Область техники, к которой относится изобретение
[0001] Настоящее раскрытие относится к листу электротехнической стали с ориентированной зеренной структурой и к способу его изготовления.
Настоящая заявка притязает на приоритет заявки на патент (Япония) номер 2022-052345, поданной в Японии 28 марта 2022 года, содержимое которой включено в настоящий документ посредством ссылки.
Описание предшествующего уровня техники
[0002] Лист электротехнической стали с ориентированной зеренной структурой представляет собой стальной лист, содержащий 7% по массе или менее Si и имеющий текстуру вторичной рекристаллизации, в которой вторично рекристаллизованные зерна накапливаются в ориентации {110}<001> (ориентации Госса). Лист электротехнической стали с ориентированной зеренной структурой главным образом используется в качестве сердечника электрического силового трансформатора, и имеется растущая потребность в уменьшении шума в дополнение к уменьшению потерь энергии (потерь в железе).
[0003] Для уменьшения потерь в железе, известна технология измельчения магнитных доменов для уменьшения ширины магнитного домена посредством облучения поверхности листа электротехнической стали с ориентированной зеренной структурой лазерным или электронным лучом в направлении, пересекающем направление прокатки. В последние годы, для того, чтобы предоставлять лист электротехнической стали с ориентированной зеренной структурой, имеющий хорошие характеристики потерь в железе, предлагаются различные усовершенствованные технологии, связанные с измельчением магнитных доменов (см., например, патентные документы 1-5).
Список библиографических ссылок
Патентные документы
[0004] Патентный документ 1. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2012-57219
Патентный документ 2. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2012-12664
Патентный документ 3. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2012-77380
Патентный документ 4. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2012-126973
Патентный документ 5. Публикация патента (Япония) номер 3148092
Патентный документ 6. Международная публикация номер 2016/056501
Патентный документ 7. Международная публикация номер 2013/160955
Патентный документ 8. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2015-206114
Патентный документ 9. Не прошедшая экспертизу заявка на патент (Япония), первая публикация номер 2012-57219
Сущность изобретения
Задачи, решаемые изобретением
[0005] Тем не менее, когда лист электротехнической стали с ориентированной зеренной структурой подвергается обработке для измельчения магнитных доменов, возникает проблема в том, что характеристика магнитострикции изменяется вследствие рефлюксного магнитного домена, и шум трансформатора увеличивается. Как описано выше, поскольку имеется компромиссная взаимосвязь между уменьшением потерь в железе и уменьшением шума листа электротехнической стали с ориентированной зеренной структурой, имеется потребность в оптимальной технологии измельчения магнитных доменов, которая позволяет достигать и того, и другого. Ни один из патентных документов 1-9 не раскрывает способ обработки для измельчения магнитных доменов, допускающий уменьшение потерь в железе без увеличения шума. Авторы настоящего изобретения считают, что эффективно выполнять обработку для измельчения магнитных доменов только для конкретной точки, поскольку ширина магнитного домена и угол β не являются однородными в листе электротехнической стали с ориентированной зеренной структурой перед обработкой для измельчения магнитных доменов. Тем не менее, такой способ обработки для измельчения магнитных доменов не раскрывается ни в одном патентном документе.
[0006] Цель настоящего раскрытия заключается в том, чтобы предоставлять лист электротехнической стали с ориентированной зеренной структурой, допускающий достижение как уменьшения потерь в железе, так и уменьшения уровня шума, и способ его изготовления.
Средство решения задачи
[0007] (1) В листе электротехнической стали с ориентированной зеренной структурой согласно варианту осуществления настоящего изобретения, на поверхности листа электротехнической стали с ориентированной зеренной структурой, доля присутствия канавки, который представляет собой долю части, в которой канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует среди полной протяженности линий обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления и размещаются в направлении прокатки, составляет 50% или больше в первой области, которая представляет собой область, в которой угол β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении, составляет 1° или меньше, и доля присутствия канавки меньше 50% во второй области, в которой угол β больше 2°.
(2) Предпочтительно, в листе электротехнической стали с ориентированной зеренной структурой согласно (1), доля присутствия канавки составляет 20% или больше и 80% или меньше в третьей области, которая представляет собой область, в которой угол β больше 1° и 2° или меньше, и доля присутствия канавки в первой области ≥ доли присутствия канавки в третьей области ≥ доли присутствия канавки во второй области.
(3) Предпочтительно, в листе электротехнической стали с ориентированной зеренной структурой согласно (1) или (2), канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует с интервалом от 1 мм до 20 мм в направлении прокатки.
[0008] (4) Способ для изготовления листа электротехнической стали с ориентированной зеренной структурой согласно другому варианту осуществления настоящего изобретения включает в себя: получение изображения магнитного домена листа электротехнической стали с ориентированной зеренной структурой; определение, на основе пространственного распределения ширины магнитного домена изображения магнитного домена и угла β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении, точки, в которой канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, формируется среди линий обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления листа электротехнической стали с ориентированной зеренной структурой и размещаются в направлении прокатки; и формирование канавки до точки, определенной во время определения среди линий обработки для управления магнитными доменами.
(5) Предпочтительно, в способе для изготовления листа электротехнической стали с ориентированной зеренной структурой согласно (4), при определении, точка, имеющая угол β в 1° или меньше в линии обработки для управления магнитными доменами, определяется в качестве точки, в которой формируется канавка.
(6) Предпочтительно, в способе для изготовления листа электротехнической стали с ориентированной зеренной структурой согласно (4) или (5), при определении, пространственное распределение ширины магнитного домена извлекается из изображения магнитного домена посредством использования двумерного преобразования Фурье.
Эффекты изобретения
[0009] Согласно листу электротехнической стали с ориентированной зеренной структурой согласно варианту осуществления настоящего изобретения, можно достигать как уменьшения потерь в железе, так и уменьшения уровня шума.
[0010] Согласно способу для изготовления листа электротехнической стали с ориентированной зеренной структурой согласно варианту осуществления настоящего изобретения, можно предоставлять лист электротехнической стали с ориентированной зеренной структурой, который достигает как уменьшения потерь в железе, так и уменьшения шума.
Краткое описание чертежей
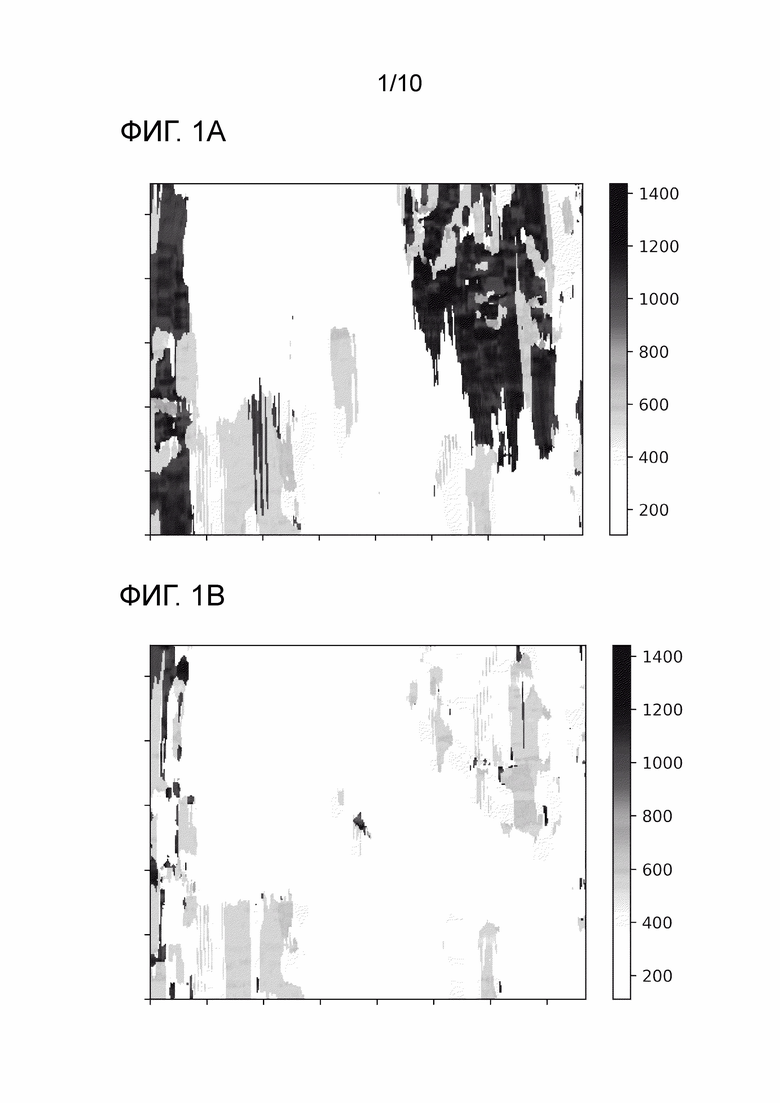
[0011] Фиг. 1A является графиком, показывающим пример пространственного распределения ширины магнитного домена листа электротехнической стали с ориентированной зеренной структурой перед обработкой для измельчения магнитных доменов.
Фиг. 1B является графиком, показывающим пример пространственного распределения ширины магнитного домена листа электротехнической стали с ориентированной зеренной структурой после обработки для измельчения магнитных доменов.
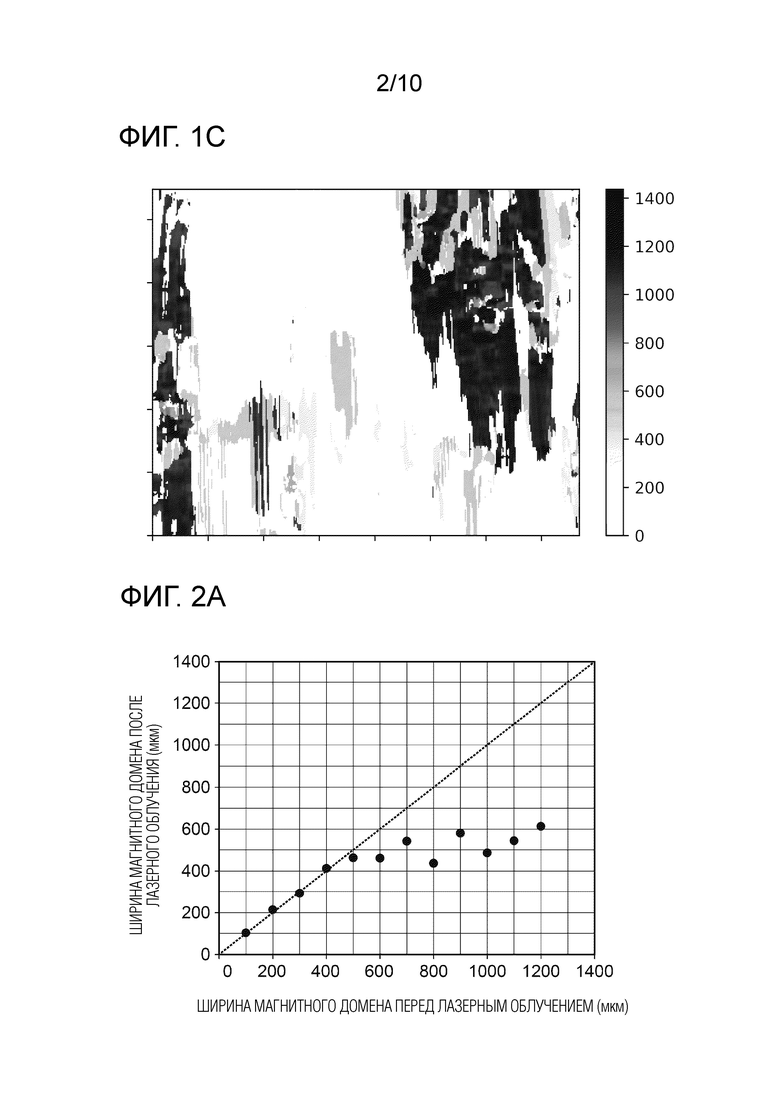
Фиг. 1C является графиком, показывающим области, в которых ширина магнитного домена измельчаются на 50 мкм или более до и после измельчения магнитных доменов, показанного на фиг. 1A и 1B.
