Изобретение относится к области нефтепереработки и нефтехимии, а именно, к технологии переработки углеводородного сырья в ходе непрерывного риформинга на катализаторе в подвижном или псевдоожиженном слое.
Каталитический риформинг является одним из важнейших процессов переработки бензиновых фракций с целью повышения детонационных свойств бензинов и получения ароматических углеводородов. При этом одной из основных проблем, с которой сталкиваются при его осуществлении, является проблема дезактивации катализатора из-за накопления коксовых отложений, в результате чего катализатор становится непригодным для использования в процессе. Такой дезактивированный катализатор должен подвергаться регенерации и должен быть доведен до первоначального качества, прежде чем его можно повторно применять в процессе риформинга.
Непрерывный риформинг, который, как правило, проводится с использованием катализатора в подвижном слое, допускает более жесткие рабочие условия путем поддержания высокой каталитической активности почти свежего катализатора через посредство регенерационных циклов в течение нескольких дней. При этом система с подвижным слоем имеет преимущество, состоящее в отсутствии необходимости остановки производства во время регенерации, удаления или замены катализатора. Частицы катализатора непрерывно удаляются из реакционной зоны в зону регенерации для удаления кокса посредством высокотемпературного выжига, как правило, при контакте с кислородосодержащим газом.
В современных установках процесс регенерации катализатора осуществляют, как правило, в регенерационной зоне за пределами реактора. Частицы катализатора технологии «в подвижном слое» проходят самотеком через один или несколько реакторов и поступают в зону непрерывной регенерации. Непрерывную регенерацию катализатора осуществляют обычно путем пропускания частиц катализатора самотеком сверху вниз в подвижном слое через различные зоны обработки в регенерационной колонне. Кислород для сгорания кокса поступает в секцию горения зоны регенерации с регенерирующим газом, содержащим обычно от 0,5 до 1,5% кислорода по объему. Газы регенерации, состоящие из монооксида углерода, диоксида углерода, воды, непрореагировавшего кислорода, хлора, хлористого водорода, оксидов серы и азота, выводятся из секции горения, при этом часть газов удаляют из зоны регенерации в виде отходящего газа. Остаток соединяют с небольшим количеством кислородсодержащего свежего газа, обычно воздуха, в количестве примерно 3% от общего содержания газа, для того, чтобы восполнить израсходованный кислород и возвращают в секцию горения в виде регенерирующего газа [RU 2180346, 2002; US 3652231].
Подъем частиц катализатора из одной технологической зоны в другую обычно осуществляют с помощью некоторых видов пневматической транспортировки, при которой имеющий достаточную скорость газовый поток, поднимающий частицы катализатора, транспортирует их вверх для перемещения и разъединения в комплекте емкостей. Такие системы используют множество коленчатых труб и клапанных устройств для направления и регулирования перемещения частиц катализатора. По мере транспортировки катализатора возникают повреждения его частиц с образованием мелкодисперсного материала. Возникшие при такой транспортировке мелкодисперсные частицы не только препятствуют нормальному функционированию катализатора, но могут также приводить к падению давления в газовой среде, проходящей через трубчатые элементы. Существенное падение давления, связанное с транспортировкой дискретного материала, повышает эксплуатационные затраты процесса и может препятствовать поддержанию необходимых технологических режимов [RU 2174145, 2001].
В этой связи в ходе регенерации катализатора необходимо сочетать максимальное удаление кокса с поверхности гранул при минимизации протяженности пути движения катализатора, и как следствие, минимизации истирания гранул, так как при их разрушении существенно падает эффективность процесса.
Важную роль играет сочетание этого параметра с условиями проведения процесса и, в частности, восстановления активности катализатора. Исходный выбор температуры и давления в пределах широкого диапазона осуществляют, прежде всего, исходя из желательного октанового числа продукта риформинга принимая во внимание характеристики исходного сырья и катализатора. Затем обычно температуру медленно увеличивают в ходе работы для компенсации неизбежной дезактивации для обеспечения постоянного октанового числа продукта.
В настоящее время одними из наиболее перспективных являются катализаторы риформинга, содержащие олово в качестве модификатора платиновой группы (или группа VIII), наряду с дополнительным третьим металлическим промотором, например, рением, индием, галлием, иридием, и т.д. Процесс проводят при следующих условиях: температура 315°С-600°С, давление 100 кПа - 7 МПа (абс), часовая объемная скорость жидкости 0,1-20 ч-1, и мольное отношение водорода к сырью в виде нафты 1-20 [US 6153090]. Однако данные параметры процесса не являются оптимальными и в ходе проводимых исследований регулярно совершенствуются.
