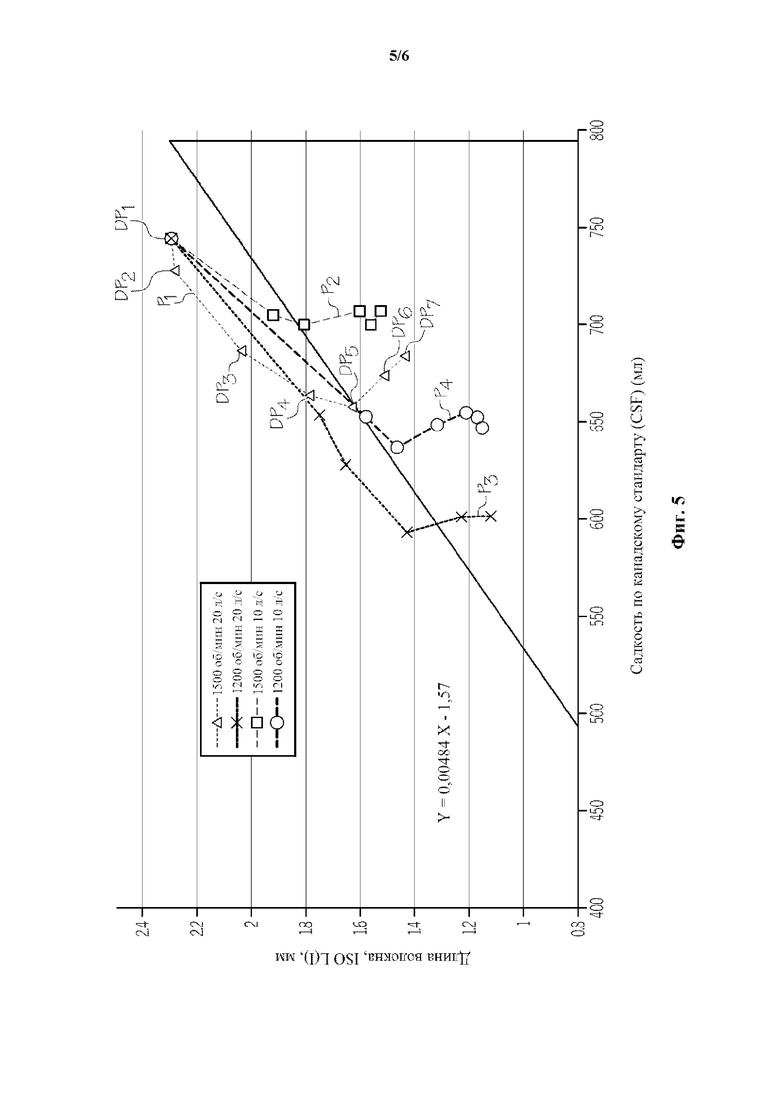
фиг. 5 показывает четыре графика средневзвешенной длины волокна для волокон относительно садкости (мл CSF); и
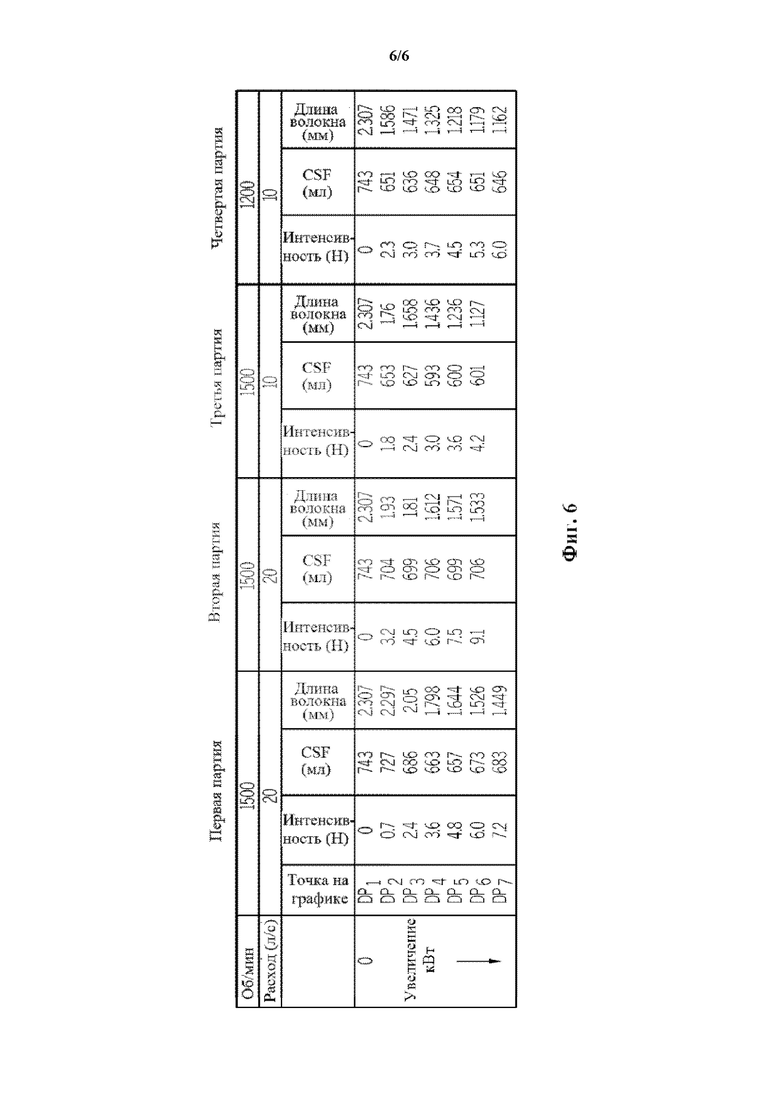
фиг. 6 представляет собой таблицу, представляющую интенсивности рафинирования и связанные данные, соответствующие точкам на графиках фиг. 5.