Фиг. 2A является графиком, показывающим взаимосвязь между шириной магнитного домена перед формированием канавки и шириной магнитного домена после формирования канавки.
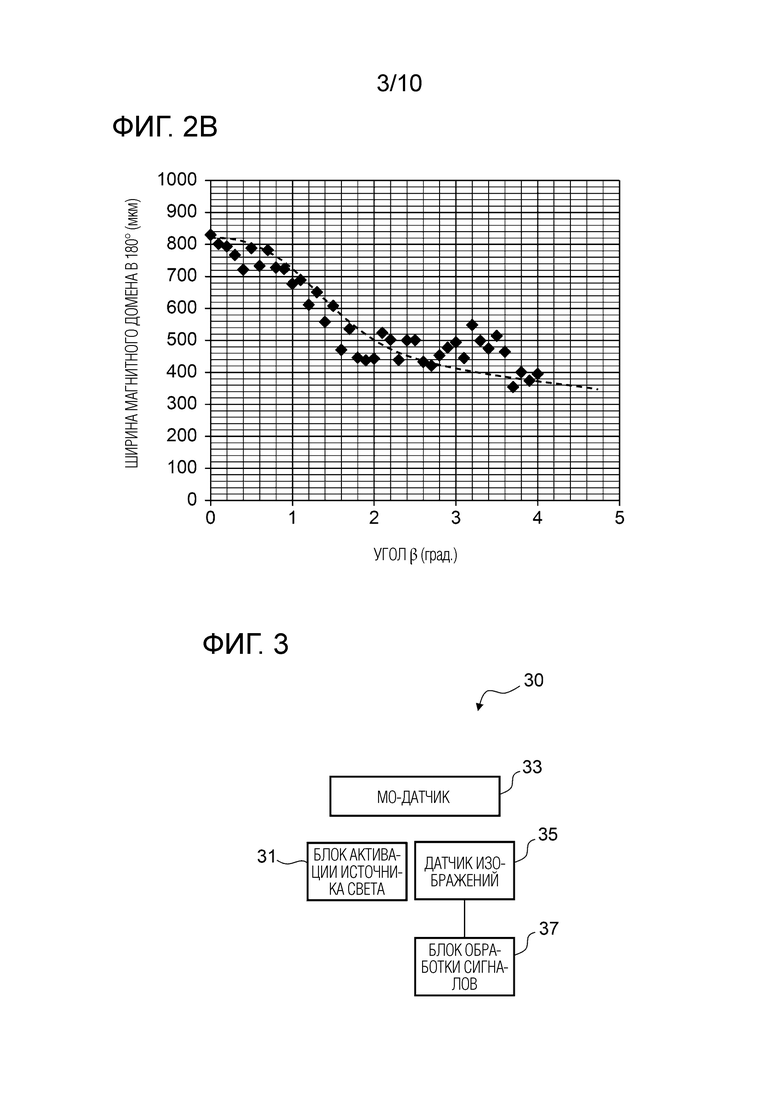
Фиг. 2B является графиком, показывающим взаимосвязь между углом β листа электротехнической стали с ориентированной зеренной структурой и ширинами магнитных доменов в 180°.
Фиг. 3 является блок-схемой, иллюстрирующей аппаратную структуру устройства получения изображений согласно настоящему варианту осуществления.
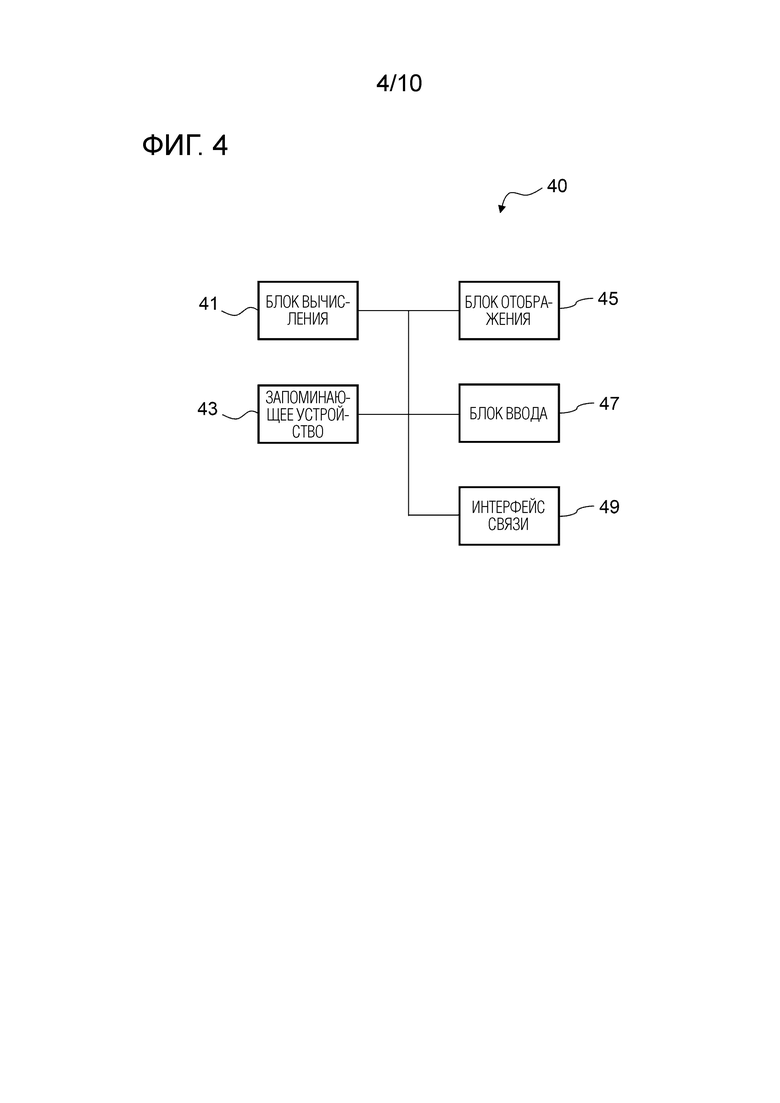
Фиг. 4 является блок-схемой, иллюстрирующей аппаратную структуру устройства анализа согласно настоящему варианту осуществления.
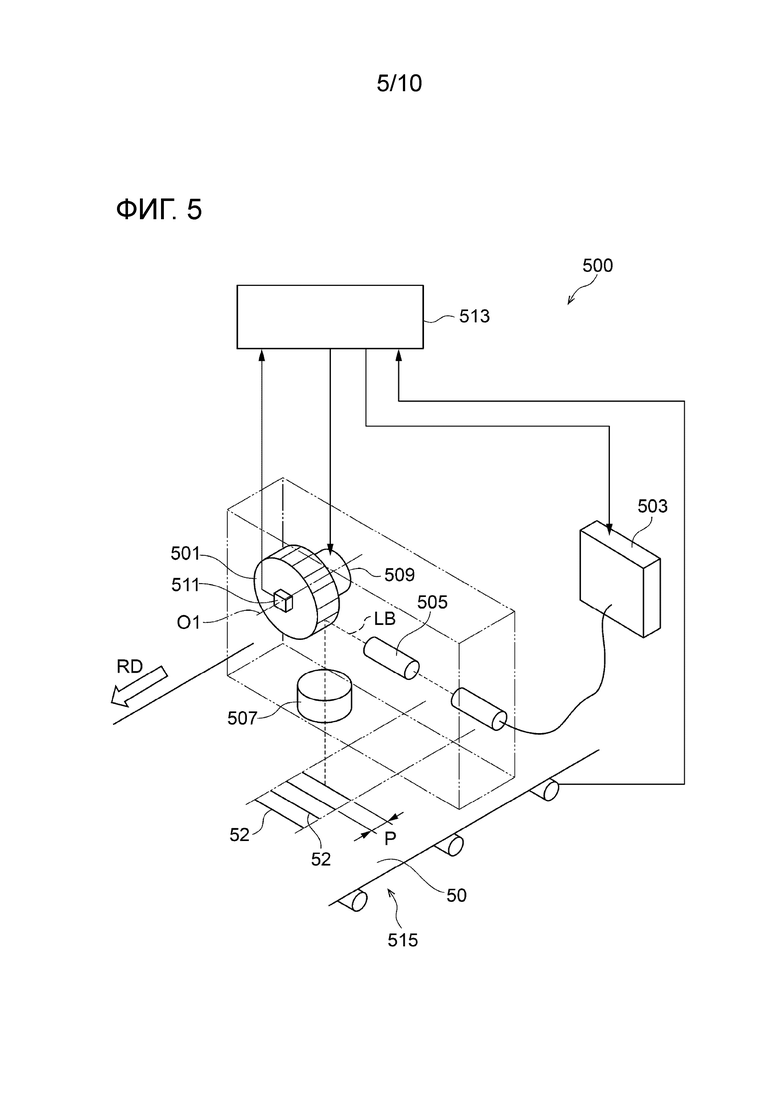
Фиг. 5 является схематичным видом, иллюстрирующим структуру устройства лазерного облучения согласно настоящему варианту осуществления.
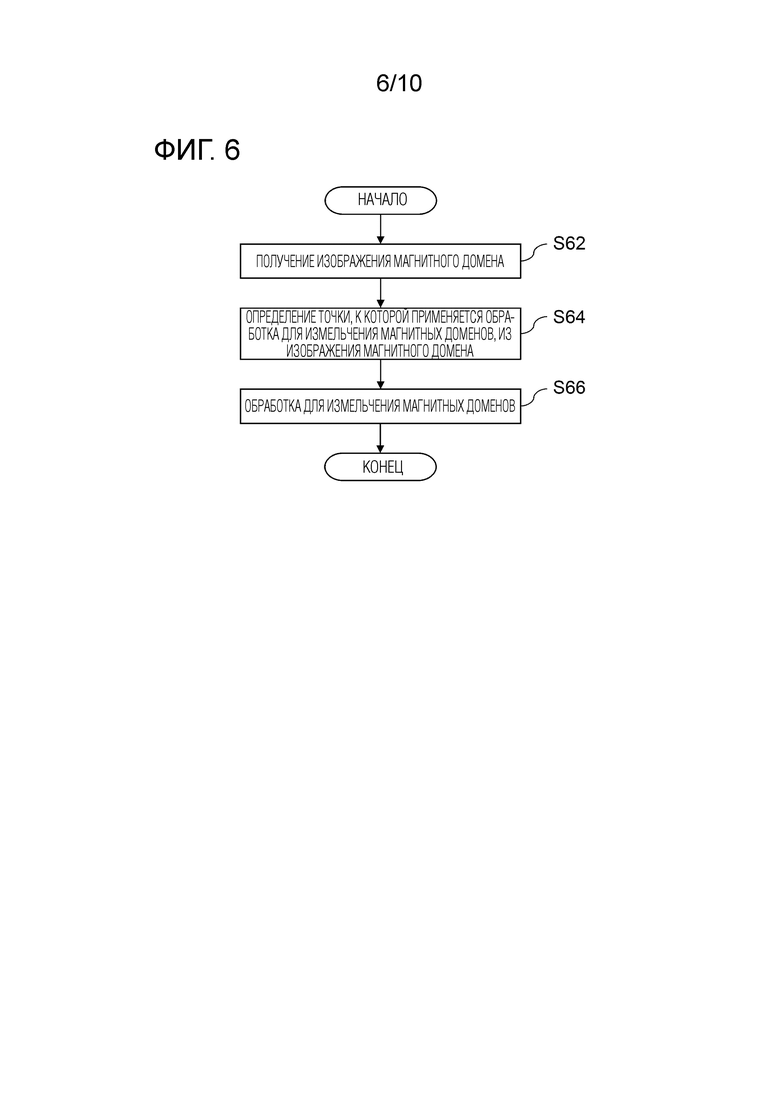
Фиг. 6 является блок-схемой последовательности операций, иллюстрирующей способ для изготовления листа электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления.
