ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой.
Приоритет испрашивается по заявке на патент Японии № 2018-14874, поданной 31 января 2018 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Железные сердечники широко используются в качестве магнитных сердечников для трансформаторов, дросселей, противопомеховых фильтров и подобного. Электротехнический стальной лист с ориентированной зеренной структурой c увеличенной плотностью магнитного потока за счет увеличенной степени накопления так называемой ориентации Госса используется в качестве материала для такого железного сердечника. В стальном листе с высокой степенью накопления кристаллические зерна становятся большими, и в результате магнитные домены становятся широкими. В электротехническом стальном листе с ориентированной зеренной структурой, имеющем широкие магнитные домены, увеличиваются потери в материале. Следовательно, принимая во внимание улучшение эффективности, уменьшение потерь в материале является одной из важных проблем.
В качестве способа для уменьшения потерь в материале в электротехническом стальном листе с ориентированной зеренной структурой на практике используется измельчение магнитных доменов (управление магнитными доменами). В качестве способа для управления магнитными доменами известны неразрушающее управление магнитными доменами для формирования тонких деформаций на поверхности стального листа, а также деструктивное управление магнитными доменами для формирования тонких канавок на поверхности стального листа.
[0003]
Железный сердечник грубо классифицируется на пакетный (наборный) железный сердечник и ленточный сердечник. Ленточный сердечник, производимый путем сгибания электротехнического стального листа с ориентированной зеренной структурой, обычно производится с использованием процесса отжига для снятия напряжений, образующихся во время изгиба. Следовательно, электротехнический стальной лист с ориентированной зеренной структурой, используемый для ленточного сердечника, должен обладать теплостойкостью. Тонкие деформации, вводимые в поверхность стального листа для неразрушающего управления магнитными доменами, исчезают во время процесса отжига. Таким образом, стальной лист с тонкими деформациями не обладает теплостойкостью. В отличие от этого, тонкие канавки, сформированные о поверхности стального листа для деструктивного управления магнитными доменами, не исчезают во время процесса отжига. Следовательно, стальной лист с тонкими канавками обычно используется в качестве материала для ленточного сердечника.
[0004]
Например, Патентный документ 1 раскрывает способ производства электротехнического стального листа с ориентированной зеренной структурой, имеющего поверхность стального листа, снабженную тонкими канавками, и имеющего низкие потери в материале. В этом способе канавки, которые не исчезают в окончательном процессе обработки, формируются на листе холоднокатаной стали, полученном после окончательного процесса холодной прокатки, так, чтобы они проходили в направлении, пересекающем направление прокатки листа холоднокатаной стали.
Патентный документ 2 раскрывает электротехнический стальной лист с ориентированной зеренной структурой, имеющий переднюю поверхность, снабженную рисунком из лунок в виде непрерывных линий, и имеющий плоскую заднюю поверхность. Непрерывные линии этого рисунка равномерно располагаются так, чтобы лунки имели средний диаметр 100-200 мкм, глубину 10-30 мкм и длину 3-10 мм в направлении прокатки, а также так, чтобы соотношение обработки отверстия раковин в направлении ширины стального листа было равно 1,0 или меньше.
Патентный документ 3 раскрывает способ производства электротехнического стального листа с ориентированной зеренной структурой с низкими потерями в материале. В этом способе после окончательного отжига часть изоляционного покрытия, предусматриваемого на одной или на обеих поверхностях электротехнического стального листа с ориентированной зеренной структурой, удаляется линейно или в форме ряда точек для обнажения основного металла, после чего канавки, имеющие глубину 5-40 мкм, формируются на обнаженной части основного металла по меньшей мере одной поверхности стального листа с помощью электролитического травления с использованием раствора нейтральной соли.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0005]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № H5-247538
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № H7-220913
[Патентный документ 3] Японская нерассмотренная патентная заявка, Первая публикация № 2001-316896
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0006]
В электротехнических стальных листах, описанных в документах предшествующего уровня техники, хотя эффект улучшения потерь в материале поддерживается даже после процесса отжига для снятия напряжений, когда непрерывные и линейные канавки, перпендикулярные к направлению прокатки, формируются на поверхности стального листа для того, чтобы получить высокий эффект уменьшения потерь в материале, существует проблема того, что стальной лист ломается вдоль канавок при изгибе во время производства ленточного сердечника. Следовательно, обычно непрерывные и линейные канавки формируются под предопределенным углом относительно направления, перпендикулярного к направлению прокатки, чтобы подавить разрушение стального листа при изгибе.
Однако, когда угол относительно направления, перпендикулярного к направлению прокатки, увеличивается, эффект управления магнитными доменами снижается и потери в материале ухудшаются, так что приходится принимать компромиссное решение. Следовательно, трудно получить электротехнический стальной лист с ориентированной зеренной структурой, имеющий многократную изгибаемость и низкие потери в материале на высоком уровне.
[0007]
Настоящее изобретение было создано с учетом вышеописанных обстоятельств, и его задачей является предложить теплостойкий электротехнический стальной лист с ориентированной зеренной структурой, имеющий как низкие потери в материале, так и превосходную многократную изгибаемость на высоком уровне.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0008]
Настоящее изобретение использует следующие средства для решения вышеописанных проблем и достижения поставленной цели.
(1) Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с одним аспектом настоящего изобретения имеет поверхность стального листа, снабженную канавками, и включает в себя две или более пунктирных линий, включающих канавки, имеющие длину 5-10 мм, на прямой линии, пересекающей направление прокатки на поверхности стального листа. В каждой из этих включающих канавки пунктирных линий канавки располагаются с равными интервалами, и соотношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1.
[0009]
(2) В электротехническом стальном листе с ориентированной зеренной структурой, описанном в вышеупомянутом п. (1), включающие канавки смежные пунктирные линии могут быть параллельными с интервалом в диапазоне 2,0-20 мм, и соотношение между длиной А канавки, длиной B промежутка между канавками и длиной C перекрытия между канавками в направлении, перпендикулярном к этим включающим канавки пунктирным линиям может удовлетворять выражению (1).