Подробное раскрытие настоящего изобретения
В следующем подробном описании предпочтительных вариантов осуществления ссылка сделана на приложенные фигуры, которые образуют его часть и на которых показаны посредством иллюстрации, а не ограничения, конкретные предпочтительные варианты осуществления, с помощью которых настоящее изобретение может быть осуществлено на практике. Следует понимать, что другие варианты осуществления можно использовать и что изменения можно сделать без отклонения от сущности и объема настоящего изобретения.
На фиг. 1 схематически показан вид сбоку конусообразного рафинера (здесь и далее "конический рафинер") 10 предпочтительно для рафинирования волокон беленой хвойной крафт-целлюлозы. Также рассматривают, что конический рафинер 10 можно использовать для любой целлюлозы или даже макулатуры с содержанием твердых веществ приблизительно 4%. Конический рафинер 10, показанный на фиг. 1, содержит первый рафинировочный элемент 20, имеющий по существу форму усеченного конуса или форму конуса и содержащий наружную поверхность 21, содержащую множество первых продолговатых ножей 22 рафинера, см. также фиг. 2-4, и второй рафинировочный элемент 30, имеющий по существу форму усеченного конуса или форму конуса, расположенный над первым рафинировочным элементом 20 и содержащий внутреннюю поверхность 31, содержащую множество вторых продолговатых ножей 32 рафинера. Конический рафинер 10 также содержит опорную раму 12, соединенную с первым рафинировочным элементом 20 и определяющую опорную конструкцию для него. Опорная рама 12 также соединена с вращающимся валом 40 для вращения при помощи вала 40. Вал 40 имеет центральную ось 40А, которая по существу соосна с осью вращения первого рафинировочного элемента 20. Вал 40 приводится в действие двигателем (не показан) так, что первый рафинировочный элемент 20 и первые ножи 22 рафинера вращаются при помощи вала 40 при работе рафинера 10. Второй рафинировочный элемент 30 закреплен на кольцевой опоре 14А, образующей часть неподвижного корпуса или рамы 14 рафинера 10, так что первый элемент 20 вращается относительно второго элемента 30. Таким образом, первый рафинировочный элемент 20, опора 12 и вал 40 определяют ротор, тогда как второй рафинировочный элемент 30 определяет статор. Конический рафинер 10 имеет структуру, аналогичную рафинеру, показанному в патенте США №8646708, раскрытие которого включено в настоящий документ ссылкой.
В показанном варианте осуществления первый рафинировочный элемент 20 определен множеством отдельных первых сегментов 20А, скрепленных болтами или иным образом соединенных с опорной рамой 20, см. фиг. 1 и 2. Второй рафинировочный элемент 30 аналогично определен множеством отдельных вторых сегментов 30А, скрепленных болтами или иным образом соединенных с неподвижной опорой-корпусом 14А. Число сегментов 20А и 30А может варьировать. Также рассматривается, что первый рафинировочный элемент 20 может быть определен одной конструкцией, а не множеством сегментов 20А, и второй рафинировочный элемент 30 может также быть определен одной конструкцией.
Наружная поверхность 21 первого рафинировочного элемента 20 и внутренняя поверхность 31 второго рафинировочного элемента 30 разнесены для обеспечения между ними пространства 50 для рафинирования, см. фиг. 1 и 3. Как будет обсуждаться далее, пульпа из древесной массы, содержащая древесные волокна LF, проходит в пространство 50 для рафинирования так, что соответствующие режущие боковые кромки 22А и 32А на первых и вторых ножах 22 и 32 рафинера, см. фиг. 3, 4А и 4В, режут или разрывают значительное число длинных древесных волокон LF в пульпе для уменьшения длины этих древесных волокон.
