Родственные заявки
Настоящая заявка является родственной для следующей заявки, которая подана одновременно с ней, и которая во всей своей полноте включена в нее посредством ссылки: патентная заявка США № 15/860,055 (дело патентного поверенного № TEC-119945-US), озаглавленная «УСТРОЙСТВО И СПОСОБ ДЛЯ ОБРАБОТКИ ДРЕВЕСНЫХ ВОЛОКОН» (Dwight Anderson).
Область техники настоящего изобретения
Настоящее изобретение относится, в общем, к обработке древесных волокон в рафинере и, более конкретно, к рафинеру древесной массы и вариантам рафинировочных элементов для рафинера древесной массы для рафинирования древесных волокон и измельчения пучков волокон.
Уровень техники настоящего изобретения
Рафинеры дискового типа традиционно используют для обработки древесных волокон на стадии процесса изготовления бумажных изделий. Такие рафинеры включают первый и второй рафинировочные элементы, между которыми находится рафинировочное пространство. Каждый из первого и второго рафинировочных элементов включают множество рафинировочных пластин, разделенных рафинировочными канавками, причем рафинировочные пластины определяют режущие поверхности для резания древесных волокон. В течение работы по меньшей мере один из первого и второго рафинировочных элементов вращается по отношению к другому, причем при вращении режущие поверхности рафинировочных пластин разрезают древесные волокна, обрабатываемые в рафинере. После обработки древесных волокон в рафинере обработанные древесные волокна могут быть подвергнуты дополнительной обработке в последующих процессах изготовления бумажных изделий с получением бумажных изделий. В некоторых случаях древесные волокна могут быть подвергнуты дополнительной обработке, например, в отдельном рафинере типа конической мельницы или дефлокуляторе.
Примерами, иллюстрирующими известные рафинеры могут быть следующие публикации.
Патент DE 4210207, опубликованный 09.09.1993, раскрывает рафинировочный диск с конвейерными лопатками 12, зубцами 4, 4’, 4’’, 5, 5’, 5’’ и лопатками 16, в котором зубцы расположены радиально наружу от конвейерных лопаток 12 и лопаток 16. Конвейерные лопатки 12 служат для введения суспензии из волокон в канал измельчения.
Публикация DE 202014010374 (дата публикации 17.06.2015) раскрывает устройство для механической обработки волокнистого материала (1) с корпусом (2), в котором расположены первый обрабатывающий инструмент (3) и второй обрабатывающий инструмент (4), при этом по меньшей мере один обрабатывающий инструмент (3, 4) вращается. Каждый из обрабатывающих инструментов (3, 4) имеет вращательно-симметричную форму, расположен коаксиально другому, имеет зубцы (6), расположенные в несколько кольцеобразных рядов (5), концентрических их центру, между боковыми сторонами которых (12) в направлении по окружности (16) имеются зубчатые зазоры (7), через которые волокнистый материал (1) течет радиально наружу.
Патент RU 2607753, опубликованный 10.01.2017, раскрывает узел противоположных дисков или конусов для диспергатора, где каждый диск или конус имеет установленную на нем пластину или группу сегментов пластины с лицевой поверхностью на каждой пластине или группе сегментов пластины, и каждая поверхность имеет последовательность ножей, канавок и перемычек. Ножи располагаются рядами, ряды разделены кольцевыми перемычками по существу с фиксированным радиальным местоположением, и канавки располагаются смежно с ножами в рядах так, что канавки образуют путь в виде серпантина, проходящий радиально между противоположными пластинами или группой сегментов пластины на противоположных дисках или конусах.
Краткое раскрытие настоящего изобретения
В соответствии с первым аспектом настоящего изобретения, предложен рафинировочный элемент для рафинера древесной массы. Рафинировочный элемент включает рафинировочное тело, включающее рафинировочную поверхность, включающую первые рафинировочные пластины, разделенные первыми рафинировочными канавками, и вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками. Каждая из первых рафинировочных пластин проходит от радиально внутреннего положения на рафинировочной поверхности до первого радиально наружного положения на рафинировочной поверхности. Каждая из вторых рафинировочных пластин проходит до второго радиально наружного положения на рафинировочной поверхности. Вторые рафинировочные пластины имеют длину в продольном направлении, составляющую от приблизительно 0,6 см до приблизительно 10 см, причем второе радиально наружное положение находится ближе к наиболее удаленной от центра части рафинировочного тела, чем первое радиально наружное положение. Первые рафинировочные пластины имеют первую максимальную высоту, проходящую вверх от дна соседней первой рафинировочной канавки, и вторые рафинировочные пластины имеют вторую максимальную высоту, проходящую вверх от дна соседней второй рафинировочной канавки. Вторая максимальная высота составляет по меньшей мере на 0,35 мм менее чем первая максимальная высота. Первые рафинировочные пластины выполнены с возможностью рафинирования древесных волокон, и вторые рафинировочные пластины выполнены с возможностью измельчения пучков волокон.
Первая максимальная высота первых рафинировочных пластин, которую измеряют от дна соседней первой рафинировочной канавки, может составлять от приблизительно 4 мм до приблизительно 10 мм. Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм. Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм.
Длина в продольном направлении вторых рафинировочных пластин может составлять от приблизительно 2 см до приблизительно 10 см.
Вторые рафинировочные пластины могут составлять единое целое с первыми рафинировочными пластинами, таким образом, что вторые рафинировочные пластины проходят от первого радиально наружного положения до второго радиально наружного положения. Каждая из вторых рафинировочных пластин может иметь непрерывный наклон вниз от первого радиально наружного положения до второго радиально наружного положения.
Первые и вторые рафинировочные пластины могут иметь ширину между боковыми краями, составляющую от приблизительно 2 мм до приблизительно 8 мм.
По меньшей мере некоторые из первых рафинировочных канавок могут быть снабжены перегородками. Рафинировочный элемент может дополнительно включать третьи рафинировочные пластины, разделенные третьими рафинировочными канавками, и четвертые рафинировочные пластины, разделенные четвертыми рафинировочными канавками. Каждая из третьих рафинировочных пластин может проходить до третьего радиально наружного положения на рафинировочной поверхности, и каждая из четвертых рафинировочных пластин может проходить до четвертого радиально наружного положения на рафинировочной поверхности. Четвертые рафинировочные пластины могут иметь длину в продольном направлении, составляющую от приблизительно 0,6 см до приблизительно 10 см. Четвертое радиально наружное положение может находиться ближе к наиболее удаленной от центра части рафинировочного тела, чем третье радиально наружное положение. Третьи рафинировочные пластины могут иметь третью максимальную высоту, проходящую вверх от дна соседней третьей рафинировочной канавки, и четвертые рафинировочные пластины могут иметь четвертую максимальную высоту, проходящую вверх от дна соседней четвертой рафинировочной канавки. Четвертая максимальная высота может составлять по меньшей мере на 0,35 мм менее чем третья максимальная высота. Третьи рафинировочные пластины могут быть выполнены с возможностью рафинирования древесных волокон, и четвертые рафинировочные пластины могут быть выполнены с возможностью измельчения пучков волокон.
Третьи рафинировочные пластины могут составлять единое целое со вторыми рафинировочными пластинами, таким образом, что третьи рафинировочные пластины проходят от второго радиально наружного положения до третьего радиально наружного положения, и четвертые рафинировочные пластины могут составлять единое целое с третьими рафинировочными пластинами, таким образом, что четвертые рафинировочные пластины проходят от третьего радиально наружного положения до четвертого радиально наружного положения.
В соответствии со вторым аспектом настоящего изобретения, предложен рафинер древесной массы. Рафинер древесной массы включает: каркас, по меньшей мере первую пару рафинировочных элементов, и ротор, связанный с каркасом. Рафинировочные элементы включают первый рафинировочный элемент, связанный с каркасом и включающий первое рафинировочное тело, и второй рафинировочный элемент, связанный с каркасом и включающий второе рафинировочное тело. Первое рафинировочное тело включает первую рафинировочную поверхность, включающую: первые рафинировочные пластины, разделенные первыми рафинировочными канавками, причем каждая из первых рафинировочных пластин проходит от радиально внутреннего положения на рафинировочной поверхности до первого радиально наружного положения на рафинировочной поверхности, и вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками, причем каждая из вторых рафинировочных пластин проходит до второго радиально наружного положения на рафинировочной поверхности. Вторые рафинировочные пластины имеют длину в продольном направлении, составляющую от приблизительно 0,6 см до приблизительно 10 см. Второе радиально наружное положение может находиться ближе к наиболее удаленной от центра части рафинировочного тела, чем первое радиально наружное положение. Первые рафинировочные пластины имеют первую максимальную высоту, проходящую вверх от дна соседней первой канавки, и вторые рафинировочные пластины имеют вторую максимальную высоту, проходящую вверх от дна соседней второй канавки. Вторая максимальная высота составляет по меньшей мере на 0,35 мм менее чем первая максимальная высота. Второй рафинировочный элемент включает вторую рафинировочную поверхность, включающую рафинировочные пластины второго элемента, разделенные рафинировочными канавками второго элемента. Первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними. Ротор присоединен к одному из первого рафинировочного элемента и второго рафинировочного элемента, таким образом, что вращение ротора осуществляет движение одного из первого и второго рафинировочного элемента по отношению к другому. Когда суспензия древесной массы, включающая древесные волокна, поступает в каркас, суспензия древесной массы проходит через рафинировочное пространство таким образом, что рафинируется значительное число древесных волокон в суспензии древесной массы, и разделяется множество пучков древесных волокон в суспензии древесной массы.
Вторая максимальная высота может составлять по меньшей мере на 0,7 мм менее чем первая максимальная высота.
Длина в продольном направлении вторых рафинировочных пластин может составлять от приблизительно 2 см до приблизительно 10 см.
Рафинировочные пластины второго элемента могут включать: третьи рафинировочные пластины, проходящие от радиально внутреннего положения на второй рафинировочной поверхности до первого радиально наружного положения на второй рафинировочной поверхности, и четвертые рафинировочные пластины, проходящие до второго радиально наружного положения на второй рафинировочной поверхности. Второе радиально наружное положение может находиться ближе к наиболее удаленной от центра части второго рафинировочного тела, чем первое радиально наружное положение. Третьи рафинировочные пластины могут иметь третью максимальную высоту, проходящую вверх от дна соседней канавки, и четвертые рафинировочные пластины могут иметь четвертую максимальную высоту, проходящую вверх от дна соседней канавки. Четвертая максимальная высота может составлять по меньшей мере на 0,35 мм менее чем третья максимальная высота.
Первый рафинировочный элемент может представлять собой невращающийся статорный элемент, и второй рафинировочный элемент может представлять собой вращающийся роторный элемент.
В соответствии с третьим аспектом настоящего изобретения, предложен способ обработки древесных волокон. Способ включает: обеспечение рафинера, включающего по меньшей мере первую пару рафинировочных элементов. Рафинировочные элементы включают: первый рафинировочный элемент, включающий первое рафинировочное тело, и второй рафинировочный элемент, включающий второе рафинировочное тело. Первое рафинировочное тело включает первую рафинировочную поверхность, включающую: первые рафинировочные пластины, разделенные первыми рафинировочными канавками, и имеющие первую максимальную высоту, проходящую вверх от дна соседней первой рафинировочной канавки, и вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками и имеющие вторую максимальную высоту, проходящую вверх от дна соседней второй рафинировочной канавки. Второе рафинировочное тело включает вторую рафинировочную поверхность, включающую рафинировочные пластины второго элемента, разделенные рафинировочными канавками второго элемента. Первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними. По меньшей мере часть рафинировочных пластин второго элемента находится напротив вторых рафинировочных пластин, таким образом, что определяется зазор между частью рафинировочных пластин второго элемента и вторыми рафинировочными пластинами. Способ дополнительно включает: вращение по меньшей мере одного из первого рафинировочного элемента и второго рафинировочного элемента таким образом, что первый и второй рафинировочные элементы движутся по отношению друг к другу; введение суспензии древесной массы, включающей древесные волокна, в рафинер таким образом, что суспензия проходит через рафинировочное пространство; и приложение аксиального давления по меньшей мере к одному из первого рафинировочного элемента и второго рафинировочного элемента, по мере того, как поступает суспензия, таким образом, что зазор между частью рафинировочных пластин второго элемента и вторыми рафинировочными пластинами составляет от приблизительно 0,9 мм до приблизительно 1,5 мм, причем по меньшей мере некоторые из пучков древесных волокон, проходящих через зазор, являются разделенными.
Вторые рафинировочные пластины могут иметь длину в продольном направлении, составляющую от приблизительно 0,6 см до приблизительно 10 см, и вторая максимальная высота может составлять по меньшей мере на 0,35 мм менее чем первая максимальная высота. Длина в продольном направлении вторых рафинировочных пластин может составлять от приблизительно 2 см до приблизительно 10 см.
Рафинировочные пластины второго элемента могут включать: третьи рафинировочные пластины и четвертые рафинировочные пластины.
Третьи рафинировочные пластины могут иметь третью максимальную высоту, проходящую вверх от дна соседней канавки, и четвертые рафинировочные пластины могут иметь четвертую максимальную высоту, проходящую вверх от дна соседней канавки. Четвертая максимальная высота может составлять по меньшей мере на 0,35 мм менее чем третья максимальная высота.
В соответствии с четвертым аспектом настоящего изобретения, предложен рафинировочный элемент для рафинера древесной массы.
Рафинировочный элемент включает: рафинировочное тело, включающее множество радиально проходящих секторных сегментов, включающее: по меньшей мере один первый секторный сегмент и по меньшей мере один второй секторный сегмент. По меньшей мере один первый секторный сегмент включает первую рафинировочную поверхность, включающую первые рафинировочные пластины, разделенные первыми рафинировочными канавками. Первые рафинировочные пластины имеют первую максимальную высоту, проходящую вверх от дна соседней первой рафинировочной канавки.
По меньшей мере один второй секторный сегмент включает вторую рафинировочную поверхность, включающую вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками. Вторые рафинировочные пластины имеют вторую максимальную высоту, проходящую вверх от дна соседней второй рафинировочной канавки. Вторая максимальная высота составляет по меньшей мере на 0,35 мм менее чем первая максимальная высота. Первые рафинировочные пластины выполнены с возможностью рафинирования древесных волокон, и вторые рафинировочные пластины выполнены с возможностью измельчения пучков волокон.
Первая максимальная высота первых рафинировочных пластин, которую измеряют от дна соседней первой рафинировочной канавки, может составлять от приблизительно 4 мм до приблизительно 10 мм.
Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм.
Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм.
В соответствии с пятым аспектом настоящего изобретения, предложен рафинер древесной массы. Рафинер древесной массы включает: каркас, по меньшей мере первую пару рафинировочных элементов, и ротор, связанный с каркасом. Рафинировочные элементы включают: первый рафинировочный элемент, связанный с каркасом и включающий первое рафинировочное тело, и второй рафинировочный элемент, связанный с каркасом и включающий второе рафинировочное тело. Первое рафинировочное тело включает множество радиально проходящих секторных сегментов, включающее: по меньшей мере один первый секторный сегмент и по меньшей мере один второй секторный сегмент. По меньшей мере один первый секторный сегмент включает первую рафинировочную поверхность, включающую первые рафинировочные пластины, разделенные первыми рафинировочными канавками. Первые рафинировочные пластины имеют первую максимальную высоту, проходящую вверх от дна соседней первой рафинировочной канавки. По меньшей мере один второй секторный сегмент включает вторую рафинировочную поверхность, включающую вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками. Вторые рафинировочные пластины имеют вторую максимальную высоту, проходящую вверх от дна соседней второй рафинировочной канавки. Вторая максимальная высота составляет по меньшей мере на 0,35 мм менее чем первая максимальная высота. Второе рафинировочное тело включает рафинировочную поверхность второго элемента, включающую рафинировочные пластины второго элемента, разделенные рафинировочными канавками второго элемента. Первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними. Ротор присоединен к одному из первого рафинировочного элемента и второго рафинировочного элемента, таким образом, что вращение ротора осуществляет движение первого и второго рафинировочных элементов по отношению друг к другу. Когда суспензия древесной массы, включающая древесные волокна, поступает в каркас, суспензия древесной массы проходит через рафинировочное пространство таким образом, что рафинируется значительное число древесных волокон в суспензии древесной массы, и разделяется множество пучков древесных волокон в суспензии древесной массы.
Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм.
Вторая максимальная высота вторых рафинировочных пластин, которую измеряют от дна соседней второй рафинировочной канавки, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм.
Второе рафинировочное тело может включать множество радиально проходящих секторный сегментов, включающее: по меньшей мере один третий секторный сегмент и по меньшей мере один четвертый секторный сегмент. По меньшей мере один третий секторный сегмент может включать третью рафинировочную поверхность, включающую третьи рафинировочные пластины, разделенные третьими рафинировочными канавками. Третьи рафинировочные пластины могут иметь третью максимальную высоту, проходящую вверх от дна соседней третьей рафинировочной канавки. По меньшей мере один четвертый секторный сегмент может включать четвертую рафинировочная поверхность, включающую четвертые рафинировочные пластины, разделенные четвертыми рафинировочными канавками. Четвертые рафинировочные пластины могут иметь четвертую максимальную высоту, проходящую вверх от дна соседней четвертой рафинировочной канавки. Четвертая максимальная высота может составлять по меньшей мере на 0,35 мм менее чем третья максимальная высота. Третья и четвертая рафинировочные пластины могут определять рафинировочные пластины второго элемента, и при этом третья и четвертая рафинировочные канавки могут определять рафинировочные канавки второго элемента.
Первый рафинировочный элемент может представлять собой невращающийся статорный элемент, и второй рафинировочный элемент может представлять собой вращающийся роторный элемент.
В соответствии с шестым аспектом настоящего изобретения, предложен рафинировочный элемент для рафинера древесной массы. Рафинировочный элемент включает рафинировочное тело, включающее рафинировочную поверхность, включающую: рафинировочные пластины, разделенные рафинировочными канавками, причем каждая из рафинировочных пластин проходит от радиально внутреннего положения на рафинировочной поверхности до первого радиально наружного положения на рафинировочной поверхности; и зубцы, проходящие до второго радиально наружного положения на рафинировочной поверхности. Второе радиально наружное положение находится ближе к наиболее удаленной от центра части рафинировочного тела, чем первое радиально наружное положение. Рафинировочные пластины выполнены с возможностью рафинирования древесных волокон, и зубцы выполнены с возможностью измельчения пучков волокон.
Рафинировочные пластины могут иметь первую максимальную высоту, которую измеряют от дна соседней рафинировочной канавки, от приблизительно 4 мм до приблизительно 10 мм.
Рафинировочные пластины могут иметь ширину между боковыми краями, составляющую от приблизительно 2 мм до приблизительно 8 мм.
По меньшей мере некоторые из рафинировочных канавок могут быть снабжены перегородками.
В соответствии с седьмым аспектом настоящего изобретения, предложен рафинер древесной массы.
Рафинер древесной массы включает каркас, по меньшей мере первую пару рафинировочных элементов, и ротор, связанный с каркасом. Рафинировочные элементы включают первый рафинировочный элемент, связанный с каркасом и включающий первое рафинировочное тело, включающее первая рафинировочная поверхность и второй рафинировочный элемент, связанный с каркасом и включающий второе рафинировочное тело, включающее вторую рафинировочную поверхность. Первая рафинировочная поверхность включает: первые рафинировочные пластины, разделенные первыми рафинировочными канавками, причем каждая из первых рафинировочных пластин проходит от радиально внутреннего положения на первой рафинировочной поверхности до первого радиально наружного положения на первой рафинировочной поверхности, и первые зубцы, проходящие до следующего радиально наружного положения на первой рафинировочной поверхности. Следующее радиально наружное положение находится ближе к наиболее удаленной от центра части первого рафинировочного тела, чем первое радиально наружное положение. Первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними. Ротор присоединен к одному из первого рафинировочного элемента и второго рафинировочного элемента, таким образом, что вращение ротора осуществляет движение первого и второго рафинировочных элементов по отношению друг к другу. Когда суспензия древесной массы, включающая древесные волокна, поступает в каркас, суспензия древесной массы проходит через рафинировочное пространство таким образом, что рафинируется значительное число древесных волокон в суспензии древесной массы, и разделяется множество пучков древесных волокон в суспензии древесной массы.