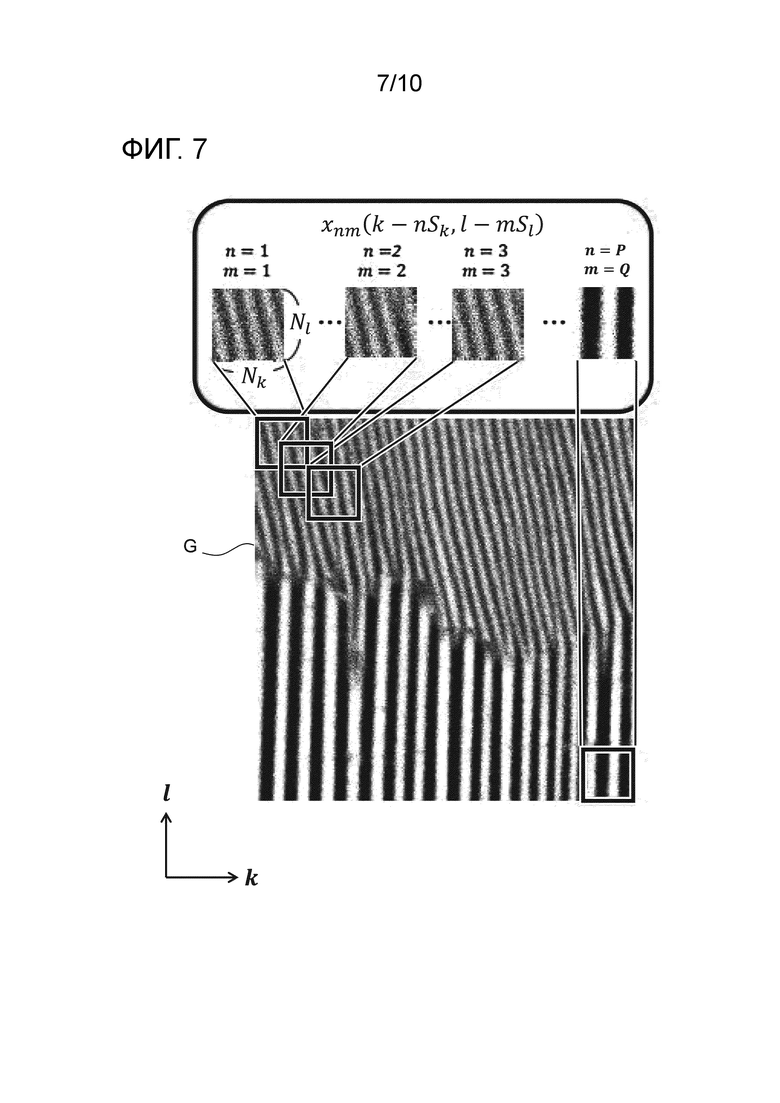
Фиг. 7 является схематичным видом, показывающим способ вырезания множества частичных областей из изображения магнитного домена листа электротехнической стали с ориентированной зеренной структурой.
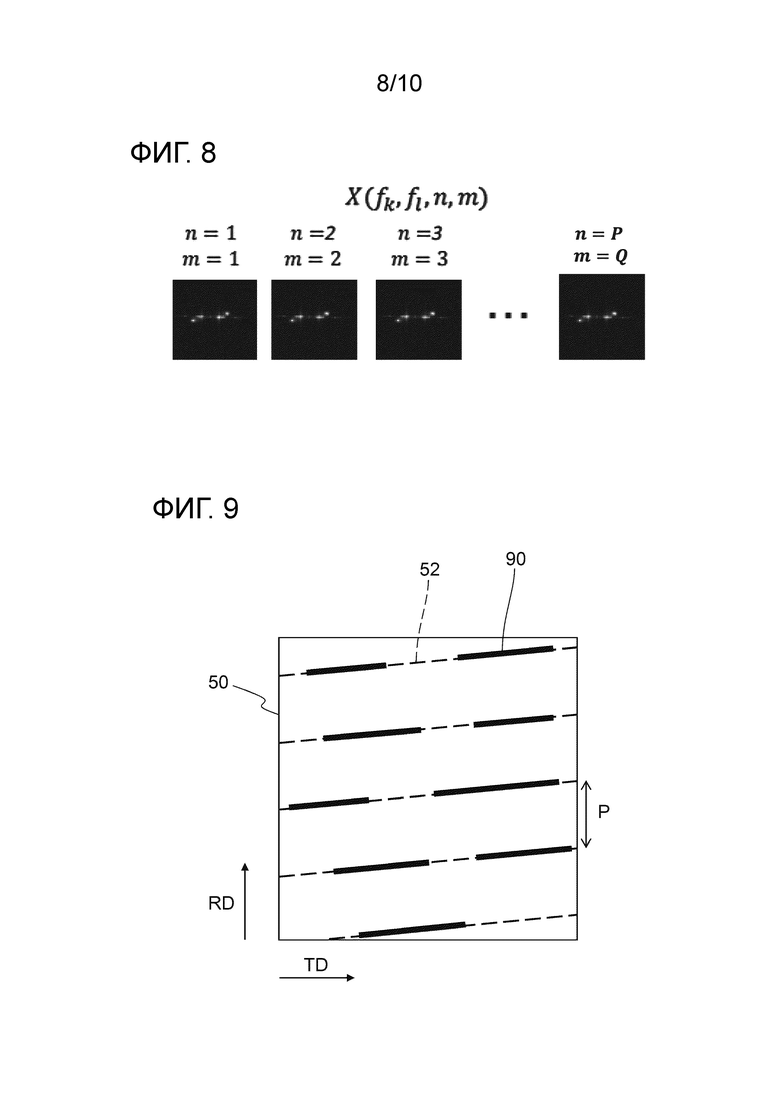
Фиг. 8 является примером множества частичных изображений Фурье, полученных посредством применения двумерного преобразования Фурье к каждой из множества частичных областей, вырезанных из изображения магнитного домена листа электротехнической стали с ориентированной зеренной структурой.
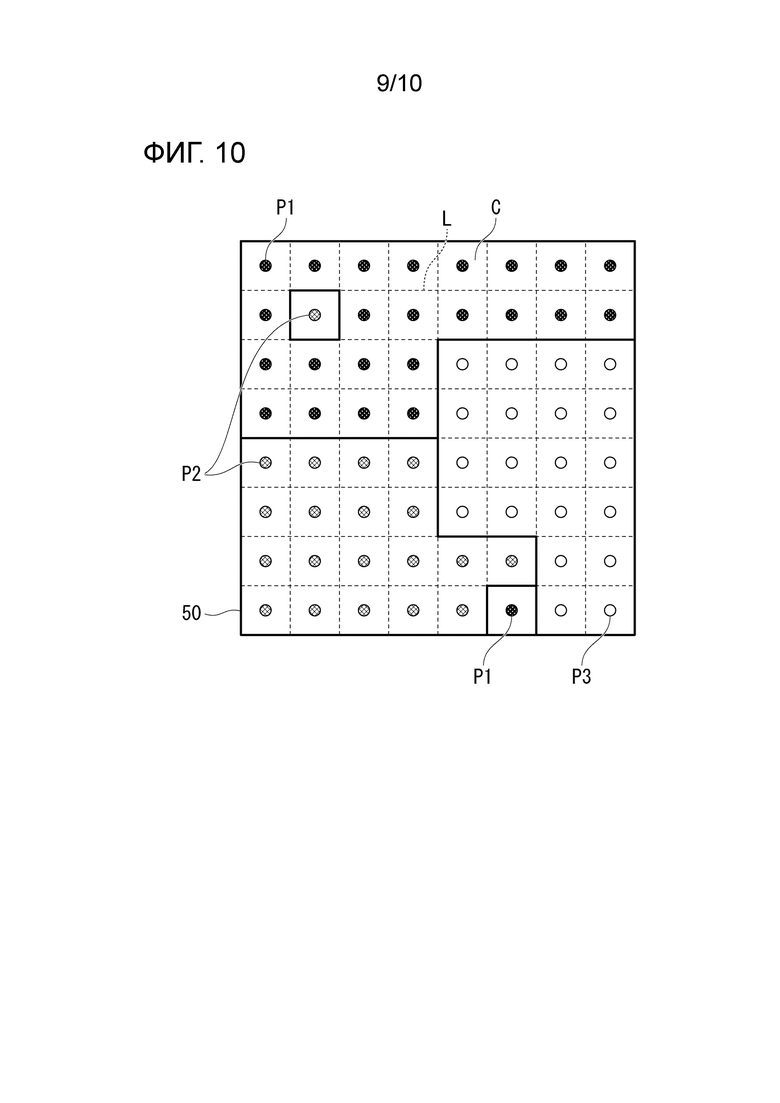
Фиг. 9 является схематичным видом, иллюстрирующим линию формирования канавки среди линий обработки для управления магнитными доменами листа электротехнической стали с ориентированной зеренной структурой.
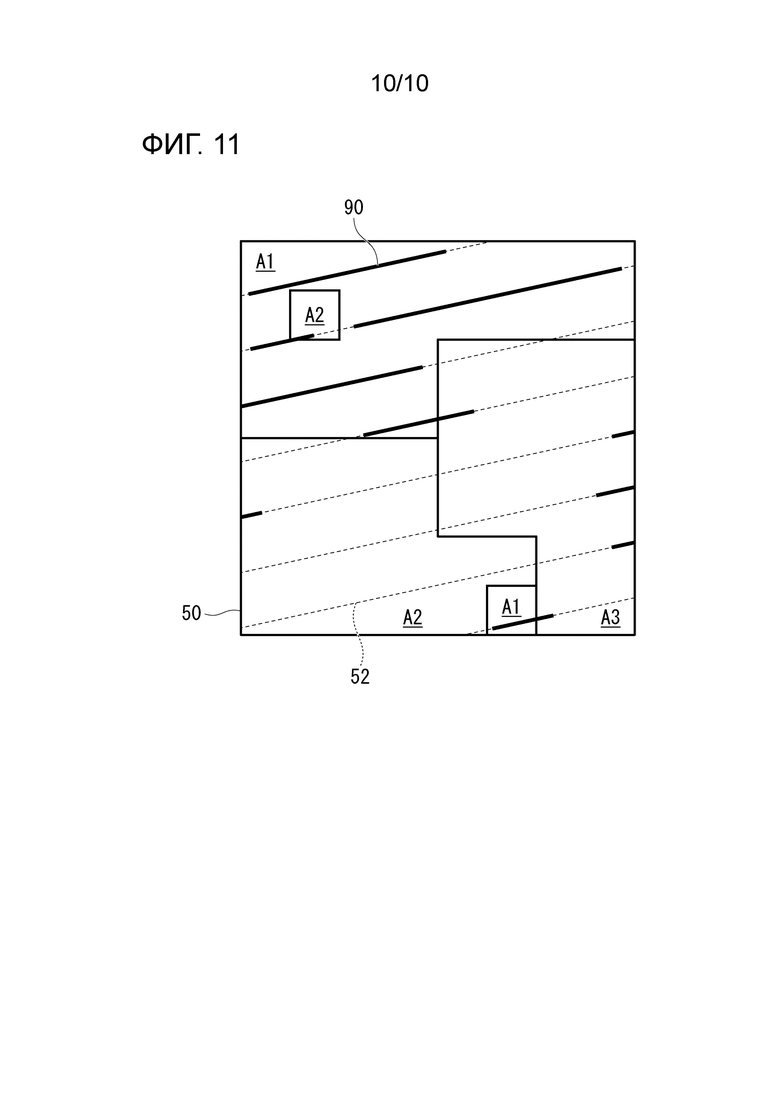
Фиг. 10 является схематичным видом, показывающим способ указания первой области, второй области и третьей области.
