Изобретение относится к области экспериментальной аэродинамики, в частности, к аэродинамическим трубам и к импульсным газодинамическим установкам типа ударных труб, позволяющим реализовывать экспериментальное моделирование условий полета высокоскоростных летательных аппаратов (ВЛА) в верхних слоях атмосферы и в космическом пространстве. Устройство может быть использовано в аэродинамических установках для получения в лабораторных условиях набегающего на исследуемую модель потока газа с заданными распределениями параметров благодаря применению различных профилированных сопел, изготовленных с помощью 3D-принтера.
Проведение лабораторных газодинамических испытаний для изучения возможного поведения элементов ВЛА в реальных условиях полета и получение в результате достоверных экспериментальных данных связано с большими трудностями. Даже при соблюдении условий принципов подобия между лабораторным и натурным газовыми потоками из-за ограниченности полезного объема в установках для проведения испытаний часто становится существенным влияние самих инструментов исследования, часто отрицательно влияющих на достоверность. Одним из таких факторов является нарушение однородности газового потока внутри секций аэродинамических труб и сопловых блоков и возникновения турбулентных течений в приграничных к внутренним стенкам областях. Также к конструкциям гиперзвуковых труб предъявляются важные эксплуатационные требования, такие как соответствие размеров генерируемого потока с характерными размерами исследуемых моделей, получение стационарного течения при продолжительности рабочего режима и отсутствие загрязнений механическими и химическими примесями.
Известны сопла внутренней конической геометрии, в которых средние значения числа Маха М вниз по потоку от среза сопла увеличиваются из-за продолжающегося расширения потока за срезом сопла [1].
Продольная неравномерность существенно снижает возможности испытаний и точность измерения аэродинамических характеристик исследуемых моделей. Изготовление сопловых контуров, в особенности профилированных, из металла представляет собой достаточно сложный и трудоемкий процесс.
Учитывая типичные характерные сантиметровые размеры сопел аэродинамических установок необходимо высокоточное соблюдение всех допусков геометрического строения контура, в особенности, профилированного, вплоть до десятых долей миллиметров. В противном случае в процессе работы сопла ударной трубы могут происходить такие явления, как запирание, срыв потока, возвратно-вихревые течения и т.д., что будет вызывать локальные прочностные и температурные нагрузки в контуре сопла. В итоге, изготовленное сопло будет функционировать в нерасчетном режиме или не будет работать вообще.
Известно универсальное профилированное сопло, реализованное с помощью изготовления различных частей секций контура и их совмещения [2]. Основная часть на выходе из сопла выполняется с фиксированной геометрией, а небольшая сменная часть, которая примыкает к минимальному сечению, изготавливается с различными контурами и позволяет менять выходные характеристики набегающего потока. Таким образом, сменные отсеки в трансзвуковой части сопла позволяют реализовать различные значения числа Маха М на выходе.
Недостатком вышеуказанной конструкции является недостаточно корректная работа сопла на всех участках реализованных профилированных контуров, в т.ч. в местах соединения секций. Это связано со сложностью конструирования и изготовления деталей. Процессы изготовления секций сопла и последующая экспериментальная обработка различных сопловых контуров на конкретной установке - все это занимает достаточно длительный временной период (до нескольких лет) в силу сложностей, связанных не только с конструированием, но и с изготовлением деталей.
Известен способ изготовления сопел [3]. Сначала изготавливается сердечник из легко обрабатываемого материала (как правило, из оргстекла, дюралюминия Д16т или древесно-волокнистого материала МДФ), который с высокой точностью повторяет внутренний контур будущего сопла. Далее на его поверхность наращивается слой меди (гальванопластическим способом) или пластика (с помощью последовательного нанесения слоя воска и наматывания полос стеклоткани, пропитанных эпоксидной смолой). Затем сердечник удаляется. Получившаяся внутренняя поверхность совпадает с формой желаемого профиля и не требует дальнейшей обработки. Ее характерная толщина - 10-15 мм. Далее сопло вставляется в металлическую обечайку, пространство между элементами заливается наполнителем.