Второй рафинировочный элемент может включать второе рафинировочное тело, включающее вторую рафинировочную поверхность, включающую: вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками, причем каждая из вторых рафинировочных пластин проходит от радиально внутреннего положения на второй рафинировочной поверхности до первого радиально наружного положения на второй рафинировочной поверхности, и вторые зубцы, проходящие до второго радиально наружного положения на второй рафинировочной поверхности. Второе радиально наружное положение может находиться ближе к наиболее удаленной от центра части второго рафинировочного тела, чем первое радиально наружное положение.
Вторая рафинировочная поверхность может включать первый ряд вторых зубцов, проходящих до второго радиально наружного положения на второй рафинировочной поверхности и второй ряд вторых зубцов, проходящих до четвертого радиально наружного положения на второй рафинировочной поверхности. Первые зубцы зацепляются со вторыми зубцами.
Первый рафинировочный элемент может представлять собой невращающийся статорный элемент, и второй рафинировочный элемент может представлять собой вращающийся роторный элемент.
Краткое описание фигур
Хотя описание изобретения согласовано с формулой изобретения, раскрывая и определенно заявляя настоящее изобретение, авторы считают, что настоящее изобретение станет более понятным из следующего описания в сочетании с сопровождающими графическими фигурами, на которых аналогичными условными номерами обозначены аналогичные элементы, и при этом:
на фиг. 1 представлено схематическое изображение в частичном разрезе
дискового рафинера; на фиг. 2 и 3 представлены виды сверху первого и второго
рафинировочного тела, соответственно; на фиг. 4A и 4B представлены виды сверху секции рафинировочной
поверхности первого рафинировочного тела на фиг. 2; на фиг. 5A и 5B представлены виды сверху секции рафинировочной
поверхности второго рафинировочного тела на фиг. 3; на фиг. 6A представлено изображение в частичном разрезе
рафинировочного тела, проведенном вдоль линии 6A-6A на фиг. 4A и 5A;
на фиг. 6B представлено изображение в частичном разрезе
рафинировочного тела, проведенном вдоль линии 6B-6B на фиг. 4B и 5B; на фиг. 7 представлено изображение в частичном разрезе, проведенном
вдоль линии 7-7 на фиг. 4A, 4B, 5A и 5B; на фиг. 8 и 9 представлены изображения в частичном разрезе рафинировочной пластины на первом рафинировочном теле, которая находится на расстоянии и расположена выше соответствующей рафинировочной пластины на втором рафинировочном теле; на фиг. 10 и 11 представлены виды сверху частей первого и второго рафинировочных тел, соответственно, включающих множество радиально проходящих секторных сегментов; на фиг. 12A и 12B представлены изображения в частичном разрезе рафинировочных пластин из секторных сегментов на фиг. 10 и 11, причем одно рафинировочное тело находится на расстоянии и расположено выше другого рафинировочного тела; на фиг. 13 и 14 представлены виды сверху первого и второго
рафинировочных тел, соответственно, включающих зубцы; на фиг. 15 представлен вид сверху секции рафинировочной поверхности
первого рафинировочного тела на фиг. 13; на фиг. 16 представлен вид сверху секции рафинировочной поверхности
второго рафинировочного тела на фиг. 14; на фиг. 17 представлено изображение в частичном разрезе рафинировочной пластины и зубца на первом рафинировочном теле, которое находится на расстоянии и расположено выше второго рафинировочного тела, включающего рафинировочную пластину и зубцы; и на фиг. 18 представлена технологическая схема, иллюстрирующая
примерный способ обработки древесных волокон.
Подробное раскрытие настоящего изобретения
В следующем подробном описании предпочтительных вариантов осуществления содержатся ссылки на сопровождающие фигуры, которые составляют его часть, и на которых представлены в качестве иллюстрации, а не в качестве ограничения конкретные предпочтительные варианты осуществления, в которых может быть практически реализовано настоящее изобретение. Следует понимать, что могут быть использованы и другие варианты осуществления, и что могут быть произведены изменения без отклонения от идеи и выхода за пределы объема настоящего изобретения.
На фиг. 1 проиллюстрировано схематическое изображение в частичном разрезе дискового рафинера согласно настоящему изобретению. Дисковый рафинер 10 включает корпус с первой корпусной секцией 12 и второй корпусной секцией 14, которые могут быть соединены с помощью болтов или иным способом соединены фиксированным образом друг с другом. Корпусные секции 12, 14 определяют впуск 16, выпуск 18 и внутреннюю полость 64 рафинера, который содержит один или несколько пар рафинировочных элементов. Вариант осуществления, проиллюстрированный на фиг. 1, представляет собой двухдисковый рафинер 10, включающий две пары рафинировочных элементов, например, первый рафинировочный элемент 20, спаренный со вторым рафинировочным элементом 30, и третий рафинировочный элемент 40, спаренный с четвертым рафинировочным элементом 50. Первый рафинировочный элемент 20 включает первое рафинировочное тело 22 с первой рафинировочной поверхностью 24, и второй рафинировочный элемент 30 включает второе рафинировочное тело 32 со второй рафинировочной поверхностью 34. Третий рафинировочный элемент 40 включает третье рафинировочное тело 42 и третью рафинировочную поверхность 44, и четвертый рафинировочный элемент 50 включает четвертое рафинировочное тело 52 и четвертую рафинировочную поверхность 54. Каждый из рафинировочных элементов 20, 30, 40, 50 связан с главным опорным каркасом, включающим фиксированный опорный каркас 66, прикрепленный к первой корпусной секции 12, и подвижный опорный каркас 68, как описано в настоящем документе.
Первое, второе, третье и четвертое рафинировочные тела 22, 32, 42, 52 могут обычно иметь дискообразную форму с практически одинаковым наружным диаметром (см. фиг. 2 и 3). Первый и второй рафинировочные элементы 20, 30 расположены таким образом, что первая рафинировочная поверхность 24 обращена ко второй рафинировочной поверхности 34, и третий и четвертый рафинировочные элементы 40, 50 расположены таким образом, что третья рафинировочная поверхность 44 обращена к четвертой рафинировочной поверхности 54. Первый рафинировочный элемент 20 находится на расстоянии от второго рафинировочного элемента 30, что определяет первое рафинировочное пространство 60 между соответствующими рафинировочными поверхностями 24, 34. Третий рафинировочный элемент 40 находится на расстоянии от четвертого рафинировочного элемента 50, что определяет второе рафинировочное пространство 62 между соответствующими рафинировочными поверхностями 44, 54. Дисковый рафинер 10 может иметь структуру, аналогичную структуре, проиллюстрированной в публикации патентной заявки США № 2006/0037728 A1, описание которой включено в настоящий документ посредством ссылки.
Согласно варианту осуществления, который представлен на фиг. 1, первый и четвертый рафинировочные элементы 20, 50 являются стационарными, а второй и третий рафинировочные элементы 30, 40 вращаются по отношению к первому и четвертому рафинировочным элементам 20, 50. Первый рафинировочный элемент 20 может быть неподвижно прикреплен к опорному каркасу 66 посредством болтов или других подходящих креплений (не проиллюстрированных). Второй и третий рафинировочные элементы 30, 40 могут быть присоединены к опоре 70, которая присоединена и проходит радиально наружу от вращающегося вала 72. Опора 70 присоединена к валу 72 таким образом, что она вращается с валом 72, а также имеет возможность аксиального движения вдоль вала 72. Вал 72 приводится в движение первым мотором 74 таким образом, что опора 70 и второй и третий рафинировочные элементы 30, 40 вращаются с валом 72 в течение работы дискового рафинера 10. Вал 72 имеет центральную ось 72A, которая обычно является коаксиальной с осью вращения второго и третьего рафинировочных элементов 30, 40. Вал 72 может быть установлен с возможностью вращения на фиксированный опорный каркас 66 таким образом, что первый и второй рафинировочные элементы 30, 40 связаны с главным опорным каркасом. Опора 70 может быть подвижной в аксиальном направлении вдоль вала 72, например, практически вдоль центральной оси 72A, по отношению к первому и четвертому рафинировочным элементам 20, 50, как описано в настоящем документе. Четвертый рафинировочный элемент 50 может быть неподвижно прикреплен к подвижному опорному каркасу 68 посредством болтов или других подходящих креплений (не проиллюстрированных). Следовательно, опора 70 и вал 72 могут определять ротор, связанный с главным опорным каркасом таким образом, что второй и третий рафинировочные элементы могут определять вращающиеся роторные элементы, и первый и четвертый рафинировочные элементы 20, 50 могут определять невращающиеся статорные элементы. Вращение ротора осуществляет движение второго и третьего рафинировочных элементов 30, 40 по отношению к первому и четвертому рафинировочным элементам 20, 50, соответственно.
Неподвижный опорный каркас 68 может быть установлен во второй корпусной секции 14, и он присоединен ко второму мотору 76, который может представлять собой реверсивный электрический мотор, занимающий фиксированное положение. Второй мотор 76 перемещает подвижный опорный каркас 68 в практически горизонтальном (т. е. аксиальном) направлении, представленном стрелкой A. Рафинер 10 может включать, например, винтовой домкрат (не проиллюстрированный), присоединенный ко второму мотору 76, и подвижный опорный каркас 68, причем второй мотор 76 может вращать винтовой домкрат, чтобы перемещать подвижный опорный каркас 68, к которому присоединен, например, четвертый рафинировочный элемент 50. Это движение регулирует размер зазоров, т. е. первое и второе рафинировочные пространства 60, 62, определяемые между первым и вторым рафинировочными элементами 20, 30 и третьим и четвертым рафинировочными элементами 40, 50 (см. также фиг. 8 и 9). Согласно другим вариантам осуществления (не проиллюстрированным) регулирование размера зазоров может быть достигнуто посредством одного или нескольких магнитных подшипников. Магнитные подшипники, которые регулируют аксиальное положение вала 72, могут быть использованы для регулирования положения вращающихся роторных элементов, которые неподвижно прикреплены к валу 72. Магнитные подшипники могут быть использованы для регулирования аксиального положения одного или нескольких дополнительных подвижных секций главного опорного каркаса, т. е. подвижного опорного каркаса 68, к которому присоединены один или несколько невращающихся статорных элементов.
Как будет обсуждаться далее в настоящем документе, суспензия древесной массы, включающая древесные волокна, проходит через рафинировочные пространства 60, 62. Когда винтовой домкрат вращается в первом направлении, он вызывает движение подвижного опорного каркаса 68 и четвертого рафинировочного элемента 50 внутрь по направлению к третьему рафинировочному элементу 40. Четвертый рафинировочный элемент 50 затем прилагает аксиальную силу к суспензии древесной массы, проходящей через второе рафинировочное пространство 62, которая, в свою очередь, прилагает аксиальную силу к третьему рафинировочному элементу 40, заставляя третий рафинировочный элемент 40, опору 70 и второй рафинировочный элемент 30 двигаться внутрь по направлению к первому рафинировочному элементу 20.
Когда винтовой домкрат вращается во втором направлении, противоположном по отношению к первому направлению, он вызывает движение подвижного опорного каркаса 68 и четвертого рафинировочного элемента 50 наружу от третьего рафинировочного элемента 40. Это уменьшает аксиальную силу, прилагаемую четвертым рафинировочным элементом 50 к суспензии древесной массы, проходящей через второе рафинировочное пространство 62, что, в свою очередь, уменьшает аксиальную силу, прилагаемую суспензией древесной массы к третьему рафинировочному элементу 40. При этом аксиальная сила, прилагаемая суспензией древесной массы, проходящей через первое рафинировочное пространство 60, является достаточной, чтобы заставлять второй рафинировочный элемент 30, опору 70 и третий рафинировочный элемент 40 двигаться по направлению к четвертому рафинировочному элементу 50. Это происходит до тех пор, пока остаются приблизительно равными аксиальные силы, прилагаемые суспензией древесной массы, проходящей через первое и второе рафинировочные пространства 60, 62, ко второму и третьему рафинировочным элементам 30 и 40.
Согласно некоторым вариантам осуществления (не проиллюстрированным) дисковый рафинер 10 может дополнительно включать следующий мотор и второй вращающийся вал, и первый и/или четвертый рафинировочные элементы 20, 50 могут быть присоединены ко второму вращающемуся валу таким образом, что первый и/или четвертый рафинировочные элементы 20, 50 могут вращаться в противоположном направлении по отношению ко второму и/или третьему рафинировочным элементам 30, 40, соответственно. Согласно другим вариантам осуществления (не проиллюстрированным) дисковый рафинер 10 может включать только одну пару рафинировочных элементов, в числе которых один рафинировочный элемент представляет собой невращающийся статорный элемент, а другой рафинировочный элемент представляет собой вращающийся роторный элемент. Согласно следующим вариантам осуществления (не проиллюстрированным) дисковый рафинер может включать три или более пар рафинировочных элементов. Согласно следующим вариантам осуществления (не проиллюстрированным) дисковый рафинер 10 может представлять собой конический рафинер с одной или несколькими парами рафинировочных элементов.
На фиг. 2 и 3 представлены виды сверху рафинировочных поверхностей 24, 34 первого рафинировочного тела 22 и второго рафинировочного тела 32, соответственно, для применения в рафинере древесной массы согласно одному варианту осуществления настоящего изобретения. Хотя это не обсуждается подробно в настоящем документе, структура рафинировочных поверхностей 44, 54, соответственно, третьего и четвертого рафинировочных тел 42, 52 (см. фиг. 1) может быть практически аналогичной структуре рафинировочных поверхностей 24, 34, соответственно, первого и второго рафинировочных тел 22, 32.
Как представлено на фиг. 1 и 2, первое рафинировочное тело 22 может включать множество секций, например, секции 22A-22C, которые соединены друг с другом посредством болтов или иным способом с образованием дискообразного рафинировочного тела 22, включающего радиально наружный край 27. Рафинировочная поверхность 24 включает множество продолговатых рафинировочных пластин 26, отделенных друг от друга рафинировочными канавками 28. Хотя это не представлено на фиг. 2, следует понимать, что другие секции (не обозначенные номерами) первого рафинировочного тела 22 будут аналогичным образом включать рафинировочные пластины 26 и рафинировочные канавки 28. Рафинировочные пластины 26 проходят радиально наружу от радиально внутреннего положения 23 по направлению к радиально наружному краю 27 первого рафинировочного тела 22. Рафинировочные пластины 26 могут быть наклонены под различными углами, как представлено на фиг. 2, и каждая секция 22A-22C может включать один или несколько сегментов (не обозначенных отдельными номерами) рафинировочных пластин 26, которые наклонены в различных направлениях. Рафинировочные пластины 26 и рафинировочные канавки 28 в пределах каждой секции 22A-22C на фиг. 2 могут быть в остальных аспектах аналогичными по структуре.
Как представлено на фиг. 3, второе рафинировочное тело 32 может аналогичным образом включать множество секций, например, секции 32A-32C, которые соединены друг с другом посредством болтов или иным способом с образованием дискообразного рафинировочного тела 32, включающего радиально наружный край 37. Рафинировочная поверхность 34 включает множество продолговатых рафинировочных пластин 36, отделенных друг от друга рафинировочными канавками 38. Хотя это не представлено на фиг. 3, следует понимать, что и другие секции (не обозначенные номерами) второго рафинировочного тела 32 будут аналогичным образом включать рафинировочные пластины 36 и рафинировочные канавки 38. Рафинировочные пластины 36 проходят радиально наружу от радиально внутреннего положения 33 по направлению к радиально наружному краю 37 второго рафинировочного тела 32. Рафинировочные пластины 36 могут быть наклонены под различными углами, как представлено на фиг. 3, и каждая секция 32A-32C может включать два или более сегментов (не обозначенных отдельными номерами) рафинировочных пластин 36, которые наклонены в различных направлениях. Рафинировочные пластины 36 и рафинировочные канавки 38 в пределах каждой секции 32A-32C на фиг. 3 могут быть в остальных аспектах аналогичными по структуре.
Пути суспензии древесной массы, включающей древесные волокна, через рафинер 10 проиллюстрированы стрелками B на фиг. 1. Как представлено на фиг. 1-3, суспензия древесной массы поступает в дисковый рафинер 10 через впуск 16 и проходит в рафинер внутренний полость 64 через центральное отверстие 21 в первом рафинировочном элементе 20. Рафинер внутренний полость 64 может быть определен частично фиксированным опорным каркасом 66 и подвижным опорным каркасом 68. Рафинировочные поверхности 24, 34 могут включать один или несколько дополнительных рядов рафинировочных пластин (не обозначенных номерами), таких как пластины, расположенные вблизи центра рафинировочных тел 22, 32, например, вблизи центрального отверстия 21. Указанные дополнительные рафинировочные пластины могут быть шире и располагаться с большими интервалами, чем другие рафинировочные пластины 26, для измельчения больших пучков волокон перед тем, как они поступают в рафинировочное пространство 60. Древесные волокна перемещаются радиально наружу между рафинировочными элементами 20, 30, 40, 50. Первое рафинировочное пространство 60, определяемое между первым и вторым рафинировочными элементами 20, 30, и второе рафинировочное пространство 62, определяемое между третьим и четвертым рафинировочными элементами 40, 50, определяют отдельные пути, по которым древесные волокна могут перемещаться от впуска 16 до выпуска 18. Авторы считают, что древесные волокна одновременно проходят только через одно из первого и второго рафинировочных пространств 60, 62. Рафинировочные канавки 28, 38 могут рассматриваться в качестве части рафинировочного пространства 60, определяемого между первым и вторым рафинировочными элементами 20, 30. Авторы считают, что основная масса потока древесных волокон через рафинировочное пространство 60 проходит через рафинировочные канавки 28,
38. Аналогичным образом, рафинировочные канавки (не проиллюстрированные) третьего и четвертого рафинировочных элементов 40, 50 могут рассматриваться в качестве части рафинировочного пространства 62, определяемого между третьим и четвертым рафинировочными элементами 40, 50. Авторы считают, что основная масса потока древесных волокон через рафинировочное пространство 62 проходит через рафинировочные канавки (не обозначенные номерами) третьего и четвертого рафинировочных элементов 40, 50. После обработки древесные волокна выходят из рафинера 10 через выпуск 18 по меньшей мере отчасти под действием центробежной силы.
На фиг. 4A и 4B представлены подробные изображения одной части рафинировочной поверхности 24 первого рафинировочного тела 22, и на фиг. 5A и 5B представлены подробные изображения соответствующей части рафинировочной поверхности 34 второго рафинировочного тела 32. На фиг. 6A и 6B представлены изображения в частичном разрезе рафинировочных тел 22, 32, проведенном вдоль линий 6A-6A и 6B-6B, соответственно, иллюстрирующие два варианты осуществления рафинировочной пластины 26, 36, как представлено на фиг. 4A, 4B, 5A и 5B. На фиг. 7 представлено изображение в частичном разрезе, проведенном вдоль линии 7-7 на фиг. 4A, 4B, 5A и 5B.
Согласно вариантам осуществления, представленным на фиг. 4A, 5A, 6A и 7, каждая рафинировочная пластина 26, 36 может включать первую рафинировочную пластину 26A, 36A и вторую рафинировочную пластину 26B, 36B. Первые рафинировочные пластины 26A, 36A могут быть отделены друг от друга первыми рафинировочными канавками 28A, 38A, и вторые рафинировочные пластины 26B, 36B могут быть отделены друг от друга вторыми рафинировочными канавками 28B, 38B. Первые и вторые рафинировочные канавки 28A, 38A, 28B, 38B могут иметь ширину WG, составляющую от приблизительно 2 мм до приблизительно 6 мм. Как представлено на фиг. 6A и 7, первые рафинировочные пластины 26A, 36A включают первую максимальную высоту H1, проходящую вверх от дна F1 соседней первой рафинировочной канавки 28A, 38A, и вторые рафинировочные пластины 26B, 36B включают вторую максимальную высоту H2, проходящую вверх от дна F2 соседней второй рафинировочной канавки 28B, 38B, причем вторая максимальная высота H2 составляет менее чем первая максимальная высота H1. минимальная разность высот между H1 и H2 обозначена как D1 на фиг. 6A. В некоторых примерах радиально наружная часть RO1 первой рафинировочной пластины 26A, 36A может включать ступенчатое снижение от первой максимальной высоты H1 до второй максимальной высоты H2.