C = (А − B) / 2 Выражение (1)
[0010]
(3) В электротехническом стальном листе с ориентированной зеренной структурой, описанном в вышеупомянутом п. (1) или (2), включающие канавки пунктирные линии могут иметь угол с направлением прокатки в диапазоне 75° - 105°.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0011]
В соответствии с настоящим изобретением возможно обеспечить теплостойкий электротехнический стальной лист с ориентированной зеренной структурой, имеющий как низкие потери в материале, так и превосходную многократную изгибаемость на высоком уровне.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012]
Фиг. 1A схематично показывает один пример электротехнического стального листа с ориентированной зеренной структурой, подвергнутого управлению магнитными доменами в соответствии с настоящим изобретением.
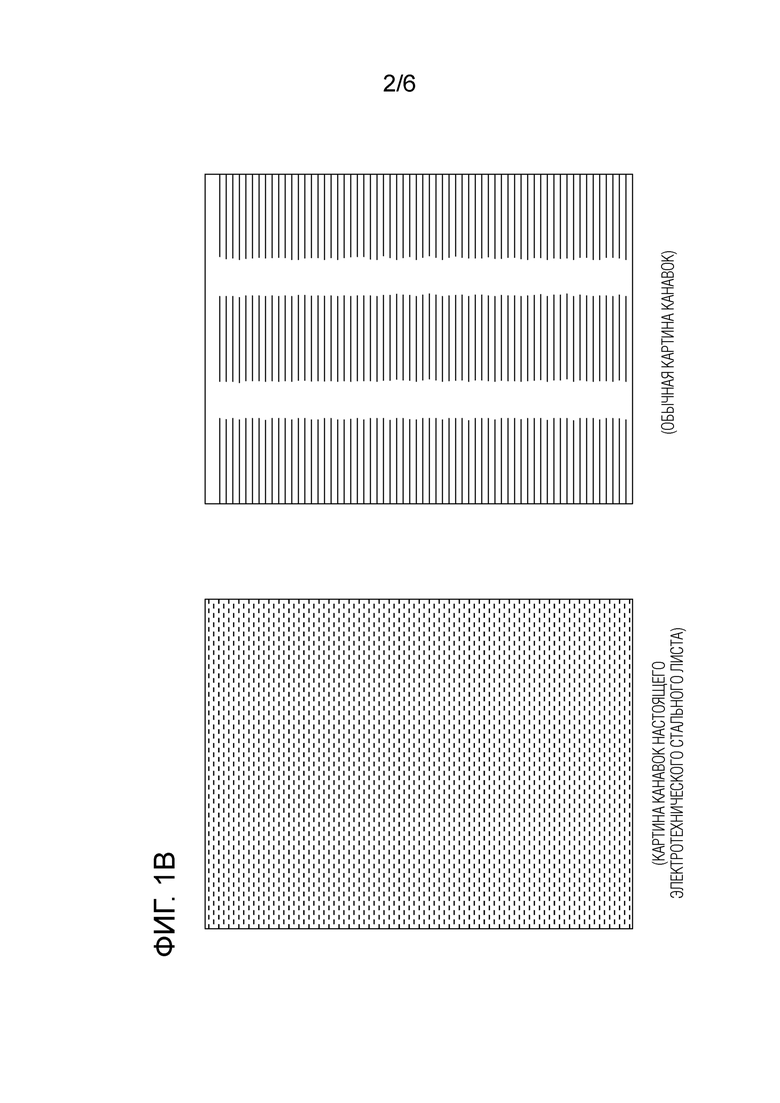
Фиг. 1B представляет собой схематическое сравнение картины канавок настоящего электротехнического стального листа с обычной картиной канавок обычного электротехнического стального листа в том же самом масштабе.
Фиг. 2 схематично показывает один пример ленточного сердечника.
Фиг. 3 представляет собой схематическое изображение электротехнического стального листа, который подвергается управлению магнитными доменами путем формирования перпендикулярных к направлению прокатки пунктирных линий, в которых длина промежутка между канавками равна длине канавки.
Фиг. 4 представляет собой схематическое изображение электротехнического стального листа, который подвергается управлению магнитными доменами путем формирования перпендикулярных к направлению прокатки пунктирных линий, в которых длина канавки больше, чем длина промежутка между канавками.
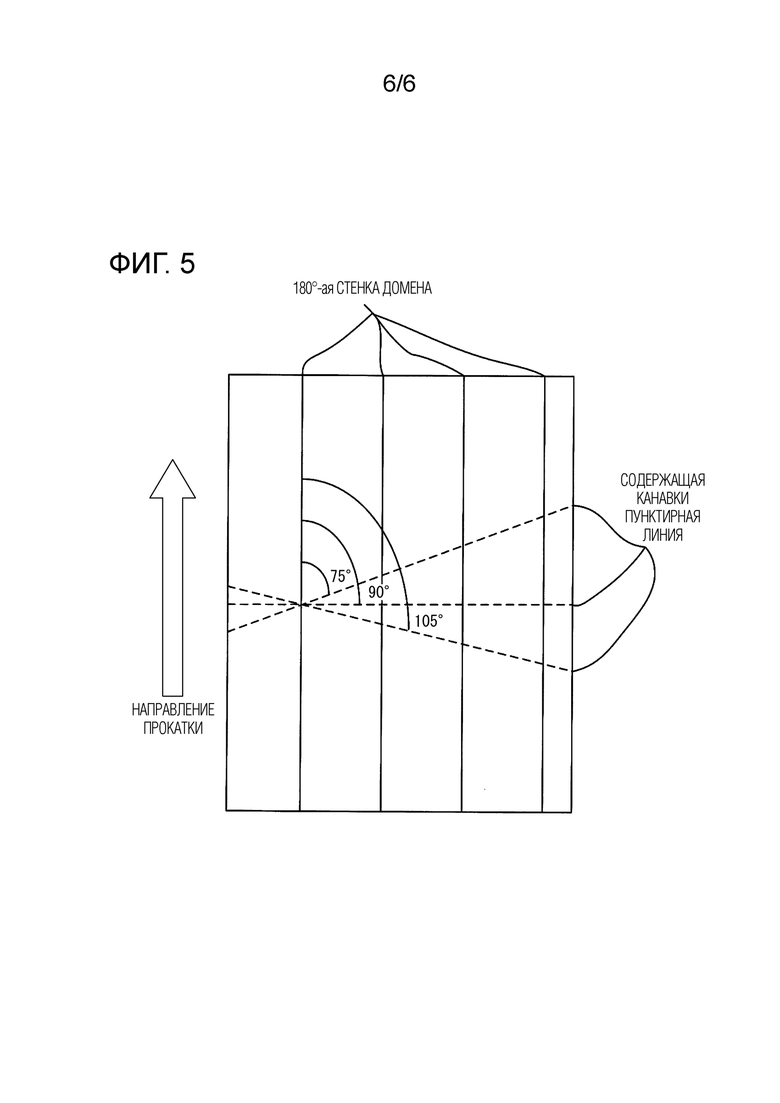
Фиг. 5 схематично показывает угол пунктирной линии, включающей канавки, относительно направления прокатки.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0013]
Далее будет подробно описан электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
В дополнение к этому, термины, которые определяют формы, их геометрические условия и углы, например «параллельный», «вертикальный», «тот же самый» и «перпендикулярный», а также значения длин и углов и т.п., которые используются в настоящем описании, не ограничиваются строгим значением, и интерпретируются как диапазон, в котором может ожидаться подобная функция.