Известна технология процесса риформинга в подвижном слое на катализаторе, полученном по технологии патента RU 2357799, 2009 содержащем 0,01-5 масс. % Sn, 0,01-2 масс. % Pt, 0,05-5 масс. % Re (в пересчете на элемент) на окиси алюминия. Процесс осуществляют в следующем режиме: давление выбрано в пределах диапазона 100 кПа - 7 МПа (абс), (лучшие результаты получаются при низком давлении, то есть при давлении 350-2500 кПа (абс). Температура риформинга находится в диапазоне от 315° до 600°С и предпочтительно от 425° до 565°С. Концентрация водорода находится в диапазоне 1-20 молей водорода на моль углеводородного сырья (оптимально 2-10 молей водорода на моль углеводородного сырья). Часовая объемная скорость жидкости (LHSV) находится в диапазоне 0,1 к 20 ч-1, с предпочтительно 1-5 ч-1 (RU 2357799, 2009). Так, чтобы получить октановое число продукта 100 пунктов, давление составляло 1379 кПа, мольное отношение водорода к углеводороду 1,5 и часовая объемная скорость подачи сырья 2,5 ч-1. Выход целевого продукта составил 83,4-83,9% масс.
Недостатком технологии являлось длительное время регенерации катализатора и значительные его потери за счет истираемости.
Наиболее близким по технической сущности к заявляемому способу является ранее разработанная авторами технология по патенту RU 186090, 2018, в рамках которой процесс риформинга проводят при следующих условиях: температура 490-550°С, давление 300-700 кПа, часовая объемная скорость жидкости не более 2 ч-1 и мольное отношение водорода к сырью в виде бензиновой фракции 2,0-2,15.
Процесс регенерации проводят при следующих условиях: температура выжига - 470÷540°С, давление - 0,4-0,5 МПа, концентрация кислорода в газе регенерации 0,5-2,0% об.
Недостатком технологии является отсутствие дополнительной инертизации отрегенерированного катализатора от следов кислорода из пор катализатора.
Задача решалась за счет создания технологии, обеспечивающей сочетание оптимального удаления кокса с поверхности катализатора и подготовки поверхности катализатора к стадии восстановления ВСГ за счет многократной его обработки в ходе перемещения между элементами установки.
Технический результат заключается в проведении процесса риформинга на платино-олово-циркониевом катализаторе, включающий в себя проведение процесса на катализаторе, выгрузку катализатора и его перемещение в регенерационную колонну, выжиг кокса, с последующим восстановлением катализатора водородсодержащим газом, в котором процесс проводят на установке, содержащей реакторный узел, включающий две параллельно расположенные реакционные колонны и расположенные на выходе из колонн продувочные бункеры закоксованного катализатора, затворные и транспортные бункеры, бункер подготовки закоксованного катализатора, регенерационные колонны, расположенные параллельно реакционным колоннам реакторного узла имеющий перед реакторным узлом трубопровод для транспортирования катализатора в реакторный узел в среде азота, а также узел отсева катализаторной мелочи, связанный трубопроводом с транспортным бункером регенерированного катализатора, отличающийся тем, что после стадии выжига кокса следы кислорода из пор катализатора удаляют последовательной обработкой катализатора азотом с массовым соотношением азот к катализатору 0,02-0,10:1 в сплошном потоке катализатора и 0,4-0,6:1 в разреженном пневмотранспортном потоке катализатора, при температуре 400-550°С, восстановление после выхода из регенерационной колонны проводят в два этапа - сначала газом с содержанием водорода не менее 90% об. при температуре 350-400°С, затем при температуре 450-550°С и давлении - 0,25 МПа, при расходе водородсодержащего газа: в первой камере восстановления 1500-2500 нм3/час, во второй камере восстановления - 600-1100 нм3/час.