В некоторых примерах вторая максимальная высота H2 может составлять по меньшей мере на 0,35 мм менее чем первая максимальная высота H1. В других примерах вторая максимальная высота H2 может составлять по меньшей мере на 0,70 мм менее чем первая максимальная высота H1. В следующих примерах первая максимальная высота H1 первых рафинировочных пластин 26A, 36A, которую измеряют от дна F1 соседней первой рафинировочной канавки 28A, 38A, может составлять от приблизительно 4 мм до приблизительно 10 мм. В конкретном примере вторая максимальная высота H2 вторых рафинировочных пластин 26B, 36B, которую измеряют от дна F2 соседней второй рафинировочной канавки 28B, 38B, может быть меньше, чем первая максимальная высота H1, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм. В другом конкретном примере вторая максимальная высота H2 вторых рафинировочных пластин 26B, 36B, которую измеряют от дна F2 соседней второй рафинировочной канавки 28B, 38B, может быть меньше, чем первая максимальная высота H1, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм. В следующих примерах первые рафинировочные пластины 26A, 36A и вторые рафинировочные пластины 26B, 36B могут включать ширину W26, проходящую между боковыми краями соответствующих рафинировочных пластин 26A, 36A, 26B, 36B и составляющую от приблизительно 2 мм до приблизительно 8 мм.
Каждая из первых рафинировочных пластин 26A, 36A проходит от радиально внутреннего положения P1 на рафинировочной поверхности 24, 34 до первого радиально наружного положения P2 на рафинировочной поверхности 24, 34. Каждая из вторых рафинировочных пластин 26B, 36B проходит до второго радиально наружного положения P3 на рафинировочной поверхности 24, 34. Второе радиально наружное положение P3 может находиться ближе к наиболее удаленной от центра части, например, радиально наружного края 27, 37, рафинировочного тела 22, 32, чем первое радиально наружное положение P2. В некоторых примерах радиально внутреннее положение P1 может включать положение в точке или вблизи радиально внутреннего положения 23, 33. Вторые рафинировочные пластины 26B, 36B могут включать длину в продольном направлении L1, составляющую от приблизительно 0,6 см до приблизительно 10 см и предпочтительно от приблизительно 2 см до приблизительно 10 см.
Согласно некоторым вариантам осуществления вторые рафинировочные пластины 26B, 36B могут составлять единое целое с первыми рафинировочными пластинами 26A, 36A, как представлено на фиг. 4A, 5A и 6A, таким образом, что вторые рафинировочные пластины 26B, 36B проходят от первого радиально наружного положения P2 до второго радиально наружного положения P3. Согласно конкретному варианту осуществления вторые рафинировочные пластины 26B, 36B могут иметь непрерывный наклон вниз от первого радиально наружного положения P2 до второго радиально наружного положения P3. Как представлено на фиг. 6A, высота вторых рафинировочных пластин 26B, 36B может непрерывно уменьшаться на протяжении практически всей длины в продольном направлении L1 от второй максимальной высоты H2 до второй минимальной высоты Н2’. Согласно другому конкретному варианту осуществления вторые рафинировочные пластины 26B, 36B могут проходить практически горизонтально от первого радиально наружного положения P2 до второго радиально наружного положения P3, как обозначено штриховой линией на фиг. 6A, таким образом, что вторые рафинировочные пластины 26B, 36B находятся на уровне второй максимальной высоты H2 на протяжении практически всей длины в продольном направлении L1 вторых рафинировочных пластин 26B, 36B. Согласно другим вариантам осуществления (не проиллюстрированным) первые рафинировочные пластины 26A, 36A могут быть радиально отделены промежутком от вторых рафинировочных пластин 26B, 36B.
Как представлено на фиг. 4A, 5A и 7, рафинировочные поверхности 24, 34 могут включать перегородки 29, 39, присутствующие по меньшей мере в некоторых из первых рафинировочных канавок 28A, 38A. Перегородки 29, 39 могут иметь высоту, которая является практически такой же или меньшей по сравнению с высотой соседних первых рафинировочных пластин 26A, 36A. Перегородки 29, 39 служат для отклонения древесных волокон от первых рафинировочных канавок 28A, 38A, таким образом, чтобы древесные волокна поступали на первые и вторые рафинировочные пластины 26A, 36A, 26B, 36B.
Как представлено на фиг. 1, 4A, 5A и 6A, когда суспензия древесной массы, включающая древесные волокна, поступает в каркас 66, например, впуск 16, рафинера 10, первые рафинировочные пластины 26A, 36A выполнены с возможностью рафинирования древесных волокон в суспензии древесной массы, в то время как вторые рафинировочные пластины 26B, 36B выполнены с возможностью измельчения или разделения пучков волокон.
Рафинирование может быть использовано для разделения и измельчения мелких комков волокон, стимулирования наружного или внутреннего фибриллирования для осуществления соединения волокон и/или разрезания значительного числа длинных древесных волокон в суспензии древесной массы таким образом, что уменьшаются длины длинных древесных волокон. Однако процесс рафинирования также заставляет некоторые из древесных волокон повторно образовывать мелкие плотные пучки волокон («хлопья»), в частности, в случае рафинирования длинных волокон, таких как хвойные древесные волокна. Пучки волокон могут неблагоприятно воздействовать на прочность при растяжении, формирование и другие параметры конечного бумажного изделия, инициировать образование нитей из древесной массы, которые закупоривают расположенные ниже по потоку компоненты, и/или ингибировать вытекание текучей среды/воды из волокон в течение изготовления бумажных изделий. Таким образом, хлопья следует разрушать после рафинирования в процессе, называемом термином «разволокнение». При использовании в настоящем документе термин «разволокнение» использован для обозначения процесса разрушения пучков волокон, которые образуются в течение рафинирования. Когда рафинирование включает традиционный рафинер древесной массы, разволокнение, как правило, происходит в одном или нескольких последующих рафинерах, которые зачастую работают при низкой мощности и представляют собой рафинеры типа конической мельницы или дефлокуляторы. Применение отдельных рафинеров или дефлокуляторов увеличивает стоимость и сложность системы. Кроме того, рафинеры типа конической мельницы и связанные с ними трубопроводы и резервуары и установленный ниже по потоку машинный бассейн могут накапливать остаточные количества волокон от предшествующих партий и допускать непрерывное образование пучков волокон. Обработка в рафинерах типа конической мельницы может ухудшать свойства волокон при совместном рафинировании разносортных суспензий древесной массы. Авторы считают, что рафинировочные элементы 20, 30, 40, 50 согласно настоящему изобретению решают указанные проблемы посредством установки рафинировочных пластин 26A, 26B, 36A, 36B, имеющих различные высоты, таким образом, что рафинирование и разволокнение могут быть осуществлены в пределах единственного рафинера 10.
Первая максимальная высота H1 первых рафинировочных пластин 26A, 36A составляет более чем вторая максимальная высота H2, и это означает, что древесные волокна подвергаются высокоинтенсивным силам сдвига и сжатия, когда волокна проходят через часть рафинировочного пространства 60, которая по меньшей мере частично определяется первыми рафинировочными канавками 28A, 38A, и поступают на режущие боковые края 126A, 136A первых рафинировочных пластин 26A, 36A на противоположных первой и второй рафинировочных поверхностях 24, 34 (см. также фиг. 8 и 9). Следовательно, часть рафинировочного пространства 60, которая по меньшей мере частично определяется первыми рафинировочными канавками 28A, 38A и проходит от радиально внутреннего положения P1 на рафинировочной поверхности 24, 34 до первого радиально наружного положения P2 на рафинировочной поверхности 24, 34, может по меньшей мере частично определять рафинировочную зону. В некоторых примерах радиально внутреннее положение 23, 33 соответствующего рафинировочного тела 22, 32 может определять начало рафинировочной зоны. Когда рафинируемые волокна проходят в часть рафинировочного пространства 60, которая по меньшей мере частично определяется вторыми рафинировочными канавками 28B, 38B (например, от приблизительно первого радиально наружного положения P2 до приблизительно второго радиально наружного положения P3 на фиг. 6A), вторые рафинировочные пластины 26B, 36B имеют вторую максимальную высоту H2, и интенсивность силы, которая прилагается к волокнам, уменьшается в ответ на уменьшение высоты (см. также фиг. 8 и 9). Таким образом, часть рафинировочного пространства 60, которая по меньшей мере частично определяется вторыми рафинировочными канавками 28B, 38B и проходит от первого радиально наружного положения P2 до второго радиально наружного положения P3 на рафинировочной поверхности 24, 34, может по меньшей мере частично определять зону разволокнения. Авторы считают, что уменьшение силы, прилагаемой к волокнам в зоне разволокнения, приводит к измельчению пучков волокон, которые образуются в течение рафинирования, без дополнительного рафинирования или лишь с минимальным рафинированием волокон. Согласно варианту осуществления, представленному на фиг. 6A, вторые рафинировочные пластины 26B, 36B образуют кольцевое пространство, определяющее зону разволокнения вокруг радиально наружной части (не обозначенную отдельным номером) первого и второго рафинировочных тел 22, 32. Авторы считают, что вторая максимальная высота H2 вторых рафинировочных пластин 26B, 36B должна составлять по меньшей мере приблизительно на 0,35 мм менее чем первая максимальная высота H1 первых рафинировочных пластин 26A, 36A, чтобы прекращать рафинирование волокон и начинать разволокнение. Рафинировочная зона может составлять 60% или более полной площади, определяемой в сумме зонами рафинирования и разволокнения на каждой рафинировочной поверхности 24, 34.
Согласно вариантам осуществления, представленным на фиг. 4B, 5B и 6B, каждая рафинировочная пластина 26’, 36’ может включать первую рафинировочную пластину 26A’, 36A’, вторую рафинировочную пластину 26B’, 36B’, третью рафинировочную пластину 26C, 36C и четвертую рафинировочную пластину 26D, 36D. Первые рафинировочные пластины 26A’, 36A’ и вторые рафинировочные пластины 26B’, 36’ могут быть практически аналогичными первым рафинировочным пластинам 26A, 36A и вторым рафинировочным пластинам 26B, 36B, как проиллюстрировано на фиг. 4A, 5A, 6A, и 7 и как описано в настоящем документе, но первые и вторые рафинировочные пластины 26A’, 36A’, 26B’, 36B’ могут проходить радиально наружу на меньшее расстояние. Первые рафинировочные пластины 26A’, 36A’ могут быть отделены друг от друга первыми рафинировочными канавками 28A’, 38A’, и вторые рафинировочные пластины 26B’, 36B’ могут быть отделены друг от друга вторыми рафинировочными канавками 28B’, 38B’. Первые и вторые рафинировочные канавки 28A’, 38A’, 28B’, 38B’ могут иметь ширину WG, составляющую от приблизительно 2 мм до приблизительно 6 мм. Третьи рафинировочные пластины 26C, 36C могут быть отделены друг от друга третьими рафинировочными канавками 28C, 38C, и четвертые рафинировочные пластины 26D, 36D могут быть отделены друг от друга четвертыми рафинировочными канавками 28D, 38D. Как представлено на фиг. 6B, третьи рафинировочные пластины 26C, 36C включают третью максимальную высоту Н3, проходящую вверх от дна F3 соседней третьей рафинировочной канавки 28C, 38C, и четвертые рафинировочные пластины 26D, 36D включают четвертую максимальную высоту Н4, проходящую вверх от дна F4 соседней четвертой рафинировочной канавки 28D, 38D, причем четвертая максимальная высота H4 составляет менее чем третья максимальная высота H3. Третья максимальная высота H3 может быть практически равной первой максимальной высоте H1, и четвертая максимальная высота H4 может быть практически равной второй максимальной высоте H2. Минимальная разность высот между H3 и H4 представлена как D2 на фиг. 6B. В некоторых примерах радиально наружная часть RO2 третьей рафинировочной пластины 26C, 36C может включать ступенчатое снижение от третьей максимальной высоты H3 до четвертой максимальной высоты H4. Третья и четвертая рафинировочные канавки 28C, 38C, 28D, 38D могут иметь ширину WG, составляющую от приблизительно 2 мм до приблизительно 6 мм.
В некоторых примерах четвертая максимальная высота H4 может составлять по меньшей мере на 0,35 мм менее чем третья максимальная высота H3. В других примерах четвертая максимальная высота H4 может составлять по меньшей мере на 0,70 мм менее чем третья максимальная высота H3. В следующих примерах третья максимальная высота H3 третьих рафинировочных пластин 26C, 36C, которую измеряют от дна F3 соседней третьей рафинировочной канавки 28C, 38C, может составлять от приблизительно 4 мм до приблизительно 10 мм. В конкретном примере четвертая максимальная высота H4 четвертых рафинировочных пластин 26D, 36D, которую измеряют от дна F4 соседней четвертой рафинировочной канавки 28D, 38D, может быть меньше, чем третья максимальная высота H3, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм. В другом конкретном примере четвертая максимальная высота H4 четвертых рафинировочных пластин 26D, 36D, которую измеряют от дна F4 соседней четвертой рафинировочной канавки 28D, 38D, может быть меньше, чем третья максимальная высота H3, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм. В следующих примерах третьи рафинировочные пластины 26C, 36C и четвертые рафинировочные пластины 26D, 36D могут включать ширину (не обозначенную отдельным номерам), проходящую между боковыми краями соответствующих рафинировочных пластин 26C, 36C, 26D, 36D и составляющую от приблизительно 2 мм до приблизительно 8 мм.
Каждая из первых рафинировочных пластин 26A’, 36A’ проходит от радиально внутреннего положения P1’ на рафинировочной поверхности 24, 34 до первого радиально наружного положения P2’ на рафинировочной поверхности 24, 34. Каждая из вторых рафинировочных пластин 26B’, 36B’ проходит до второго радиально наружного положения Р3’ на рафинировочной поверхности 24, 34. Каждая из третьих рафинировочных пластин 26C, 36C проходит до третьего радиально наружного положения P4 на рафинировочной поверхности 24, 34. Каждая из четвертых рафинировочных пластин 26D, 36D проходит до четвертого радиально наружного положения P5 на рафинировочной поверхности 24, 34. Четвертое радиально наружное положение P5 может находиться ближе к наиболее удаленной от центра части, например, радиально наружного края 27, 37 рафинировочного тела 22, 32 чем первое, второе и третье радиально наружные положения P2’, P3’ и P4. Четвертые рафинировочные пластины 26D, 36D могут включать длину в продольном направлении L2, составляющую от приблизительно 0,6 см до приблизительно 10 см и предпочтительно от приблизительно 2 см до приблизительно 10 см.
Согласно некоторым вариантам осуществления вторые рафинировочные пластины 26B’, 36B’ могут составлять единое целое с первыми рафинировочными пластинами 26A’, 36A’, как представлено на фиг. 4B, 5B и 6B, таким образом, что вторые рафинировочные пластины 26B’, 36B’ проходят от первого радиально наружного положения P2’ до второго радиально наружного положения P3’. Согласно некоторым вариантам осуществления как представлено на фиг. 4B, 5B и 6B, третьи рафинировочные пластины 26C, 36C могут составлять единое целое со вторыми рафинировочными пластинами, 26B’, 36B’ таким образом, что третьи рафинировочные пластины 26C, 36C проходят от второго радиально наружного положения P3’ до третьего радиально наружного положения P4, и четвертые рафинировочные пластины 26D, 36D могут составлять единое целое с третьими рафинировочными пластинами, 26C, 36C таким образом, что четвертые рафинировочные пластины 26D, 36D проходят от третьего радиально наружного положения P4 до четвертого радиально наружного положения P5. Согласно конкретному варианту осуществления вторые рафинировочные пластины 26B’, 36B’ могут иметь непрерывный наклон вниз от первого радиально наружного положения P2’ до второго радиально наружного положения Р3. Как представлено на фиг. 6B, вторые рафинировочные пластины 26B’, 36B’ может включать длину в продольном направлении L1, составляющую от приблизительно 0,6 см до приблизительно 10 см и предпочтительно от приблизительно 2 см до приблизительно 10 см. Высота вторых рафинировочных пластин 26B’, 36B’ может непрерывно уменьшаться на протяжении практически всей длины в продольном направлении L1 от второй максимальной высоты H2 до второй минимальной высоты H2’. Согласно другому конкретному варианту осуществления вторые рафинировочные пластины 26B’, 36B’ могут проходить практически горизонтально от первого радиально наружного положения P2’ до второго радиально наружного положения Р3’, как обозначено штриховой линией на фиг. 6B, таким образом, что вторые рафинировочные пластины 26B’, 36B’ находятся на уровне второй максимальной высоты H2 на протяжении практически всей длины в продольном направлении L1 вторых рафинировочных пластин 26B’, 36B’. Согласно конкретному варианту осуществления четвертые рафинировочные пластины 26D, 36D могут иметь непрерывный наклон вниз от третьего радиально наружного положения P4 до четвертого радиально наружного положения P5. Как представлено на фиг. 6B, высота четвертых рафинировочных пластин 26D, 36D может непрерывно уменьшаться на протяжении практически всей длины в продольном направлении L2 от четвертой максимальной высоты H4 до четвертой минимальной высоты H4’. Согласно другому конкретному варианту осуществления четвертые рафинировочные пластины 26D, 36D могут проходить практически горизонтально от третьего радиально наружного положения P4 до четвертого радиально наружного положения P5, как обозначено штриховой линией на фиг. 6B, таким образом, что четвертые рафинировочные пластины 26D, 36D находятся на уровне четвертой максимальной высоты H4 на протяжении практически всей длины в продольном направлении L2 четвертых рафинировочных пластин 26D, 36D. Согласно другим вариантам осуществления (не проиллюстрированным) третьи рафинировочные пластины 26C, 36C могут быть радиально отделены промежутком от четвертых рафинировочных пластин 26D, 36D.
Как представлено на фиг. 4B, 5B и 7, рафинировочная поверхность 24, 34 может включать перегородки 29, 39, присутствующие по меньшей мере в некоторых из первых и/или третьих рафинировочных канавок 28A’, 38A’, 28C, 38C, как описано в настоящем документе.
Первые рафинировочные пластины 26A’, 36A’ на фиг. 4B, 5B и 6B выполнены с возможностью рафинирования древесных волокон, и вторые рафинировочные пластины 26B’, 36B’ на фиг. 4B, 5B и 6B выполнены с возможностью измельчения пучков волокон, как описано по отношению к первым и вторым рафинировочным пластинам 26A, 36A, 26B, 36B на фиг. 4A, 5A и 6A. Третьи рафинировочные пластины 26C, 36C выполнены с возможностью рафинирования древесных волокон (аналогично первым рафинировочным пластинам 26A’, 36A’), в то время как четвертые рафинировочные пластины 26D, 36D выполнены с возможностью измельчения пучков волокон (аналогично вторым рафинировочным пластинам 26B’, 36B’), как описано в настоящем документе.
Как представлено на фиг. 1, 4B, 5B и 6B, части рафинировочного пространства 60, которые по меньшей мере частично определены первыми рафинировочными канавками 28A’, 38A’ и третьими рафинировочными канавками 28C, 38C и проходят от радиально внутреннего положения P1’ до первого радиально наружного положения P2’ и от второго радиально наружного положения P3’ до третьего радиально наружного положения P4 на рафинировочной поверхности 24, 34, могут по меньшей мере частично определять первую и вторую рафинировочные зоны, соответственно, как описано в настоящем документе. Части рафинировочного пространства 60, которые по меньшей мере частично определены вторыми рафинировочными канавками 28B’, 38B’ и четвертыми рафинировочными канавками 28D, 38D и проходят от первого радиально наружного положения P2’ до второго радиально наружного положения P3’ и от третьего радиально наружного положения P4 до четвертого радиально наружного положения P5 на рафинировочной поверхности 24, 34, могут по меньшей мере частично определять первую и вторую зоны разволокнения, соответственно, как описано в настоящем документе. Авторы считают, что вторая максимальная высота H2 вторых рафинировочных пластин 26B’, 36B’ должна составлять по меньшей мере приблизительно на 0,35 мм менее чем первая максимальная высота H1 первых рафинировочных пластин 26A’, 36A’, чтобы прекращать рафинирование волокон и начинать разволокнение. Аналогичным образом, авторы считают, что четвертая максимальная высота H4 четвертых рафинировочных пластин 26D, 36D должна составлять по меньшей мере приблизительно на 0,35 мм менее чем третья максимальная высота H3 третьих рафинировочных пластин 26C, 36C, чтобы прекращать рафинирование волокон и начинать разволокнение. Первая и вторая рафинировочные зоны могут составлять 60% или более полной площади, определяемой в сумме первой и второй зонами рафинирования и разволокнения на каждой рафинировочной поверхности 24, 34.