Недостатком способа является длительность процесса изготовления. В зависимости от характерных размеров сопла наращивание материала до необходимых значений тонкостенной геометрии может занимать до нескольких месяцев. При реализации данного способа необходимо также изготавливать металлическую обечайку для размещения внутри нее наращенной детали, причем для каждого соплового контура делается своя обечайка.
Задачей изобретения является расширение арсенала технических средств, а именно создание сопла аэродинамической трубы с уникальным профилированным внутренним контуром, что позволяет создавать набегающий на исследуемую модель поток с конкретным распределением газодинамических параметров и обеспечивать снижение трудо- и материалозатрат на производство сопел.
Поставленная задача достигается тем, что сопловой блок аэродинамической трубы с профилированным соплом состоит из сменных и стационарных секций, причем стационарные секции представляют собой фланцы с торцевой гайкой, плоскость стенки которой перпендикулярна направлению распространения набегающего потока в камере низкого давления ударной трубы, а сменная секция - непосредственно профилированное сопло, которое закреплено между фланцами, входное сечение профилированного сопла находится в отсеке формирования набегающего потока, выходное сечение располагается в рабочей секции, а на внешней стороне сопла выполнен выступ по всему сечению, на фланцах выполнены симметрично расположенные отверстия для фиксации соплового блока, а между торцевой гайкой и профилированным соплом расположена диафрагма.
Сопловой блок аэродинамической трубы с профилированным соплом с высотой выступа не менее 5 мм и не более 30 мм.
Сопловой блок аэродинамической трубы с профилированным соплом имеет торцевую гайку, которая представляет собой тонкостенный элемент, выполненный из металла.
Сопловой блок аэродинамической трубы с профилированным соплом имеет фланцы, выполненные из металла.
Сопловой блок аэродинамической трубы с профилированным соплом, выполненным из полимерного материала методом 3D печати.
Заявляемое изобретение иллюстрируется следующими графическими материалами:
Фиг. 1 - Сопловой блок с профилированным соплом.
Фиг. 2 - Профилированное сопло с прямоугольным внутренним сечением.
Фиг. 3 - Первый фланец.
Фиг. 4 - Профилированное осесимметричное сопло.
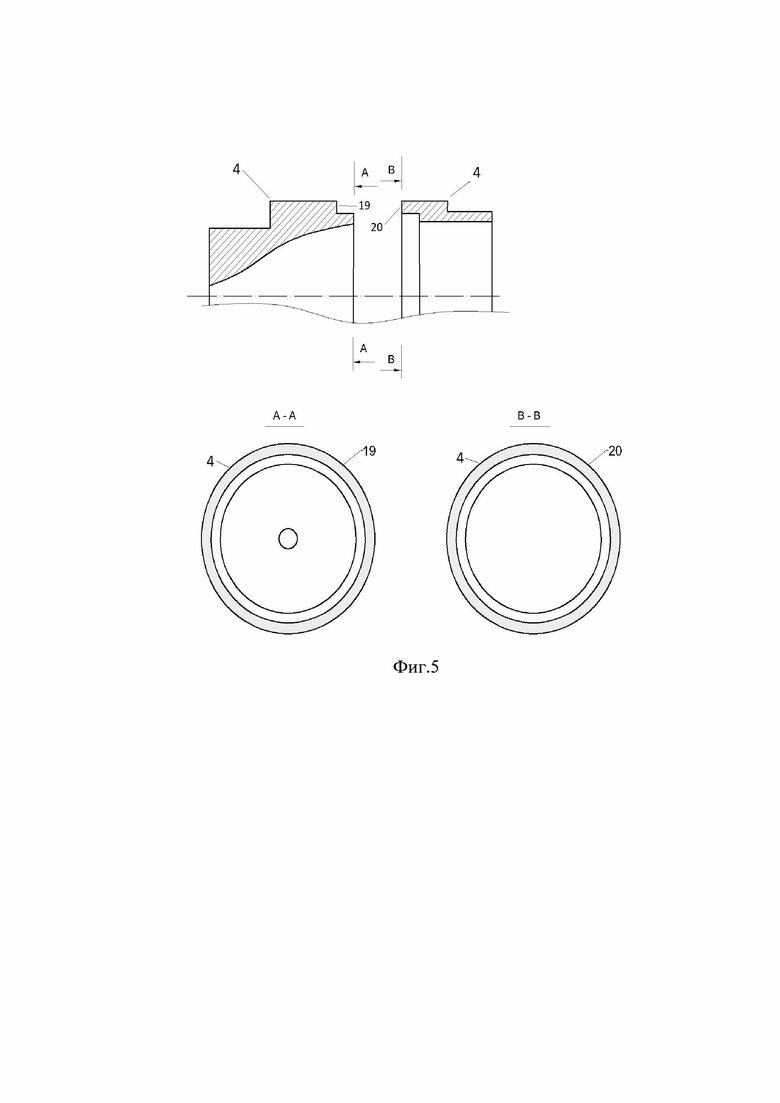
Фиг. 5 - Составные детали профилированного осесимметричного сопла.