Процесс риформинга оптимально проводить на катализаторе, полученном по патенту РФ №2594482, содержащем платину, олово и цирконий на алюмооксидном носителе, как правило, при следующих условиях: температуре - 490-550°С и давлении 0,3-0,7 МПа, объемной скорости подачи сырья не более 2 ч-1, соотношении Н2:НС как 2,0-2,15:1 моль/моль. Оптимальный состав катализатора: платина 0,27% масс., хлор 1,0% масс., остальное - алюмооксидный носитель, модифицированный бинарной смесью оксидов xSnO*yZrO2 с мольным отношением х:у 10:1 в количестве 0,35% масс, при содержании примесей оксида натрия - 0,01% масс, железа - 0.01% масс.
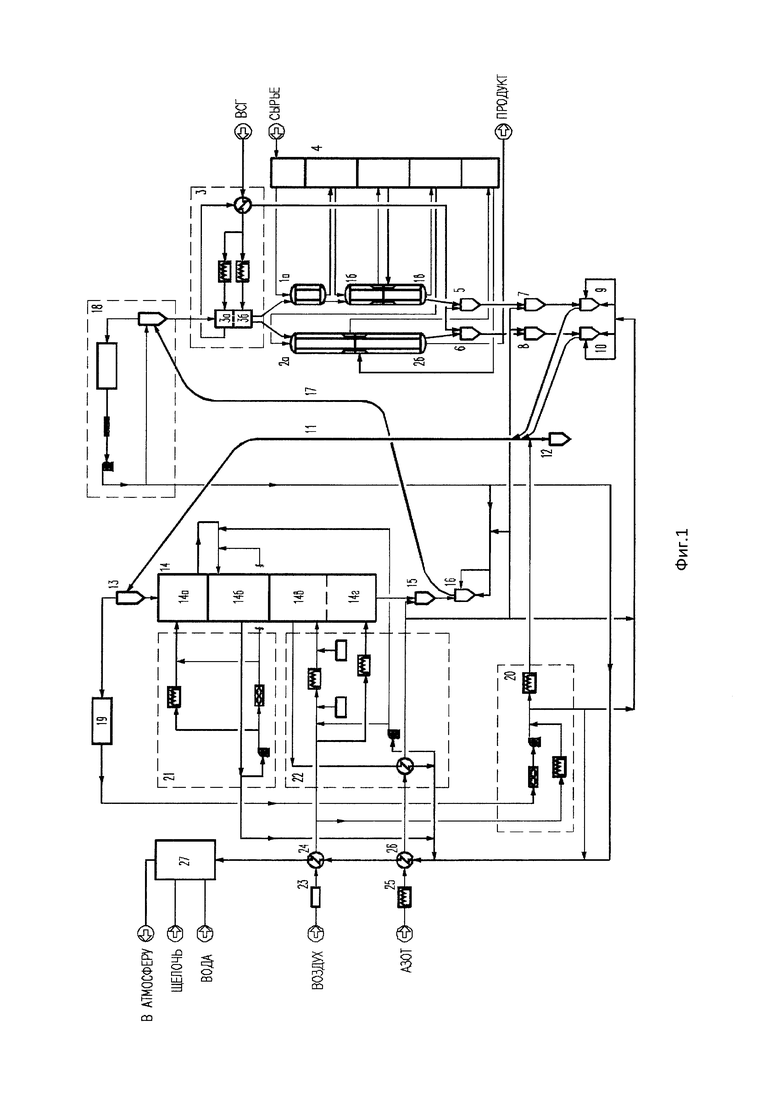
Общий вид используемой установки представлен на фиг. 1, где используются следующие обозначения.
1. Реакционная колонна, 1а, 1б и 1в - секции колонны
2. Реакционная колонна, 2а и 2б - секции колонны
3. Узел восстановления:
3а - первая камера восстановления, 3б - вторая камера восстановления.
4. Многокамерная печь подогрева.
5. Продувочный бункер.
6. Продувочный бункер.
7. Затворный бункер.
8. Затворный бункер.
9. Транспортный бункер закоксованного катализатора.
10. Транспортный бункер закоксованного катализатора.
11. Трубопровод для транспортировки и регенерации закоксованного катализатора.
12. Бункер приема катализатора.
13. Бункер подготовки закоксованного катализатора.
14. Регенерационная колонна: 14а - первая зона выжига, 14б - вторая зона выжига,
14в - зона оксихлорирования, 14г - зона прокалки.
15. Затворный бункер.
16. Транспортный бункер регенерированного катализатора.
17. Трубопровод для транспортировки и инертизации катализатора
18. Узел отсева катализаторной мелочи.
19. Система удаления катализаторной мелочи.
20. Узел газов циркуляции.
21. Узел газов регенерации.