На фиг. 8 и 9 представлены изображения в частичном разрезе первого и второго рафинировочных тел 22, 32/132 первого и второго рафинировочных элементов 20, 30/130 согласно настоящему изобретению. Первый рафинировочный элемент 20 находится на расстоянии и расположено вблизи и напротив второго рафинировочного элемента 30 (см. фиг. 1). Согласно варианту осуществления, который представлен на фиг. 8, рафинировочное тело согласно настоящему изобретению, например, первое рафинировочное тело 22, является спаренным с традиционным рафинировочным телом 132. Первое рафинировочное тело 22 включает первую рафинировочную пластину 26A, первую рафинировочную канавку 28A, вторую рафинировочную пластину 26B и вторую рафинировочную канавку 28B, которым могут соответствовать первая и вторая рафинировочные пластины 26A, 26B и первая и вторая рафинировочные канавки 28A, 28B, как описано в настоящем документе по отношению к фиг. 4A, 4B, 6A, 6B и 7. Следует понимать, что признаки, описанные на фиг. 8 по отношению к первой и второй рафинировочным пластинам 26A, 26B и первой и второй рафинировочным канавкам 28A, 28B, применяются равным образом к третей и четвертой рафинировочным пластинам 26C, 26D и третьей и четвертой рафинировочным канавкам 28C, 28D, соответственно, как описано в настоящем документе (см. фиг. 4B, 5B и 6B). Традиционное рафинировочное тело 132 включает традиционную рафинировочную пластину 136, которая имеет одинаковую высоту на протяжении практически всей длины в продольном направлении рафинировочной пластины 136 и рафинировочной канавки 138. Согласно другим вариантам осуществления (не проиллюстрированным) невращающийся статорный элемент, например, первый рафинировочный элемент 20, может включать традиционные рафинировочные пластины, которые имеют одинаковую высота на протяжении практически всей своей длины, и вращающийся роторный элемент, например, второй рафинировочный элемент 30 может включать рафинировочные пластины 26A, 26B и рафинировочные канавки 28A, 28B согласно настоящему изобретению (см. фиг. 1).
Первый зазор G1 определен на фиг. 8 между наружной поверхностью S26A первой рафинировочной пластины 26A и наружной поверхностью S136 традиционной рафинировочной пластины 136. В примерах, в которых вторая рафинировочная пластина 26B имеет непрерывный наклон вниз, второй зазор G2 может быть определен между наружной поверхностью S26B второй рафинировочной пластины 26B и наружной поверхностью традиционной рафинировочной пластины 136, причем G2 составляет более чем G1. В примерах, в которых вторая рафинировочная пластина 26B проходит практически горизонтально (представлено на фиг. 8 штриховыми линиями), третий зазор G3 может быть определен между наружной поверхностью S26B’ второй рафинировочной пластины 26B и наружной поверхностью S136 традиционной рафинировочной пластины 136, причем G3 составляет более чем G1. Как представлено на фиг. 8, согласно вариантам осуществления, в которых одна из вторых рафинировочных пластин, например, вторая рафинировочная пластина 26B, является наклонной, расстояние между наружной поверхностью S26B второй рафинировочной пластины 26B и наружной поверхностью S136 традиционной рафинировочной пластины 136 может непрерывно увеличиваться на протяжении по меньшей мере части длины в продольном направлении (не обозначено; см. фиг. 6A и 6B) второй рафинировочной пластины 26B от минимального расстояния, соответствующего третьему зазору G3, до максимального расстояния, соответствующего второму зазору G2.
Согласно варианту осуществления, который представлен на фиг. 9, одно рафинировочное тело согласно настоящему изобретению, например, первое рафинировочное тело 22, является спаренным с другим рафинировочным телом согласно настоящему изобретению, например, со вторым рафинировочным телом 32. Первое рафинировочное тело 22 включает первую рафинировочную пластину 26A, первую рафинировочную канавку 28A, вторую рафинировочную пластину 26B и вторую рафинировочную канавку 28B, которым могут соответствовать первая и вторая рафинировочные пластины 26A, 26B и первая и вторая рафинировочные канавки 28A, 28B, как описано в настоящем документе по отношению к фиг. 4A, 4B, 6A, 6B и 7. Второе рафинировочное тело 32 включает первую рафинировочную пластину 36A, первую рафинировочную канавку 38A, вторую рафинировочную пластину 36B и вторую рафинировочную канавку 38B, которым могут соответствовать первая и вторая рафинировочные пластины 36A, 36B и первая и вторая рафинировочные канавки 38A, 38B, как описано в настоящем документе по отношению к фиг. 5A, 5B, 6A, 6B и 7. Следует понимать, что признаки, описанные на фиг. 9 по отношению к первой и второй рафинировочным пластинам 26A, 26B, 36A, 36B и первой и второй рафинировочным канавкам 28A, 28B, 38A, 38B применяются равным образом к третьей и четвертой рафинировочным пластинам 26C, 26D и к третей и четвертой рафинировочным канавкам 28C, 28D, соответственно, как описано в настоящем документе (см. фиг. 4B, 5B и 6B).
Первый зазор G1 определен между наружной поверхностью S26A первой рафинировочной пластины 26A первого рафинировочного тела 22 и наружной поверхностью S36A первой рафинировочной пластины 36A второго рафинировочного тела 32. В примерах, в которых вторая рафинировочная пластина 26B первого рафинировочного тела 22 и вторая рафинировочная пластина 36B второго рафинировочного тела 32 одновременно имеют непрерывный наклон вниз, зазор G4 может быть определен между наружной поверхностью S26B второй рафинировочной пластины 26B и наружной поверхностью S36B второй рафинировочной пластины 36B второго рафинировочного тела 32, причем G4 составляет более чем G1. В примерах, в которых одна из вторых рафинировочных пластин, например, вторая рафинировочная пластина 26B первого рафинировочного тела 22, имеет непрерывный наклон вниз, а другая из вторых рафинировочных пластин, например, вторая рафинировочная пластина 36B второго рафинировочного тела 32, проходит практически горизонтально (представлено на фиг. 9 штриховыми линиями), зазор G5 может быть определен между наружной поверхностью S26B второй рафинировочной пластины 26B и наружной поверхностью S36B’ второй рафинировочной пластины 36B, причем G5 составляет более чем G1. В примерах, в которых вторая рафинировочная пластина 26B первого рафинировочного тела 22 и вторая рафинировочная пластина 36B второго рафинировочного тела 32 одновременно проходят практически горизонтально (представлено на фиг. 9 штриховыми линиями), зазор G6 может быть определен между наружной поверхностью S26B’ второй рафинировочной пластины 26B и наружной поверхностью S36B’ второй рафинировочной пластины 36B, причем G6 составляет более чем G1. В некоторых конкретных примерах G4 составляет более чем G5, и G5 составляет более чем G6.
Как представлено на фиг. 9, согласно вариантам осуществления, в которых одна или обе из вторых рафинировочных пластин 26B, 36B являются наклонными, расстояние между наружными поверхностями S26B, S26B’, S36B, S36B’ вторых рафинировочных пластин 26B, 36B может непрерывно увеличиваться на протяжении по меньшей мере части длины в продольном направлении (не обозначено; см. фиг. 6A и 6B) одной или обеих из соответствующих вторых рафинировочных пластин 26B, 36B. Например, когда одно рафинировочное тело, например, первое рафинировочное тело 22, включает наклонную вторую рафинировочную пластину 26B, расстояние между наружными поверхностями S26B, S36B’ вторых рафинировочных пластин 26B, 36B может увеличиваться от минимального расстояния, соответствующего зазору G6, до максимального расстояния, соответствующего третьему зазору G5. Когда оба рафинировочных тела 22, 32 включают наклонные вторые рафинировочные пластины 26B, 36B, расстояние между наружными поверхностями S26B, S36B вторых рафинировочных пластин 26B, 36B может увеличиваться от минимального расстояния, соответствующего зазору G6, до максимального расстояния, соответствующего второму зазору G4.
Согласно всем вариантам осуществления, проиллюстрированным на фиг. 8 и 9, когда вращающийся рафинировочный элемент (например, первый рафинировочный элемент 20; см. фиг. 1) вращается по отношению к стационарному рафинировочному элементу (например, второму рафинировочному элементу 30/130; см. фиг. 1), суспензия древесной массы, включающая древесные волокна, поступает в каркас 66, например, впуск 16, рафинера 10 (см. фиг. 1) и поступает в рафинировочное пространство 60, определяемое между первым и вторым рафинировочными телами 22, 32/132. Как представлено на фиг. 8, когда древесные волокна поступают в часть рафинировочного пространства 60, которое по меньшей мере частично определено первыми рафинировочными канавками 28A первого рафинировочного тела 22 и рафинировочными канавками 138 второго рафинировочного тела 132, первое и второе рафинировочные тела 22, 132 находятся на расстоянии, что определяет первый зазор G1 между первыми рафинировочными пластинами 26A первого рафинировочного тела 22 и традиционными рафинировочными пластинами 136 второго рафинировочного тела 132 таким образом, что рафинировочные пластины 26A и 136 взаимодействуют друг с другом, чтобы рафинировать древесные волокна, как описано в настоящем документе. Авторы считают, что первый зазор G1 должен составлять менее чем приблизительно 0,9 мм и предпочтительно от приблизительно 0,2 мм до приблизительно 0,9 мм, чтобы осуществлять рафинирование.
Кроме того, как представлено на фиг. 8, когда древесные волокна проходят в часть рафинировочного пространства 60, которая меньшей мере частично определена вторыми рафинировочными канавками 28B первого рафинировочного тела 22 и рафинировочными канавками 138 второго рафинировочного тела 132, увеличивается расстояние между вторыми рафинировочными пластинами 26B первого рафинировочного тела 22 и рафинировочными пластинами 136 второго рафинировочного тела 132, таким образом, что авторы считают, что останавливается рафинирование, и начинается разволокнение. Согласно вариантам осуществления, в которых вторые рафинировочные пластины 26B имеют непрерывный наклон вниз, расстояние увеличивается от первого зазора G1 до второго зазора G2. Согласно вариантам осуществления, в которых вторые рафинировочные пластины 26B проходят практически горизонтально, расстояние увеличивается от первого зазора G1 до третьего зазора G3. Авторы считают, что расстояние между вторыми рафинировочными пластинами 26B первого рафинировочного тела 22 и рафинировочными пластинами 136 второго рафинировочного тела 132, т. е.
G2 или G3, должно составлять от приблизительно 0,9 мм до приблизительно 1,5 мм, чтобы происходило разволокнение.
Как представлено на фиг. 9, когда древесные волокна поступают в часть рафинировочного пространства 60, которая по меньшей мере частично определена первыми рафинировочными канавками 28A, 38A первого и второго рафинировочных тел 22, 32, соответственно, первое и второе рафинировочные тела 22, 32 находятся на расстоянии, что определяет первый зазор G1 между первыми рафинировочными пластинами 26A, 36A таким образом, что рафинировочные пластины 26A, 36A взаимодействуют друг с другом, чтобы рафинировать древесные волокна, как описано в настоящем документе. Когда древесные волокна проходят в часть рафинировочного пространства 60, которая по меньшей мере частично определена вторыми рафинировочными канавками 28B, 38B первого и второго рафинировочных тел 22, 32, соответственно, расстояние между вторыми рафинировочными пластинами 26B первого рафинировочного тела 22 и вторыми рафинировочными пластинами 36B второго рафинировочного тела 32 увеличивается до одного из зазоров G4, G5 или G6, таким образом, что останавливается рафинирование, и начинается разволокнение. Авторы считают, что первый зазор G1 должен составлять менее чем приблизительно 0,9 мм и предпочтительно от приблизительно 0,2 мм до приблизительно 0,9 мм, чтобы происходило рафинирование, и что зазоры G4, G5, G6 должны составлять от приблизительно 0,9 мм до приблизительно 1,5 мм, чтобы происходило разволокнение.
Как представлено на фиг. 1, 6A, 6B, 8 и 9, зазоры G1 и G2, G3, G4, G4, G5, G6, определяемые между рафинировочными телами 22, 32/132, можно регулировать посредством приложения аксиального давления по меньшей мере к одному из первого и второго рафинировочных элементов 20, 30, например, с применением второго мотора 76, который присоединен к подвижному опорному каркасу 68 через винтовой домкрат (не проиллюстрирован). Для однодискового рафинера второй рафинировочный элемент 30 может быть присоединен непосредственно к подвижному опорному каркасу 68 таким образом, что второй рафинировочный элемент 30 перемещается с подвижным опорным каркасом 68, когда последний перемещается с применением второго мотора 76 и винтового домкрата. Для двухдискового рафинера 10 второй рафинировочный элемент 30 перемещается как описано выше, т. е. когда винтовой домкрат вращается в первом направлении, он вызывает движение подвижного опорного каркаса 68 и четвертого рафинировочного элемента 50 внутрь по направлению к третьему рафинировочному элементу 40. Четвертый рафинировочный элемент 50 затем прилагает аксиальную силу к суспензии древесной массы, проходящей через второе рафинировочное пространство 62, которая, в свою очередь, прилагает аксиальную силу к третьему рафинировочному элементу 40, заставляя третий рафинировочный элемент 40, опору 70 и второй рафинировочный элемент 30 двигаться внутрь по направлению к первому рафинировочному элементу 20.
Зазор G1, определенный между рафинировочными пластинами 26A, 36A, 136, можно поддерживать на практически постоянном уровне зазора посредством регулирования положения второго рафинировочного элемента 30
по отношению к первому рафинировочному элементу 20, используя второй мотор 76 (управляемый вручную или через контроллер/процессор, присоединенный ко второму мотору 76) и винтовой домкрат, таким образом, что величина мощности, которая требуется вводить/производить, используя первый мотор 74 (управляемый вручную или через контроллер/процессор, присоединенный к первому мотору 74), работающий при заданной скорости вращения, чтобы обрабатывать определенное количество древесной массы, протекающей через рафинировочное пространство 60, поддерживается на заданном уровне входящей мощности, причем этот уровень мощности наблюдает оператор или контроллер/процессор, который управляет первым мотором 74. Например, если древесная масса движется через рафинировочное пространство 60 диаметром 20 дюймов в рафинере низкой консистенции Andritz® Twinflo IIIB при скорости потока, составляющей 151 галлон в минуту, первый мотор 74 работает при постоянной скорости вращения, составляющей 800 об/мин, второй мотор 76 регулируют таким образом, чтобы перемещать второй рафинировочный элемент 30 по отношению к первому рафинировочному элементу 20 до тех пор, пока входная мощность от первого мотора 74 не составит 114 кВт. Когда входная мощность от первого мотора 74 составляет 114 кВт, предполагается, что величина зазора между первым и вторым рафинировочными элементами 20, 30 находится на уровне 0,57 мм.
Кроме того, как представлено на фиг. 1, 6A, 6B, 8 и 9, авторы считают, что зазор G2, G3, G4, G4, G5, G6, требуемый для достижения разволокнения, может изменяться в зависимости от нагрузки или скорости потока (выраженной в литрах в минуту суспензии древесной массы, протекающей через рафинировочное пространство 60), которая воздействует на рафинировочные тела 22, 32/132. Например, когда на рафинировочные тела 22, 32/132 воздействует небольшая нагрузка, может останавливаться рафинирование древесных волокон, и разволокнение может начинаться почти немедленно после прохождения волокон в часть рафинировочного пространства 60, которое по меньшей мере частично определена вторыми рафинировочными канавками 28B/28B’, 38B/38B’, например, при движении древесных волокон, проходящих первое радиально наружное положение P2/P2’ и/или третье радиально наружное положение P4, как представлено на фиг. 6A и 6B. Когда на рафинировочные тела 22, 32/132 воздействует низкая нагрузка, рафинирование древесных волокон может продолжаться в некоторой степени на протяжении по меньшей мере части рафинировочного пространства 60, которое по меньшей мере частично определено вторыми рафинировочными канавками 28B/28B’, 38B/38B’.
В ситуациях, в которых на рафинировочные тела 22, 32/132 воздействует высокая нагрузка, варианты осуществления, согласно которым одна или обе из вторых рафинировочных пластин 26B/26B’ первого рафинировочного тела 22 и вторых рафинировочных пластин 36B/36B’ второго рафинировочного тела 32 имеют непрерывный наклон вниз, могут оказаться особенно преимущественными для обеспечения того, что достаточное расстояние между рафинировочными пластинами 26B/26B’ и 136/36B/36B’ достигается на протяжении по меньшей мере части рафинировочного пространства 60, которое по меньшей мере частично определяется вторыми рафинировочными канавками 28B/28B’, 38B/38B’, чтобы обеспечить прекращение рафинирования и возникновение разволокнения. Кроме того, рафинировочные поверхности 24, 34 рафинировочных тел 22, 32 могут подвергаться износу и разрушению с течением времени. В частности, первые и третьи рафинировочные пластины 26A/26A’, 26C, 36A/36A’, 36C, которые осуществляют основное высокоинтенсивное высокоэнергетическое рафинирование, могут подвергаться износу быстрее, чем вторые и четвертые рафинировочные пластины 26B/26B’, 26D, 36B/36B’, 36D, которые осуществляют разволокнение, которое, как правило, является менее интенсивным и низкоэнергетическим по сравнению с рафинированием. Положение рафинировочных тел 22, 32/132 можно регулировать, как описано в настоящем документе, чтобы поддерживать первый зазор G1 между первыми и третьими рафинировочными пластинами 26A/26A’, 26C, 36A/36A’, 36C на практически постоянном уровне, когда соответствующие наружные поверхности S26A, S36A начинают подвергаться износу. Однако зазор G2, G3, G4, G4, G5, G6 между вторыми и четвертыми рафинировочными пластинами 26B/26B’, 26D, 36B/36B’, 36D не может быть регулируемым. Таким образом, авторы считают, что варианты осуществления, согласно которым являются наклонными одна или обе из вторых рафинировочных пластин 26B/26B’, 36B/36B’ и/или одна или обе из четвертых рафинировочных пластин 36B/36B’, 36D, допускают сдвиг перехода между зонами рафинирования и разволокнения радиально наружу на протяжении длины в продольном направлении (не обозначено; см. фиг. 6A и 6B) вторых и четвертых рафинировочных пластин 26B/26B’, 26D, 36B/36B’, 36D, когда подвергаются износу первые и третьи рафинировочные пластины 26A/26A’, 26C, 36A/36A’, 36C.
На фиг. 10 и 11 представлены виды сверху частей рафинировочных поверхностей первого рафинировочного тела 22’ и второго рафинировочного тела 32’, соответственно, согласно другому варианту осуществления настоящего изобретения. Как представлено на фиг. 1, 10, и 11, первое и второе рафинировочные тела 22’, 32’ могут составлять часть рафинировочных элементов, например, первого и второго рафинировочных элементов 20, 30, соответственно, как описано в настоящем документе, для применения в рафинере древесной массы, таком как дисковый рафинер 10, проиллюстрированный на фиг. 1. Каждый из рафинировочных элементов 20, 30, включающий первое и второе рафинировочные тела 22’, 32’, соответственно, может быть связан с главным опорным каркасом, включающим фиксированный опорный каркас 66, прикрепленный к первой корпусной секции 12, и подвижный опорный каркас 68. Один рафинировочный элемент, например, первый рафинировочный элемент 20, включающий первое рафинировочное тело 22’, может быть неподвижно прикреплен к опорному каркасу 66 рафинера 10, что определяет невращающийся статорный элемент. Другой рафинировочный элемент, например, второй рафинировочный элемент 30, включающий второе рафинировочное тело 32’, может быть неподвижно прикреплен к опоре 70, которая вращается с валом 72 и определяет ротор, который связан с главным опорным каркасом, таким образом, что вращение ротора осуществляет движение второго рафинировочного элемента 30 по отношению к первому рафинировочному элементу 20. Кроме того, могут присутствовать третий и четвертый рафинировочные элементы (не проиллюстрированы), имеющие третье и четвертое рафинировочные тела, аналогичные первому и второму рафинировочным телам 22’, 32’.