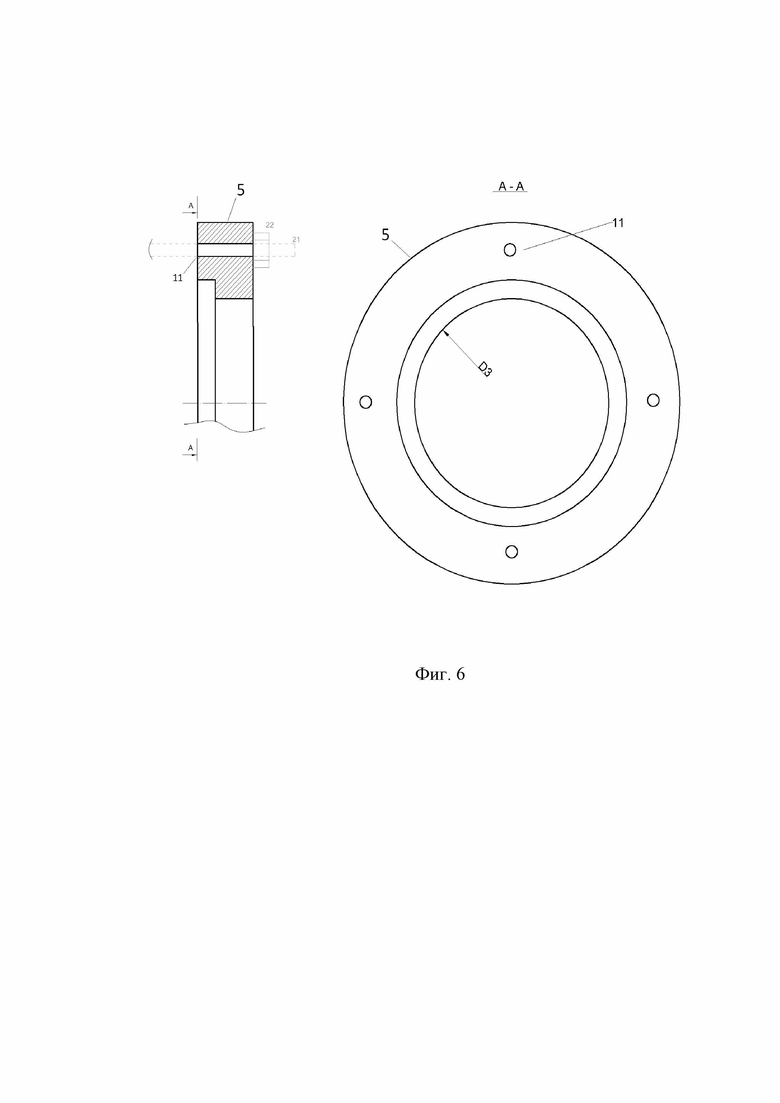
Фиг. 6 - Второй фланец.