В показанном варианте осуществления пульпа из древесной массы входит в конический рафинер 10 через первое и второе входные отверстия 16 и 18 и проходит во внутреннюю полость 60 рафинера, определенную отчасти внутренним пространством опорной рамы 12, см. фиг. 1. Опорная рама 12 содержит множество первых отверстий 12А и вторых отверстий 12В, см. фиг. 1. Первый рафинировочный элемент 20 содержит множество первых отверстий 24, в показанном варианте осуществления овальной формы, которые по существу совпадают с первыми отверстиями 12А в опорной раме 12. Отверстия 12А опорной рамы и первые отверстия 24 позволяют пульпе из древесной массы протекать из внутренней полости 60, через опорную раму 12 и первый рафинировочный элемент 20 в пространство 50 для рафинирования. Таким образом, пульпа из древесной массы проходит из внутренней полости 60, через отверстия опорной рамы 12А и первые отверстия 24 первого рафинировочного элемента 20 в пространство 50 для рафинирования. Вторые отверстия 12В в опорной раме 12 позволяют пульпе перемещаться через радиальную часть 12С опорной рамы 12.
Кольцевая выходная полость 70 определена кольцевой опорой-корпусом 14А и наружной стенкой 14В неподвижного корпуса 14, см. фиг. 1. Кольцевая опора 14А содержит множество отверстий 14С. Второй рафинировочный элемент 30 содержит множество вторых отверстий 34, в показанном варианте осуществления овальной формы, которые по существу совпадают с отверстиями 14С в кольцевой опоре 14А. Вторые отверстия 34 во втором рафинировочном элементе 30 и отверстия 14С в кольцевой опоре 14А позволяют пульпе из древесной массы проходить из пространства 50 для рафинирования, через второй рафинировочный элемент 30 и кольцевую опору 14А в кольцевую выходную полость 70, а затем через выпускное отверстие 72 рафинера на выход из рафинера 10. Таким образом, пульпа из древесной массы проходит из пространства 50 для рафинирования, через вторые отверстия 34 и отверстия кольцевой опоры 14С в выходную полость 70 и из рафинера 10 через выпускное отверстие 72.
Путь, по которому пульпа из древесной массы протекает через рафинер 10, показан посредством сплошной черной линии С на фиг. 1. Отметим, что есть широкие вариации для пути любого волокна, когда оно взаимодействует с канавками 26 и 36 и ножами 22 и 32.
В показанном варианте осуществления первые ножи 22 рафинера отделены друг от друга первыми канавками 26 рафинера, см. фиг. 3 и 4В. Каждая из первых канавок 26 рафинера может иметь нижнюю поверхность 26А и ширину W26 от приблизительно 3 мм до приблизительно 18 мм и предпочтительно от приблизительно 6 мм до приблизительно 12 мм, см. фиг. 3. Каждый из всех или, по меньшей мере, основной массы первых ножей 22 рафинера может иметь ширину W22, составляющую расстояние между боковыми кромками 22А и попадающую в диапазон от приблизительно 1,5 мм до приблизительно 4,0 мм. Каждый из всех или, по меньшей мере, основной массы первых ножей 22 рафинера может иметь высоту Н22 от приблизительно 3 мм до приблизительно 8 мм от нижней поверхности примыкающей канавки 26А.
Вторые ножи 32 рафинера отделены друг от друга вторыми канавками 36 рафинера, см. фиг. 3 и 4А. Каждая из вторых канавок 36 рафинера может иметь нижнюю поверхность 36А и ширину W36 от приблизительно 3 мм до приблизительно 18 мм и предпочтительно от приблизительно 6 мм до приблизительно 12 мм. Каждый из всех или, по меньшей мере, основной массы вторых ножей 32 рафинера может иметь ширину W32, составляющую расстояние между боковыми кромками 32А и попадающую в диапазон от приблизительно 1,5 мм до приблизительно 4,0 мм. Каждый из всех или, по меньшей мере, основной массы вторых ножей 32 рафинера может иметь высоту Н32 от приблизительно 3 мм до приблизительно 8 мм от нижней поверхности соседней канавки 36А.
Первые и вторые канавки 26 и 36 рафинера являются рассматриваемой частью пространства 50 для рафинирования. Считается, что основная масса потока пульпы из древесных волокон через пространство 50 для рафинирования проходит через первые и вторые канавки 26 и 36 рафинера.