Как представлено на фиг. 10, первое рафинировочное тело 22’ включает множество секций 22A’-22C’, которые могут быть скреплены посредством болтов или иным способом соединены друг с другом с образованием дискоообразного рафинировочного тела 22’, включающего радиально наружный край 27’. Каждая секция 22A’-22C’ включает множество продолговатых рафинировочных пластин 26’, отделенных друг от друга рафинировочными канавками 28’. Хотя это не представлено на фиг. 10, следует понимать, что другие секции (не обозначенные номерами) первого рафинировочного тела 22’ будут аналогичным образом включать рафинировочные пластины 26’ и рафинировочные канавки 28’. Рафинировочные пластины 26’ проходят радиально наружу от радиально внутреннего положения 23’ по направлению к радиально наружному краю 27’ первого рафинировочного тела 22’. Каждая секция 22A’-22C’ первого рафинировочного тела 22’ может включать один или несколько радиально проходящих секторных сегментов, включающих по меньшей мере один первый секторный сегмент 22B-1 и по меньшей мере один второй секторный сегмент 22B-2.
Как представлено на фиг. 11, второе рафинировочное тело 32’ включает соответствующее множество секций 32A’-32C’, которые могут быть скреплены посредством болтов или иным способом соединены друг с другом с образованием дискоообразного рафинировочного тела 32’, включающего радиально наружный край 37’. Каждая секция 32A’-32C включает множество продолговатых рафинировочных пластин 36’, отделенных друг от друга рафинировочными канавками 38’. Хотя это не представлено на фиг. 11, следует понимать, что другие секции (не обозначенные номерами) второго рафинировочного тела 32’ будут аналогичным образом включать рафинировочные пластины 36’ и рафинировочные канавки 38’. Рафинировочные пластины 36’ проходят радиально наружу от радиально внутреннего положения 33’ по направлению к радиально наружному краю 37’ второго рафинировочного тела 32’. Каждая секция 32A’-32C’ второго рафинировочного тела 32’ может включать один или несколько радиально проходящих секторных сегментов, включающих по меньшей мере один первый секторный сегмент 32B-1 и по меньшей мере один второй секторный сегмент 32B-2. Хотя это не обсуждается подробно в настоящем документе, третий и четвертый рафинировочные тела 42, 52 на фиг. 1 могут включать структуру, которая является практически аналогичной первому и второму рафинировочным телам 22’, 32’, соответственно, как описано в настоящем документе.
По меньшей мере одно из первого и второго рафинировочных тел 22’, 32’ на фиг. 10 и 11 включает одну или несколько секций 22A’-22C’, 32A’-32C’, включающих по меньшей мере один радиально проходящий секторный сегмент, например, 22B-1 и 32B-1, рафинировочных пластин 26’, 36’, которые имеют одну или несколько характеристик, по которым они отличаются от рафинировочных пластин 26’, 36’ в соседнем радиально проходящей секторном сегменте, например, 22B-2 и 32B-2, соответственно. На фиг. 12A и 12B представлены изображения в частичном разрезе, причем первое и второе рафинировочные тела 22’, 32’ на фиг. 10 и 11 находятся на расстоянии и расположены вблизи и напротив по отношению друг к другу (см. фиг. 1). На фиг. 12A, первая рафинировочная пластина 26-1, которая может быть расположена на рафинировочной поверхности 24-1 по меньшей мере одного первого секторного сегмента 22B-1 первого рафинировочного тела 22’ (также упоминается в настоящем документе как первая рафинировочная поверхность), находится на расстоянии и расположена вблизи и напротив третьей рафинировочной пластины 36-1, которая может быть расположена на рафинировочной поверхности 34-1 по меньшей мере одного третьего секторного сегмента 32B-1 второго рафинировочного тела 32’ (также упоминается в настоящем документе как третья рафинировочная поверхность). На фиг. 12B вторая рафинировочная пластина 26-2, которая может быть расположена на рафинировочной поверхности 24-2 по меньшей мере одного второго секторного сегмента 22B-2 первого рафинировочного тела 22’ (также упоминается в настоящем документе как вторая рафинировочная поверхность), находится на расстоянии и расположено вблизи и напротив четвертой рафинировочной пластины 36-2, которая может быть расположена на рафинировочной поверхности 34-2 по меньшей мере одного четвертого секторного сегмента 32B-2 второго рафинировочного тела 32’ (также упоминается в настоящем документе как четвертая рафинировочная поверхность).
Как представлено на фиг. 10, 11 и 12A, первые рафинировочные пластины 26-1 отделены друг от друга первыми рафинировочными канавками 28-1 и могут включать первую максимальную высоту H1’, проходящий вверх от дна F1’ соответствующей соседней первой рафинировочной канавки 28-1. Третьи рафинировочные пластины 36-1 отделены друг от друга третьими рафинировочными канавками 38-1 и могут включать третью максимальную высоту H3’, проходящую вверх от дна F3’ соответствующей соседней третьей рафинировочной канавки 38-l. Как представлено на фиг. 12A, первая и третья рафинировочные пластины 26-1, 36-1 могут быть практически аналогичными друг другу, и первая и третья максимальные высоты H1’, H3’ могут быть практически равными.
Как представлено на фиг. 10, 11 и 12B, вторые рафинировочные пластины 26-2 отделены друг от друга вторыми рафинировочными канавками 28-2 и могут включать вторую максимальную высоту H2’, проходящую вверх от дна F2’ соседней второй рафинировочной канавки 28-2. Четвертые рафинировочные пластины 36-2 отделены друг от друга четвертыми рафинировочными канавками 38-2 и могут включать четвертую максимальную высоту H4’, проходящую вверх от дна F4’ соседней четвертой рафинировочной канавки 38-2. Как представлено на фиг. 12B, вторая и четвертая рафинировочные пластины 26-2, 36-2 могут быть практически аналогичными друг другу, и вторая и четвертая максимальные высоты H2’, H4’ могут быть практически равными. Все из рафинировочных пластин 26-1, 26-2, 36-1, 36-2 в пределах соответствующего секторного сегмента 22B-1, 22B-2, 32B-1, 32B-2 могут иметь одинаковую высоту по отношению друг к другу.
Вторая максимальная высота H2’ вторых рафинировочных пластин 26-2 может составлять менее чем первая максимальная высота H1’ первых рафинировочных пластин 26-1. В некоторых примерах вторая максимальная высота H2’, которую измеряют от дна F2’ соседней второй рафинировочной канавки 28-2, может составлять по меньшей мере на 0,35 мм менее чем первая максимальная высота H1’. В других примерах вторая максимальная высота H2’, которую измеряют от дна F2’ соседней второй рафинировочной канавки 28-2, может составлять по меньшей мере на 0,70 мм менее чем первая максимальная высота H1’. В следующих примерах первая максимальная высота H1’ первых рафинировочных пластин 26-1, которую измеряют от дна F1’ соответствующей соседней первой рафинировочной канавки 28-1, может составлять от приблизительно 4 мм до приблизительно 10 мм. В конкретном примере вторая максимальная высота H2’ вторых рафинировочных пластин 26-2, которую измеряют от дна F2’ соответствующей соседней второй рафинировочной канавки 28-2, может быть меньше, чем первая максимальная высота, причем их разность может составлять от приблизительно 0,35 мм до приблизительно 1,5 мм H1’. В другом конкретном примере вторая максимальная высота H2’ вторых рафинировочных пластин 26-2, которую измеряют от дна F2’ соответствующей соседней второй рафинировочной канавки 28-2, может быть меньше, чем первая максимальная высота H1’, причем их разность может составлять от приблизительно 0,7 мм до приблизительно 1,5 мм. В следующих примерах первые рафинировочные пластины 26-1 и вторые рафинировочные пластины 26-2 могут включать ширину, проходящую между боковыми краями соответствующих рафинировочных пластин 26-1, 26-2 и составляющую от приблизительно 2 мм до приблизительно 8 мм (не проиллюстрированной; см. фиг. 7). Четвертая максимальная высота H4’ четвертых рафинировочных пластин 36-2, которой может соответствовать вторая максимальная высота H2’, может составлять менее чем третья максимальная высота Н3’ третьих рафинировочных пластин 36-1, которой может соответствовать первая максимальная высота H1’.
Как представлено на фиг. 1, 10, 11, 12A, и 12B, когда второй рафинировочный элемент 30 вращается по отношению к первому рафинировочному элементу 20, рафинировочная поверхность 34-1 по меньшей мере одного третьего секторного сегмента 32B-1 второго рафинировочного тела 32’ будет проходить рафинировочную поверхность 24-1 по меньшей мере одного первого секторного сегмента 22B-1 первого рафинировочного тела 22’, и рафинировочная поверхность 34-2 по меньшей мере одного четвертого секторного сегмента 32B-2 второго рафинировочного тела 32’ будет проходить рафинировочную поверхность 24-2 по меньшей мере одного второго секторного сегмента 22B-2 первого рафинировочного тела 22’. Когда суспензия древесной массы поступает в каркас 66, например, впуск 16, рафинера 10 и проходит через рафинировочное пространство 60, и рафинировочная поверхность 34-1 по меньшей мере одного третьего секторного сегмента 32B-1 второго рафинировочного тела 32’ проходит рафинировочную поверхность 24-1 по меньшей мере одного первого секторного сегмента 22B-1 первого рафинировочного тела 22’, третьи рафинировочные пластины 36-1, включающие третью максимальную высоту H3’, будут расположены напротив первых рафинировочных пластин 26-1, включающих первую максимальную высоту H1’, таким образом, что первая и третья рафинировочные пластины 26-1
и 36-1 рафинируют значительное число древесных волокон. Когда рафинировочная поверхность 34-2 по меньшей мере одного четвертого секторного сегмента 32B-2 второго рафинировочного тела 32’ проходит рафинировочную поверхность 24-2 по меньшей мере одного второго секторного сегмента 22B-2 первого рафинировочного тела 22’, четвертые рафинировочные пластины 36-2, включающие четвертую максимальную высоту H4’, будут расположены напротив вторых рафинировочных пластин 26-2, включающих вторую максимальную высоту H2’, таким образом, что вторая и четвертая рафинировочные пластины 26-2 и 36-2 измельчают или разделяют множество пучков древесных волокон в суспензии древесной массы, как описано в настоящем документе. Низкоинтенсивное рафинирование может происходить, когда рафинировочная поверхность 34-1 по меньшей мере одного третьего секторного сегмента 32B-1 второго рафинировочного тела 32’ проходит рафинировочную поверхность 24-2 по меньшей мере одного второго секторного сегмента 22B-2 первого рафинировочного тела 22’, и рафинировочная поверхность 34-2 по меньшей мере одного четвертого секторного сегмента 32B2 второго рафинировочного тела 32’ проходит рафинировочную поверхность 24-1 по меньшей мере одного первого секторного сегмента 22B-1 первого рафинировочного тела 22’.
Как представлено на фиг. 10 и 11, одна или каждая из несколько секций 22A’-22C’, 32A’-32C’ соответствующих рафинировочных тел 22’, 32’ может в некоторых примерах включать три радиально проходящих секторных сегмента 22B-1, 22B-1, 22B-3 и 32B-1, 32B-2, 32B-3. В некоторых конкретных примерах два сегмента, например, 22B-1, 22B-3 и 32B-1, 32B-3, могут включать рафинировочные пластины с одной из первой и второй максимальных высот H1’, H2’, и один сегмент, например, 22B-2 и 32B-2, может включать рафинировочные пластины с другой из первой и второй максимальных высот H1’, H2’, причем вторая максимальная высота H2’ составляет менее чем первая максимальная высота H1’. Например, сегменты 22B-1, 22B-3 могут включать первые рафинировочные пластины 26-1, сегменты 32B-1, 32B-3 могут включать третьи рафинировочные пластины 36-1, сегмент 22B-2 может включать вторые рафинировочные пластины 26-2, и сегмент 32B-2 может включать четвертые рафинировочные пластины 36-2. В других примерах (не проиллюстрированных), одна или каждая из нескольких секций 22A’-22C’, 32A’-32C’ может включать только два сегмента рафинировочных пластин или может включать четыре или более сегментов рафинировочных пластин. В следующих примерах (не проиллюстрированных), одна или несколько секций 22A’-22C’, 32A’-32C’ могут не включать отдельные сегменты, таким образом, что вся секция включает рафинировочные пластины одной высоты. Следует понимать, что рафинировочное тело согласно настоящему изобретению, например, одно из рафинировочных тел 22’, 32’, может быть спаренным с рафинировочным телом, включающим традиционные рафинировочные пластины, например, рафинировочные пластины, все из которых имеют одинаковую высоту.
Авторы считают, что зазор между противоположными первой и третьей рафинировочными пластинами 26-1, 36-1 должен составлять менее чем приблизительно 0,9 мм и предпочтительно от приблизительно 0,2 мм до приблизительно 0,9 мм, чтобы происходило рафинирование, и что зазор между противоположными второй и четвертой рафинировочными пластинами 26-2, 362 должен составлять от приблизительно 0,9 мм до приблизительно 1,5 мм, чтобы происходило разволокнение.
На фиг. 13 и 14 представлены виды сверху частей первой рафинировочной поверхности 224 первого рафинировочного тела 222 и второй рафинировочной поверхности 234 второго рафинировочного тела 232, соответственно, согласно другому варианту осуществления настоящего изобретения. Как представлено на фиг. 1, 13 и 14, первое и второе рафинировочные тела 222, 232 могут составлять часть рафинировочных элементов, например, рафинировочных элементов 20, 30, соответственно, как описано в настоящем документе, для применения в рафинере древесной массы, таком как дисковый рафинер 10, проиллюстрированный на фиг. 1. Каждый из рафинировочных элементов 20, 30, включающий первое и второе рафинировочные тела 222, 232, соответственно, может быть связан с главным опорным каркасом, включающим фиксированный опорный каркас 66, прикрепленный к первой корпусной секции 12, и подвижный опорный каркас 68. Один рафинировочный элемент, например, первый рафинировочный элемент 20, включающий первое рафинировочное тело 222, может быть неподвижно прикреплен к опорному каркасу 66 рафинера 10, что определяет невращающийся статорный элемент. Другой рафинировочный элемент, например, второй рафинировочный элемент 30, включающий второе рафинировочное тело 232, может быть неподвижно прикреплен к опоре 70, которая вращается с валом 72 и определяет ротор, который связан с главным опорным каркасом, таким образом, что вращение ротора осуществляет движение второго рафинировочного элемента 30 по отношению к первому рафинировочному элементу 20.
Как представлено на фиг. 13, первое рафинировочное тело 222 включает множество секций (не обозначенных отдельными номерами; см. фиг. 2 и 3), которые могут быть скреплены посредством болтов или иным способом соединены друг с другом с образованием дискоообразного рафинировочного тела 222, включающего радиально наружный край 227. Первая рафинировочная поверхность 224 включает множество продолговатых первых рафинировочных пластин 226, отделенных друг от друга первыми рафинировочными канавками 228. Первые рафинировочные пластины 226 проходят радиально наружу от радиально внутреннего положения 223 по направлению к радиально наружному краю 227 первого рафинировочного тела 222. Первые рафинировочные пластины 226 могут быть наклонены под различными углами, как представлено на фиг. 13, и каждая секция рафинировочного тела 222 может включать один или несколько сегментов (не обозначенных номерами) рафинировочных пластин 226, которые наклонены в различных направлениях. Первое рафинировочное тело 222 дополнительно включает один или несколько кольцевых рядов или колец зубцов 400, расположенных между первыми рафинировочными пластинами 226 и радиально наружным краем 227 первого рафинировочного тела 222. Хотя это не представлено на фиг. 13, следует понимать, что другие секции (не обозначенные номерами) первого рафинировочного тела 222 будут аналогичным образом включать рафинировочные пластины 226, рафинировочные канавки 228 и зубцы 400.
Как представлено на фиг. 14, второе рафинировочное тело 232 включает множество секций (не обозначенных отдельными номерами; см. фиг. 2 и 3), которые могут быть скреплены посредством болтов или иным способом соединены друг с другом с образованием дискоообразного рафинировочного тела 232, включающего радиально наружный край 237. Вторая рафинировочная поверхность 234 включает множество продолговатых вторых рафинировочных пластин 236, отделенных друг от друга вторыми рафинировочными канавками 238. Вторые рафинировочные пластины 236 проходят радиально наружу от радиально внутреннего положения 233 по направлению к радиально наружному краю 237 второго рафинировочного тела 232. Вторые рафинировочные пластины 236 могут быть наклонены под различными углами, как представлено на фиг. 14, и каждая секция рафинировочного тела 232 может включать один или несколько сегментов (не обозначенных номерами) рафинировочных пластин 236, которые наклонены в различных направлениях. Второе рафинировочное тело 232 дополнительно включает один или несколько кольцевых рядов или колец зубцов 400, расположенных между вторыми рафинировочными пластинами 236 и радиально наружным краем 237 второго рафинировочного тела 232. Хотя это не представлено на фиг. 14, следует понимать, что другие секции (не обозначенные номерами) второго рафинировочного тела 232 будут аналогичным образом включать рафинировочные пластины 236, рафинировочные канавки 238 и зубцы 400. Кроме того, хотя это не обсуждается подробно в настоящем документе, структура рафинировочных поверхностей 44, 54, соответственно, третьего и четвертого рафинировочных тел 42, 52 на фиг. 1 может включать структуру, которая является практически аналогичной рафинировочным поверхностям 224, 234 первого и второго рафинировочных тел 222, 232, соответственно, как описано в настоящем документе.
На фиг. 15 и 16 представлены подробные изображения одной части первой и второй рафинировочных поверхностей 224, 234 на фиг. 13 и 14, соответственно. На фиг. 17 представлено изображение в частичном разрезе первой рафинировочной пластины 226 и зубца 400B, который может быть расположен на первом рафинировочном теле 222 на фиг. 13 и 15, а также второй рафинировочной пластины 236 и зубцов 400A, 400C, которые могут быть расположены на втором рафинировочном теле 232 на фиг. 14 и 16, причем первое рафинировочное тело 222 находится на расстоянии и расположено вблизи и напротив второго рафинировочного тела 232, что определяет рафинировочное пространство 260 между ними. Как представлено на фиг. 15-17, первая рафинировочная поверхность 224 включает первые рафинировочные пластины 226, которые отделены друг от друга первыми рафинировочными канавками 228, и вторая рафинировочная поверхность 234 включает вторые рафинировочные пластины 236, которые отделены друг от друга вторыми рафинировочными канавками 238. Одна или обе из первой и второй рафинировочных поверхностей 224, 234 могут включать перегородки 229, 239, присутствующие по меньшей мере в некоторых из первых и вторых рафинировочных канавок 228, 238, как описано в настоящем документе. Каждая из первой и второй рафинировочных пластин 226, 236 проходит от радиально внутреннего положения P100 до первого радиально наружного положения P200 на соответствующих первой и второй рафинировочных поверхностях 224, 234. В некоторых примерах радиально внутреннее положение P100 может включать положение в точке или вблизи соответствующего радиально внутреннего положения 223, 233 (см. фиг. 13 и 14). Первая и вторая рафинировочные пластины 226, 236 могут включать ширину W226, W236, соответственно, проходящую между боковыми краями соответствующих рафинировочных пластин 226, 236 и составляющую от приблизительно 2 мм до приблизительно 8 мм.