Фиг. 11 является схематичным видом, показывающим способ измерения доли присутствия канавки в каждой из первой области, второй области и третьей области.
Варианты осуществления изобретения
[0012] В дальнейшем в этом документе описываются варианты осуществления настоящего изобретения со ссылкой на чертежи.
[0013] Во-первых, магнитные доменные структуры листов электротехнической стали с ориентированной зеренной структурой до и после обработки для измельчения магнитных доменов сравниваются. Фиг. 1A иллюстрирует пространственное распределение ширины магнитного домена в 180° листа электротехнической стали с ориентированной зеренной структурой (в дальнейшем в этом документе она называется просто "шириной магнитного домена") перед обработкой для измельчения магнитных доменов. Фиг. 1B иллюстрирует пространственное распределение ширины магнитного домена после того, как обработка для измельчения магнитных доменов выполняется для поверхности листа электротехнической стали с ориентированной зеренной структурой на фиг. 1A. Обработка для измельчения магнитных доменов здесь выполняется посредством формирования канавки вдоль линии обработки для управления магнитными доменами, которая формирует угол в 0-45° относительно направления прокатки (RD).
[0014] "Магнитный домен в 180°" означает магнитный домен, в котором направление намагничивания представляет собой ориентацию <100> кристалла, и который размещается посередине между двумя магнитными стенками в 180° практически параллельно направлению прокатки. "Ширина" магнитного домена в 180° означает расстояние между смежными магнитными стенками (интервал между магнитными стенками).
[0015] Пространственное распределение ширины магнитного домена, показанной на фиг. 1A и 1B, извлекается из изображения магнитного домена листа электротехнической стали с ориентированной зеренной структурой с использованием двумерного преобразования Фурье, описанного далее.
[0016] Фиг. 1C иллюстрирует области, в которых ширина магнитного домена измельчается на 50 мкм или более до и после измельчения магнитных доменов, показанного на фиг. 1A и 1B, и визуализирует значение исходной ширины магнитного домена, в которой возникает измельчение.
[0017] Из фиг. 1C, можно видеть, что область, в которой эффект измельчения магнитных доменов составляет 50 мкм или больше, представляет собой область, в которой исходная ширина магнитного домена является большой, и, в частности, эффект измельчения магнитных доменов заметно появляется в области, в которой исходная ширина магнитного домена составляет приблизительно 500 мкм или больше. Иными словами, эффект измельчения магнитных доменов варьируется в зависимости от исходной ширины магнитного домена.
[0018] Фиг. 2A показывает взаимосвязь между шириной магнитного домена перед формированием канавки и шириной магнитного домена после формирования канавки в идентичной позиции. В качестве условий для формирования канавки, глубина канавки составляет 20 мкм, ширина канавки составляет 100 мкм, и шаг между канавками составляет 4 мм.
[0019] Как видно из фиг. 2A, даже если канавка формируется в области, имеющей ширину магнитного домена приблизительно в 500 мкм или меньше, эффект измельчения магнитных доменов не проявляется.
[0020] Из вышеозначенного, считается, что эффект уменьшения потерь в железе получается посредством измельчения магнитных доменов в области, имеющей большую исходную ширину магнитного домена, и даже если измельчение магнитных доменов выполняется для области, имеющей небольшую исходную ширину магнитного домена, эффект уменьшения потерь в железе не может получаться, приводя к увеличению потерь на гистерезис, ухудшению шумовых характеристик и снижению магнитной проницаемости.
[0021] Чтобы уменьшать потери в железе листа электротехнической стали с ориентированной зеренной структурой, требуется в значительной степени выравнивать вторично рекристаллизованные зерна в стальном листе с ориентацией {110}<001> (ориентацией Госса). Тем не менее, когда лист электротехнической стали с ориентированной зеренной структурой промышленно изготавливается, зерно в ориентации, отклоненной от идеальной ориентации Госса, также возникает в процессе вторичной рекристаллизации. Угол отклонения зерен от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении (TD) называется "углом β". Как показано на фиг. 9, ортогональное по отношению к направлению прокатки направление (TD) представляет собой направление, перпендикулярное направлению прокатки (RD) и параллельное поверхности листа для листа электротехнической стали с ориентированной зеренной структурой. Фиг. 2B иллюстрирует взаимосвязь между углом β листа электротехнической стали с ориентированной зеренной структурой и шириной магнитного домена в 180° перед лазерным облучением. Как видно из фиг. 2B, поскольку область, имеющая угол β в 2° или меньше, имеет большую исходную ширину магнитного домена (приблизительно в 500 мкм или больше), эффективно предпочтительно выполнять обработку для измельчения магнитных доменов для области, имеющей угол β в 2° или меньше, более предпочтительно для области, имеющей угол β в 1° или меньше.
[0022] Помимо этого, известна технология уменьшения потерь в железе посредством формирования канавок, которые находятся в диапазоне 0-45° относительно ортогонального по отношению к направлению прокатки направления (TD), которые имеют предварительно определенную глубину и предварительно определенную ширину и которые присутствуют в предварительно определенном интервале вдоль направления прокатки (RD) на поверхности листа электротехнической стали с ориентированной зеренной структурой (см. патентный документ 5).
[0023] Следовательно, в настоящем варианте осуществления, на поверхности листа электротехнической стали с ориентированной зеренной структурой, управление магнитными доменами выполняется таким образом, чтобы предпочтительно формировать канавку, имеющую предварительно определенную глубину и предварительно определенную ширину, в области, в которой угол β составляет 1° или меньше.
[0024] Далее описывается компоновка устройства, которое реализует управление магнитными доменами листа электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления, со ссылкой на фиг. 3-5.
[0025] Фиг. 3 иллюстрирует аппаратную структуру устройства 30 получения изображений, которое получает изображение магнитного домена листа электротехнической стали с ориентированной зеренной структурой. Устройство 30 получения изображений включает в себя блок 31 активации источника света, магнитооптический (MO) датчик 33, датчик 35 изображений и блок 37 обработки сигналов.
[0026] Блок 31 активации источника света включает в себя источник света, включающий в себя светоизлучающий диод (светодиод), и облучает MO-датчик 33 светом, имеющим однородную плоскость поляризации.
[0027] MO-датчик 33 представляет собой устройство, которое измеряет конструкцию магнитного тела и имеет наблюдаемую секцию, на которой размещается магнитная проба, которая должна измеряться. Свет, излучаемый из блока 31 активации источника света, проходит через внутреннюю часть MO-датчика 33 и отражается посредством отражающего слоя, и отраженный свет проходит через внутреннюю часть MO-датчика 33 снова и выводится наружу MO-датчика 33. Когда лист электротехнической стали с ориентированной зеренной структурой размещается в качестве пробы магнитного тела на наблюдаемой секции MO-датчика 33, магнитное поле утечки, соответствующее направлению спонтанного намагничивания листа электротехнической стали с ориентированной зеренной структурой, формируется в MO-датчике 33, и плоскость поляризации отраженного света вращается посредством магнитного поля утечки.
[0028] Датчик 35 изображений представляет собой датчик изображений на основе комплементарной структуры "металл-оксид-полупроводник" (CMOS), формирует изображение отраженного света от MO-датчика 33 на светоприемной поверхности, выполняет фотоэлектрическое преобразование, и аналоговый сигнал после фотоэлектрического преобразования выводится в блок 37 обработки сигналов. Пространственное распределение магнитного поля утечки может получаться посредством датчика 35 изображений посредством обнаружения отраженного света, в котором плоскость поляризации вращается, и магнитная доменная структура листа электротехнической стали с ориентированной зеренной структурой становится четкой.
[0029] Блок 37 обработки сигналов включает в себя усилитель, аналого-цифровой преобразователь, процессор цифровых сигналов (DSP) и т.п. Аналоговый сигнал, выводимый из датчика 35 изображений, усиливается посредством усилителя и преобразуется в цифровой сигнал посредством аналого-цифрового преобразователя. DSP выполняет предварительно определенную цифровую обработку для цифрового сигнала, чтобы формировать сигнал изображения. Сигнал изображения, сформированный посредством блока 37 обработки сигналов, выводится в устройство 40 анализа (см. фиг. 4) через кабель или посредством беспроводной связи.
[0030] Фиг. 4 иллюстрирует аппаратную структуру устройства 40 анализа, которое анализирует магнитную доменную структуру листа электротехнической стали с ориентированной зеренной структурой. Устройство 40 анализа представляет собой компьютерное устройство, такое как персональный компьютер (PC) и включает в себя блок 41 вычисления, запоминающее устройство 43, блок 45 отображения, блок 47 ввода и интерфейс 49 связи.
[0031] Блок 41 вычисления включает в себя центральный процессор (CPU), анализирует магнитную доменную структуру из изображения магнитного домена листа электротехнической стали с ориентированной зеренной структурой согласно программе, сохраненной в запоминающем устройстве 43, и определяет точку, в которой формируется канавка. Далее подробно описывается обработка, выполняемая посредством блока 41 вычисления.
[0032] Запоминающее устройство 43 включает в себя постоянное запоминающее устройство (ROM) и оперативное запоминающее устройство (RAM). ROM сохраняет программы, выполняемые посредством CPU блока 41 вычисления, и данные, требуемые во время выполнения этих программ. Программа и данные, сохраненные в ROM, загружаются в RAM и выполняются.
[0033] Следует отметить, что запоминающее устройство 43 может включать в себя магнитное запоминающее устройство, такое как жесткий диск (HDD), либо оптическое запоминающее устройство, такое как оптический диск. Альтернативно, программа или данные могут храниться на машиночитаемом носителе записи, съемном с устройства 40 анализа. Альтернативно, программа, выполняемая посредством блока 41 вычисления, может приниматься из сети через интерфейс 49 связи.
[0034] Блок 45 отображения включает в себя дисплей, такой как жидкокристаллический дисплей (ЖК-дисплей), плазменный дисплей или органический электролюминесцентный (EL) дисплей, отображает изображение на основе сигнала изображения, выводимого из устройства 30 получения изображений, и отображает результат анализа магнитной доменной структуры посредством блока 41 вычисления.
[0035] Блок 47 ввода включает в себя устройство ввода, такое как мышь или клавиатура. Интерфейс 49 связи представляет собой интерфейс для передачи и приема данных в/из внешнего устройства через сеть, к примеру, через локальную вычислительную сеть (LAN), глобальную вычислительную сеть (WAN) или Интернет.
[0036] Вместо аппаратных средств общего назначения, таких как CPU, специализированные аппаратные средства, специально выделенные для анализа магнитной доменной структуры, такие как специализированная интегральная схема (ASIC) или программируемая пользователем вентильная матрица (FPGA), могут адаптироваться в качестве блока 41 вычисления.
[0037] Следует отметить, что фиг. 3 и 4 иллюстрируют случай, в котором устройство 30 получения изображений и устройство 40 анализа представляют собой отдельные устройства, но может использоваться система, в которой устройство 30 получения изображений и устройство 40 анализа интегрируются.
[0038] Известное средство, к примеру, лазерное облучение, электронно-лучевое облучение и машинная обработка, может использоваться в качестве средства для формирования канавки на поверхности листа электротехнической стали с ориентированной зеренной структурой. В дальнейшем в этом документе описывается структура устройства лазерного облучения, которое формирует канавку посредством лазерного облучения.