Конструкция устройства состоит из трех основных элементов (Фиг. 1). Фланец 1 располагается между отсеком формирования набегающего потока 2 и рабочей секцией 3 аэродинамической трубы, куда помещается исследуемая модель. Фланец 1 закрепляют на внутренней стенке рабочей секции 3 при помощи сквозных отверстий для шпилек и гаек с резьбой одинакового размера (Фиг. 3). Сопло 4 вставляется во фланец 1. Его входное сечение находится в торцевой стенке секции 2, а выходное - в секции 3. На внешней стороне профилированного сопла 4 имеется выступ (поверхность 16) по всему сечению детали. Он служит для размещения второго фланца 5, который надевается на выходное сечение сопла 4 (Фиг. 4). Высота выступа 16 составляет не менее 5 мм (для обеспечения надежной фиксации фланца 5) и не более 30 мм (для отсутствия использования лишнего материала при изготовлении сопла 4).
На фланцах 1 и 5 имеется несколько резьбовых отверстий (позиция 11) для крепления шпилек (позиция 21), которые используются для фиксации всего соплового блока (Фиг. 6).
Основная задача первого фланца 1 - служить основой для всей конструкции. Первый фланец 1 является базовым элементом, к которому закрепляются все остальные детали. Он выполняет роль соединительного звена и обеспечивает переход от торцевой стенки секции 2 во входное отверстие секции 3 (Фиг. 3). Геометрические характеристики области 6 зависят от внутренних размеров секций 2 и 3 аэродинамической установки. Если установка имеет круглое внутреннее сечение, то для закрепления торцевой гайки 7 со входным в контур сопла 4 отверстием используется резьбовое соединение. Для этого делается насечение резьбы с соответствующим шагом. Такое устройство соплового блока используется для его размещения в ударной трубе.
Геометрические характеристики области 9 совпадают с характерными размерами выходного конструктива секции 2 аэродинамической трубы и служат для соединения секций и размещения уплотняющих материалов и прокладок. Сквозные отверстия 10 используются для размещения фланца 5 на внутренней стенке рабочей секции 3 с помощью шпилек и гаек. В зависимости от особенностей крепления внешние диаметры поверхностей, количество отверстий и их размеры на фланце 1 могут меняться при проектировании для конкретной установки. Для соединения фланца 1 с фланцем 5 с помощью шпилек делается несколько резьбовых отверстий 11 (Фиг. 3).
В отличие от фланцев 1 и 5, которые изготавливаются из металла, деталь сопла 4 создается с помощью аддитивных технологий посредством трехмерной полимерной печати. Макет детали проектируется в САПР, на этой стадии задается траектория контура сопла 4 и параметры его профилирования (Фиг. 4). Поверхности области 13 предназначены для фиксации во фланце 1 и для надежности размещения могут моделироваться с небольшим допуском на уменьшение в 0.1-0.5 мм по периметру сечений или шлифоваться после печати. В случае с ударной трубой диафрагма, обеспечивающая разделение секции 2 и секции 3, размещается на поверхности 14 (Фиг. 4) и прижимается торцевой гайкой 7, которая надевается на фланец 1 (Фиг. 3). На некотором расстоянии от входного сечения сопла делается выступ (поверхность 16), предназначенный для размещения фланца 5.
При моделировании детали важно учитывать характеристики используемого 3D-принтера и полезные геометрические размеры его области работы для избегания искривления детали в процессе печати. Если длина сопла L больше его ширины D (Фиг. 2, L/D>1), то для удобства изготовления можно сконструировать несколько связных деталей, образующих общий контур сопла 4. Пример такого моделирования представлен на Фиг. 5. В этом случае сопло 4 составляется из деталей. Для соединения деталей сопла 4 друг с другом делаются выступы 19 и 20 с поверхностями для взаимного скрепления. Размеры этих выступов составляют не менее 5 мм (для обеспечения надежного соединения деталей сопла друг с другом) и не более 30 мм (для отсутствия использования лишнего материала при изготовлении деталей сопла 4). После печати готовые детали в этих местах обрабатываются клеем для пластика и скрепляются между собой.
Фланец 5 (Фиг. 6) предназначен для скрепления всего соплового блока. Он размещается на выступе 16 сопла 4 и имеет отверстия 11, расположенные симметрично относительно аналогичных отверстий 11 фланца 1. С помощью шпилек 21 и гаек 22 осуществляется закрепление элементов конструкции друг с другом. В зависимости от параметров конструктива сопла 4 или для увеличения его выходного сечения размеры детали могут меняться путем изготовления фланца с более широким внутренним диаметром D3.