Первая рафинировочная поверхность 224 включает первые зубцы 400B, расположенные между радиально наружным краем RO226 первых рафинировочных пластин 226 и радиально наружным краем 227 первого рафинировочного тела 222. Первые зубцы 400B проходят до третьего радиально наружного положения, например, P400, на первой рафинировочной поверхности 224, причем третье радиально наружное положение P400 находится ближе к наиболее удаленной от центра части, например, радиально наружному краю 227, первого рафинировочного тела 222, чем первое радиально наружное положение P200 первых рафинировочных пластин 226. Вторая рафинировочная поверхность 234 включает вторые зубцы 400A, 400C, которые расположены между радиально наружным краем RO236 вторых рафинировочных пластин 236 и радиально наружным краем 237 второго рафинировочного тела 232. Вторые зубцы 400A, 400C проходят до второго или четвертого радиально наружного положения, например, P300 или P500, на второй рафинировочной поверхности 234, причем второе и четвертое радиально наружные положения P300, P500 расположены ближе к наиболее удаленной от центра части, например, радиально наружному краю 237, второго рафинировочного тела 232, чем первое радиально наружное положение P200 вторых рафинировочных пластин 236.
Кроме того, как представлено на фиг. 15-17, зубцы 400A-400C могут быть расположены в концентрических кольцах и могут выступать практически перпендикулярно по направлению друг к другу от соответствующих рафинировочных поверхностей 224, 234. Кольцо, включающее первые зубцы 400B, находится на расстоянии от радиально наружного края RO226 первых рафинировочных пластин 226 и отделено от него первой практически плоской областью 282 и отделено от радиально наружного края 227 рафинировочного тела 222 второй практически плоской областью 284. Кольцо, включающее вторые зубцы 400A, находится на расстоянии от радиально наружного края RO236 вторых рафинировочных пластин 236 и отделено от него первой практически плоской областью 286, а также отделено от кольца, включающего вторые зубцы 400C, второй практически плоской областью 288. Согласно варианту осуществления, который представлен на фиг. 15-17, первая рафинировочная поверхность 224 первого рафинировочного тела 222 включает один концентрический ряд/кольцо первых зубцов 400B, и вторая рафинировочная поверхность 234 второго рафинировочного тела 232 включает два концентрических ряда/кольца вторых зубцов 400A, 400C, причем первые и вторые зубцы 400A-400C расположены на соответствующих рафинировочных поверхностях 224, 234 таким образом, что первые зубцы 400B зацепляются со вторыми зубцами 400A, 400C. Согласно другим вариантам осуществления (не проиллюстрированным) первая рафинировочная поверхность 224 может включать два или более концентрических колец зубцов, и вторая рафинировочная поверхность 234 может включать один концентрический ряд зубцов или три или более концентрических колец зубцов. Согласно всем варианты осуществления одно из рафинировочных тел будет включать на одно кольцо зубцов меньше, чем другое рафинировочное тело, и зубцы расположены на каждом рафинировочном тело таким образом, что зубцы одного рафинировочного тела зацепляются с зубцами другого рафинировочного тела, как известно в технике.
Следует понимать, что зубцы 400A-400C могут иметь любые подходящие формы и/или размеры, известные в технике. Как проиллюстрировано по отношению к зубцу 400A на фиг. 17, в некоторых примерах каждый из первого и второго зубцов 400A-400C может иметь практически пирамидальную или трапецеидальную форму с основанием 402, радиально внутреннюю лицевую поверхность 404, радиально наружную лицевую поверхность 406, стороны (не обозначенные отдельными номерами), слегка наклоненные внутрь по направлению к центральной оси (не обозначенные номерами) зубца 400A, и обычно плоскую наружную поверхность 408. Радиально внутренняя и наружная лицевые поверхности 404, 406 каждого зубца 400A-400C могут иметь наклон от основания 402 по направлению к соответствующей наружной поверхности 408. Наружный поверхность 408 каждого зубца 400A-400C может быть практически параллельной по отношению к плоскости соответствующей практически плоской области 282, 284, 288, которая расположена напротив зубца 400A400C. В других примерах (не проиллюстрированных) каждый из первого и второго зубцов 400A-400C может принимать форму, которая является практически треугольной или прямоугольной, или любую другую подходящую геометрическую форму. Как представлено на фиг. 15-17, основание 402 зубцов 400A-400C может включать радиальный размер, который составляет более чем окружной размер, но согласно другим вариантам осуществления (не проиллюстрированным) основание 402 может иметь радиальный размер, который составляет менее чем окружной размер. В некоторых случаях по меньшей мере часть основания 402 зубцов 400A-400C может иметь длину (не обозначенную номером) в продольном направлении, т. е. в радиальном направлении, составляющую по меньшей мере 0,6 см, и в некоторых конкретных примерах длина в продольном направлении может составлять от 0,6 см до приблизительно 2 см. В других примерах по меньшей мере часть основания 402 зубцов 400A-400C может иметь ширину (не обозначенную номером) в окружном направлении, которая является практически равный сумме ширины, например, W226, W236, одной рафинировочной пластины 226, 236 и ширины WG одной соседней канавки 228, 238. Ширина WG может составлять от приблизительно 2 мм до приблизительно 6 мм. Например, основание 402 зубцов 400A-400C может составлять по меньшей мере приблизительно 10 мм в окружном направлении. В других примерах основание 402 зубцов 400A-400C может составлять приблизительно от 10 мм до 20 мм в окружном направлении. Кроме того, одна или несколько из радиально внутренних и наружных лицевых поверхностей 404, 406 или стороны одного или нескольких зубцов 400A-400C могут включать один или несколько радиально проходящих выступов, которые могут воздействовать на взаимодействие зубцов 400A-400C с древесными волокнами в целях разделения пучков древесных волокон. Зубцы 400A-400C могут иметь структуру, аналогичную структурам, проиллюстрированным в патенте США № 8,342,437 B2, описание которого включено в настоящий документ посредством ссылки.
Как представлено на фиг. 17, первые рафинировочные пластины 226 включают первую высоту H100, проходящую вверх от дна F100 соседней первой рафинировочной канавки 228, и вторые рафинировочные пластины 236 включают вторую высоту H200, проходящую вверх от дна F200 соседней второй рафинировочной канавки 238. В некоторых примерах первая и вторая высоты H100, H200 первой и второй рафинировочных пластин 226, 236 могут быть практически равными друг другу и могут составлять от приблизительно 4 мм до приблизительно 10 мм. Первое и второе рафинировочные тела 222, 232 находятся друг от друга на расстоянии и разделены первым зазором G100, который определен между наружной поверхностью S226 первой рафинировочной пластины 226 и наружной поверхности S236 второй рафинировочной пластины 236. Второй зазор G200 определен между обычно плоскими наружными поверхностями 408 зубцов 400A-400C и соответствующей одной из практически плоских областей 282, 284, 288, которая находится напротив зубца 400A-400C, причем G200 может составлять более чем G100. В некоторых примерах высота (не обозначена номером) зубцов 400A-400C, проходящая вверх от соседней соответствующей первой или второй рафинировочной канавки 228, 238 может составлять приблизительно от 8 до 10 мм. Как представлено на фиг. 17, зубцы 400A-400C зацепляются таким образом, что часть одной или обеих из радиально внутренних или наружных лицевых поверхностей 404, 406 каждого зубца 400A-400C перекрывается в аксиальном направлении, например, в направлении стрелки A на фиг. 1, с частью радиально внутренней или наружной лицевой поверхности 404, 406 соседнего зубца 400A-400C. Перекрывающиеся части зубцов 400A-400C могут находиться друг от друга на расстоянии и быть разделены третьим зазором G300, который определен между соответствующими радиально внутренними или наружными лицевыми поверхностями 404, 406 зубцов 400A-400C. В некоторых примерах G300 может практически равняться G200. В других примерах G300 может составлять менее чем или более чем G200.
Как представлено на фиг. 1 и 17, когда суспензия древесной массы поступает в каркас рафинера 10, например, впуск 16, древесные волокна проходят в часть рафинировочного пространства 260, которая по меньшей мере частично определена первой и второй рафинировочными канавками 228, 238, например, от приблизительно первого радиально внутреннего положения P100 до приблизительно первого радиально наружного положения P200. Первая и вторая рафинировочные пластины 226, 236 взаимодействуют друг с другом, чтобы рафинировать значительное число древесных волокон в древесной массе, как описано в настоящем документе. Авторы считают, что первый зазор G100 должен составлять менее чем приблизительно 0,9 мм и предпочтительно от приблизительно 0,2 мм до приблизительно 0,9 мм, чтобы происходило рафинирование. Рафинированные древесные волокна затем проходят в часть рафинировочного пространства 260, которое по меньшей мере частично определено соответствующими первой и второй практически плоскими областями 282, 284, 286, 288, например, от приблизительно первого радиально наружного положения P200 до приблизительно четвертого радиально наружного положения P500. Авторы считают, что второй и третий зазоры G200 и G300 должны составлять от приблизительно 0,9 мм до приблизительно 1,5 мм, чтобы происходило разволокнение. Зубцы 400A-400C выполнены с возможностью измельчения или разделения множества пучков древесных волокон в суспензии древесной массы, как описано в настоящем документе. Зазор G200 составляет более чем G100, и, таким образом, авторы считают, что останавливается рафинирование, и начинается разволокнение приблизительно в первом радиально наружном первом положении P200.
Как представлено на фиг. 1 и 15-17, рафинировочные поверхности 224, 234 рафинировочных тел 222, 232, в частности, наружные поверхности S226, S236 первой и второй рафинировочных пластин 226, 236 и наружные поверхности 408 зубцов 400A-400C, могут подвергаться износу и разрушению с течением времени. Чтобы компенсировать этот износ, пространство между первым и вторым рафинировочными элементами 20, 30, включающими первое и второе рафинировочные тела 222, 232, соответственно, можно повторно регулировать, как описано в настоящем документе, таким образом, что первый зазор G100 остается практически постоянным. Это регулирование первого и второго рафинировочных тел 222, 232 может заставлять второй зазор G200 уменьшаться, когда рафинировочные пластины 226, 236 более интенсивно осуществляют функцию рафинирования и, как правило, подвергаются износу быстрее, чем зубцы 400A-400C. Это различие износа может сыграть свою роль в выборе зубцов 400A-400C (например, типа (типов) металла, используемого для зубцов 400A-400C, начального размера второго зазора G200, формы зубцов 400A-400C и т. д.), таким образом, что может поддерживаться достаточный второй зазор G200 для обеспечения того, что прекращается рафинирование, и начинается разволокнение, когда древесные волокна поступают в часть рафинировочного пространства 260, которое по меньшей мере частично определено соответствующими первой и второй практически плоскими областями 282, 284, 286, 288. Когда рафинировочные тела 222, 232 являются новыми, третий зазор G300 может быть практически равным или составлять более чем второй зазор G200. Когда рафинировочные поверхности 224, 234 подвергаются износу, и рафинировочные элементы 20, 30 перемещаются и приближаются друг к другу, третий зазор G300 может уменьшаться до тех пор, пока третий зазор G300 составляет менее чем второй зазор G200.
Согласно всем варианты осуществления, описанным в настоящем документе, к рафинеру 10 на фиг. 1 может быть присоединен контроллер (не проиллюстрированный), принимающий данные, которые передает анализатор волокна (например, анализатор древесной массы Valmet® MAP от компании Valmet Corp.) в отношении одного или нескольких свойств волокна, измеряемых в одной или нескольких точках ниже по потоку относительно рафинера 10, таких как число, размер и другие параметры пучков волокон (также называемых термином «широкие частично разделенные пучки волокон»), фибриллирование, садкость массы по канадскому стандарту, длина волокон, ширина волокон, скручивание, извитость, шероховатость, количество мелких волокон и т. д. На основании этих данных контроллер может регулировать работу рафинера 10 в качестве части схемы обратной связи. Например, контроллер может регулировать расстояние между одной или несколькими парами рафинировочных элементов 20, 30, 40, 50, чтобы поддерживать одно или несколько свойств волокон в пределах заданного целевого диапазона. В некоторых примерах авторы считают, что на основании этих данных контроллер может также увеличивать или уменьшать скорость вращения одного или нескольких вращающихся роторных элементов рафинера 10 (например, второго и третьего рафинировочных элементов 30, 40). В других примерах контроллер может регулировать работу рафинера 10, в том числе изменять размер рафинировочного зазора G1, G100 и зазора разволокнения G2, G3, G4, G5, G6, G200, G300, чтобы производить рафинированную хвойную древесную массу, которая имеет менее чем заданное число, например, 1000 ч./млн, пучков волокон, имеющих определенные размеры, например, ширину, составляющую приблизительно от 150 до 2000 микрон, и длину, составляющую от 0,3 до 40 мм.
В других примерах рафинировочные элементы 20, 30, 40, 50 согласно настоящему изобретению могут быть установлены в одном или нескольких из множества рафинеров, которые расположены последовательно, причем каждый рафинер может быть практически аналогичным рафинеру 10 на фиг. 1. Контроллер может регулировать работу одного или нескольких из множества рафинеров, чтобы поддерживать одно или несколько свойств волокон в пределах заданного целевого диапазона. В некоторых конкретных примерах рафинировочные элементы 20, 30, 40, 50 согласно настоящему изобретению могут быть установлены только в заключительном рафинере из данной последовательности, и в других примерах рафинировочные элементы 20, 30, 40, 50 согласно настоящему изобретению могут быть установлены в двух или большем числе рафинеров.
На фиг. 18 представлена технологическая схема, иллюстрирующая примерный способ обработки древесных волокон. Хотя приведена ссылка на компоненты рафинера 10 на фиг. 1, следует понимать, что способ не ограничен только этой структурой. Способ может начинаться на стадии 500 обеспечения рафинера 10, включающего по меньшей мере первую пару рафинировочных элементов 20 и 30, 40 и 50. По меньшей мере одна пара рафинировочных элементов может включать первый рафинировочный элемент 20, включающий первое рафинировочное тело 22, включающее первую рафинировочную поверхность 24, и второй рафинировочный элемент 30, включающий второе рафинировочное тело 32, включающее вторую рафинировочная поверхность 34. Первая рафинировочная поверхность 24 может включать первые рафинировочные пластины 26A, разделенные первыми рафинировочными канавками 28A, и вторые рафинировочные пластины 26B, разделенные вторыми рафинировочными канавками 28B, причем первые рафинировочные пластины 26A имеют первую максимальную высоту H1, проходящую вверх от дна F1 соседней первой рафинировочной канавки 28A, и вторые рафинировочные пластины 26B, имеющее вторую максимальную высоту H2, проходящую вверх от дна F2 соседней второй рафинировочной канавки 28B. Вторая рафинировочная поверхность 34 может включать рафинировочные пластины второго элемента 36, разделенные рафинировочными канавками второго элемента 38. Первый рафинировочный элемент 20 может находиться на расстоянии от второго рафинировочного элемента 30, что определяет рафинировочное пространство 60 между ними. По меньшей мере некоторые из рафинировочных пластин второго элемента 36 могут быть расположены таким образом, чтобы находиться напротив вторых рафинировочных пластин 26B первого рафинировочного элемента 20, таким образом, что определяется зазор G2, G3, G4, G5, G6 между частью рафинировочных пластин второго элемента 36 и вторыми рафинировочными пластинами 26B.