Первый рафинировочный элемент 30 расположен в закрепленном втором рафинировочном элементе 32 и на расстоянии от него, так что зазор G, см. фиг. 3, расположен между соответствующими наружными концами 22В, 32В первого и второго ножей 22 и 32 рафинера. Зазор G может иметь размер, попадающий в диапазон от приблизительно 0,05 мм до приблизительно 1,00 мм.
Как отмечалось выше, первый рафинировочный элемент 20 определен множеством отдельных первых сегментов 20А. Каждый сегмент 20А имеет первую и вторую боковые кромки 120А, см. фиг. 2. В показанном варианте осуществления первые ножи 22 рафинера по существу расположены относительно боковой кромки 120А первого сегмента под углом Θ приблизительно 30 градусов, см. фиг. 4В. Как также отмечено выше, второй рафинировочный элемент 30 определен множеством отдельных вторых сегментов 30А. Каждый сегмент 30А имеет первую и вторую боковые кромки 130А, см. фиг. 2 и 4А. В показанном варианте осуществления вторые ножи 32 рафинера по существу расположены относительно боковой кромки 130А второго сегмента под углом Θ приблизительно 30 градусов, см. фиг. 4А.
В показанном варианте осуществления первые и вторые ножи 22 рафинера, хотя находятся друг от друга на расстоянии зазора G, расположены друг относительно друга под углом а приблизительно 60 градусов, см. фиг. 4В, где вторые ножи 32 рафинера показаны условно и расположенными над первыми ножами 22 рафинера. В показанном варианте осуществления, когда первый рафинировочный элемент 20 и первые ножи 22 рафинера вращаются относительно неподвижного второго рафинировочного элемента 30 и вторых ножей 32 рафинера, а пульпу из древесной массы подают в пространство 50 для рафинирования, режущие боковые кромки 22А и 32А взаимодействуют друг с другом и разрезают значительное количество длинных древесных волокон LF в пульпе из древесной массы, проходящей через пространство 50 для рафинирования так, что длина длинных древесных волокон LF уменьшается.
Предпочтительно двигатель, приводящий в движение вал 40, работает для подвода приложенной мощности двигателя, достаточной для выполнения интенсивности рафинирования от приблизительно 3 Ньютонов до приблизительно 10 Ньютонов, где интенсивность рафинирования определяют из уравнения:
(Приложенная мощность двигателя - Мощность холостого хода) / [Длина кромки ножа/оборот × об/мин × (1 минута/60 с)],
где:
Приложенная мощность двигателя = Общая мощность двигателя, приложенная к валу 40;
Мощность холостого хода = потери мощности в рафинере;
Об/мин = скорость двигателя = скорость первого рафинировочного элемента;
Длина кромки ножа = общая длина всех первых и вторых ножей рафинера на первом и втором рафинировочных элементах.
Первый рафинировочный элемент 20 может вращаться с окружной скоростью от приблизительно 4000 футов/минуту до приблизительно 6000 футов/минуту.
Первый рафинировочный элемент 20 может вращаться при таком значении об/мин, что частота, при которой каждый из первых ножей 22 рафинера скрещивается или проходит неподвижные вторые ножи 32 рафинера, составляет от приблизительно 1500 Гц до приблизительно 3500 Гц. Например, если окружная скорость первого рафинировочного элемента 20 составляет 22 метров/секунду, а ширина первых и вторых ножей 22 и 32 рафинера составляет 2 мм и ширина первой и второй канавок 26 и 36 рафинера составляет 8 мм, тогда частота = 22000 мм/секунду/10 мм = 2200 Гц.
Средневзвешенная длина волокон беленой хвойной крафт-целлюлозы в пульпе из древесной массы, входящей в рафинер 10, может составлять от приблизительно 1,8 мм до приблизительно 3,0 мм перед входом в рафинер, а средневзвешенная длина обработанных мягких древесных волокон после обработки в рафинере может составлять от приблизительно 1,0 мм до приблизительно 1,6 мм. Средневзвешенную длину волокна можно рассчитать при помощи следующего уравнения:
где ni представляет число волокон с классом длины Li, где длины волокон измерены при помощи анализатора Valmet FS5 Fiber Image Analyzer, где L1 представляет фракцию с длиной от 0,2 до 0,6 мм, L2 представляет фракцию с длиной от 0,6 до 1,2 мм, L3 представляет фракцию с длиной от 1,2 до 2,0 мм, L4 представляет фракцию с длиной от 2,0 до 3,2 мм, a L5 представляет фракцию с длиной от 3,2 до 7,0 мм.