22. Узел газов оксихлорирования и прокалки.
23. Система осушки воздуха.
24. Теплообменник отходящих газов.
25. Нагреватель азота.
26. Теплообменник отходящих газов.
27. Узел нейтрализации отходящих газов.
Установка работает следующим образом.
Газосырьевая смесь после нагрева отходящим потоком газопродуктовой смеси из нижнего реактора реакционной колонны 2 риформинга далее поступает в многокамерную печь подогрева 4, где нагревается до температуры реакции и поступает в первую секцию 1а реакционной колонны 1. Частично риформированная газосырьевая смесь из 1а направляется во вторую ступень многокамерной печи 4, нагревается до температуры реакции и далее проходит последовательно секции 1б, 1в реакционной колонны 1, секции 2а и 2б реакционной колонны 2 с промежуточным подогревом перед каждой секцией в соответствующей ступени многокамерной печи 4. Газопродуктовая смесь из нижнего реактора реакционной колонны 2 направляется для нагрева газосырьевой смеси перед первой ступенью многокамерной печи подогрева.
Катализатор из узла восстановления 3, под действием силы тяжести, двумя параллельными потоками поступает в реакционные колонны 1 и 2, проходит их и далее через продувочные бункеры 5 и 6 поступает в затворные бункеры 7 и 8. В продувочных бункерах 5 и 6 катализатор движется противотоком потоку восходящего ВСГ. При этом из пор катализатора происходит отдув углеводородов, уносимых с катализатором из зоны реакции. Конструкция продувочного бункера обеспечивает удаление углеводородов из потока закоксованного катализатора. ВСГ из продувочных бункеров поступает соответственно в реакционные колонны 1 и 2. В затворных бункерах 7 и 8 катализатор движется противотоком потоку восходящего инертного газа. При этом происходит отдув ВСГ, уносимого с катализатором из продувочного бункера. Инертный газ из затворного бункера поступает в соответствующий продувочный бункер, а катализатор - в транспортные бункеры закоксованного катализатора 9 и 10 соответственно.
Из транспортных бункеров закоксованного катализатора катализатор, уносимый с потоком газа, поступает через трубопровод для транспортировки и регенерации закоксованного катализатора 11 в бункер подготовки закоксованного катализатора 13. Газ, подаваемый в бункеры закоксованного катализатора 9 и 10 представляет собой инертный газ, либо смесь инертного газа и кислорода (с содержанием кислорода 0,5-2,0% об.).
В начало вертикального участка трубопровода 11 подводится поток газов циркуляции. Количество и состав газов циркуляции обеспечивают оптимальный режим пневмотранспорта (скорость газовой фазы в трубопроводе составляет 180÷200% скорости витания транспортируемого катализатора) в трубопроводе 11, а также обеспечивают требуемую концентрацию кислорода в газовой фазе в начале вертикального участка трубопровода для регенерации закоксованного катализатора 11.
Газ циркуляции подхватывает частицы катализатора и транспортирует их из зоны реакционных колонн в зону регенерационной колонны, расположенной рядом, параллельно реакционным колоннам.
Наличие кислорода в трубопроводе 11 обеспечивает частичный выжиг кокса с поверхности катализатора в зависимости от предусмотренного режима работы реакторно-регенераторного блока. Движение катализатора в разреженном потоке (с объемной концентрацией твердой фазы не более 0,5% об.) в трубопроводе 11 обеспечивает бережный и эффективный режим выжига кокса за счетотсутствия внешнего диффузионного торможения процесса выжига кокса, равномерного профиля температуры и концентрации кислорода в каждом горизонтальном сечении трубопровода 11, а также отсутствии локального перегрева частиц катализатора.
В бункере подготовки закоксованного катализатора 13 катализатор отделяется от потока газов циркуляции и под действием силы тяжести поступает в первую зону выжига 14а регенерационной колонны 14.
Газы циркуляции из бункера подготовки закоксованного катализатора 13 через систему удаления катализаторной мелочи 19 поступают в узел газов циркуляции 20.
В системе удаления катализаторной мелочи 19 от потока газов циркуляции отделяются механические примеси - катализаторная мелочь, образующаяся в процессе механического износа частиц катализатора.
Из узла газов циркуляции 20 часть потока газов циркуляции отделяется и направляется через теплообменники отходящих газов 26 и 24 на нейтрализацию в узел нейтрализации отходящих газов 27. Остальной поток газов циркуляции разделяется и поступает в начало трубопровода 11 и в бункеры закоксованного катализатора 9 и 10.