Способ может быть продолжен посредством вращения по меньшей мере одного из первого рафинировочного элемента 20 и второго рафинировочного элемента 30 таким образом, что первый и второй рафинировочные элементы 20, 30 движутся по отношению друг к другу на стадии 510, и введения суспензии древесной массы, включающей древесные волокна, в рафинер 10 таким образом, что суспензия проходит через рафинировочное пространство 60 на стадии 520. На стадии 530 аксиальное давление может быть приложено по меньшей мере к одному из первого рафинировочного элемента 20 и второго рафинировочного элемента 30, по мере того, как поступает суспензия, таким образом, что зазор G2, G3, G4, G5, G6 между частью рафинировочных пластин второго элемента 36 и вторыми рафинировочными пластинами 26B составляет от приблизительно 0,9 мм до приблизительно 1,5 мм, причем являются разделенными по меньшей мере некоторые из пучков древесных волокон, проходящих через зазор G2, G3, G4, G5, G6, и после этого способ может быть завершен.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, следует понимать, что могут быть произведены разнообразные изменения и модификации без отклонения от идеи и выхода за пределы объема настоящего изобретения. Таким образом, прилагаемая формула изобретения предназначена для распространения на все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
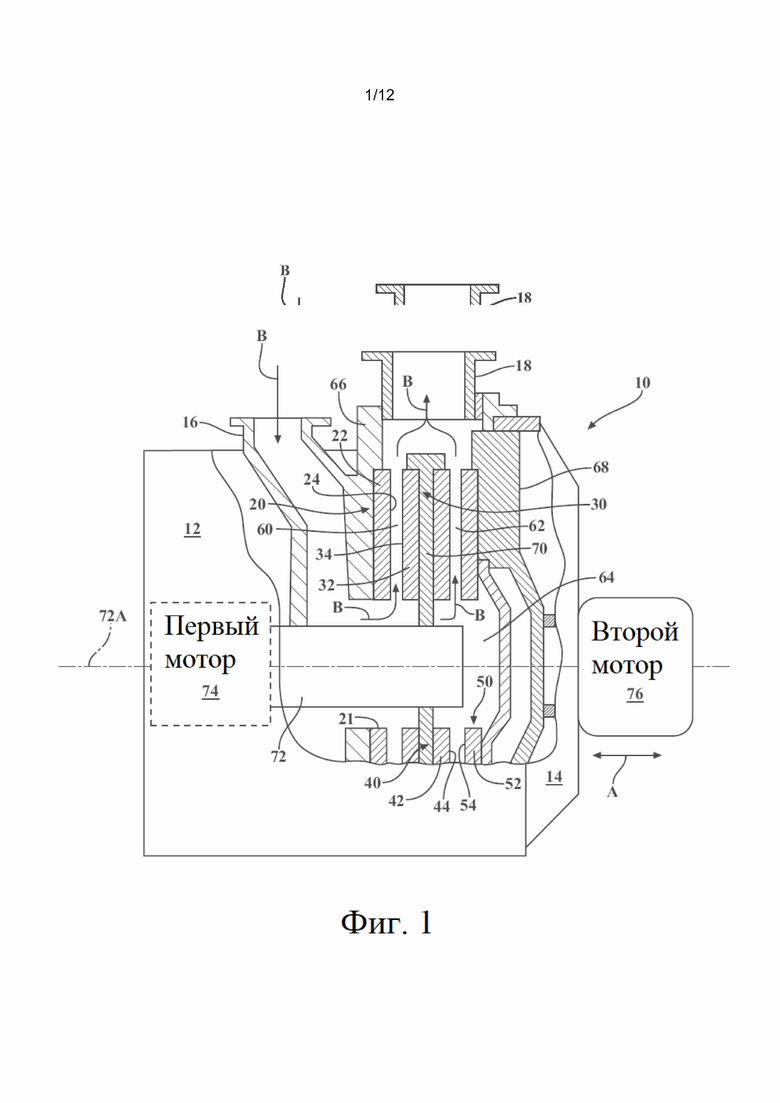
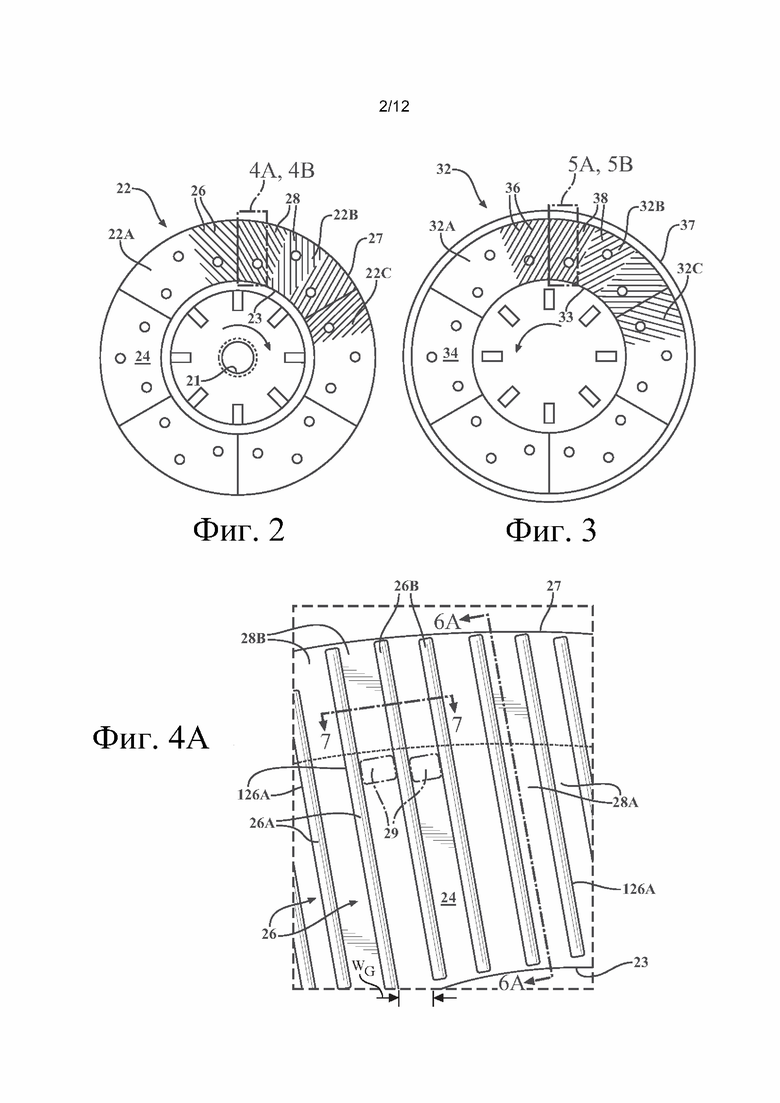
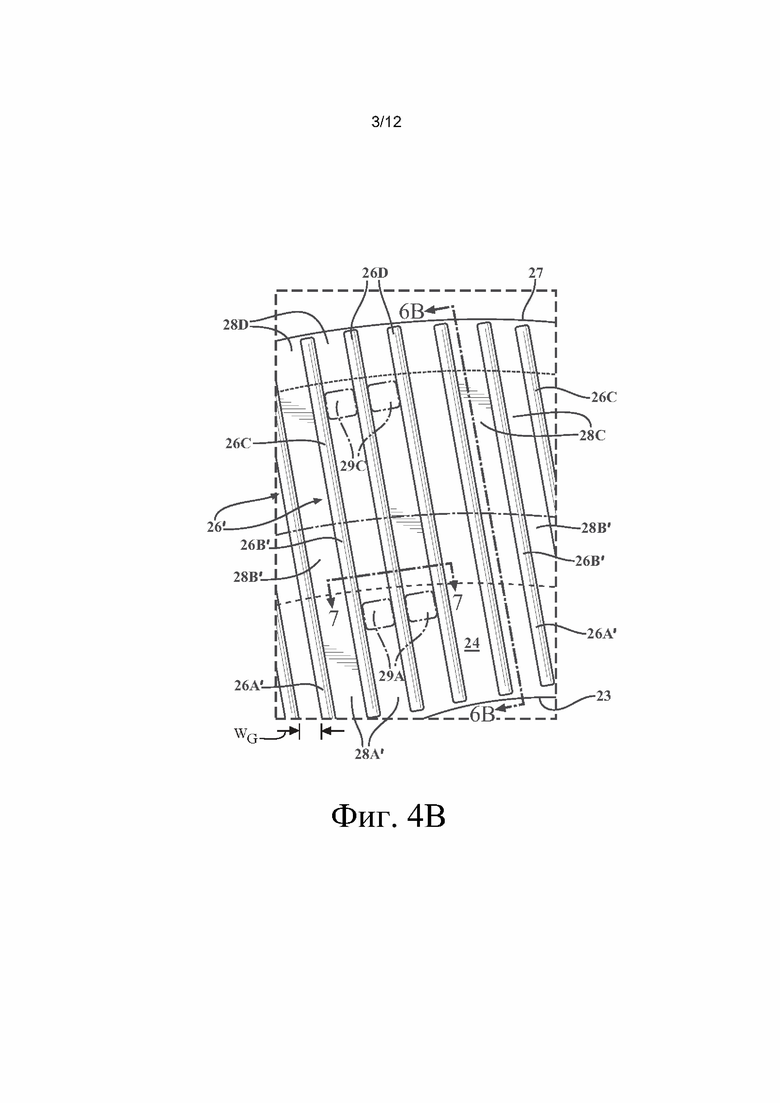
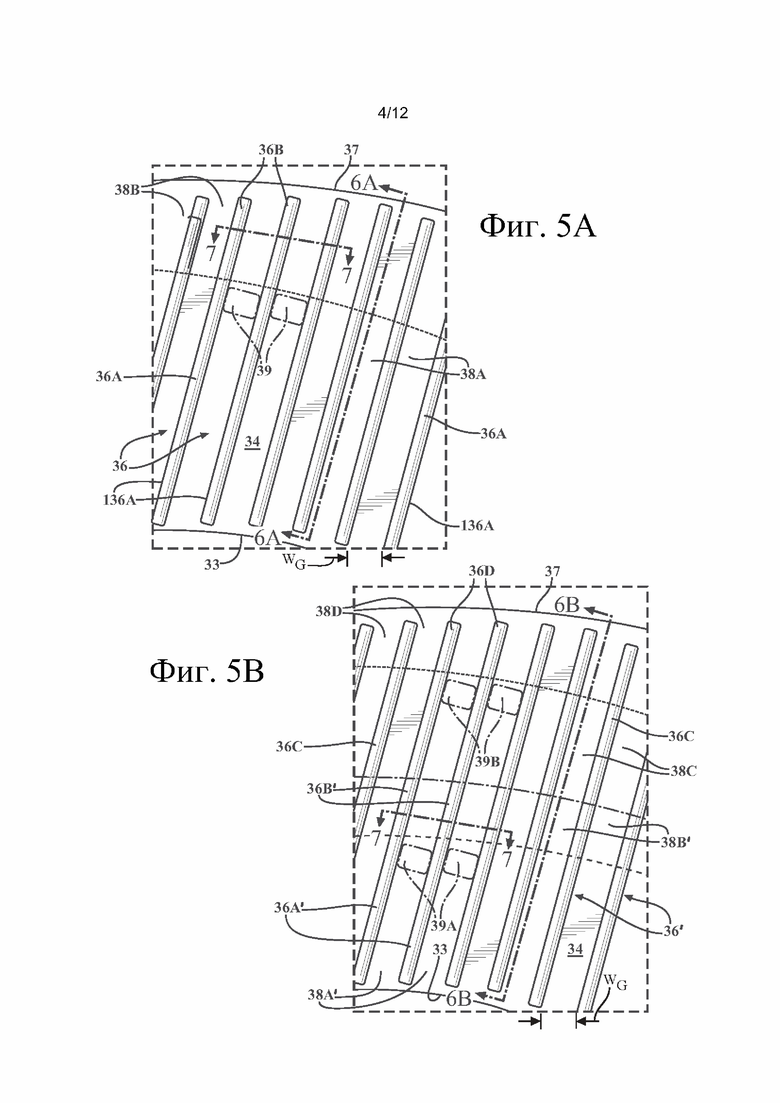
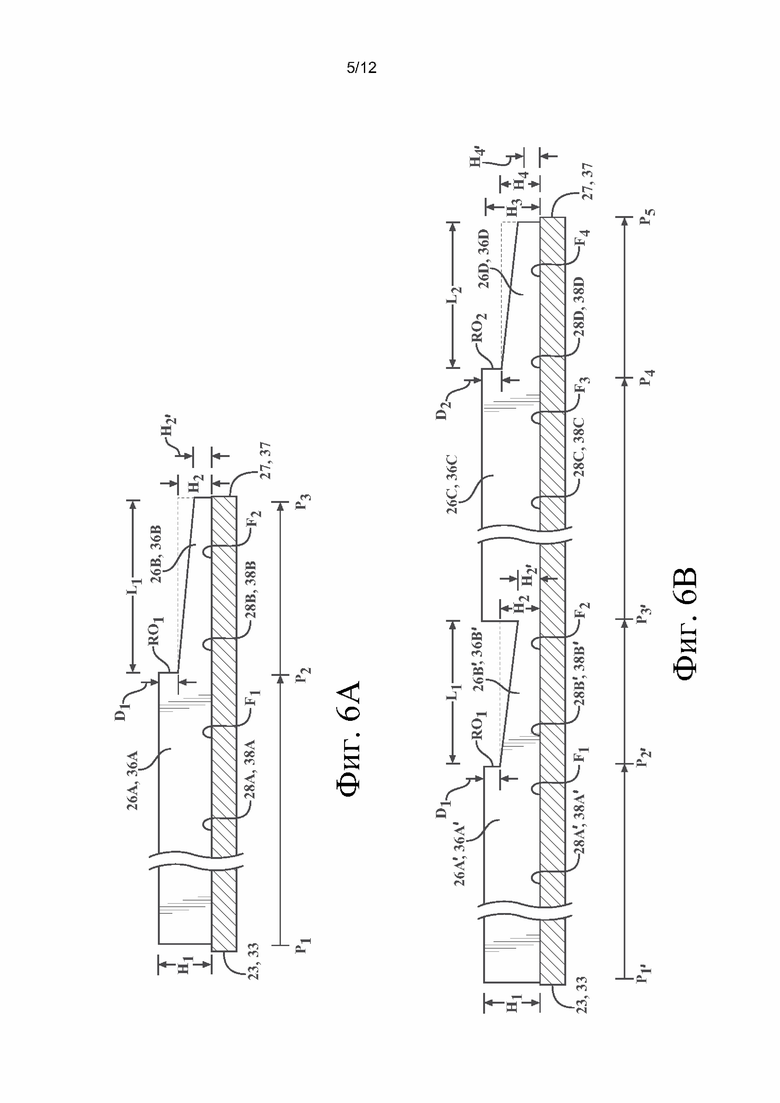
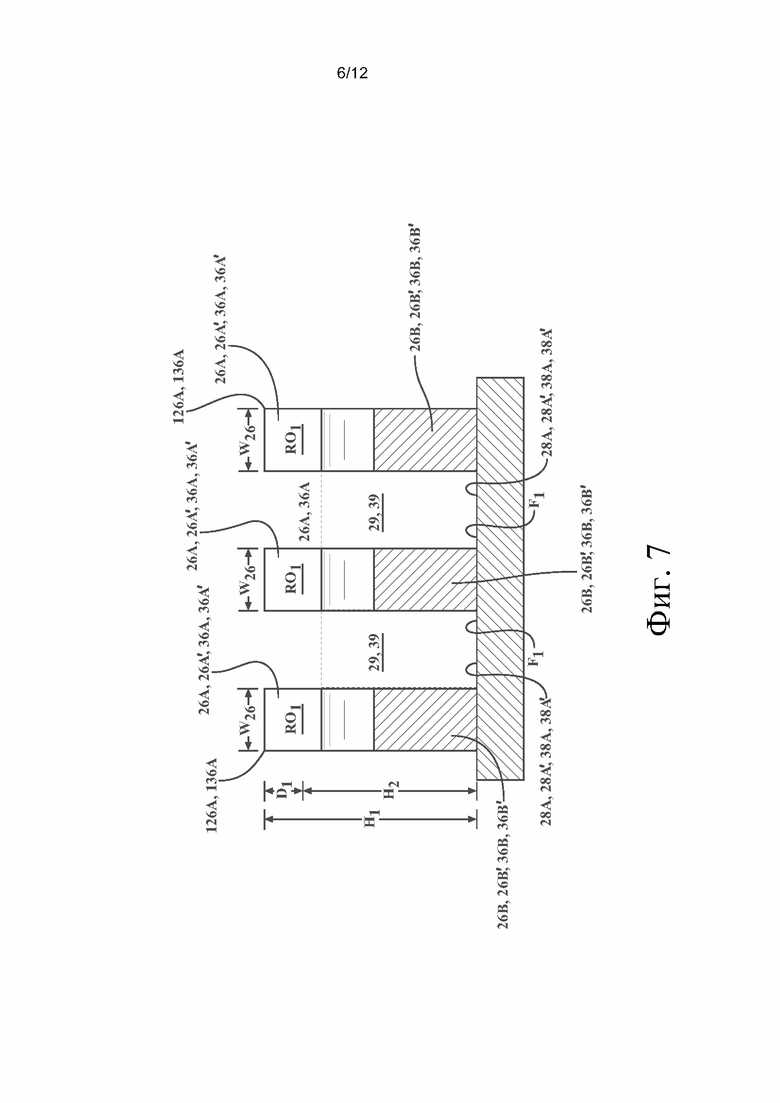
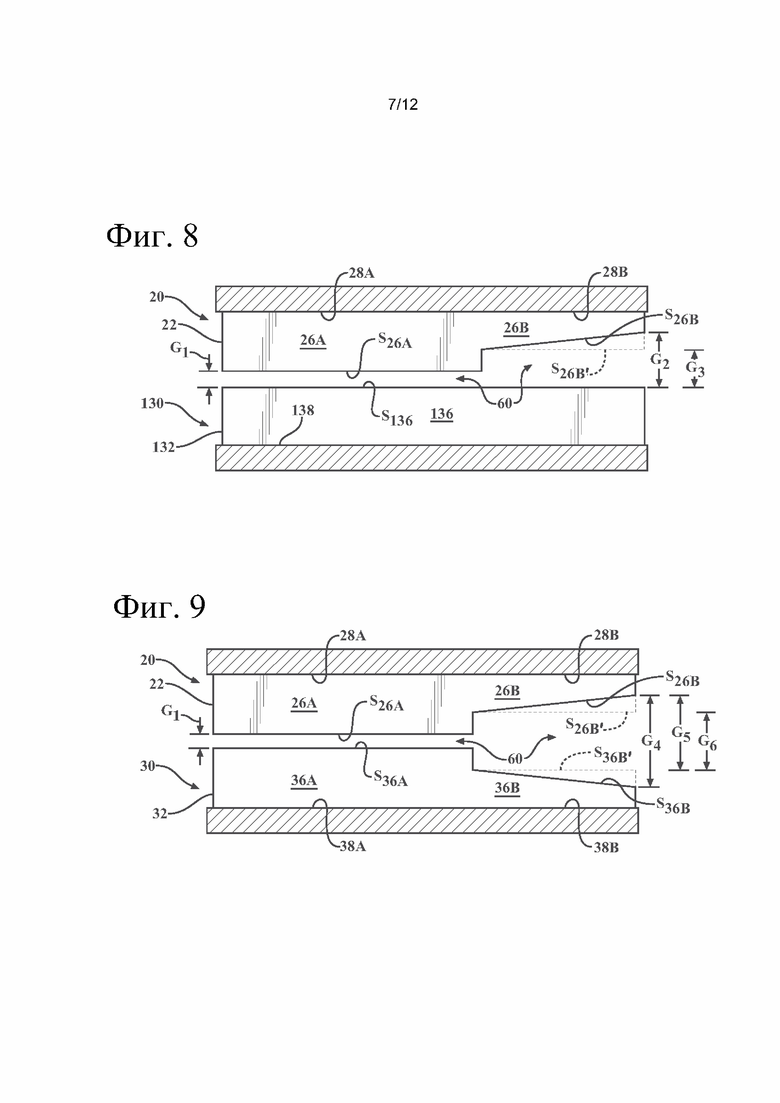
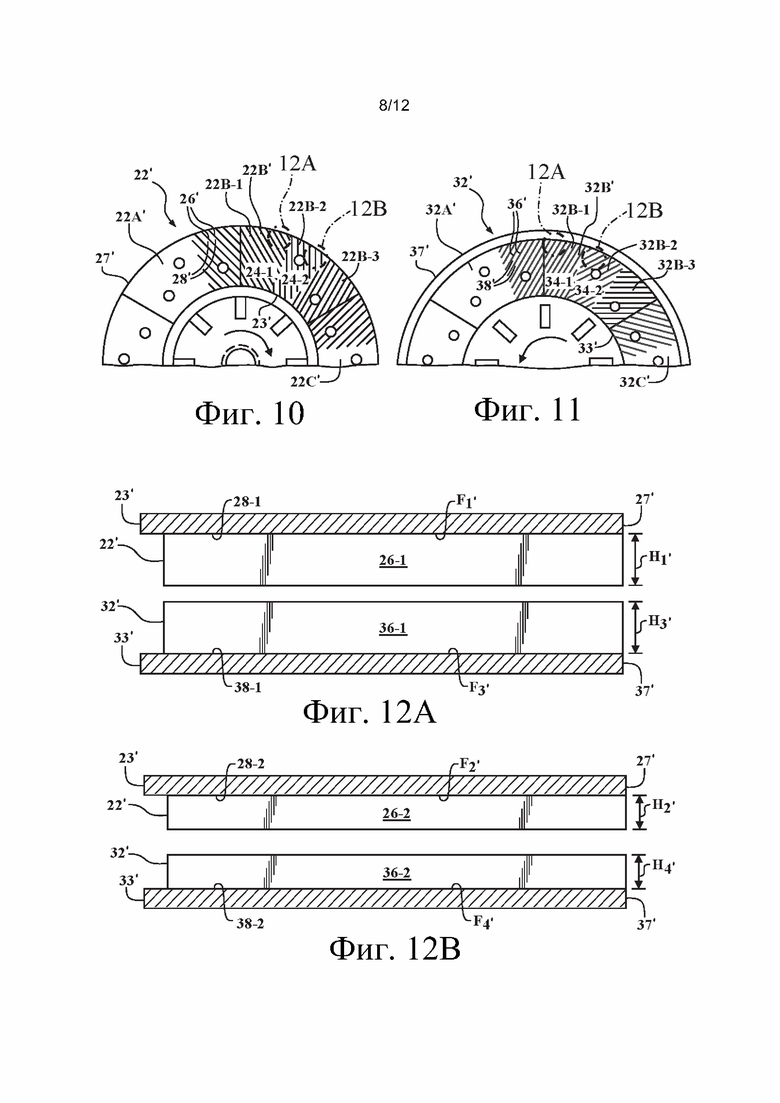
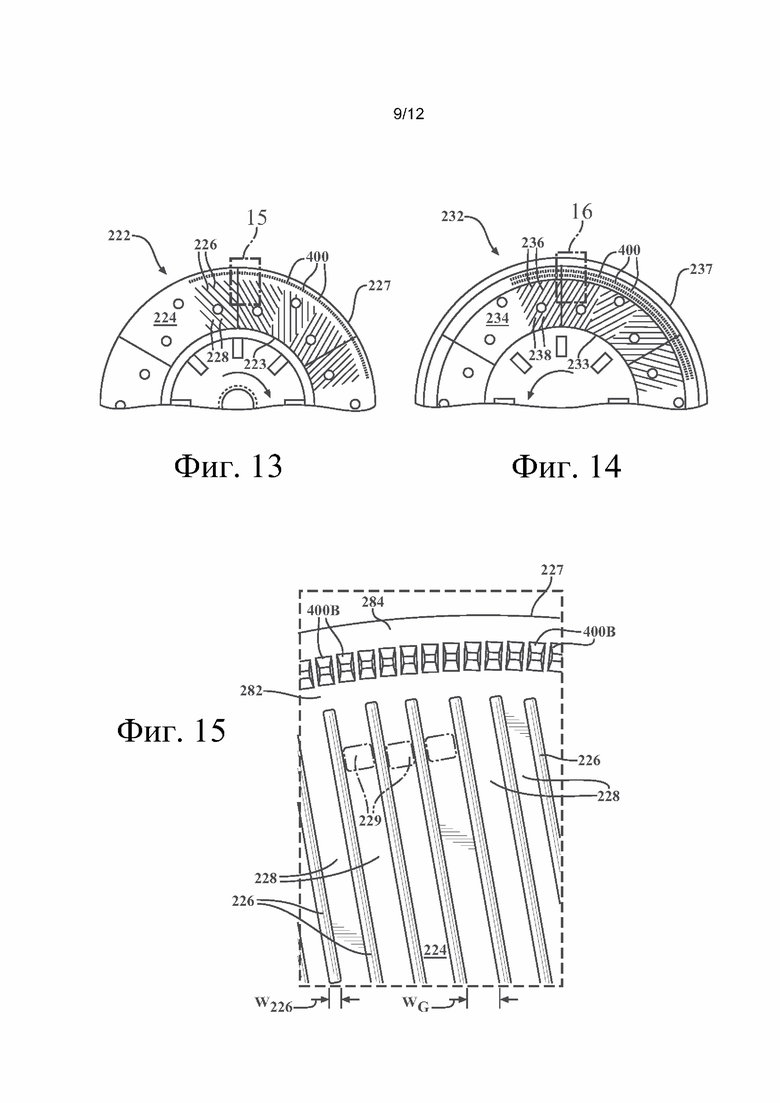
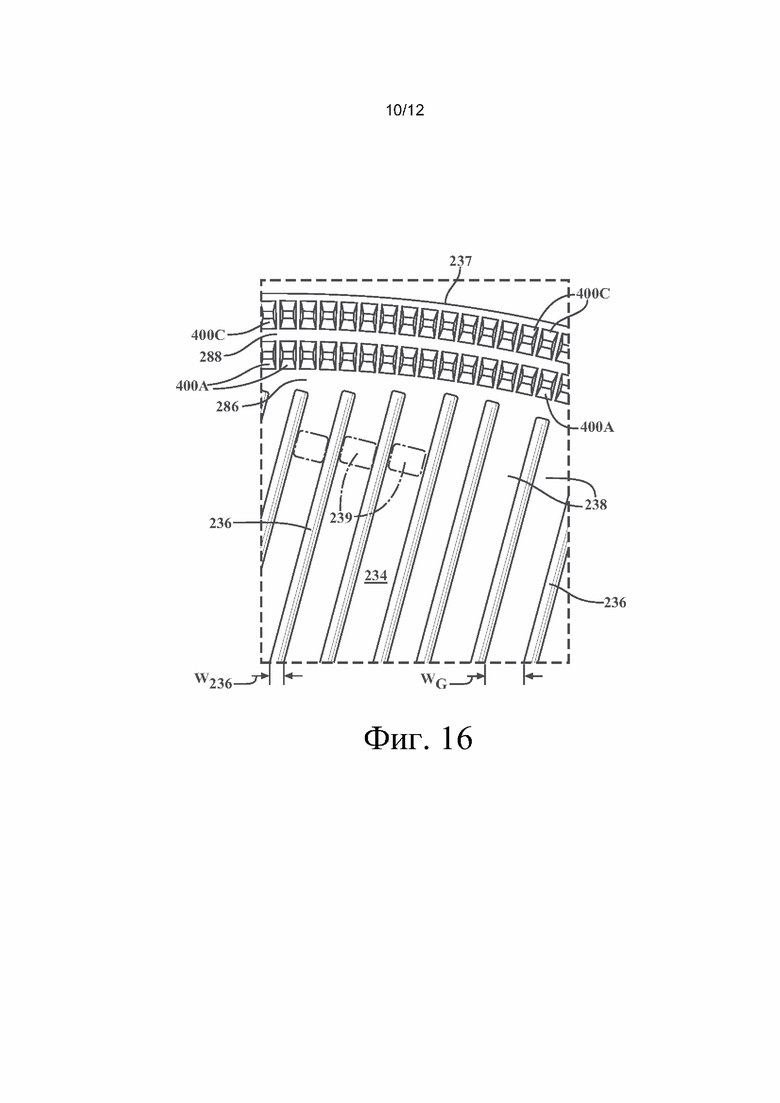
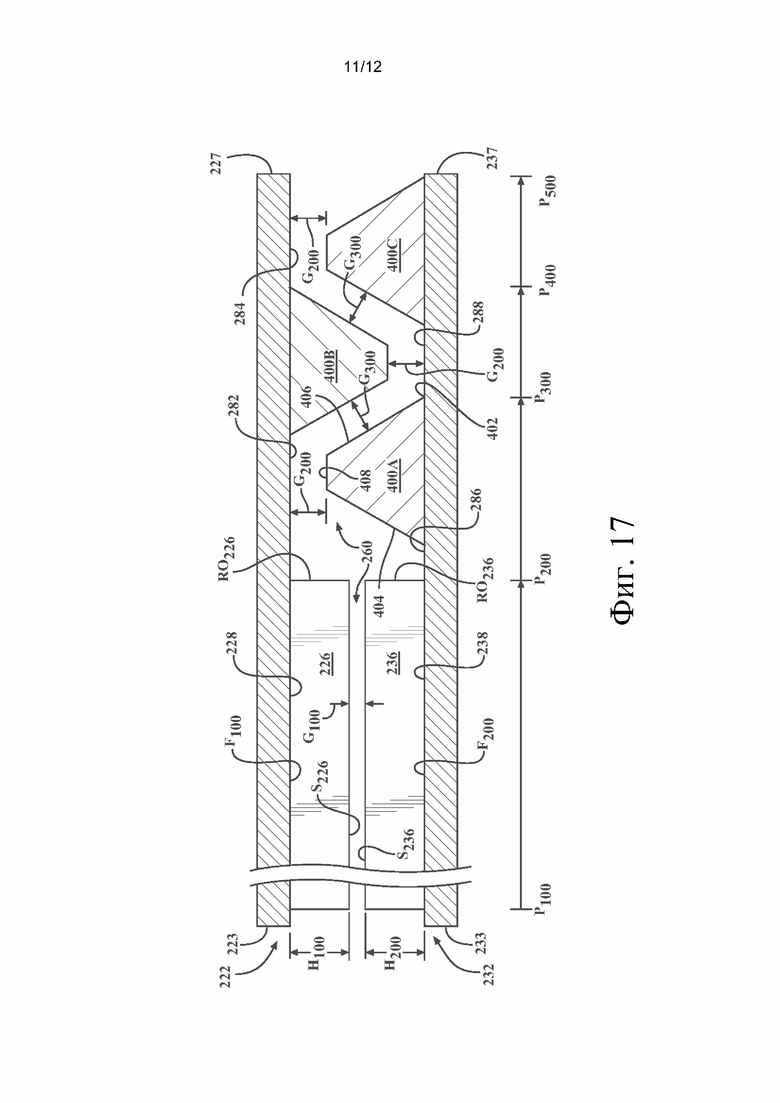
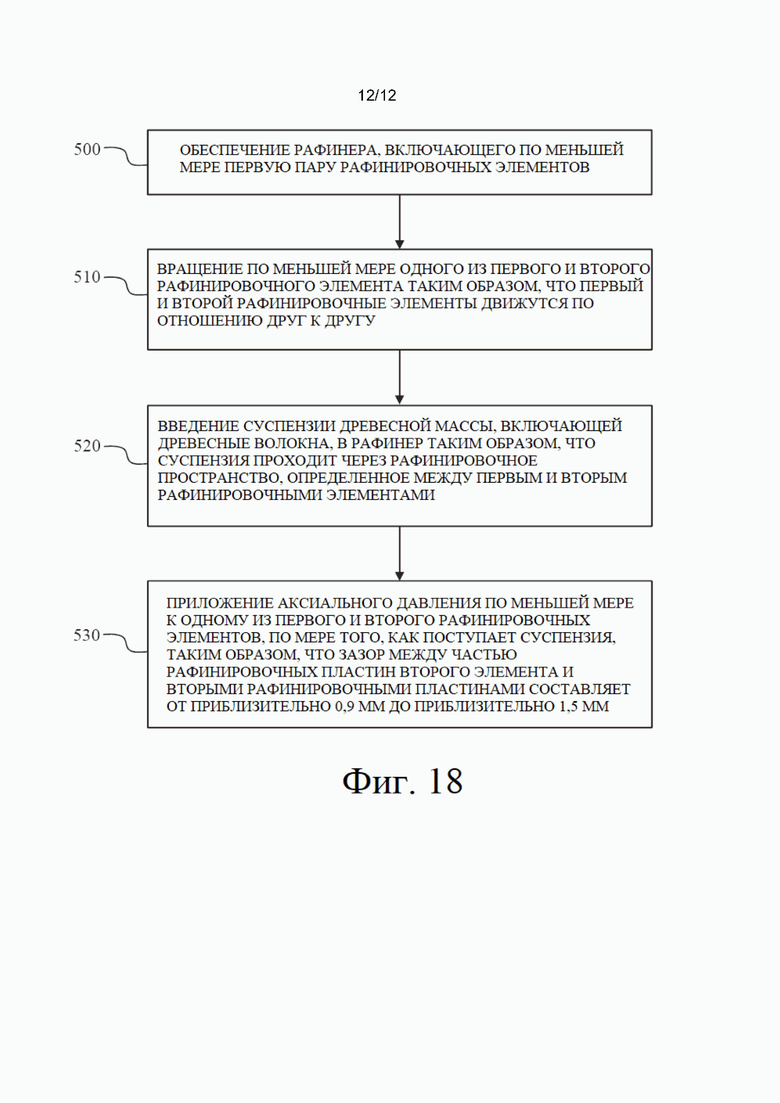
Группа изобретений относится к рафинеру древесной массы и рафинировочным элементам для рафинера древесной массы. При этом рафинер содержит каркас; по меньшей мере, первую пару рафинировочных элементов, включающую в себя: первый рафинировочный элемент, связанный с каркасом и содержащий первое рафинировочное тело, включающее первую рафинировочную поверхность, включающую: первые рафинировочные пластины, разделенные первыми рафинировочными канавками, причем каждая из первых рафинировочных пластин проходит от первого радиально внутреннего положения на первой рафинировочной поверхности до первого радиально наружного положения на первой рафинировочной поверхности, и первые зубцы, проходящие до следующего радиально наружного положения на первой рафинировочной поверхности, причем следующее радиально наружное положение находится ближе к наиболее удаленной от центра части первого рафинировочного тела, чем первое радиально наружное положение; второй рафинировочный элемент, связанный с каркасом и содержащий второе рафинировочное тело, включающее в себя вторую рафинировочную поверхность, содержащую: вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками, причем каждая из вторых рафинировочных пластин проходит от второго радиально внутреннего положения на второй рафинировочной поверхности до второго радиально наружного положения на второй рафинировочной поверхности, и вторые зубцы, при этом каждая первая рафинировочная пластина выполнена с возможностью расположения напротив соответствующей второй рафинировочной пластины вдоль всей соответствующей продольной длины первой и второй рафинировочных пластин при расположении первого рафинировочного элемента напротив второго рафинировочного элемента, первые зубцы перекрываются со вторыми зубцами так, что часть первых зубцов перекрывает часть вторых зубцов в аксиальном направлении, а первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними; и ротор, связанный с каркасом, присоединенный к одному из первого рафинировочного элемента и второго рафинировочного элемента и выполненный с возможностью при вращении инициировать перемещение первого и второго рафинировочных элементов относительно друг друга. 3 н. и 14 з.п. ф-лы, 21 ил.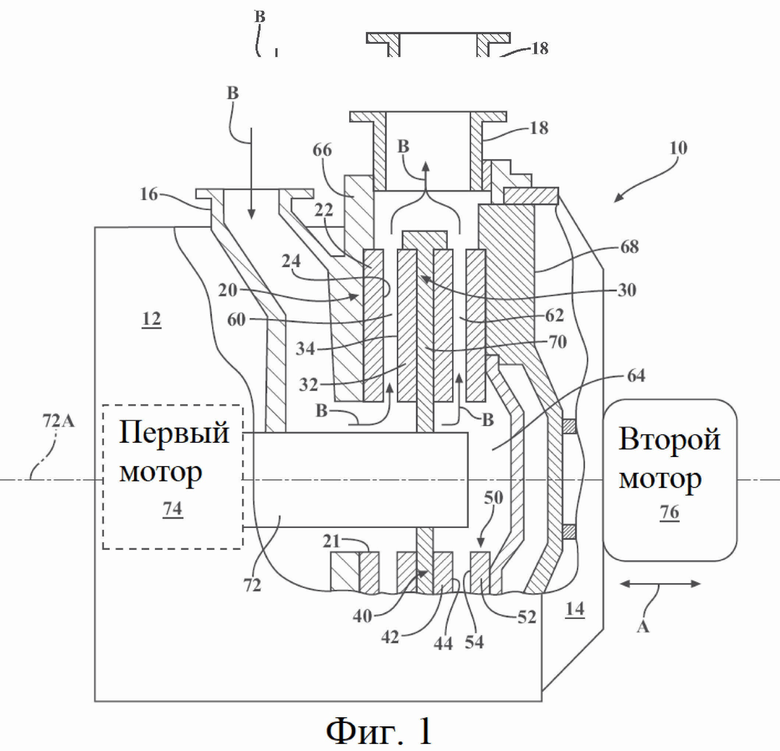
1. Рафинировочный элемент для рафинера древесной массы, причем рафинировочный элемент включает в себя: рафинировочное тело, включающее в себя рафинировочную поверхность, содержащую: рафинировочные пластины, разделенные рафинировочными канавками, причем каждая из рафинировочных пластин проходит от радиально внутреннего положения на рафинировочной поверхности до первого радиально наружного положения на рафинировочной поверхности и характеризуется первой высотой, измеряемой от дна соседней рафинировочной канавки, причем зона рафинировочного тела между радиально внутренним положением и первым радиально наружным положением рафинировочных пластин выполнена с возможностью рафинирования, а каждая рафинировочная канавка проходит непрерывно между радиально внутренним положением и первым радиально наружным положением примыкающих друг к другу рафинировочных пластин; и зубцы, проходящие до второго радиально наружного положения на рафинировочной поверхности и имеющие вторую высоту, измеряемую от дна соседней рафинировочной канавки, причем вторая высота зубцов превышает первую высоту рафинировочных пластин, а зубцы располагаются между радиально наружными краями рафинировочных пластин и радиально наружным краем рафинировочного тела; при этом рафинировочные пластины выполнены с возможностью рафинирования древесных волокон, а зубцы выполнены с возможностью измельчения пучков волокон.
2. Рафинировочный элемент по п. 1, в котором рафинировочные пластины имеют первую максимальную высоту, которую измеряют от дна соседней рафинировочной канавки, от приблизительно 4 мм до приблизительно 10 мм.
3. Рафинировочный элемент по п. 1, в котором рафинировочные пластины имеют ширину между боковыми краями, составляющую от приблизительно 2 мм до приблизительно 8 мм.
4. Рафинировочный элемент по п. 1, в котором зубцы находятся на расстоянии в радиальном направлении от радиально наружных краев рафинировочных пластин в первом радиально наружном положении.
5. Рафинировочный элемент по п. 1, в котором каждая рафинировочная пластина проходит непрерывно от радиально внутреннего положения до первого радиально наружного положения.