Как указано выше, каждая из первых и вторых канавок 26 и 36 рафинера может иметь ширину W26 и W36 от приблизительно 3 мм до приблизительно 18 мм и предпочтительно от приблизительно 6 мм до приблизительно 12 мм. Как также отмечалось выше, средневзвешенная длина хвойных древесных волокон в пульпе из древесной массы, входящей в рафинер 10, может составлять от приблизительно 1,8 мм до приблизительно 3,0 мм перед входом в рафинер. Отношение ширины, по меньшей мере, основной массы канавок 26 и 36 рафинера первого и второго рафинировочных элементов 20 и 30 к средневзвешенной длине древесных волокон хвойных пород перед входом в пространство 50 для рафинирования предпочтительно составляет по меньшей мере 2. Кроме того, ширины W26 и W36, по меньшей мере, основной массы первых и вторых канавок 26 и 36 рафинера первого и второго рафинировочных элементов 20 и 30 могут попадать в диапазон от приблизительно 2 х до приблизительно 6 х относительно средневзвешенной длины древесных волокон хвойных пород в пульпе из древесной массы перед входом в рафинер. Считается, что поскольку ширины W26 и W36 канавок большие относительно средневзвешенной длины волокон LF в пульпе из древесной массы, входящей в рафинер 10, по меньшей мере, большое количество этих волокон LF имеет достаточно пространства для вращения в канавках 26 и 36, чтобы располагаться по существу перпендикулярно направлению ширины W26 и W36 канавок, см. фиг. 3, позволяя этим волокнам LF разделяться в месте, удаленном от концов волокон LF, и предпочтительно около или в центральном месте CL по длине этих волокон.
Примеры
Рафинер, аналогичный рафинеру 10, показанному на фиг. 1, использовали для рафинирования пульпы беленой хвойной крафт-целлюлозы, содержащей хвойные древесные волокна с исходной средневзвешенной длиной волокна 2,307 мм. Рафинер содержал первый и второй рафинировочные элементы, причем первый рафинировочный элемент содержал первые ножи рафинера и первые канавки рафинера, а второй рафинировочный элемент содержал вторые ножи рафинера и вторые канавки рафинера. Каждая из первых и вторых канавок рафинера имела ширину W26 и W36 равную 8,0 мм. Каждый из первых и вторых ножей рафинера имел ширину W22 равную 2,0 мм и высоту Н22 равную 7 мм. Первый рафинировочный элемент располагался в закрепленном втором рафинировочном элементе и на расстоянии от него, так что зазор G между первым и вторым рафинировочными элементами попадал в диапазон от приблизительно 0,05 мм до приблизительно 0,96 мм. Первые и вторые ножи рафинера по существу располагались относительно боковой кромки сегмента рафинировочного элемента под углом Θ приблизительно 30 градусов. Первые и вторые ножи рафинера располагались относительно друг друга под углом а приблизительно 60 градусов. Длина режущей кромки, равная длине всех первых и вторых ножей рафинера, составляла 1,9 км/оборот.
На фиг. 5 показаны четыре графика Р1-Р4 средневзвешенной длины волокна относительно садкости (мл CSF) для четырех партий пульпы хвойной целлюлозы, где первая точка данных DP1 на графиках Р1-Р4 соответствует средневзвешенной длине волокна и садкости для волокон пульпы хвойной целлюлозы перед прохождением через рафинер, а остальные точки данных на графиках Р1-Р4 соответствуют средневзвешенной длине волокна и садкости для волокон пульпы хвойной целлюлозы после прохождения через рафинер при различных интенеивностях рафинирования, см. также таблицу на фиг. 6. Отметим, что более низкие об/мин дают большую интенсивность рафинирования при таком же уровне мощности.
График P1 соответствует первой партии пульпы хвойной целлюлозы, где эта партия проходила через рафинер с расходом через рафинер равным 20 литрам/секунду, и двигатель, приводящий в движение вал, соединенный с первым рафинировочным элементом, работал при 1500 об/мин. График Р2 соответствует второй партии пульпы хвойной целлюлозы, где эта партия проходила через рафинер с расходом через рафинер равным 20 литрам/секунду, и двигатель, приводящий в движение вал, соединенный с первым рафинировочным элементом, работал при 1200 об/мин. График Р3 соответствует третьей партии пульпы хвойной целлюлозы, где эта партия проходила через рафинер с расходом через рафинер равным 10 литрам/секунду, и двигатель, приводящий в движение вал, соединенный с первым рафинировочным элементом, работал при 1500 об/мин. График Р4 соответствует четвертой партии пульпы хвойной целлюлозы, где эта партия проходила через рафинер с расходом через рафинер равным 10 литрам/секунду, и двигатель, приводящий в движение вал, соединенный с первым рафинировочным элементом, работал при 1200 об/мин.