[0014]
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления (в дальнейшем называемый просто настоящим электротехническим стальным листом) имеет поверхность стального листа, снабженную канавками, и включает в себя две или более пунктирных линий, включающих канавки, имеющие длину 5-10 мм, на прямой линии, пересекающей направление прокатки на поверхности стального листа. В каждой из этих включающих канавки пунктирных линий канавки располагаются с равными интервалами, и соотношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1.
[0015]
Как было описано выше, для сокращения потерь в материале при сохранении теплостойкости была известна методика формирования канавок на поверхности основного стального листа для измельчения магнитных доменов и улучшения потерь в материале. Однако, хотя электротехнические стальные листы, подвергнутые управлению магнитными доменами путем формирования непрерывных и линейных канавок, перпендикулярных к направлению прокатки основного стального листа, могут достигать высокого эффекта улучшения потерь в материале, они имеют проблему, заключающуюся в том, что стальной лист ломается при сгибании во время производства ленточного сердечника. Вид (A) на Фиг. 2 показывает схематическое представление ленточного сердечника, а вид (B) на Фиг. 2 показывает схематическое представление электротехнического стального листа с ориентированной зеренной структурой, составляющего один слой ленточного сердечника. Как показано на Фиг. 2, ленточный сердечник обычно производится путем ламинирования электротехнических стальных листов с ориентированной зеренной структурой, которые были согнуты перпендикулярно к направлению прокатки. Причина этого заключается в том, что в электротехническом стальном листе в предшествующем уровне техники, в котором управление магнитными доменами выполняется путем формирования непрерывных (в форме сплошной линии) канавок в перпендикулярном направлении, напряжения концентрируются на канавках, и стальной лист легко ломается.
По этой причине в предшествующем уровне техники, даже с учетом ослабления эффекта управления магнитными доменами, непрерывные и линейные канавки формируются под предопределенным углом относительно направления, перпендикулярного к направлению прокатки, чтобы подавить разрушение стального листа из-за изгиба.
[0016]
Авторы настоящего изобретения обнаружили, что электротехнический стальной лист с ориентированной зеренной структурой, имеющий как низкие потери в материале, так и высокую многократную изгибаемость, может быть получен путем формирования канавок для управления магнитными доменами в прерывистой форме пунктирной линии с конкретным рисунком на поверхности электротехнического стального листа с ориентированной зеренной структурой. Более конкретно, авторы настоящего изобретения обнаружили, что в том случае, когда рисунок канавок на поверхности стального листа удовлетворяет по меньшей мере следующим двум условиям, можно достичь как уменьшения потерь в материале, так и улучшения многократной изгибаемости.
(Условие 1) На поверхности стального листа имеются две или более пунктирных линий, включающих канавки, имеющие длину 5-10 мм, на прямой линии, пересекающей направление прокатки.
(Условие 2) В каждой из этих включающих канавки пунктирных линий канавки располагаются с равными интервалами, и соотношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1.
Как было описано выше, путем формирования канавок, имеющих конкретную длину, в форме пунктирной линии, становится возможным реализовать потери в материале, эквивалентные электротехническому стальному листу с ориентированной зеренной структурой, имеющему непрерывные и линейные канавки, которые использовались в предшествующем уровне техники, подавляя при этом разрушение стального листа, вызываемое концентрацией напряжений на части канавки из-за изгиба.
[0017]
Далее настоящий электротехнический стальной лист будет описан подробно.
[0018]
1. Базовая конфигурация настоящего электротехнического стального листа
Настоящий электротехнический стальной лист особо не ограничивается при условии, что он является стальным листом, имеющим 180°-ю стенку домена, параллельную направлению прокатки, но предпочтительно является стальным листом, в котором ориентации кристаллических зерен в стальном листе являются высокоплотными в ориентации {110}<001>, и превосходные магнитные характеристики обеспечиваются в направлении прокатки. Настоящий электротехнический стальной лист может быть подходящим образом выбран из известных электротехнических стальных листов с ориентированной зеренной структурой в соответствии с требуемыми характеристиками. Далее будет описан один пример предпочтительного основного стального листа, но основной стальной лист не ограничивается этим примером.
[0019]
Химический состав основного стального листа особенно не ограничивается, но предпочтительно включает в себя, например, Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% и 0,085 мас.% или меньше, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, с остатком, состоящим из Fe и примесей. Этот химический состав основного стального листа является предпочтительным для создания текстуры Госса, в которой кристаллические ориентации накапливаются в ориентацию {110}<001>. Среди этих элементов в основном стальном листе Si и C являются основными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются необязательными элементами. Поскольку эти необязательные элементы могут содержаться в соответствии с конкретной целью, нет никакой необходимости в ограничении их нижнего предела, и поэтому нижний предел может составлять 0 мас.%. В дополнение к этому, даже если эти необязательные элементы содержатся как примеси, эффекты настоящего изобретения не ухудшаются. В основном стальном листе остаток кроме основных элементов и необязательных элементов состоит из Fe и примесей.
«Примеси» означают элементы, которые неизбежно попадают в сталь из руды, лома, производственной среды и т.п. в качестве сырья при промышленном производстве основного стального листа.