[0039] Фиг. 5 иллюстрирует структуру устройства 500 лазерного облучения. Устройство 500 лазерного облучения включает в себя многоугольное зеркало 501, устройство 503 источника света, коллиматор 505, конденсирующую линзу 507, электромотор 509, датчик 511, блок 513 управления и устройство 515 для обеспечения прохождения листов.
[0040] Устройство 515 для обеспечения прохождения листов обеспечивает прохождение листа 50 электротехнической стали с ориентированной зеренной структурой в направлении прокатки (RD).
[0041] Многоугольное зеркало 501 имеет, например, регулярную многогранную призматическую форму, и множество плоских зеркал предоставляются на множестве боковых поверхностей, составляющих регулярную многогранную призму. Лазерный луч LB входит в плоское зеркало многоугольного зеркала 501 из устройства 503 источника света через коллиматор 505 в одном направлении (в горизонтальном направлении) и отражается посредством плоского зеркала.
[0042] Многоугольное зеркало 501 является вращающимся вокруг оси O1 вращения посредством приведения в действие электромотора 509. Посредством последовательного изменения угла падения лазерного луча LB относительно плоского зеркала согласно углу вращения многоугольного зеркала 501, направление отражения лазерного луча LB последовательно изменяется, и может выполняться сканирование вдоль линии 52 обработки для управления магнитными доменами листа 50 электротехнической стали с ориентированной зеренной структурой. Линия 52 обработки для управления магнитными доменами формирует угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления (TD) на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой и представляет собой множество прямых линий, совмещенных в направлении прокатки (RD). Предпочтительно, множество линий 52 обработки для управления магнитными доменами проходят параллельно друг к другу. Предпочтительно, множество линий 52 обработки для управления магнитными доменами размещаются с равными интервалами. Интервал P между смежными линиями 52 обработки для управления магнитными доменами представляет интервал формирования канавки.
[0043] Устройство 503 источника света выводит лазерный луч LB посредством предварительно определенной системы облучения (например, системы непрерывного облучения или системы импульсного облучения) под управлением блока 513 управления.
[0044] Конденсирующая линза 507 предоставляется на оптическом тракте лазерного луча LB, отражаемого от многоугольного зеркала 501, и составляет конденсационную оптическую систему, имеющую предварительно определенную фокальную длину. Когда лазерный луч LB, отражаемый от многоугольного зеркала 501, конденсируется на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой через конденсирующую линзу 507, канавка формируется вдоль линии 52 обработки для управления магнитными доменами на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой.
[0045] Электромотор 509 соединяется с многоугольным зеркалом 501 и вращательно приводит в действие многоугольное зеркало 501 под управлением блока 513 управления.
[0046] Датчик 511 соединяется с ведущим валом электромотора 509, определяет угол вращения многоугольного зеркала 501, вращаемого посредством электромотора 509, и выводит сигнал, указывающий определенный угол вращения (в дальнейшем в этом документе сигнал угла вращения называется "сигналом угла вращения"), в блок 513 управления.
[0047] Блок 513 управления включает в себя процессор и соединяется с устройством 503 источника света, электромотором 509, датчиком 511 и устройством 515 для обеспечения прохождения листов. Блок 513 управления принимает ввод сигнала скорости из устройства 515 для обеспечения прохождения листов и выводит сигнал, инструктирующий электромотор 509 вращательно приводить в действие многоугольное зеркало 501.
[0048] Помимо этого, блок 513 управления управляет включением и выключением подачи мощности лазерного луча LB, выводимого из устройства 503 источника света, на основе сигнала формирования канавки, указывающего точку, в которой формируется канавка в линии 52 обработки для управления магнитными доменами, и сигнала угла вращения, выводимого из датчика 511. Когда устройство 500 лазерного облучения электрически соединяется с устройством 40 анализа, сигнал формирования канавки вводится из устройства 40 анализа в устройство 500 лазерного облучения. Сигнал формирования канавки может вводиться в устройство 500 лазерного облучения оператором.
[0049] Далее описывается способ для изготовления листа 50 электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления со ссылкой на фиг. 6.
[0050] Во-первых, устройство 30 получения изображений используется для того, чтобы получать изображение магнитного домена листа 50 электротехнической стали с ориентированной зеренной структурой (этап S62: этап получения изображений). Затем, блок 41 вычисления устройства 40 анализа извлекает пространственное распределение ширины (ширины магнитного домена) магнитного домена в 180° из изображения магнитного домена и определяет точку, имеющую угол β, соответствующий области, в которой ширина магнитного домена больше или равна предварительно определенному значению (например, приблизительно в 500 мкм или больше), а именно, точку, в которой угол β составляет 1° или меньше, в линии 52 обработки для управления магнитными доменами листа 50 электротехнической стали с ориентированной зеренной структурой, в качестве точки, к которой применяется обработка измельчения магнитных доменов посредством формирования канавки (этап S64: этап определения).
[0051] В настоящем варианте осуществления, точка, в которой формируется канавка в линии 52 обработки для управления магнитными доменами, называется "линией формирования канавки". Ниже описываются подробности обработки этапа S64, выполняемого посредством блока 41 вычисления.
[0052] На этапе S64, точка линии формирования канавки может определяться посредством визуального наблюдения изображения магнитного домена, отображаемого на блоке 45 отображения, оператором, и сигнал формирования канавки, указывающий точку линии формирования канавки, может вводиться в устройство 500 лазерного облучения.
[0053] Затем, обработка для измельчения магнитных доменов предпочтительно выполняется посредством формирования канавки, имеющей предварительно определенную глубину и предварительно определенную ширину в точке, определенной на этапе S64 из линий 52 обработки для управления магнитными доменами листа 50 электротехнической стали с ориентированной зеренной структурой (этап S66: этап формирования канавки). Предпочтительно, обработка для измельчения магнитных доменов выполняется только для точки, определенной на этапе S64. Этап S66 может выполняться посредством облучения лазерным лучом LB посредством устройства 500 лазерного облучения, либо может использоваться другое средство, такое как электронно-лучевое облучение, машинная обработка и травление.
[0054] Далее описывается обработка на этапе S64, выполняемом посредством блока 41 вычисления устройства 40 анализа.
[0055] Блок 41 вычисления извлекает пространственное распределение ширины магнитного домена листа 50 электротехнической стали с ориентированной зеренной структурой с использованием способа на основе сегментов линий или преобразования Фурье и определяет область, в которой угол β составляет 1° или меньше, который соответствует области, имеющей большую ширину магнитного домена из линий 52 обработки для управления магнитными доменами листа 50 электротехнической стали с ориентированной зеренной структурой, в качестве точки, в которой канавка предпочтительно формируется.
[0056] В способе на основе сегментов линий, оценка выполняется посредством проведения сегмента линии, перпендикулярного магнитному домену. Интервал между сегментами линий задается равным 3 линиям на 1 см в направлении, параллельном магнитному домену, и ширина магнитного домена извлекается из интервала между точками пересечения магнитной стенки в 180° и сегмента линии.
[0057] Преобразование Фурье является очень эффективным в качестве средства для анализа магнитной доменной структуры магнитного тела, имеющего периодическую магнитную доменную структуру, такого как лист электротехнической стали с ориентированной зеренной структурой. В дальнейшем, способ для извлечения пространственного распределения ширины магнитного домена листа электротехнической стали с ориентированной зеренной структурой описывается с использованием кратковременного двумерного преобразования Фурье (в дальнейшем в этом документе оно называется "ST2DFT"), полученного посредством расширения кратковременного преобразования Фурье, которое представляет собой один из способов обработки сигналов, которые используются для частотно-временного анализа аудиосигналов в течение длительного времени, на двумерную область.
[0058] Изображение (изображение магнитного домена), представленное посредством сигнала изображения, полученного посредством устройства 30 получения изображений, выражается как x(k, l) в качестве столбца данных двумерных координат (координат k-l). В настоящем варианте осуществления, изображение магнитного домена, которое должно анализироваться, представляет собой изображение, преобразованное в двоичную форму посредством двух типов цветов, к примеру, полутоновое, либо изображение, выражаемое посредством трех или более градаций (нескольких градаций).
[0059] Чтобы извлекать пространственное распределение ширины магнитного домена листа 50 электротехнической стали с ориентированной зеренной структурой, блок 41 вычисления выполняет следующие этапы (A-1), (A-2) и (A-3).
(A-1) Этап вырезания множества частичных областей из изображения магнитного домена;
(A-2) Этап выполнения ST2DFT;
(A-3) Этап извлечения пространственного распределения ширины магнитного домена.
В дальнейшем в этом документе, подробно описывается каждый этап.
[0060] (A-1) Этап вырезания множества частичных областей из изображения магнитного домена
Чтобы вырезать множество частичных областей из изображения магнитного домена и анализировать каждую частотную структуру, используется оконная функция Wa(k, l) прямоугольного окна, в которой диапазон в направлении по оси k составляет 0≤k≤Nk-1, и диапазон в направлении по оси l составляет 0≤l≤Nl-1 (Nk и Nl являются натуральными числами). В качестве оконной функции Wa(k, l), может применяться окно Хэмминга, окно Хеннинга, окно Блэкмана и т.п.
[0061] Когда позиция наблюдения в столбце x(k, l) данных изображения магнитного домена выражается посредством индекса (n, m), и величины сдвига оконной функции Wa(k, l) в направлении по оси k и в направлении по оси l выражаются как Sk и Sl, соответственно (n, m, Sk и Sl являются целыми числами), столбец xnm(k-nSk, l-mSl) данных частичной области, полученный посредством вырезания диапазона nSk≤k≤nSk+Nk-1 и mSl≤l≤mSl+Nl-1 из изображения магнитного домена, получается, как указано в выражении (1).
(Математическая формула 1)

[0062] Фиг. 7 иллюстрирует пример, в котором частичные области, надлежащим образом соответствующие позициям наблюдения (n, m)=(1, 1), (2, 2), (3, 3), ..., и (P, Q) (P и Q являются натуральными числами), вырезаются из изображения G магнитного домена.
[0063] В настоящем варианте осуществления, Nk и Nl, которые задают диапазон оконной функции Wa(k, l), представляют собой параметры, соответствующие числу пикселов в направлении по оси k и числу пикселов в направлении по оси l в частичной области, соответственно.
[0064] (A-2) Этап выполнения ST2DFT
Когда столбец данных частичной области задается как xnm(n', mn')=xnm(k-nSk, l-mSl), и двумерное преобразование Фурье выполняется для xnm(n', mn'), частичное изображение X(fk, fl, n, m) Фурье, соответствующее частичной области позиции (n, m) наблюдения, получается, как указано в выражении (2).
(Математическая формула 2)

Здесь, fk и fl являются пространственными частотами.
[0065] Когда разрешение пространственной частоты fk обозначается посредством Δfk, и разрешение пространственной частоты fl обозначается посредством Δfl, Δfk и Δfl задаются в выражении (3).
(Математическая формула 3)
Δk и Δl являются пространственным разрешением в направлении по оси k и пространственным разрешением в направлении по оси l в изображении магнитного домена, соответственно.
[0066] Например, когда двумерное преобразование Фурье выполняется для столбца xnm(k-nSk, l-mSl) данных каждой частичной области, проиллюстрированной на фиг. 7, частичное изображение X(fk, fl, n, m) Фурье получается для каждой позиции (n, m) наблюдения, как проиллюстрировано на фиг. 8.
[0067] (A-3) Этап извлечения пространственного распределения ширины магнитного домена
Когда частичное изображение X(fk, fl, n, m) Фурье получается, получаются координаты (k-компонент fkmax(n, m) и l-компонент flmax(n, m)) позиции пика пятна частичного изображения X(fk, fl, n, m) Фурье. Следует отметить, что относительно извлечения позиции пика, область около k=0 и l=0 представляет собой часть, которая в значительной степени зависит от контрастности изображения, и в силу этого исключается.