В узел газов циркуляции 20 вводится подпитка подготовленного воздуха в количестве, обеспечивающем требуемое содержание кислорода в газе циркуляции в начале вертикального участка трубопровода 11.
В случае нарушения работы трубопровода 11 для сбора транспортируемого катализатора предусмотрен приемный бункер катализатора 12.
Катализатор, поступающий в первую зону выжига 14а регенерационной колонны 14, контактирует с потоком газа регенерации. При этом происходит полный или частичный выжиг кокса с поверхности катализатора.
Из первой зоны выжига 14а, под действием силы тяжести, катализатор поступает во вторую зону выжига 146 регенерационной колонны 14, где контактирует с потоком газа регенерации. При этом происходит полный выжиг остаточного кокса с поверхности катализатора.
Газы регенерации, после контакта с катализатором в первой зоне выжига 14а, отводятся из регенерационной колонны 14, смешиваются с подпиточным потоком подготовленного воздуха, после чего возвращаются во вторую зону выжига 14б регенерационной колонны 14.
Газы регенерации, после контакта с катализатором во второй зоне выжига 14б, отводятся из регенерационной колонны 14 в узел газов регенерации 21.
Из узла газов регенерации 21 часть потока газов регенерации отделяется и направляется через теплообменники отходящих газов 26 и 24 на нейтрализацию в узел нейтрализации отходящих газов 27. Остальной поток газов регенерации направляется в первую зону выжига 14а регенерационной колонны 14.
Регенерированный катализатор из второй зоны выжига 14б регенерационной колонны 14, под действием силы тяжести, проходит зоны оксихлорирования 14в и прокалки 14г, после чего покидает регенерационную колонну 14.
Воздух проходит последовательно систему осушки воздуха 23 и теплообменник отходящих газов 24, после чего разделяется на два потока: часть воздуха поступает в узел газов оксихлорирования и прокалки 22, другая часть - в узел газов циркуляции 20.
Поток воздуха, поступающий в зону прокалки 14г регенерационной колонны 14, проходит противотоком через нисходящий поток катализатора и поступает в зону оксихлорирования 14в регенерационной колонны 14, откуда совместно с газом оксихлорирования отводится из регенерационной колонны 14 и направляется в узел газов оксихлорирования и прокалки 22.
Часть воздуха из узла газов оксихлорирования и прокалки 22 направляется на подпитку газов регенерации, поступающих во вторую зону выжига 14б в регенерационную колонну 14.
Катализатор, под действием силы тяжести, из зоны прокалки 14г регенерационной колонны 14 поступает в затворный бункер 15.
Для исключения возможности перетока кислородсодержащего газа из зоны прокалки 14г регенерационной колонны 14 в узел восстановления 3 и отдува кислородсодержащего газа из потока катализатора в затворный бункер 15 подается инертный газ - азот.
Катализатор из затворного бункера 15 под действием силы тяжести поступает в транспортный бункер регенерированного катализатора 16, в который вводится поток азота в количестве, обеспечивающем стабильный транспорт и инертизацию перемещаемого катализатора. В ходе перемещения в узел отсева катализаторной мелочи 18 в трубопроводе 17 происходит полное удаление следов кислорода из пор катализатора, создавая оптимальные условия для последующего процесса восстановления.
Катализатор, поступающий в узел отсева катализаторной мелочи 18, взаимодействует с циркулирующим отсеивающим потоком, в результате чего от потока катализатора отделяется катализаторная мелочь и пыль. Часть циркулирующего отсеивающего потока после очистки в узле отсева катализаторной мелочи 18 отделяется от основного потока и поступает в бункер регенерированного катализатора 16.
Далее катализатор из узла отсева катализаторной мелочи 18 поступает в первую камеру восстановления 3а, а затем под действием силы тяжести поступает во вторую камеру восстановления 3б.
В камерах восстановления 3а и 3б катализатор восстанавливается в токе горячего ВСГ сначала при температуре 350-400°С и давлении - 0,25 МПа, а затем при температуре 450-550°С и давлении - 0,25 МПа, при расходе водородсодержащего газа в камере 3а: 1100-1500 нм3/час, в камере 3б:600-1100 нм3/час.