В большинстве случаев, электротехнический стальной лист подвергается отжигу для очистки во время вторичной рекристаллизации. При отжиге для очистки ингибирующие элементы выводятся за пределы системы. В частности, концентрации N и S значительно уменьшаются и достигают 50 частей на миллион или меньше. Эти концентрации достигают 9 частей на миллион или меньше или 6 частей на миллион или меньше при типичных условиях отжига для очистки, и достигают такой степени (1 часть на миллион или меньше), которая не может быть обнаружена обычным анализом, когда отжиг для очистки выполняется в достаточной степени.
Химический состав основного стального листа может быть измерен с помощью обычного аналитического способа для стали. Например, химический состав основного стального листа может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). В частности, например, химический состав может быть определен путем получения квадратного тестового образца размером 35 мм из положения центра основного стального листа после удаления покрытия и выполнения измерения при условиях, основанных на калибровочной кривой, подготовленной заранее, с помощью измерительного прибора ICPS-8100 производства компании Shimadzu Corporation и т.п. Содержание C и S может быть измерено путем использования способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
[0020]
Способ производства основного стального листа особенно не ограничивается, и может быть подходящим образом выбран способ производства электротехнического стального листа с ориентированной зеренной структурой, который известен в предшествующем уровне техники. В качестве предпочтительного конкретного примера способа производства может использоваться, например, способ, в котором сляб нагревается до температуры 1000°C или выше, подвергается горячей прокатке, затем отжигу в горячей зоне по мере необходимости, а затем подвергается одной холодной прокатке или двум или более холодным прокаткам с промежуточным отжигом между ними, чтобы получить лист холоднокатаной стали, и этот лист холоднокатаной стали подвергается обезуглероживающему отжигу путем нагрева до 700°C - 900°C, например, во влажной атмосфере водорода и инертного газа, затем подвергается азотирующему отжигу по мере необходимости, и окончательному отжигу при температуре приблизительно 1000°C.
Толщина основного стального листа особо не ограничивается, но предпочтительно составляет 0,1 мм или больше и 0,5 мм или меньше, и более предпочтительно 0,15 мм или больше и 0,40 мм или меньше.
[0021]
На поверхности настоящего электротехнического стального листа (поверхности основного стального листа) может быть сформировано покрытие. Примеры такого покрытия включают в себя стеклянную пленку, сформированную на основном стальном листе. Примеры такой стеклянной пленки включают в себя покрытие, имеющее один или более оксидов, выбираемых из форстерита (Mg2SiO4), шпинели (MgAl2O4) и кордиерита (Mg2Al4Si5O16).
Толщина этого покрытия особо не ограничивается, но предпочтительно составляет 0,5 мкм или больше и 3 мкм или меньше.
[0022]
2. Управление магнитными доменами (рисунок канавок настоящего электротехнического стального листа)
В настоящем варианте осуществления управление магнитными доменами выполняется путем формирования канавок в форме пунктирной линии с конкретным рисунком на поверхности стального листа настоящего электротехнического стального листа (поверхности основного стального листа). Фиг. 1A показывает один пример настоящего электротехнического стального листа, подвергнутого управлению магнитными доменами путем формирования канавок в форме пунктирной линии.
Как показано на Фиг. 1A, настоящий электротехнический стальной лист включает в себя две или более пунктирных линий, включающих канавки, имеющие длину 5-10 мм, на прямой линии, пересекающей направление прокатки.
Когда длина каждой канавки превышает 10 мм, напряжения имеют тенденцию концентрироваться на канавках, и стальной лист легко ломается. С другой стороны, когда длина каждой канавки составляет меньше чем 5 мм, из-за проблем точности обработки, которые будут описаны позже, становится трудно обрабатывать канавки, так что перекрытие (длина перекрытия) между канавками в направлении, перпендикулярном к пунктирным линиям, включающим канавки, минимизируется, и имеют место случаи, когда эффект сокращения потерь в материале не может быть получен в достаточной степени. Следовательно, длина каждой канавки составляет 5-10 мм, и предпочтительно 7-8 мм.
Ширина каждой канавки особо не ограничивается, но обычно находится в диапазоне 10-500 мкм, и может находиться в диапазоне 20-400 мкм для того, чтобы эффективно выполнить управление магнитными доменами.
Глубина каждой канавки особо не ограничивается, но обычно находится в диапазоне 2-50 мкм, и может находиться в диапазоне 4-40 мкм для того, чтобы эффективно выполнить управление магнитными доменами.
Нет никаких конкретных ограничений, если есть две или более пунктирных линий, включающих канавки, но предпочтительно, чтобы пунктирные линии в конкретном рисунке, описанном ниже, обеспечивались на всем стальном листе.
[0023]
В каждой из включающих канавки пунктирных линий канавки располагаются с равными интервалами, и отношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1. Когда длина промежутка между канавками превышает длину канавки, эффект улучшения потерь в материале является недостаточным, а когда длина канавки превышает 1,5 длины промежутка между канавками, не может быть получена достаточно высокая многократная изгибаемость. Отношение длины канавки к длине промежутка между канавками предпочтительно составляет 1:1. «Промежуток между канавками» означает область между смежными канавками на одной пунктирной линии, то есть ту область на этой линии, где канавки нет.
[0024]
Как было описано выше, длина каждой канавки в настоящем электротехническом стальном листе составляет 5-10 мм, но эта длина намного короче, чем длина обычной канавки в предшествующем уровне техники. Длина обычной канавки в предшествующем уровне техники составляет порядка нескольких сотен мм, например приблизительно 200 мм. Фиг. 1B представляет собой схематическое сравнение рисунка канавок настоящего электротехнического стального листа с обычным рисунком канавок обычного электротехнического стального листа в том же самом масштабе. Как показано на Фиг. 1B, при сравнении картины канавки настоящего электротехнического стального листа с обычной картиной канавки обычного электротехнического стального листа в одинаковом масштабе можно легко понять, что эти картины четко различаются.
Как было описано выше, длина канавки в предшествующем уровне техники устанавливается для получения эффекта уменьшения потерь в материале, но не с целью улучшения многократной изгибаемости, так что длина канавки является относительно большой и составляет порядка нескольких сотен мм. С другой стороны, авторы настоящего изобретения провели интенсивные исследования не только для получения эффекта уменьшения потерь в материале, но также и для улучшения многократной изгибаемости, и в результате установили, что в том случае, когда удовлетворяются по меньшей мере следующие два условия, могут быть получены как уменьшение потерь в материале, так и улучшение многократной изгибаемости.