6. Рафинер древесной массы, содержащий: каркас; по меньшей мере, первую пару рафинировочных элементов, включающую в себя: первый рафинировочный элемент, связанный с каркасом и содержащий первое рафинировочное тело, включающее первую рафинировочную поверхность, включающую: первые рафинировочные пластины, разделенные первыми рафинировочными канавками, причем каждая из первых рафинировочных пластин проходит от первого радиально внутреннего положения на первой рафинировочной поверхности до первого радиально наружного положения на первой рафинировочной поверхности, и первые зубцы, проходящие до следующего радиально наружного положения на первой рафинировочной поверхности, причем следующее радиально наружное положение находится ближе к наиболее удаленной от центра части первого рафинировочного тела, чем первое радиально наружное положение; второй рафинировочный элемент, связанный с каркасом и содержащий второе рафинировочное тело, включающее в себя вторую рафинировочную поверхность, содержащую: вторые рафинировочные пластины, разделенные вторыми рафинировочными канавками, причем каждая из вторых рафинировочных пластин проходит от второго радиально внутреннего положения на второй рафинировочной поверхности до второго радиально наружного положения на второй рафинировочной поверхности, и вторые зубцы, при этом каждая первая рафинировочная пластина выполнена с возможностью расположения напротив соответствующей второй рафинировочной пластины вдоль всей соответствующей продольной длины первой и второй рафинировочных пластин при расположении первого рафинировочного элемента напротив второго рафинировочного элемента, первые зубцы перекрываются со вторыми зубцами так, что часть первых зубцов перекрывает часть вторых зубцов в аксиальном направлении, а первый рафинировочный элемент находится на расстоянии от второго рафинировочного элемента, что определяет рафинировочное пространство между ними; и ротор, связанный с каркасом, присоединенный к одному из первого рафинировочного элемента и второго рафинировочного элемента и выполненный с возможностью при вращении инициировать перемещение первого и второго рафинировочных элементов относительно друг друга.
7. Рафинер древесной массы по п. 6, в котором вторые зубцы проходят до третьего радиально наружного положения на второй рафинировочной поверхности, причем третье радиально наружное положение находится ближе к наиболее удаленной от центра части второго рафинировочного тела, чем второе радиально наружное положение.
8. Рафинер древесной массы по п. 7, в котором вторая рафинировочная поверхность содержит первый ряд вторых зубцов, проходящих до третьего радиально наружного положения на второй рафинировочной поверхности, и второй ряд вторых зубцов, проходящих до четвертого радиально наружного положения на второй рафинировочной поверхности.
9. Рафинер древесной массы по п. 6, в котором первый рафинировочный элемент представляет собой невращающийся статорный элемент, а второй рафинировочный элемент представляет собой вращающийся роторный элемент.
10. Рафинер древесной массы по п. 6, в котором между наружными поверхностями первой и второй рафинировочных пластин задан первый зазор, а между наружными поверхностями первых и вторых зубцов и соответствующими соседними частями первой и второй рафинировочных поверхностей задан второй зазор, причем второй зазор превышает первый зазор.
11. Рафинер древесной массы по п. 6, в котором первые зубцы отделены от радиально наружных краев первых рафинировочных пластин первой плоской областью и отделены от радиально наружного края первого рафинировочного тела второй плоской областью.
12. Рафинер древесной массы по п. 11, в котором вторые зубцы включают в себя: первый ряд, который отделен от радиально наружных краев вторых рафинировочных пластин третьей плоской областью, и второй ряд, который отделен от первого ряда четвертой плоской областью.
13. Рафинер древесной массы по п. 6, в котором каждая первая рафинировочная канавка проходит непрерывно между первым радиально внутренним и первым радиально наружным положениями соседних первых рафинировочных пластин, а каждая вторая рафинировочная канавка проходит непрерывно между вторым радиально внутренним и вторым радиально наружным положениями соседних вторых рафинировочных пластин.
14. Рафинер древесной массы по п. 6, в котором каждая из первых рафинировочных пластин проходит непрерывно от первого радиально внутреннего положения до первого радиально наружного положения, а каждая из вторых рафинировочных пластин проходит непрерывно от второго радиально внутреннего положения до второго радиально наружного положения.
15. Рафинер древесной массы по п. 6, в котором первое радиально внутреннее положение каждой из первых рафинировочных пластин на первой рафинировочной поверхности совпадает со вторым радиально внутренним положением соответствующей второй рафинировочной пластины на второй рафинировочной поверхности, а первое радиально наружное положение каждой из первых рафинировочных пластин на первой рафинировочной поверхности совпадает со вторым радиально наружным положением соответствующей второй рафинировочной пластины на второй рафинировочной поверхности.
16. Рафинировочный элемент для рафинера древесной массы, причем рафинировочный элемент включает в себя: рафинировочное тело, включающее в себя рафинировочную поверхность, содержащую: рафинировочные пластины, разделенные рафинировочными канавками, причем каждая из рафинировочных пластин проходит непрерывно от радиально внутреннего положения на рафинировочной поверхности до первого радиально наружного положения на рафинировочной поверхности, причем зона рафинировочного тела между радиально внутренним положением и первым радиально наружным положением рафинировочных пластин выполнена с возможностью рафинирования; и зубцы, проходящие до второго радиально наружного положения на рафинировочной поверхности, причем зубцы располагаются между радиально наружными краями рафинировочных пластин и радиально наружным краем рафинировочного тела; при этом рафинировочные пластины выполнены с возможностью рафинирования древесных волокон, а зубцы выполнены с возможностью измельчения пучков волокон.
17. Рафинировочный элемент по п. 16, в котором одна или несколько рафинировочных канавок имеют перемычку.
| DE 4210207 C1, 09.09.1993 | |||
| DE 202014010374 U1, 23.07.2015 | |||
| УСТРОЙСТВО ДЛЯ ПЛАСТИНЫ ДИСПЕРГАТОРА И СПОСОБ РАЗМАЛЫВАНИЯ БУМАГИ | 2013 |
|
RU2607753C2 |
| US 20050161542 A1,28.07.2005. | |||