Описанная конструкция соплового блока может применяться в аэродинамических установках с высокой продолжительностью рабочего времени, где характерные диаметры выходного сечения сопла не превышают несколько десятков сантиметров, а температурные параметры истекающего из сопла и набегающего на модель потока не превышают 60-100°С. Эти значения на сегодняшний день являются типичными показателями полезной области печати для большинства 3D-принтеров и максимальной рабочей температуры для большинства материалов, используемых в аддитивных технологиях. Данная конструкция может применяться и в газодинамических установках кратковременного действия, и в ударных трубах, поскольку основной нагрев происходит в области перед металлической торцевой гайкой 7 входного сечения сопла 4. Период высокоэнтальпийных нагрузок непосредственно на сопловой контур составляет до нескольких десятков миллисекунд, что сравнительно мало для предельных значений интегральной тепловой нагрузки материалов. Представленная логика проектирования соплового блока может быть применена для изготовления деталей и их использования на установках, работающих с плоскими прямоугольными соплами.
Данная конструкция изготавливается следующим образом.
Профилированное сопло аэродинамической трубы изготавливают с помощью 3D-принтера. Цифровую модель профилированного сопла с заданным контуром создают в системах трехмерного моделирования и автоматизированного проектирования. Затем модель печатают на 3D-принтере. Для изготовления различных профилированных сопел используются технологии быстрого прототипирования, в частности, послойное наплавление (FDM), при котором модель образуется послойно при нанесении расплавленного полимерного или полимерно-композитного термопластичного материала с помощью экструдера, перемещающегося относительно модели с помощью точного привода с числовым программным управлением, или стереолитография (SLA), при которой модель получается с помощью послойного селективного отверждения фотоотверждаемого полимерного или полимерно-композитного материала.
У подхода к изготовлению профилированных сопел методом 3D печати есть ряд серьезных преимуществ по сравнению с рассмотренными ранее технологиями. При использовании методов трехмерной печати расход материала (полимера) принтера почти эквивалентен объему распечатываемой детали (Фиг. 2, ΔV→0). Небольшие потери материала происходят в процессе нагревания в соплах головок принтера непосредственно при печатании, однако они несравнимо малы, что позволяет заранее рассчитать требуемое количество расходного материала для изготовления детали или серии деталей.
Для подготовки цифровой модели сопла в САПР не требуется наличие навыков высокой квалификации. Они (как и в случаях с технологиями изготовления сопел, описанными ранее) необходимы на стадии расчета газодинамических характеристик, желаемых для достижения в набегающем потоке, и последующего проектирования нужного контура сопла. Когда контур рассчитан, в цифровой модели на ПК задаются характерные геометрические особенности внешних поверхностей, позволяющие скреплять элементы всего блока и размещать его на установке. На этой стадии также могут быть заданы необходимые отверстия различной геометрии для размещения внутри сопла датчиков или оптических смотровых окон. Подобные процедуры в сравнении с описанными ранее технологиями осуществляются значительно проще. Фактически, все подобные параметры размещения таких элементов задаются на стадии проектирования модели в цифровом формате.
После создания в САПР цифровой модели сопла она отправляется на печать через ПО и контроллер 3D принтера. В зависимости от способа печати и геометрических размеров модели процесс печати сопла может занимать до нескольких десятков часов. В случае с размерами сопла большими, чем область печати 3D-принтера, цифровой макет профилированного сопла разбивается на несколько связных деталей с размерами меньшими, чем область печати 3D-принтера. Для соединения деталей друг с другом делаются выступы с подобными размерами. Затем детали отправляются на 3D-печать. В готовых деталях места выступов обрабатываются клеем для пластика и скрепляются между собой, образуя готовое профилированное сопло. При использовании аддитивных технологий для задач такого рода нужно учитывать локально-временные проблемы процесса непосредственно самой 3D печати, такие, как величина усадки и искажение размеров модели как при печати, так и при затвердевании материала [4]. При выборе материала для изготовления деталей для аэродинамического эксперимента с механическими нагрузками высокого уровня необходимо обращать внимание на такие параметры, как рабочая температура материала в твердом состоянии и его статическая прочность[4]. Таким образом, показатели качества изготовленных моделей зависят как от используемого полимерного материала, так и от условий изготовления модели.