Треугольник показан на фиг. 5 с гипотенузой, определенной уравнением:
Y=0,00484 (X) - 1,57.
Считается, что при помощи рафинеров уровня техники, большинство, если не все, точки на графике средневзвешенной длины волокна для волокон, прошедших через рафинер, к садкости (мл CSF) будут располагаться слева от гипотенузы треугольника на фиг. 5.
С фиг. 5 очевидно, что четыре графика Р1-Р4, соответствующие первой-четвертой партиям, проходящим через рафинер согласно настоящему изобретению, имеют множество точек данных, расположенных вблизи гипотенузы треугольника или справа от нее. Таким образом, в этих партиях, особенно для точек данных, расположенных около гипотенузы треугольника или справа от нее, волокна в пульпе из древесной массы разрезались так, что их средневзвешенная длина волокна уменьшалась, в то же время сохраняя высокое значение садкости, т.е. более высокое значение садкости по сравнению с нарезанными волокнами, обработанными при помощи рафинеров уровня техники. Также отмечали, что некоторые точки данных, такие как точки данных DP6 и DP7 на графике P1, имели сниженную средневзвешенную длину волокна относительно предыдущей точки данных, но также имели увеличение садкости. Более высокие значения садкости предпочтительны, поскольку они соответствуют более быстрому стеканию жидкости через древесную массу при получении бумажного продукта. Отметим, что рафинеры и процессы уровня техники могут обеспечивать более низкие длины волокон, но не без значительного снижения садкости.
Более низкое значение садкости соответствует большей скорости стекания жидкости через волокна древесной массы при получении бумажного продукта.
Таблица на фиг. 6 показывает интенсивность рафинирования в рафинере для каждой точки данных на графиках Р1-Р4 на фиг. 5. Из таблицы на фиг. 6 очевидно, что, когда интенсивность рафинирования (Н) повышается, средневзвешенная длина волокна снижается. Например, интенсивность рафинирования для точки данных DP6 на графике P1 составляет 6,0 Ньютонов, а соответствующая средневзвешенная длина волокна после прохождения через рафинер составляет 1,526 мм; интенсивность рафинирования для точки данных DP7 на графике P1 составляет 7,2 Ньютонов, а соответствующая средневзвешенная длина волокна после прохождения через рафинер составляет 1,449 мм. Считается, что процессы уровня техники для рафинирования пульпы беленой хвойной крафт-целлюлозы обычно имели интенсивность рафинирования менее 3 Ньютонов. Более высоких интенсивн остей рафинирования избегают в уровне техники для снижения укорачивания волокон и снижения садкости по CSF.
С фиг. 5 и 6 очевидно, что некоторые точки на графиках Р1-Р4, такие как точки данных DP6 и DP7 на графике P1, имеют взаимосвязь средневзвешенной длины волокна и садкости, которая может быть определена как:
Средневзвешенная длина волокна (мм) < (0,00484 (мм/мл CSF) × садкость (мл CSF)) - 1,57 (мм)
С фиг. 5 и 6 также очевидно, что некоторые точки на графиках Р1-Р4, такие как точки данных DP4-DP7 на графике P1, имеют взаимосвязь средневзвешенной длины волокна и садкости, которая может быть определена как:
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) > 0,00484 (мм/мл CSF); или (Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) < 0,0 (мм/мл CSF);
где:
Δ средневзвешенной длины волокна (мм) = изменение средневзвешенной длины древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере; и
Δ садкости (мл CSF) = изменение садкости древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере.
Садкость (мл CSF) может составлять < 650 (мл CSF).
Таким образом, считается, что рафинер настоящего изобретения обрабатывает, т.е. разрезает, значительное число длинных волокон в пульпе хвойной целлюлозы для снижения их длины, в то же время сохраняя более высокое значение садкости.
Также рассматривается, что настоящее изобретение может быть осуществлено на практике при помощи других конусообразных рафинеров и дискообразных рафинеров.
Хотя конкретные варианты осуществления настоящего изобретения были показаны и описаны, следует понимать, что различные изменения и модификации можно сделать без отклонения от сущности и объема настоящего изобретения. Таким образом, оно предназначено охватывать в приложенной формуле изобретения все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
Группа изобретений относится к обработке древесных волокон в рафинере. Способ обработки древесных волокон включает рафинер, содержащий первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера. Первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента. Первые и вторые ножи рафинера разделены первыми и вторыми канавками рафинера. Каждая из первых и вторых канавок рафинера имеет нижнюю поверхность. Первый рафинировочный элемент или второй рафинировочный элемент вращаются так, что первый и второй рафинировочные элементы перемещаются друг относительно друга. Пульпа из древесной массы, содержащей древесные волокна, подается в рафинер так, что пульпа проходит через пространство для рафинирования. Один рафинировочный элемент вращается с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования, по меньшей мере 3 Н. Основная масса канавок рафинера первого и второго рафинировочных элементов имеет ширину, составляющую расстояние между соседними ножами рафинера и попадающую в диапазон от 6 до 12 мм. Технический результат - снижение длины волокон в пульпе хвойной целлюлозы, в то же время сохраняя более высокое значение садкости. 3 н. и 27 з.п. ф-лы, 6 ил.