[0068] После этого пространственное распределение L(n, m) ширины магнитного домена извлекается, как указано в выражении (4), из разрешения пространственной частоты, заданного посредством выражения (3), и позиции пика пятна частичного изображения Фурье.
(Математическая формула 4)

[0069] Как описано выше, посредством использования ST2DFT, можно количественно извлекать пространственное распределение L(n, m) ширины магнитного домена при поддержании информации позиции изображения магнитного домена. Фиг. 1A-1C, описанные выше, иллюстрируют результат анализа ширины магнитного домена, извлекаемой посредством ST2DFT.
[0070] При извлечении пространственного распределения L(n, m) ширины магнитного домена, как показано на фиг. 9, блок 41 вычисления определяет, в качестве линии 90 формирования канавки (сплошной линии на фиг. 9) для формирования канавки, точку, имеющую угол β, соответствующий области, в которой ширина магнитного домена составляет предварительно определенное значение или более (например, приблизительно в 500 мкм или больше), а именно, точку, в которой угол β составляет 1° или меньше, в линии 52 обработки для управления магнитными доменами (пунктирной линии на фиг. 9) листа 50 электротехнической стали с ориентированной зеренной структурой. Блок 513 управления устройства 500 лазерного облучения выполняет такое управление, чтобы включать подачу мощности лазерного луча LB относительно линии 90 формирования канавки в линии 52 обработки для управления магнитными доменами и предпочтительно выключать подачу мощности лазерного луча LB относительно других точек. Как результат, канавка формируется вдоль линии 90 формирования канавки.
[0071] Далее описывается лист 50 электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления. В листе 50 электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления, как проиллюстрировано на фиг. 9, на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой, доля присутствия канавки, который представляет собой долю части, в которой канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует среди полной протяженности линий 52 обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления (TD) и размещаются в направлении прокатки (RD), составляет 50% или больше в первой области, которая представляет собой область, в которой угол β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении (TD), составляет 1° или меньше, и доля присутствия канавки меньше 50% во второй области, в которой угол β больше 2°.
[0072] Линия 90 формирования канавки (участок, в котором канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует)
Как проиллюстрировано на фиг. 9, лист 50 электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления имеет часть, в которой канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует. Часть, в которой канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм, присутствует, называется "линией 90 формирования канавки". Чтобы промотировать измельчение магнитных доменов и снизить потери в железе, предпочтительно, если глубина канавки равна 5-50 мкм, и ширина канавки равна 10-300 мкм (см. патентный документ 5). Канавка, глубина и/или ширина которой находятся за пределами вышеописанного диапазона, не предполагается в качестве линии 90 формирования канавки. Когда доля присутствия канавки вычисляется так, как описано далее, канавка, глубина и/или ширина которой находятся за пределами вышеописанного диапазона, не рассматривается.
Глубина канавки, составляющей линию 90 формирования канавки, может задаваться равной 6 мкм или больше, 7 мкм или больше либо 10 мкм или больше. Глубина канавки, составляющей линию 90 формирования канавки, может задаваться равной 48 мкм или меньше, 45 мкм или меньше либо 40 мкм или меньше. Ширина канавки, составляющей линию 90 формирования канавки, может задаваться равной 20 мкм или больше, 30 мкм или больше либо 50 мкм или больше. Ширина канавки, составляющей линию 90 формирования канавки, может задаваться равной 280 мкм или меньше, 250 мкм или меньше либо 200 мкм или меньше. Глубина и ширина канавки могут быть однородными или могут варьироваться в пределах вышеописанного диапазона в линии 90 формирования канавки.
[0073] Помимо этого, чтобы промотировать измельчение магнитных доменов и уменьшить потери в железе, интервал P между смежными канавками, измеряемый вдоль направления прокатки (RD), предпочтительно составляет от 1 мм до 20 мм (см. патентный документ 5). В листе электротехнической стали с ориентированной зеренной структурой, интервал P между канавками может быть однородным или может варьироваться. Интервал P между канавками только в части листа электротехнической стали с ориентированной зеренной структурой может составлять от 1 мм до 20 мм, или интервал P между канавками во всей области листа электротехнической стали с ориентированной зеренной структурой может составлять от 1 мм до 20 мм. Помимо этого, среднее значение интервалов P между канавками в листе электротехнической стали с ориентированной зеренной структурой может составлять от 1 мм до 20 мм. Интервал P между смежными канавками либо среднее значение интервала P между канавками может составлять 2 мм или больше, 3 мм или больше либо 5 мм или больше. Интервал P между смежными канавками либо среднее значение интервала P между канавками может составлять 18 мм или меньше, 16 мм или меньше либо 15 мм или меньше.
[0074] Создающее натяжение изоляционное покрытие может формироваться на поверхности листа электротехнической стали с ориентированной зеренной структурой. В этом случае, глубина канавки, ширина канавки и интервал между канавками вдоль направления прокатки являются значениями канавки, сформированной в базисном стальном листе. Когда лист электротехнической стали с ориентированной зеренной структурой имеет создающее натяжение изоляционное покрытие, глубина канавки, ширина канавки и интервал между канавками вдоль направления прокатки измеряются после удаления создающего натяжение изоляционного покрытия.
[0075] Линия 52 обработки для управления магнитными доменами
Как проиллюстрировано на фиг. 9, линия 90 формирования канавки располагается на линии 52 обработки для управления магнитными доменами. Линии 52 обработки для управления магнитными доменами формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления (TD) на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой и размещаются вдоль направления прокатки (RD). Линии 52 обработки для управления магнитными доменами предпочтительно размещаются параллельно между собой. Когда канавка формируется посредством лазера, линия 52 обработки для управления магнитными доменами соответствует геометрическому месту фокальной точки лазерного луча LB на стадии изготовления листа 50 электротехнической стали с ориентированной зеренной структурой. Линия 52 обработки для управления магнитными доменами не присутствует в качестве объекта в листе 50 электротехнической стали с ориентированной зеренной структурой, но представляет собой мнимую линию вдоль линии 90 формирования канавки. Линия 52 обработки для управления магнитными доменами может выявляться посредством проведения линии вдоль линии 90 формирования канавки. Угол, сформированный посредством ортогонального по отношению к направлению прокатки направления (TD) и направления протяженности линии 90 введения механического напряжения, является идентичным углу, сформированному посредством ортогонального по отношению к направлению прокатки направления (TD) и направления протяженности линии 52 обработки для управления магнитными доменами, содержащей линию 90 введения механического напряжения.
[0076] В листе 50 электротехнической стали с ориентированной зеренной структурой, угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), может быть однородным или может варьироваться. Угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), может задаваться равным 0-45° только в части листа 50 электротехнической стали с ориентированной зеренной структурой, или угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), может задаваться равным 0-45° во всех областях листа 50 электротехнической стали с ориентированной зеренной структурой. Помимо этого, среднее значение углов, сформированных посредством линии 52 обработки для управления магнитными доменами и ортогональных по отношению к направлению прокатки направления (TD) в листе 50 электротехнической стали с ориентированной зеренной структурой, может задаваться равным 0-45°. Угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), либо его среднее значение может составлять 1° или больше, 3° или больше либо 5° или больше. Угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), либо его среднее значение может составлять 40° или меньше, 35° или меньше либо 30° или меньше.
[0077] В настоящем варианте осуществления, линия 90 формирования канавки может присутствовать на линии 52 обработки для управления магнитными доменами с неоднократной периодичностью. То, что линия 90 формирования канавки присутствует с неоднократной периодичностью, означает то, что случай не соответствует "случаю, в котором имеются 10 или более линий 90 формирования канавки в среднем на 1 см, и среднеквадратическое отклонение длин линий без формирования канавки между линиями 90 формирования канавки составляет 20 мкм или меньше". Иными словами, в настоящем варианте осуществления, считается, что линия 90 формирования канавки, полученная посредством выполнения управления магнитными доменами посредством нормального импульсного лазера на всей поверхности стального листа, не "присутствует с неоднократной периодичностью". Тем не менее, область, в которой угол β составляет 1° или меньше, может избирательно облучаться импульсным лазером.
[0078] Как описано выше, посредством определения точки, в которой формируется канавка, согласно углу β, в области, в которой угол β составляет приблизительно 0°, долю части (линии 90 формирования канавки), в которой канавка присутствует в линии 52 обработки для управления магнитными доменами, является относительно высокой, и в области, в которой угол β является большим, доля является относительно низкой. В частности, когда доля линии 90 формирования канавки в линии 52 обработки для управления магнитными доменами (доля присутствия канавки) задается как пропорция длины линии 90 формирования канавки относительно полной протяженности длины линии 52 обработки для управления магнитными доменами, предпочтительно, если линия 90 формирования канавки присутствует с долей в 50% или больше в первой области, которая представляет собой область, в которой угол β составляет 1° или меньше, и линия 90 формирования канавки присутствует с долей менее 50% во второй области, в которой угол β больше 2°. Первая область может задаваться как область, в которой угол β составляет 1,0° или меньше, область, в которой угол β составляет 0,9° или меньше, либо область, в которой угол β составляет 0,8° или меньше. Вторая область может задаваться как область, в которой угол β больше 2,0°, область, в которой угол β составляет 2,1° или больше, либо область, в которой угол β составляет 2,2° или больше.
[0079] В третьей области, в которой угол β больше 1° и 2° или меньше, доля присутствия канавки предпочтительно составляет 20% или больше и 80% или меньше. Доля присутствия канавки в каждой из первой-третьей областей удовлетворяет следующей взаимосвязи.
Доля присутствия канавки в первой области ≥ доли присутствия канавки в третьей области ≥ доли присутствия канавки во второй области.
Третья область может задаваться как область, в которой угол β больше 1,0° и 2,0° или меньше, область, в которой угол β составляет 1,1° или больше и 1,9° или меньше, либо область, в которой угол β составляет 1,2° или больше и 1,8° или меньше.
[0080] В настоящем варианте осуществления, вышеописанная доля присутствия канавки может удовлетворяться в пробе, имеющей предварительно определенный размер (например, 100-миллиметровый квадрат или больше), извлеченный из любой позиции в листе 50 электротехнической стали с ориентированной зеренной структурой.
[0081] Как описано выше, посредством линейного формирования канавки согласно углу β листа 50 электротехнической стали с ориентированной зеренной структурой, обработка для измельчения магнитных доменов промотируется, отрицательные эффекты, такие как увеличение потерь на гистерезис, ухудшение шумовых характеристик и снижение магнитной проницаемости, могут минимизироваться, и эффект измельчения магнитных доменов может максимизироваться. Это позволяет достигать как уменьшения потерь в железе, так и уменьшения шума.
[0082] Способ измерения
В дальнейшем в этом документе описывается способ для измерения параметров, связанных с листом 50 электротехнической стали с ориентированной зеренной структурой согласно настоящему варианту осуществления. Следует отметить, что измерение любого параметра выполняется для пробы предварительно определенного размера, отобранной из листа 50 электротехнической стали с ориентированной зеренной структурой. Например, прямоугольная проба, имеющая обе стороны с длиной в 100 мм (либо 100 мм или больше), может вырезаться из листа 50 электротехнической стали с ориентированной зеренной структурой и подвергаться измерению. Когда лист 50 электротехнической стали с ориентированной зеренной структурой представляет собой рулон, проба может отбираться из произвольной точки рулона. Когда лист 50 электротехнической стали с ориентированной зеренной структурой представляет собой компонент, включенный в электрический продукт, такой как трансформатор или электромотор, проба может отбираться из любой точки компонента. Когда размер компонента является небольшим, длина одной стороны пробы может быть меньше 100 мм. В этом случае, совокупное значение площадей проб задается равным 10000 мм2 или больше. В это время, желательно отбирать пробу посредством такого способа, как проводная резка, чтобы минимизировать влияние механического натяжения и т.п. на пробу.