После печати модели профилированного сопла локальные неровности, неоднородности и шероховатости, возникшие в процессе создания детали, могут быть убраны с помощью последующей абразивной обработки и полировки. Готовая модель сопла скрепляется между металлическими универсальными фланцами, после чего весь сопловой блок размещается в тракте аэродинамической трубы.
Если при проектировании фланца 1 присутствует необходимость более глубокого размещения торцевой стенки, длина L1 захода фланца 1 в секцию 2 может быть увеличена (здесь L1 - расстояние захода фланца 1 в секцию 2 по длине). Это может быть полезным решением в случае использования блока в ударной трубе (роль секции 2 исполняет камера низкого давления - КНД) и служить для уменьшения хода падающей ударной волны или для выставления желаемого для исследования фиксированного расстояния между сечением расположения регистрирующих элементов 8 (Фиг. 3) и торцевой стенкой. Однако, при осуществлении данных операций необходимо помнить о планируемом к реализации контуре сопла (или серии сопел) и увеличении отношения размера его сечения D4 (Фиг. 4) к размеру внутреннего сечения секции 2 D21 (Фиг. 3) в зависимости от глубины погружения торцевой стенки. Здесь D4 - характерный размер внутреннего сечения сопла 4 (т.е. внутренний диаметр сопла в случае с осесимметричной геометрией), D21 - характерный размер внутреннего сечения секции 2 (т.е. внутренний диаметр секции в случае с осесимметричной геометрией). Очевидно, что при D4/D21→1 будет невозможно изготовить сопло 4, поскольку толщина его геометрии будет стремиться к нулю.
Список использованных источников.
1. A.M. Харитонов. Техника и методы аэрофизического эксперимента. Часть 1. Аэродинамические трубы и газодинамические установки. / Новосибирск: НГТУ, 2005.
2. Патент на изобретение №1528116. Сверхзвуковое осесимметричное профилированное сопло аэродинамической трубы. МПК G01M 9/04, опубл. 15.09.1994.
3. В.И. Звегинцев. Газодинамические установки кратковременного действия. Часть 1. Установки для научных исследований / Новосибирск: Параллель, 2011.
4. I. Gibson, D. Rosen, В. Stucker. Additive Manufacturing Technologies. Springer-Verlag New York, 2015.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОДИНАМИЧЕСКИЙ ТРАКТ СВЕРХЗВУКОВОГО ХИМИЧЕСКОГО ЛАЗЕРА С АКТИВНЫМ ДИФФУЗОРОМ | 2015 |
|
RU2609186C2 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ ПРЯМОТОЧНОЙ СЕПАРАЦИИ ГАЗОВЫХ ПОТОКОВ ОТ ТВЕРДЫХ И ЖИДКИХ ПРИМЕСЕЙ | 2007 |
|
RU2355462C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МНОГОСОПЛОВОЙ ГОЛОВКИ ФУРМЫ И ГОЛОВКА ФУРМЫ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2177509C2 |
| Способ и печатающая головка для аддитивного производства изделий | 2023 |
|
RU2819913C1 |
| СОПЛОВОЙ БЛОК ГАЗОДИНАМИЧЕСКОГО ЛАЗЕРА | 1998 |
|
RU2149487C1 |
| ГАЗОДИНАМИЧЕСКИЙ ЛАЗЕР | 1989 |
|
SU1839939A1 |
| АКУСТИЧЕСКАЯ ФОРСУНКА | 2001 |
|
RU2220372C2 |