(Условие 1) На поверхности стального листа имеются две или более пунктирных линий, включающих канавки, имеющие длину 5-10 мм, на прямой линии, пересекающей направление прокатки.
(Условие 2) В каждой из этих включающих канавки пунктирных линий канавки располагаются с равными интервалами, и соотношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1.
Следовательно, формирование канавок, имеющих чрезвычайно короткую длину, 5-10 мм, как в настоящем электротехническом стальном листе, на основе технологии формирования канавок в предшествующем уровне техники, который не был заинтересован в улучшении многократной изгибаемости, не может быть легко осуществлено специалистом в данной области техники.
[0025]
В настоящем электротехническом стальном листе предпочтительно, чтобы включающие канавки смежные пунктирные линии были параллельными с интервалом в диапазоне 2,0-20 мм, и соотношение между длиной А канавки, длиной B промежутка между канавками и длиной C перекрытия между канавками в направлении, перпендикулярном к этим включающим канавки пунктирным линиям, удовлетворяло выражению (1).
C = (А − B) / 2 Выражение (1)
В том случае, когда смежные пунктирные линии не являются параллельными, а также в том случае, когда интервал между смежными пунктирными линиями находится вне вышеупомянутого диапазона, эффект улучшения потерь в материале является недостаточным. Для того, чтобы получить превосходный эффект улучшения потерь в материале, интервал между смежными пунктирными линиями предпочтительно составляет 2-20 мм, и более предпочтительно 5-10 мм.
[0026]
В дополнение к этому, предпочтительно, чтобы в смежных пунктирных линиях длина C перекрытия между канавками в направлении, перпендикулярном к пунктирным линиям, была минимальной. В том случае, когда соотношение между длиной канавки, длиной B промежутка между канавками и длиной C перекрытия между канавками в направлении, перпендикулярном к включающим канавки пунктирным линиям, удовлетворяет выражению (1), длина C перекрытия между канавками минимизируется. Даже в том случае, когда длина C перекрытия между канавками смежных пунктирных линий не является минимальной (в том случае, когда соотношение между A, B, и C не удовлетворяет выражению (1)), нет никакого влияния на многократную изгибаемость, но потери в материале не могут быть уменьшены в достаточной степени.
Далее со ссылками на Фиг. 3 и 4 картина канавок, в которой длина C перекрытия между канавками является минимальной, будет описана отдельно для случая, в котором длина B промежутка между канавками равна длине канавки, а также случая, в котором длина B промежутка между канавками короче, чем длина канавки.
[0027]
(1) Случай, в котором длина B промежутка между канавками равна длине канавки
Фиг. 3 показывает схематическое изображение электротехнического стального листа, который подвергается управлению магнитными доменами путем формирования перпендикулярных к направлению прокатки пунктирных линий, в которых длина В промежутка между канавками равна длине А канавки.
В содержащих канавки пунктирных линиях, показанных на Фиг. 3 (b) и (c), длина C перекрытия между канавками пунктирных линий, смежных в перпендикулярном направлении, не является минимальной, и канавки перекрываются полностью или частично. Как было описано выше, в той части, где канавки перекрывают друг друга, интервал между канавками является слишком малым, и потери в материале ухудшаются. В дополнение к этому, поскольку площадь части, не имеющей канавки, то есть той части, которая не подвергается управлению магнитными доменами, увеличивается, потери в материале ухудшаются.
Следовательно, даже если отношение длины канавки к длине B промежутка между канавками равно 1:1, потери в материале не могут быть уменьшены в достаточной степени.
В содержащих канавки пунктирных линиях, показанных на Фиг. 3(a), длина C перекрытия между канавками пунктирных линий, смежных в перпендикулярном направлении, является минимальной (C=0), и канавки не перекрываются. В этом случае интервал между канавками сохраняется оптимальным, и площадь той части, которая не подвергается управлению магнитными доменами и не имеет никаких канавок, минимизируется, так что эффект сокращения потерь в материале является высоким. Следовательно, можно в достаточной степени уменьшить потери в материале.
[0028]
(2) Случай, в котором длина канавки больше длины B промежутка между канавками
Фиг. 4 показывает схематическое изображение электротехнического стального листа, который подвергается управлению магнитными доменами путем формирования перпендикулярных к направлению прокатки пунктирных линий, в которых длина В промежутка между канавками меньше длины А канавки. На Фиг. 4, отношение длины канавки к длине B промежутка между канавками составляет 1,5:1.
В содержащих канавки пунктирных линиях, показанных на Фиг. 4 (b), (c) и (d), длина C перекрытия между канавками пунктирных линий, смежных в перпендикулярном направлении, не является минимальной, и канавки перекрываются полностью или частично. Как было описано выше, в той части, где канавки перекрывают друг друга, интервал между канавками является слишком малым, и потери в материале ухудшаются. В дополнение к этому, поскольку площадь той части, которая не подвергается управлению магнитными доменами и не имеет никаких канавок, увеличивается, потери в материале ухудшаются. Следовательно, даже если отношение длины канавки к длине промежутка между канавками равно 1,5:1, потери в материале не могут быть уменьшены в достаточной степени.
В содержащих канавки пунктирных линиях, показанных на Фиг. 4(a), канавки частично перекрываются, но длина C перекрытия между канавками пунктирных линий, смежных в перпендикулярном направлении, является минимальной. В этом случае интервал между канавками сохраняется оптимальным, и нет никакой части, которая не подверглась бы управлению магнитными доменами и не имела бы никаких канавок. Следовательно, эффект сокращения потерь в материале является высоким. Следовательно, можно в достаточной степени уменьшить потери в материале.
[0029]
В настоящем электротехническом стальном листе предпочтительно, чтобы включающие канавки смежные пунктирные линии имели угол с направлением прокатки в диапазоне 75° - 105°. Фиг. 5 схематично показывает углы включающих канавки пунктирных линий относительно направления прокатки. Поскольку угол включающих канавки пунктирных линий относительно направления прокатки отклоняется от 90°, напряжения с меньшей вероятностью будут концентрироваться на канавках, так что достигается превосходная многократная изгибаемость. Однако при этом эффект управления магнитными доменами ослабляется, и потери в материале увеличиваются.