[0083] Угол, сформированный посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD)
Способ для измерения угла, сформированного посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD), заключается в следующем.
[0084] Во-первых, выявляется линия 90 формирования канавки, включенная в пробу. Позиция канавки, имеющей глубину в 5-50 мкм и ширину в 10-300 мкм, может выявляться посредством измерения поверхности пробы с помощью трехмерной измерительной машины, и канавка предполагается в качестве линии 90 формирования канавки. Когда лист 50 электротехнической стали с ориентированной зеренной структурой имеет создающее натяжение изоляционное покрытие, трехмерное измерение поверхности пробы выполняется после удаления создающего натяжение изоляционного покрытия. Создающее натяжение изоляционное покрытие может удаляться, например, посредством погружения пробы в раствор гидрооксида натрия и последующего погружения пробы в разбавленную серную кислоту и азотную кислоту. Такие условия, как температура и концентрация раствора гидрооксида натрия, раствора разбавленной серной кислоты и раствора азотной кислоты, и время погружения надлежащим образом регулируются таким образом, что базовое железо пробы чрезмерно не растворяется. Пример условий для операции удаления создающего натяжение изоляционного покрытия заключается в следующем. Сначала, проба погружается в раствор гидрооксида натрия, который имеет температуру в 80°C, и концентрация которого составляет 20%, на 15 минут. После этого, проба высушивается. Кроме того, после этого проба погружается в разбавленную серную кислоту, которая имеет температуру в 80°C, и концентрация которой составляет 10%, на 4 минуты. После этого, грязь, прилипшая к поверхности пробы, удаляется посредством тряпки и т.д. Кроме того, проба погружается в азотную кислоту, которая имеет комнатную температуру, и концентрация которой составляет 10%, приблизительно на 10 секунд при встряхивании.
[0085] Далее выявляется ортогональное по отношению к направлению прокатки направление (TD).
(1) Когда проба вырезается из смотанного листа 50 электротехнической стали с ориентированной зеренной структурой, направление ширины листа 50 электротехнической стали с ориентированной зеренной структурой может рассматриваться в качестве ортогонального по отношению к направлению прокатки направления (TD).
(2) Когда проба вырезается из части и т.п. электрического продукта, ортогональное по отношению к направлению прокатки направление (TD) выявляется из дефекта прокатки на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой. Направление протяженности дефекта прокатки рассматривается в качестве направления прокатки (RD), и направление, перпендикулярное направлению прокатки (RD) и параллельное поверхности листа, рассматривается в качестве ортогонального по отношению к направлению прокатки направления (TD).
(3) Когда затруднительно выявить ортогональное по отношению к направлению прокатки направление (TD) из дефекта прокатки на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой, ортогональное по отношению к направлению прокатки направление (TD) выявляется из ориентации кристаллов листа 50 электротехнической стали с ориентированной зеренной структурой. В частности, ориентация кристаллов листа 50 электротехнической стали с ориентированной зеренной структурой, который должен оцениваться, измеряется во множестве точек. Затем направление, в котором угол отклонения от ориентации Госса в точке измерений минимизируется, рассматривается в качестве направления прокатки (RD), и направление, перпендикулярное направлению прокатки (RD) и параллельное поверхности листа 50 электротехнической стали с ориентированной зеренной структурой, рассматривается в качестве ортогонального по отношению к направлению прокатки направления (TD).
В любом случае, с точки зрения удобства измерения, предпочтительно вырезать пробу из листа 50 электротехнической стали с ориентированной зеренной структурой таким образом, что одна сторона пробы совпадает с ортогональным по отношению к направлению прокатки направлением (TD).
[0086] Линия 52 обработки для управления магнитными доменами не присутствует в качестве объекта в листе 50 электротехнической стали с ориентированной зеренной структурой, но представляет собой мнимую линию вдоль линии 90 формирования канавки. Следовательно, малый угол, сформированный посредством линии 90 формирования канавки, указываемой посредством вышеописанной процедуры, и ортогонального по отношению к направлению прокатки направления (TD), может рассматриваться в качестве угла, сформированного посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD).
[0087] Способ для измерения угла β
Угол β в листе 50 электротехнической стали с ориентированной зеренной структурой измеряется посредством способа Лауэ для измерения бокового отражения. Способ Лауэ для измерения бокового отражения широко известен как способ для измерения ориентации кристаллов.
[0088] Способ для указания первой области, второй области и третьей области
Способ указания первой области, второй области и третьей области заключается в следующем. Как проиллюстрировано на фиг. 10, во-первых, виртуальная решетка L задается на поверхности пробы. Как результат, поверхность пробы разделяется на множество ячеек C, поделенных посредством решетки L. Форма ячейки C, например, представляет собой квадрат, имеющий сторону в 2 мм. После этого, центр каждой из ячеек C используется в качестве точки измерений, и ориентация кристаллов измеряется посредством способа Лауэ для измерения реального бокового отражения. Как результат, выявляется угол β точки измерений, и определяется то, принадлежит точка измерений первой области A1, второй области A2 или третьей области A3. Затем ячейка C, центр которой определяется в качестве первой области A1, рассматривается в качестве первой области A1 по всей ячейке C. Аналогично, ячейка C, центр которой определяется в качестве второй области A2, рассматривается в качестве второй области A2 по всей ячейке C, и ячейка C, центр которой определяется в качестве третьей области A3, рассматривается в качестве третьей области A3 по всей ячейке C. На фиг. 10, точка измерений, рассматриваемая в качестве первой области A1, показывается посредством черного круга P1, точка измерений, рассматриваемая в качестве второй области A2, показывается посредством серого круга P2, и точка измерений, рассматриваемая в качестве третьей области A3, показывается посредством черного круга P3. Согласно вышеуказанной процедуре, как проиллюстрировано на фиг. 10 и 11, могут выявляться первая область A1, вторая область A2 и третья область A3 на поверхности листа 50 электротехнической стали с ориентированной зеренной структурой.
[0089] Способ для вычисления доли присутствия канавки в первой области, второй области и третьей области
Как проиллюстрировано на фиг. 11, линия 52 обработки для управления магнитными доменами и линия 90 формирования канавки в каждой из первой области A1, второй области A2 и третьей области A3 выявляются посредством процедуры, проиллюстрированной в описании способа для измерения угла, сформированного посредством линии 52 обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD). Значение, полученное посредством деления общей длины всех линий 90 формирования канавки, включенных во все первые области A1 пробы, на все линии 52 обработки для управления магнитными доменами, включенные во все первые области A1 пробы, представляет собой долю присутствия канавки в первой области A1. Аналогично, значение, полученное посредством деления общей длины всех линий 90 формирования канавки, включенных во все вторые области A2 пробы, на все линии 52 обработки для управления магнитными доменами, включенные во все вторые области A2 пробы, представляет собой долю присутствия канавки во второй области A2, и значение, полученное посредством деления общей длины всех линий 90 формирования канавки, включенных во все третьи области A3 пробы, на все линии 52 обработки для управления магнитными доменами, включенные во все третьи области A3 пробы, представляет собой долю присутствия канавки в третьей области A3.
[0090] Способ для измерения интервала линии 90 формирования канавки вдоль направления прокатки (RD) заключается в следующем. Во-первых, направление прокатки (RD) и линия 90 формирования канавки выявляются посредством процедуры, описанной в описании способа для измерения угла, сформированного посредством линии обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления (TD). Затем, может измеряться интервал между линиями 90 формирования канавки вдоль направления прокатки (RD).
[0091] Способ определения того, присутствует или нет линия 90 формирования канавки с неоднократной периодичностью, заключается в следующем. Во-первых, линия 52 обработки для управления магнитными доменами и линия 90 формирования канавки, включенная в пробу, выявляются посредством вышеописанной процедуры. Как описано выше, предполагается, что линия 90 формирования канавки присутствует с неоднократной периодичностью в "случае, в котором имеются 10 или более линий 90 формирования канавки в среднем на 1 см, и среднеквадратическое отклонение длин линий обработки измельчения немагнитных доменов между линиями 90 формирования канавки больше 20 мкм". Следовательно, при определении, определяется то, включает либо нет каждая из множества линий 52 обработки для управления магнитными доменами, включенных в пробу (например, в прямоугольную пробу с длиной 100 мм с обеих сторон), в себя 10 или более линий 90 формирования канавки в среднем на 1 см. Например, когда длина одной линии 52 обработки для управления магнитными доменами, включенной в пробу, составляет X см, и число линий 90 формирования канавки, включенных в линию 52 обработки для управления магнитными доменами, составляет y, определяется то, что имеются y/X линий 90 формирования канавки в среднем на 1 см в линии 52 обработки для управления магнитными доменами. Дополнительно, в каждой из линий 52 обработки для управления магнитными доменами, определенных как включающие в себя 10 или более линий 90 формирования канавки в среднем на 1 см, определяется то, составляет или нет среднеквадратическое отклонение длины линии обработки для измельчения немагнитных доменов 20 мкм или меньше. Когда линия 90 формирования канавки предоставляется с неоднократной периодичностью в 50% или более из всех линий 52 обработки для управления магнитными доменами, включенных в пробу, определяется то, что линия 90 формирования канавки присутствует с неоднократной периодичностью в пробе.
Примеры
[0092] Эффект одного аспекта настоящего изобретения подробнее описывается со ссылкой на примеры. Тем не менее, условия в примерах представляют собой просто один пример условий, используемый для того, чтобы подтвердить удобство использования и преимущества настоящего изобретения. Настоящее изобретение не ограничено этим одним примером условий. Настоящее изобретение может использовать различные условия по мере того, как цель настоящего изобретения достигается, без отступления от сущности настоящего изобретения.
[0093] Обработка для измельчения магнитных доменов выполняется при различных условиях, показанных в таблице 1, для листов электротехнической стали с ориентированной зеренной структурой идентичной партии, которые классифицируются как 23P085 в таблице 2 JIS C 2553:2019 "Grain-oriented electrical steel strip" и которые имеют толщину в 0,23 мм. Шум и потери в железе листов электротехнической стали с ориентированной зеренной структурой, подвергнутых обработке для измельчения магнитных доменов, полученные в качестве результата, оцениваются и описываются в таблицах 2 и 3. В таблице 2, несоответствующие значения подчеркнуты.
[0094] Способы для оценки шума и потерь в железе заключаются в следующем. Во-первых, 180 листов электротехнической стали с ориентированной зеренной структурой, имеющих толщину листа в 0,23 мм, наслаиваются для того, чтобы сформировать сердечник трехфазного трансформатора. Ширины опоры и ярма сердечника трехфазного трансформатора составляют 150 мм. Высота и ширина внешней формы сердечника трехфазного трансформатора составляет 750 мм. Шум и потери в железе этих сердечников трехфазного трансформатора измеряются. Условия измерений представляют собой частоту в 50 Гц и плотность магнитного потока при возбуждении в 1,5 Tл.
[0095] При измерении шума, микрофоны размещаются с равными интервалами в восьми точках вокруг трансформатора, в который включен сердечник трехфазного трансформатора. Расстояние между трансформатором и микрофоном составляет 30 см. Значения, полученные посредством коррекции характеристик A согласно результатам измерений шума посредством микрофонов и усреднения результатов, описываются в таблице 3 в качестве результатов оценки шума (единицы: дБА (dBA)) листов электротехнической стали с ориентированной зеренной структурой. Пример, в котором результат оценки шума составляет 25,00 дБА или меньше, определяется в качестве примера, в котором достигается уменьшение уровня шума. Результат оценки шума, определенный как неприемлемый, подчеркнут.