Изобретение относится к области экспериментальной аэродинамики, в частности к аэродинамическим трубам и к импульсным газодинамическим установкам типа ударных труб, позволяющим реализовывать экспериментальное моделирование условий полета высокоскоростных летательных аппаратов в верхних слоях атмосферы и в космическом пространстве. Сопловой блок состоит из сменных и стационарных секций, при этом стационарные секции представляют собой фланцы с торцевой гайкой, плоскость стенки которой перпендикулярна направлению распространения набегающего потока в камере низкого давления ударной трубы, а сменная секция - непосредственно профилированное сопло, которое закреплено между фланцами. Входное сечение профилированного сопла находится в отсеке формирования набегающего потока, выходное сечение располагается в рабочей секции, а на внешней стороне сопла выполнен выступ по всему сечению. На фланцах выполнены симметрично расположенные отверстия для фиксации соплового блока, а между торцевой гайкой и профилированным соплом расположена диафрагма. Профилированное сопло выполняется из полимерного материала методом 3D-печати. Технический результат заключается в расширении арсенала технических средств, возможности создавать набегающий на исследуемую модель поток с конкретным распределением газодинамических параметров и обеспечивать снижение трудо- и материалозатрат на производство сопел. 4 з.п. ф-лы, 6 ил. 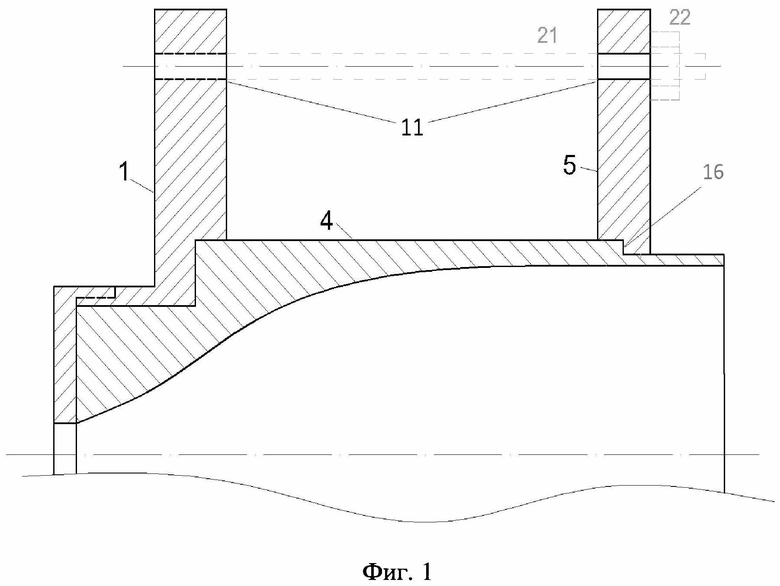
1. Сопловой блок аэродинамической трубы с профилированным соплом, состоящий из сменных и стационарных секций, отличающийся тем, что стационарные секции представляют собой фланцы с торцевой гайкой, плоскость стенки которой перпендикулярна направлению распространения набегающего потока в камере низкого давления ударной трубы, а сменная секция - непосредственно профилированное сопло, которое закреплено между фланцами, входное сечение профилированного сопла находится в отсеке формирования набегающего потока, выходное сечение располагается в рабочей секции, а на внешней стороне сопла выполнен выступ по всему сечению, на фланцах выполнены симметрично расположенные отверстия для фиксации соплового блока, а между торцевой гайкой и профилированным соплом расположена диафрагма.
2. Сопловой блок аэродинамической трубы с профилированным соплом по п. 1, отличающийся тем, что высота выступа составляет не менее 5 мм и не более 30 мм.
3. Сопловой блок аэродинамической трубы с профилированным соплом по п. 1, отличающийся тем, что торцевая гайка представляет собой тонкостенный элемент, выполненный из металла.
4. Сопловой блок аэродинамической трубы с профилированным соплом по п. 1, отличающийся тем, что фланцы выполнены из металла.
5. Сопловой блок аэродинамической трубы с профилированным соплом по п. 1, отличающийся тем, что профилированное сопло выполнено из полимерного материала методом 3D-печати.
| Дисс | |||
| Иванова И.В | |||
| Разработка технологии и оборудования для дуговой сварки в среде защитного газа в условиях воздействия ветра/И.В | |||
| Иванова | |||
| Москва, 2017, 185 с. | |||
| Автушенко Александр Александрович, Анамова Рушана Ришатовна, Иванов Антон Олегович, Рипецкий Андрей Владимирович, Осипов Александр Вадимович "Методика применения аддитивных технологий |