В настоящем электротехническом стальном листе за счет подходящего выбора угла включающих канавки пунктирных линий относительно направления прокатки в диапазоне 75° - 105°, могут быть достигнуты более высокие характеристики ленточного сердечника по сравнению с электротехническим стальным листом предшествующего уровня техники, имеющим непрерывные линейные канавки в направлении ширины на поверхности стального листа.
В дополнение к этому, поскольку разности 75° и 105° от того случая, в котором угол относительно направления прокатки составляет 90 °, одинаковы и равны 15°, характеристики стального листа также являются одинаковыми.
[0030]
Способ формирования канавок в настоящем электротехническом стальном листе особенно не ограничивается, и могут использоваться, например, такие методики, как травление, прессование зубчатыми колесами и лазерное облучение.
В частности предпочтительно использовать специальное многоугольное зеркало, которое отражает луч лазера, для облучения стального листа, потому что это позволяет эффективно формировать канавки. Многоугольное зеркало обычно имеет форму шести-восьмиугольной призмы. В специальном многоугольном зеркале на прямоугольных боковых гранях, образующих призму, формируется от нескольких до нескольких десятков гребнеобразных канавок, а нижняя поверхность такой канавки имеет наклон в несколько градусов.
В случае формирования канавок в стальном листе во время процесса производства настоящего электротехнического стального листа нет никаких конкретных ограничений на стадию, на которой формируются канавки. Например, канавки могут быть сформированы на листе холоднокатаной стали, на листе окончательной отожженной стали, или на стальном листе после формирования покрытия. Канавки также могут быть сформированы на листе холоднокатаной стали, чтобы не вызывать разрушений в изоляционном покрытии.
[0031]
3. Применения теплостойких электротехнических стальных листов с ориентированной зеренной структурой
Настоящий электротехнический стальной лист обладает теплостойкостью, превосходными потерями в материале и многократной изгибаемостью, и поэтому является особенно подходящим в качестве материала для ленточного сердечника.
[ПРИМЕРЫ]
[0032]
Далее технические подробности настоящего изобретения будут дополнительно описаны со ссылкой на примеры настоящего изобретения. Условия в следующих примерах являются примерами условий, использованными для подтверждения выполнимости и эффектов настоящего изобретения, и настоящее изобретение не ограничено этими примерами условий. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
Основной стальной лист, используемый в настоящих примерах, является стальным листом, имеющим ширину 1050 мм и толщину 0,23 мм, произведенным как описано ниже, и содержит в своем химическом составе Fe и 3,01 мас.% Si. Ширина и глубина канавки, формируемой путем выполнения лазерной обработки после процесса холодной прокатки, являются общими для всех стальных листов.
[0033]
1. Производство электротехнического стального листа с ориентированной зеренной структурой
(Пример 1)
(1) Основной стальной лист
Расплавленная сталь, содержащая в своем химическом составе 3,01 мас.% Si и 0,058 мас.% Mn в качестве главных элементов, с остатком из Fe и примесей, подается в машину непрерывного литья для непрерывного производства слябов. После этого полученный сляб нагревается, и выполняется его горячая прокатка для того, чтобы получить горячекатаный стальной лист, имеющий толщину 1,6 мм.
Полученный горячекатаный стальной лист отжигается при 900°C в течение 30 с, а затем подвергается холодной прокатке с поверхностью в протравленном состоянии, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
Канавки формируются в полученном листе холоднокатаной стали при условиях, которые описываются ниже.
После формирования канавок стальной лист подвергается обезуглероживающему отжигу путем нагрева во влажной атмосфере водорода и инертного газа при 800°C, а затем азотирующему отжигу.
Разделительное средство отжига, содержащее оксид магния (MgO) в качестве главного компонента, наносится на поверхность стального листа со сформированными канавками (поверхность оксидного слоя), и стальной лист с нанесенным на него разделительным средством отжига подвергается термической обработке путем нагрева при 1100°C в течение 20 час для того, чтобы получить лист окончательно отожженной стали.
Образующий изолирующую пленку раствор, содержащий коллоидный кремнезем и фосфат, наносится на полученный лист окончательно отожженной стали, и выполняется его термическая обработка при 840°C, в результате чего получается окончательный электротехнический стальной лист с ориентированной зеренной структурой Примера 1, имеющий ширину листа 1050 мм, толщину листа 0,23 мм и канавки, сформированные как показано в Таблице 2.
(2) Управление магнитными доменами (формирование канавок)
Для формирования канавок в виде пунктирной линии на листе холоднокатаной стали использовалось специальное многоугольное зеркало, полученное путем обработки обычного многоугольного зеркала, которое отражает лазерный луч для облучения стального листа. Многоугольное зеркало обычно имеет форму шести-восьмиугольной призмы. В используемом специальном многоугольном зеркале на прямоугольных боковых гранях, образующих призму, формируется от нескольких до нескольких десятков гребнеобразных канавок, а нижняя поверхность такой канавки имеет наклон в несколько градусов. С использованием такого специального многоугольного зеркала на поверхности холоднокатаного стального листа были сформированы канавки в виде пунктирной линии (длина канавки 10 мм, длина промежутка между канавками 10 мм, глубина 20 мкм, и ширина 100 мкм) под углом 90° к направлению прокатки с интервалами в 2 мм.
[0034]
(Примеры 2-17)
Электротехнические стальные листы с ориентированной зеренной структурой Примеров 2-17 были получены тем же самым образом, что и в Примере 1, за исключением того, что канавки были сформированы при условиях, показанных в Таблицах 2-6.
[0035]
(Сравнительный пример 1)
Основной стальной лист, используемый в Примере 1, использовался в качестве электротехнического стального листа с ориентированной зеренной структурой Сравнительного примера 1 без формирования канавок.
[0036]
(Сравнительные примеры 2-24)
Электротехнические стальные листы с ориентированной зеренной структурой Сравнительных примеров 2-24 были получены тем же самым образом, что и в Примере 1, за исключением того, что канавки были сформированы при условиях, показанных в Таблицах 1-6.