Восстановленный катализатор, двумя потоками, из узла восстановления 3 поступает в реакционные колонны 1 и 2, где взаимодействует с газосырьевой смесью, движущейся по кольцевому пространству реактора в направлении от периферии к центру (или от центра к периферии).
В результате предложенной оптимизации схемы блока регенерации при условиях его работы: температуре - 470-540°С и давлении 0,4-0,5 МПа, на 11,2% снизить истираемость катализатора и на 10-12% снизить время восстановления его активности за счет лучшей подготовки его поверхности для обработки водородосодержащим газом. При этом эффективность процесса не ухудшается.
Промышленная применимость патентуемой технологии иллюстрируется следующим примером.
Пример 1. На вышеописанной установке проводились испытания катализатора риформинга, полученного по патенту РФ №2594482, следующего состава: платина 0,27% масс., хлор 1,0% масс., остальное - алюмооксидный носитель, модифицированный бинарной смесью оксидов xSnO*yZrO2 с мольным отношением х:у 10:1 в количестве 0,35% масс, при содержании примесей оксида натрия - 0,01% масс, железа - 0,01% масс.
Испытания проводились при следующих условиях
Окислительная регенерация
Температурный режим выжига кокса по зонам, °С:
Давление в регенераторе по зонам, МПа (изб.)
Оксихлорирование и прокалка катализатора
Расход хлорорганики (в пересчете на хлор), % масс.
Инертизация катализатора
Зона восстановления
Температурный режим зоны восстановления, °С
Расход ВСГ для восстановления, нм3/час
Требования к содержанию водорода в ВСГ для восстановления - не менее 90% об.
Проведенные эксперименты показали, что по сравнению с испытаниями данного катализатора, проведенными на установке-аналоге, удалось снизить время восстановления его активности с 3,5 до 3,1 - 3,0 (на 12%).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА КАТАЛИТИЧЕСКОГО РИФОРМИНГА С НЕПРЕРЫВНОЙ РЕГЕНЕРАЦИЕЙ КАТАЛИЗАТОРА | 2019 |
|
RU2727887C1 |
| Способ регенерации закоксованного катализатора и устройство для его реализации | 2016 |
|
RU2635924C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ ПЛАТИНУСОДЕРЖАЩЕГО КАТАЛИЗАТОРА РИФОРМИНГА | 1995 |
|
RU2096085C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2001 |
|
RU2190005C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ РИФОРМИНГА НА ОКСИДЕ АЛЮМИНИЯ ИЛИ НА СУЛЬФИРОВАННОМ ОКСИДЕ АЛЮМИНИЯ | 1999 |
|
RU2157728C1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ КАТАЛИЗАТОРА | 1992 |
|
RU2050969C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ ДЕГИДРОЦИКЛОДИМЕРИЗАЦИИ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2159676C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ДИСКРЕТНОГО МАТЕРИАЛА И СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА (ВАРИАНТЫ) | 1996 |
|
RU2174145C2 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО РИФОРМИНГА БЕНЗИНОВОЙ ФРАКЦИИ, НЕ ПРОШЕДШЕЙ СЕРООЧИСТКУ | 2021 |
|
RU2776952C1 |
| Способ производства водорода | 2022 |
|
RU2791358C1 |
Предложен способ каталитического риформинга с непрерывной регенерацией катализатора, включающий в себя проведение процесса на катализаторе, его перемещение в регенерационную колонну, выжиг кокса, с последующим восстановлением катализатора водородсодержащим газом, где процесс проводят на установке, содержащей реакторный узел, включающий две параллельно расположенные реакционные колонны и расположенные на выходе из колонн продувочные бункеры закоксованного катализатора, затворные и транспортные бункеры, бункер подготовки закоксованного катализатора, регенерационную колонну, расположенную рядом, параллельно реакционным колоннам реакторного узла, имеющий перед реакторным узлом