1. Способ обработки древесных волокон, предусматривающий:
обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера, причем первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними, причем первые и вторые ножи рафинера разделены первыми и вторыми канавками рафинера, при этом каждая из первых и вторых канавок рафинера имеет нижнюю поверхность;
вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга; и
подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования, причем по меньшей мере один рафинировочный элемент вращается с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования, по меньшей мере 3 Н, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы;
причем, по меньшей мере, основная масса канавок рафинера первого и второго рафинировочных элементов имеет ширину, составляющую расстояние между соседними ножами рафинера и попадающую в диапазон от 6 до 12 мм.
2. Способ по п. 1, в котором первый рафинировочный элемент представляет собой вращающийся ротор, а второй рафинировочный элемент представляет собой невращающийся статор.
3. Способ по п. 1, в котором первый рафинировочный элемент вращается с окружной скоростью от 4000 до 6000 фут/мин.
4. Способ по п. 1, в котором интенсивность рафинирования составляет от 6 до 8 Н.
5. Способ по п. 1, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
Средневзвешенная длина волокна (мм) ≤ (0,00484 (мм/мл CSF) × садкость (мл CSF)) - 1,57 (мм).
6. Способ по п. 1, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) > 0,00484 (мм/мл CSF); или
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) < 0,0 (мм/мл CSF);
где:
Δ средневзвешенной длины волокна (мм) = изменение средневзвешенной длины древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере и
Δ садкости (мл CSF) = изменение садкости древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере.
7. Способ по п. 6, где садкость (мл CSF) ≤ 650 (мл CSF).
8. Способ по п. 1, в котором, по меньшей мере, основная масса первых и вторых ножей рафинера имеет ширину между боковыми кромками, попадающую в диапазон от 1,5 до 4,0 мм.
9. Способ по п. 1, в котором, по меньшей мере, основная масса первых и вторых ножей рафинера имеет высоту от 3 до 8 мм от нижней поверхности примыкающей канавки.
10. Способ по п. 1, в котором средневзвешенная длина древесных волокон хвойных пород в пульпе из древесной массы составляет от 1,8 до 3,0 мм перед входом в рафинер, а средневзвешенная длина обработанных древесных волокон хвойных пород после обработки в рафинере составляет от 1,0 до 1,6 мм.
11. Способ по п. 1, в котором ширина, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов попадает в диапазон от 2х до 6х относительно средневзвешенной длины древесных волокон хвойных пород в пульпе из древесной массы перед входом в рафинер.
12. Способ обработки древесных волокон, предусматривающий:
обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера, причем первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними, причем первые и вторые ножи рафинера разделены первыми и вторыми канавками рафинера, при этом каждая из первых и вторых канавок рафинера имеет нижнюю поверхность;
вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга; и
подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования, причем по меньшей мере один элемент вращается с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования, по меньшей мере 3 Н, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы;
причем частота, с которой первые ножи рафинера скрещиваются со вторыми ножами рафинера, составляет от 1500 до 3500 Гц.
13. Способ по п. 12, в котором первый рафинировочный элемент представляет собой вращающийся ротор, а второй рафинировочный элемент представляет собой невращающийся статор.
14. Способ по п. 12, в котором первый рафинировочный элемент вращается с окружной скоростью от 4000 до 6000 фут/мин.
15. Способ по п. 12, в котором интенсивность рафинирования составляет от 6 до 8 Н.
16. Способ по п. 12, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
Средневзвешенная длина волокна (мм) ≤ (0,00484 (мм/мл CSF) × садкость (мл CSF)) - 1,57 (мм).
17. Способ по п. 12, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
(Δ средневзвешенной длины волокна (мм)/Δ садкости (мл CSF))>0,00484 (мм/мл CSF); или
(Δ средневзвешенной длины волокна (мм)/Δ садкости (мл CSF))<0,0 (мм/мл CSF);
где:
Δ средневзвешенной длины волокна (мм) = изменение средневзвешенной длины древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере и
Δ садкости (мл CSF) = изменение садкости древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере.