[0037]
2. Оценка потерь в материале
Измерение с помощью теста магнитных характеристик одиночного электротехнического стального листа с использованием Н-образной катушки, описанного в стандарте JIS C 2556, выполнялось на образцах электротехнических стальных листов с ориентированной зеренной структурой примеров и сравнительных примеров (ширина 30 мм × длина 300 мм, масса 0,5 кг) при условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и были получены значения потерь в материале W17/50 (Вт/кг) электротехнических стальных листов с ориентированной зеренной структурой этих примеров и сравнительных примеров.
Из полученных значений потерь в материале величины полученного улучшения потерь в материале вычислялись с использованием выражения (2).
Выражение (2)
Величина улучшения потерь в материале (%) = (значение потерь в материале основного стального листа − значение потерь в материале тестового стального листа) × 100/значение потерь в материале основного стального листа
[0038]
3. Оценка многократной изгибаемости
В качестве способа оценки многократной изгибаемости измерение выполнялось с помощью способа механического испытания, описанного в стандарте JIS C 2550. Образец, который представлял собой прямоугольник размером 30 × 300 мм, зажимался в круглом металлическом тестере с радиусом 5 мм при комнатной температуре (20 ± 15°C), и этот тестовый образец сгибался в одну сторону на 90° вдоль всей длины, затем возвращался в исходное положение (это называется одним изгибом), затем аналогичным образом сгибался в другую сторону под углом 90° и возвращался в исходное положение (это называется двумя изгибами). Подсчитывалось количество раз, и когда трещина проходила до задней поверхности тестового образца, это не считалось как количество изгибов, но процесс заканчивался.
Из полученного минимального количества трещин вычислялась доля минимального количества трещин с использованием Выражения (3). В этом тесте доля минимального количества трещин, равная 8,1% или больше, является показателем того, может ли этот материал использоваться в качестве материала для ленточного сердечника.
Выражение (3)
Доля минимального количества трещин (%) = минимальное количество трещин тестового стального листа × 100/минимальное количество трещин основного стального листа
В дополнение к этому, из полученного среднего количества трещин доля среднего количества трещин вычислялась с использованием выражения (4).
Выражение (4)
Доля среднего количества трещин (%) = среднее количество трещин тестового стального листа × 100/среднее количество трещин основного стального листа
[0039]
4. Результаты оценки
Результаты представлены в Таблицах 1-6.
[0040]
[Таблица 1]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0041]
Как показано в Таблице 1, в основном стальном листе Сравнительного примера 1, в котором управление магнитными доменами не выполнялось, хотя минимальное количество трещин составило 37, и не было проблем с многократной изгибаемостью, значение потерь в материале было чрезвычайно высоким и составило 0,85 Вт/кг. В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой Сравнительного примера 2, в котором управление магнитными доменами выполнялось путем формирования непрерывных (в виде сплошной линии) канавок в направлении, перпендикулярном к направлению прокатки, с интервалами в 5 мм, хотя величина улучшения потерь в материале была высокой, 14,12%, и не составляла проблем, доля минимального количества трещин составила 2,7%, и многократная изгибаемость была чрезвычайно плохой. В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой Сравнительного примера 3, в котором управление магнитными доменами выполнялось путем формирования сплошных линий канавок в направлении, перпендикулярном (90°) к направлению прокатки, с интервалами в 2,5 мм, величина улучшения потерь в материале ухудшилась до 7,06%. Поэтому считается, что эффект улучшения потерь в материале является оптимальным в том случае, когда канавки формируются с интервалами в 5 мм.
Как показано в Сравнительных примерах 3-7, в том случае, когда канавки в виде сплошной линии были сформированы под углами 95° (85°), 100° (80°), 105° (75°) и 110° (70°) относительно направления прокатки с целью улучшения многократной изгибаемости, в стальном листе Сравнительного примера 6, в котором канавки в виде сплошной линии были сформированы под углом 105°, величина улучшения потерь в материале составила 12,47%, а доля минимального количества трещин составила 8,1%, что явилось лучшим балансом между потерями в материале и многократной изгибаемостью. Однако при этом нельзя было сказать, что этот стальной лист является достаточным для производства ленточного сердечника.
[0042]
[Таблица 2]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0043]
В противоположность этому, как показано в Таблице 2, в тех электротехнических стальных листах с ориентированной зеренной структурой, в которых управление магнитными доменами выполнялось путем формирования пунктирных линий с интервалами в 2 мм так, чтобы отношение длины канавки к длине промежутка между канавками было равным 1:1 в направлении, перпендикулярном к направлению прокатки, в электротехнических стальных листах с ориентированной зеренной структурой Примеров 1-3, в которых длина канавок составляла 5-10 мм, величина улучшения потерь в материале составила 14,12%, а доля минимального количества трещин составила 8,1% или больше, что указывает на то, что может быть получен стальной лист, имеющий лучший баланс, чем стальной лист Сравнительного примера 6.
[0044]
[Таблица 3]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0045]
Затем в результате проверки отношения длины канавки к длине промежутка между канавками, как показано в Таблице 3, в электротехнических стальных листах с ориентированной зеренной структурой Примеров 4-7, в которых отношение длины канавки к длине промежутка между канавками составляло от 1:1 до 1,5:1, величина улучшения потерь в материале составила 13,76% или больше, а доля минимального количества трещин составила 8,1% или больше, что указывает на то, что может быть получен стальной лист, имеющий лучший баланс, чем стальной лист Сравнительного примера 6.
[0046]
[Таблица 4]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0047]
Затем в результате проверки интервала между смежными пунктирными линиями, как показано в Таблице 4, в электротехнических стальных листах с ориентированной зеренной структурой Примеров 8-12, в которых интервал между смежными пунктирными линиями находился в диапазоне 2,0-20 мм, величина улучшения потерь в материале составила 12,71% или больше, а доля минимального количества трещин составила 8,1% или больше, что указывает на то, что может быть получен стальной лист, имеющий лучший баланс, чем стальной лист Сравнительного примера 6.
[0048]
[Таблица 5]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0049]
Затем в результате проверки положений канавок смежных пунктирных линий, как показано в Таблице 5, в электротехническом стальном листе с ориентированной зеренной структурой Примера 13, в котором канавки были расположены так, чтобы перекрытие (длина перекрытия) между канавками пунктирных линий, смежных в направлении, перпендикулярном к пунктирным линиям, было равно нулю (то есть минимальным), величина улучшения потерь в материале составила 14,12%, а доля минимального количества трещин составила 10,8%, что указывает на то, что может быть получен стальной лист, имеющий лучший баланс, чем стальной лист Сравнительного примера 6.