[0096] Потери в железе получаются посредством измерения напряжений и токов на первичной стороне и вторичной стороне с помощью анализатора мощности, когда возбуждение выполняется на частоте в 50 Гц и при плотности магнитного потока при возбуждении в 1,5 Tл, как описано выше. Полученные потери в железе описываются в таблице 3 в качестве результата оценки потерь в железе (единицы: Вт/кг) листа электротехнической стали с ориентированной зеренной структурой. Пример, в котором результат оценки потерь в железе составляет 0,70 Вт/кг или меньше, определяется в качестве примера, в котором уменьшение потерь в железе достигается. Результат оценки шума, определенный как неприемлемый, подчеркнут.
[0097] Дополнительно, в листе электротехнической стали с ориентированной зеренной структурой, подвергнутом обработке для измельчения магнитных доменов, угол, сформированный посредством канавки и ортогонального по отношению к направлению прокатки направления, глубины канавки, ширина канавки, интервал между канавками и доли присутствия канавки в первой области, второй области или третьей области измеряются и описываются в таблице 2. Во всех примерах, канавка формируется таким образом, что угол, сформированный посредством канавки и ортогонального по отношению к направлению прокатки направления, глубина канавки, ширина канавки и интервал между канавками составляют постоянное значение. Способ измерения, в принципе, осуществляется согласно процедуре, описанной выше. Прямоугольная проба, имеющая обе стороны с длиной в 100 мм, вырезается из сердечника трехфазного трансформатора для измерения шума и потерь в железе и подвергнута измерению.
[0098] В соответствии с вышеописанным способом измерения, в примерах, в которых форма канавки является несоответствующей (т.е. в примере, в котором глубина канавки или ширина канавки является недостаточной или чрезмерной), доля присутствия канавки составляет 0%. Тем не менее, для справочных целей, доля присутствия канавки, когда канавка, имеющая несоответствующую форму, предполагается в качестве линии формирования канавки, описывается в таблице 2.
[0099] Таблица 1
[0100] Таблица 2
[0101] Таблица 3
[0102] В примере 1, обработка для измельчения магнитных доменов не выполняется. В примере 1, поскольку линия формирования канавки не предоставляется, ухудшение результата оценки шума не наблюдается. С другой стороны, в примере 1, уменьшение потерь в железе не достигается.
[0103] Пример несоответствующего угла
В примере 2, угол, сформированный посредством линии обработки для управления магнитными доменами и ортогонального по отношению к направлению прокатки направления, является чрезмерным. В примере 2, результат оценки шума ухудшается, но уменьшение потерь в железе не достигается.
[0104] Пример несоответствующей глубины канавки
В примере 3, глубина канавки является недостаточной. В примере 3, уменьшение потерь в железе не достигается. В примере 4, глубина канавки является чрезмерной. В примере 4, результат оценки шума ухудшается, но уменьшение потерь в железе не достигается.
[0105] Пример несоответствующей ширины канавки
В примере 5, ширина канавки является недостаточной. В примере 5, уменьшение потерь в железе не достигается. В примере 6, ширина канавки является чрезмерной. В примере 6, результат оценки шума ухудшается, но уменьшение потерь в железе не достигается.
[0106] Пример, в котором доля присутствия канавки в первой области является несоответствующей
В примере 9, канавка равномерно формируется в линии обработки для управления магнитными доменами. В примере 9, доля присутствия канавки как в первой области, так и во второй области задается равной низкому уровню. В примере 9, шум подавляется до низкого уровня, с другой стороны, уменьшение потерь в железе не достигается.
[0107] Пример, в котором доля присутствия канавки во второй области является чрезмерной
В примере 10, канавка равномерно формируется в линии обработки для управления магнитными доменами. В примере 10, доля присутствия канавки как в первой области, так и во второй области задается равной высокому уровню. В примере 10, уменьшение потерь в железе достигается, но уменьшение уровня шума не достигается.
[0108] В примере 7, примере 8 и примерах 11-29, канавка предпочтительно формируется в точке, имеющей угол β в 1° или меньше. В примере 7, примере 8 и примерах 11-29, форма канавки в линии формирования канавки также находится в пределах соответствующего диапазона. В примере 7, примере 8 и примерах 11-29, достигается как уменьшение потерь в железе, так и уменьшение уровня шума. В примере, в котором взаимосвязь "доля присутствия канавки в первой области ≥ доли присутствия канавки в третьей области ≥ доли присутствия канавки во второй области" удовлетворяется, потери в железе и шум дополнительно уменьшаются.
Краткое описание ссылок с номерами
[0109] 30 - устройство получения изображений
31 - блок активации источника света
33 - MO-датчик
35 - датчик изображений
37 - блок обработки сигналов
40 - устройство анализа
41 - блок вычисления
43 - запоминающее устройство
45 - блок отображения
47 - блок ввода
49 - интерфейс связи
50 - лист электротехнической стали с ориентированной зеренной структурой
52 - линия обработки для управления магнитными доменами
90 - линия формирования канавки (участок, в котором присутствует канавка, имеющая глубину в 5-50 мкм и ширину в 10-300 мкм,)
500 - устройство лазерного облучения
L - решетка
C - ячейка
A1 - первая область
A2 - вторая область
A3 - третья область
P1 - точка измерений, определенная в качестве первой области
P2 - точка измерений, определенная в качестве второй области
P3 - точка измерений, определенная в качестве третьей области
RD - направление прокатки
TD - ортогональное по отношению к направлению прокатки направление.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2746949C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2748775C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2764010C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ МАГНИТНЫЕ СВОЙСТВА | 2019 |
|
RU2763924C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2771129C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
Изобретение относится к группе изобретений, включающей лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления. На поверхности листа электротехнической стали с ориентированной зеренной структурой доля присутствия канавки, которая представляет собой долю части, в которой канавка, имеющая глубину 5-50 мкм и ширину 10-300 мкм, присутствует среди полной протяженности линий обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления и размещаются в направлении прокатки, составляет 50% или больше в первой области. Первая область представляет собой область, в которой угол β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении, составляет 1° или меньше. При этом доля присутствия канавки во второй области, в которой угол β больше 2°, меньше 50%. В результате чего в заявленном изобретении обеспечивается измельчение магнитных доменов для конкретной точки листа. 2 н. и 4 з.п. ф-лы, 11 ил., 3 табл. 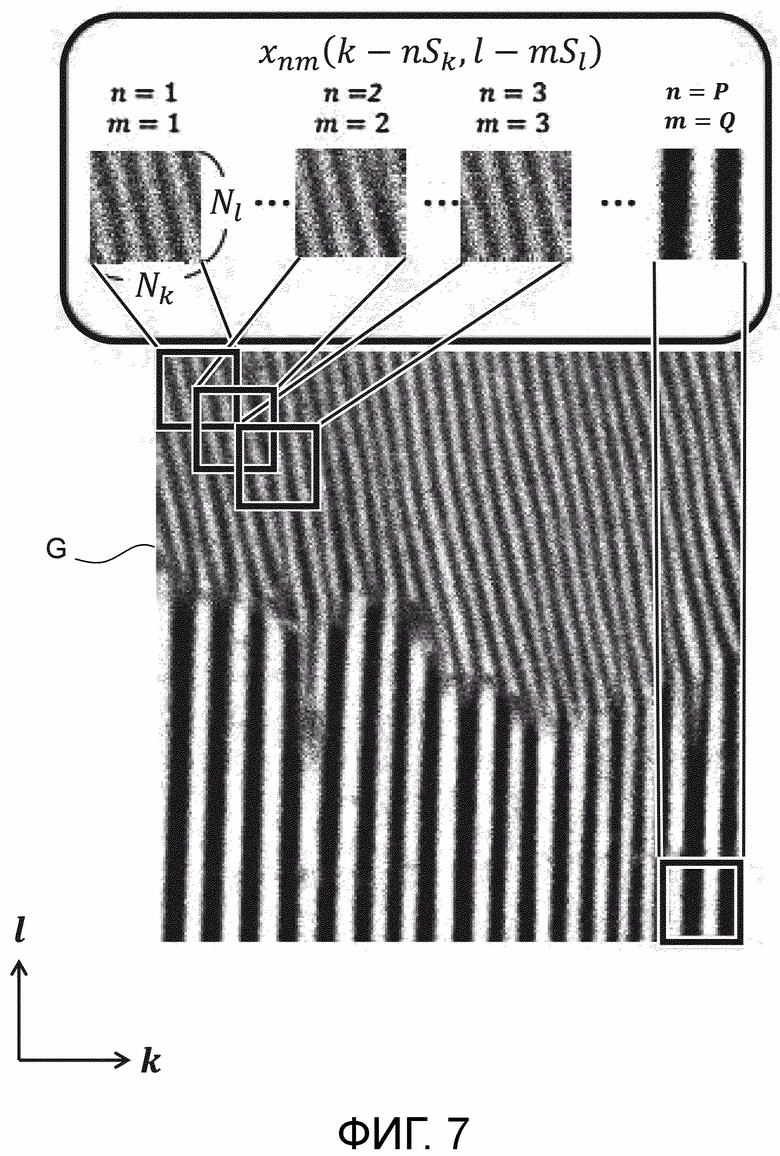
1. Лист электротехнической стали с ориентированной зеренной структурой, в котором
на поверхности листа электротехнической стали с ориентированной зеренной структурой доля присутствия канавки, которая представляет собой долю части, в которой канавка, имеющая глубину 5-50 мкм и ширину 10-300 мкм, присутствует среди полной протяженности линий обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления и размещаются в направлении прокатки, составляет 50% или больше в первой области, которая представляет собой область, в которой угол β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении, составляет 1° или меньше,
доля присутствия канавки меньше 50% во второй области, в которой угол β больше 2°.
2. Лист электротехнической стали с ориентированной зеренной структурой по п. 1, в котором доля присутствия канавки составляет 20% или больше и 80% или меньше в третьей области, которая представляет собой область, в которой угол β больше 1° и 2° или меньше, доля присутствия канавки в первой области больше или равно доли присутствия канавки в третьей области, больше или равно доли присутствия канавки во второй области.
3. Лист электротехнической стали с ориентированной зеренной структурой по п. 1 или 2, в котором канавка, имеющая глубину 5-50 мкм и ширину 10-300 мкм, присутствует с интервалом от 1 мм до 20 мм в направлении прокатки.
4. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой, при этом способ содержит этапы, на которых
получают изображение магнитного домена листа электротехнической стали с ориентированной зеренной структурой;
определяют, на основе пространственного распределения ширины магнитного домена изображения магнитного домена и угла β, который представляет собой угол отклонения зерна от ориентации Госса вокруг оси в ортогональном по отношению к направлению прокатки направлении, точку, в которой канавка, имеющая глубину 5-50 мкм и ширину 10-300 мкм, формируется среди линий обработки для управления магнитными доменами, которые формируют угол в 0-45° относительно ортогонального по отношению к направлению прокатки направления листа электротехнической стали с ориентированной зеренной структурой и размещаются в направлении прокатки;
формируют канавку до точки, определенной во время определения среди линий обработки для управления магнитными доменами.
5. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 4, в котором при этапе определения точка, имеющая угол β в 1° или меньше в линии обработки для управления магнитными доменами, определяется в качестве точки, в которой формируется канавка.
6. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 4 или 5, в котором при этапе определения пространственное распределение ширины магнитного домена извлекается из изображения магнитного домена посредством использования двумерного преобразования Фурье.
| JPH 11293340 A, 26.10.1999 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ МАГНИТНЫЕ СВОЙСТВА | 2019 |
|
RU2763924C1 |
| JP 2020169373 A, 15.10.2020. | |||