18. Способ по п. 17, где садкость (мл CSF) ≤ 650 (мл CSF).
19. Способ по п. 12, в котором средневзвешенная длина древесных волокон хвойных пород в пульпе из древесной массы составляет от 1,8 до 3,0 мм перед входом в рафинер, а средневзвешенная длина обработанных древесных волокон хвойных пород после обработки в рафинере составляет от 1,0 до 1,6 мм.
20. Способ по п. 12, в котором ширина, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов попадает в диапазон от 2х до 6х относительно средневзвешенной длины древесных волокон хвойных пород в пульпе из древесной массы перед входом в рафинер.
21. Способ обработки древесных волокон, предусматривающий:
обеспечение рафинера, содержащего первый рафинировочный элемент, содержащий первые ножи рафинера, и второй рафинировочный элемент, содержащий вторые ножи рафинера, причем первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента для обеспечения пространства для рафинирования между ними, причем первые и вторые ножи рафинера разделены первыми и вторыми канавками рафинера, при этом каждая из первых и вторых канавок рафинера имеет ширину;
вращение по меньшей мере одного из первого рафинировочного элемента или второго рафинировочного элемента так, что первый и второй рафинировочные элементы перемещаются друг относительно друга; и
подачу пульпы из древесной массы, содержащей древесные волокна, в рафинер так, что пульпа из древесной массы проходит через пространство для рафинирования, причем по меньшей мере один рафинировочный элемент вращается с уровнем мощности, достаточным для создания интенсивности рафинирования в пространстве для рафинирования, по меньшей мере 3 Н, чтобы вызывать уменьшение длины значительного количества длинных древесных волокон в пульпе из древесной массы;
причем отношение ширины, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов к средневзвешенной длине древесных волокон хвойных пород перед входом в пространство для рафинирования составляет по меньшей мере 2.
22. Способ по п. 21, в котором первый рафинировочный элемент представляет собой вращающийся ротор, а второй рафинировочный элемент представляет собой невращающийся статор.
23. Способ по п. 21, в котором первый рафинировочный элемент вращается с окружной скоростью от 4000 до 6000 фут/мин.
24. Способ по п. 21, в котором интенсивность рафинирования составляет от 6 до 8 Н.
25. Способ по п. 21, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
Средневзвешенная длина волокна (мм) ≤ (0,00484 (мм/мл CSF) × садкость (мл CSF)) - 1,57 (мм).
26. Способ по п. 21, в котором древесные волокна в пульпе из древесной массы после прохождения через пространство для рафинирования имеют отношение средневзвешенной длины волокна и садкости, как определено ниже:
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) > 0,00484 (мм/мл CSF); или
(Δ средневзвешенной длины волокна (мм) / Δ садкости (мл CSF)) < 0,0 (мм/мл CSF);
где:
Δ средневзвешенной длины волокна (мм) = изменение средневзвешенной длины древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере и
Δ садкости (мл CSF) = изменение садкости древесных волокон в пульпе из древесной массы между моментом перед входом в рафинер и моментом после обработки в рафинере.
27. Способ по п. 26, где садкость (мл CSF) ≤ 650 (мл CSF).
28. Способ по п. 21, в котором средневзвешенная длина древесных волокон хвойных пород в пульпе из древесной массы составляет от 1,8 до 3,0 мм перед входом в рафинер, а средневзвешенная длина обработанных древесных волокон хвойных пород после обработки в рафинере составляет от 1,0 до 1,6 мм.
29. Способ по п. 21, в котором ширина, по меньшей мере, основной массы канавок рафинера первого и второго рафинировочных элементов попадает в диапазон от 2х до 6х относительно средневзвешенной длины древесных волокон хвойных пород в пульпе из древесной массы перед входом в рафинер.
30. Способ по п. 21, в котором древесные волокна содержат волокна беленой хвойной крафт-целлюлозы.
| Труборазвальцовка типа Слезачек | 1932 |
|
SU33123A1 |
| ДИСКОВЫЙ РАФИНЕР (ВАРИАНТЫ), ПАРА РАФИНИРУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ ДИСКОВОГО РАФИНЕРА (ВАРИАНТЫ), КОМБИНИРОВАННАЯ ПЛИТА ДИСКОВОГО РАФИНЕРА И СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО РАФИНИРОВАНИЯ ДРЕВЕСНОЙ ЩЕПЫ | 2005 |
|
RU2372433C2 |
| US 8646708 B2, 11.02.2014 | |||
| WO 2013169203 A1, 14.11.2013 | |||
| US 2004149403 A1, 05.08.2004. | |||