[0050]
[Таблица 6]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0051]
Затем в результате проверки угла включающих канавки пунктирных линий относительно направления прокатки, как показано в Таблице 6, в электротехнических стальных листах с ориентированной зеренной структурой Примеров 14-17, в которых эти углы находились в диапазоне 90° - 105° в направлении, перпендикулярном к пунктирным линиям, величина улучшения потерь в материале составила 12,47% или больше, а доля минимального количества трещин составила 8,1% или больше, что указывает на то, что может быть получен стальной лист, имеющий лучший баланс, чем стальной лист Сравнительного примера 6.
[0052]
[Таблица 7]
(мм)
(мм)
(мм)
(°)
(Вт/кг)
(%)
[0053]
Таблица 7 показывает Сравнительные примеры 25-27, в которых длина канавок была меньше чем 5 мм, и Сравнительные примеры 28-30, в которых длина канавок составляла порядка нескольких сотен мм. В Сравнительных примерах 25-30 отношение длины канавки к длине промежутка между канавками было равно 1:1, перекрытие между канавками отсутствовало (то есть длина перекрытия между канавками была равна нулю), интервал между канавками составлял 2 мм, а угол канавок был равен 90°. Как показано в Таблице 7, можно заметить, что в том случае, когда длина канавок была чрезвычайно короткой, и в том случае, когда длина канавок была чрезвычайно длинной, величина улучшения потерь в материале и доля минимального количества трещин ухудшились, и электротехнические стальные листы с ориентированной зеренной структурой, обладающие превосходными магнитными характеристиками и многократной изгибаемостью, не могли быть получены.
[0054]
Из вышеприведенных результатов стало понятно, что электротехнический стальной лист с ориентированной зеренной структурой по настоящему изобретению, который является электротехническим стальным листом с ориентированной зеренной структурой , имеющим 180°-ые стенки доменов, параллельные к направлению прокатки, и включающим две или больше пунктирных линий, содержащих канавки, имеющие длину в диапазоне 5-10 мм на прямой линии, пересекающей направление прокатки, на поверхности электротехнического стального листа с ориентированной зеренной структурой , в котором в содержащих канавки пунктирных линиях канавки располагаются с равными интервалами, отношение длины канавки к длине промежутка между канавками находится в диапазоне от 1:1 до 1,5:1, смежные содержащие канавки пунктирные линии являются параллельными и имеют интервал в диапазоне 2,0-20 мм, и перекрытие между канавками в направлении, перпендикулярном к содержащим канавки пунктирным линиям, является минимальным, имеет как низкие потери в материале, так и превосходную многократную изгибаемость на высоком уровне.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0055]
1 - электротехнический стальной лист с ориентированной зеренной структурой
2 - изогнутая часть




Изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой, изготовленному холодной прокаткой. Лист имеет поверхность, на которой выполнены канавки, образующие по меньшей мере две прямые пунктирные линии на упомянутой поверхности стального листа, пересекающие направление прокатки стального листа, при этом канавки выполнены длиной 5-10 мм, причем канавки, образующие каждую пунктирную линию, расположены с равными интервалами, а соотношение длины канавки к длине интервала между канавками находится в диапазоне от 1:1 до 1,5:1. Технический результат заключается создании теплостойкого электротехнического стального листа с ориентированной зеренной структурой, который имеет низкие потери в материале листа и возможность многократного изгиба. 2 з.п. ф-лы, 7 табл., 5 ил.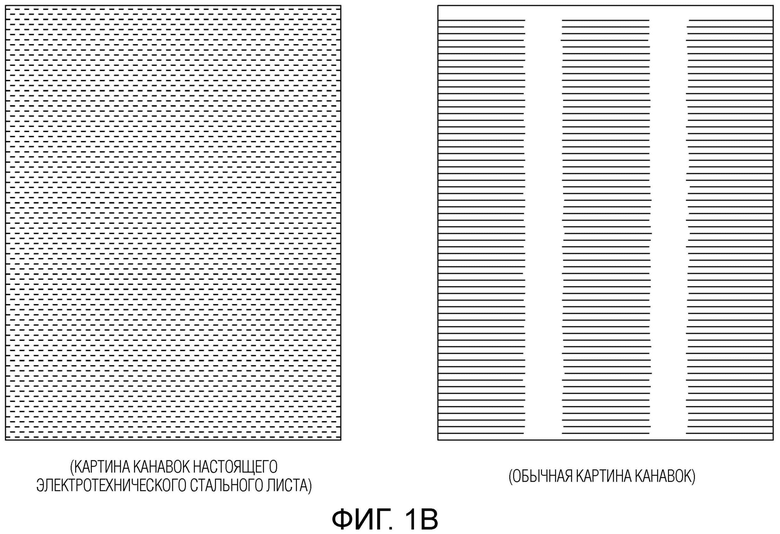
1. Электротехнический стальной лист с ориентированной зеренной структурой, изготовленный холодной прокаткой, имеющий поверхность стального листа, на которой выполнены канавки, образующие по меньшей мере две прямые пунктирные линии на упомянутой поверхности стального листа, пересекающие направление прокатки стального листа,
при этом канавки выполнены длиной 5-10 мм,
причем канавки, образующие каждую пунктирную линию, расположены с равными интервалами, а соотношение длины канавки к длине интервала между канавками находится в диапазоне от 1:1 до 1,5:1.
2. Электротехнический стальной лист по п.1, в котором смежные пунктирные линии, образованные канавками, являются параллельными и расположены с интервалом от 2,0 до 20 мм, а соотношение между длиной А канавки, длиной B интервала между канавками и длиной C перекрытия между канавками в направлении, перпендикулярном к пунктирным линиям, образованным канавками, удовлетворяет выражению:
C = (А − B)/2.
3. Электротехнический стальной лист по п. 1 или 2, в котором пунктирные линии, образованные канавками, выполнены под углом к направлению холодной прокатки в диапазоне 75-105°.
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2537059C2 |
| WO 2012164702 A1, 06.12.2012 | |||
| JPH0665644 A, 08.03.1994 | |||
| JP 2016532776 A, 20.10.2016. | |||