трубопровод для транспортирования катализатора в реакторный узел в среде азота, а также узел отсева катализаторной мелочи, связанный трубопроводом с транспортным бункером регенерированного катализатора, а после стадии выжига кокса следы кислорода из пор катализатора удаляют последовательной обработкой катализатора азотом сначала с массовым соотношением азот к катализатору 0,02-0,10:1 в сплошном потоке катализатора в затворном бункере регенерированного катализатора и потом при соотношении 0,4-0,6:1 в разреженном пневмотранспортном потоке катализатора, при температуре 400-550°С, зону восстановления отрегенерированного катализатора, в которой процесс восстановления катализатора после выхода из регенерационной колонны проводят в два этапа - сначала газом с содержанием водорода не менее 90% об. при температуре 350-400°С, затем при температуре 450-550°С и давлении - 0,25 МПа, при расходе водородсодержащего газа: в первой камере восстановления 1500-2500 нм3/ч, во второй камере восстановления - 600-1100 нм3/ч. Технический результат заключается в реализации назначения данного способа. 1 з.п. ф-лы, 1 пр., 1 ил.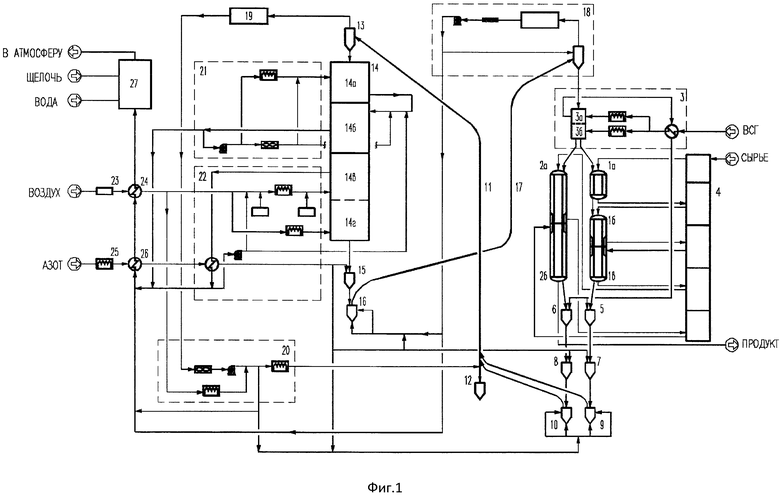
1. Способ каталитического риформинга с непрерывной регенерацией катализатора, включающий в себя проведение процесса на катализаторе, его перемещение в регенерационную колонну, выжиг кокса, с последующим восстановлением катализатора водородсодержащим газом, отличающийся тем, что процесс проводят на установке, содержащей реакторный узел, включающий две параллельно расположенные реакционные колонны и расположенные на выходе из колонн продувочные бункеры закоксованного катализатора, затворные и транспортные бункеры, бункер подготовки закоксованного катализатора, регенерационную колонну, расположенную рядом, параллельно реакционным колоннам реакторного узла, имеющий перед реакторным узлом трубопровод для транспортирования катализатора в реакторный узел в среде азота, а также узел отсева катализаторной мелочи, связанный трубопроводом с транспортным бункером регенерированного катализатора, а после стадии выжига кокса следы кислорода из пор катализатора удаляют последовательной обработкой катализатора азотом сначала с массовым соотношением азот к катализатору 0,02-0,10:1 в сплошном потоке катализатора в затворном бункере регенерированного катализатора и потом при соотношении 0,4-0,6:1 в разреженном пневмотранспортном потоке катализатора, при температуре 400-550°С, зону восстановления отрегенерированного катализатора, в которой процесс восстановления катализатора после выхода из регенерационной колонны проводят в два этапа - сначала газом с содержанием водорода не менее 90% об. при температуре 350-400°С, затем при температуре 450-550°С и давлении - 0,25 МПа, при расходе водородсодержащего газа: в первой камере восстановления 1500-2500 нм3/ч, во второй камере восстановления - 600-1100 нм3/ч.
2. Способ по п. 1, отличающийся тем, что процесс проводят при температуре - 490-550°С и давлении 0,3-0,7 МПа, объемной скорости подачи сырья не более 2 ч-1, соотношении H2:HC как 2,0-2,15:1 моль/моль на катализаторе, имеющем следующий состав: платина 0,27% масс., хлор 1,0% масс., остальное - алюмооксидный носитель, модифицированный бинарной смесью оксидов xSnO*yZrO2 с мольным отношением х:у 10:1 в количестве 0,35% масс., при содержании примесей оксида натрия - 0,01% масс., железа - 0,01% масс.
| 0 |
|
SU186090A1 | |
| Приспособление к швейным или сапожным машинам для изготовления деревянных сапожных шпилек | 1917 |
|
SU3225A1 |
| US 3854887 A, 17.12.1974 | |||
| Способ термического упрочнения цельнокатаных колес | 1991 |
|
SU1838433A3 |

