ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к электротехнической листовой стали с ориентированной зеренной структурой, которую применяют, например, в качестве материала стального сердечника обмоточного трансформатора, а также к способу изготовления упомянутой стали. В частности, настоящее изобретение относится к электротехнической листовой стали с ориентированной зеренной структурой, в которой потери в железе снижены за счет формирования канавок на поверхности стали посредством обработки лазерным лучом, а также к способу изготовления упомянутой стали.
Приоритет испрашивается согласно японской заявке на патент №2012-103212, поданной 27 апреля 2012 г., содержание которой включено в настоящую заявку посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Электротехническая листовая сталь с ориентированной зеренной структурой - это электротехническая сталь, которая содержит кремний и в которой ось легкого намагничивания (ориентация (110)<001>) кристаллических зерен структуры в значительной степени совпадает с направлением прокатки в процессе изготовления стали. Упомянутая сталь обладает структурой, в которой многочисленные магнитные домены, намагниченность которых ориентирована по направлению прокатки, расположены в ряд вместе со стенками магнитных доменов, размещающимися между доменами, причем большинство упомянутых стенок являются 180-градусными доменными стенками. Магнитные домены электротехнической листовой стали с ориентированной зеренной структурой называются 180-градусными магнитными доменами и упомянутая сталь легко намагничивается в направлении прокатки. По этой причине при определенной относительно небольшой силе намагничивания плотность магнитного потока высокая, а потери в железе (потери энергии) низкие. Следовательно, электротехническая листовая сталь с ориентированной зеренной структурой наилучшим образом подходит в качестве материала для стальных сердечников трансформаторов. В качестве параметра потерь в железе обычно применяют величину W17/50 (Вт/кг). Эта величина показывает потери в железе, возникающие в упомянутой стали, когда возбуждение переменным током выполняют так, что максимальный магнитный поток достигает 1,7 Тл при частоте 50 Гц. Если снизить величину W17/50, то можно изготовить более эффективный трансформатор.
Обычный способ изготовления электротехнической листовой стали с ориентированной зеренной структурой схематично описан ниже. Толщину горячекатаной кремнистой листовой стали (горячекатаного листа), содержащей предварительно заданное количество кремния, доводят до требуемого значения посредством отжига и холодной прокатки. Затем кремнистую листовую сталь отжигают в непрерывной печи для отжига, обеспечивая первичную рекристаллизацию (размер зерна от 20 до 30 мкм) одновременно с обезуглероживанием и снятием напряжений. Далее на поверхность кремнистой листовой стали (здесь и далее именуется также просто как «листовая сталь») наносят отжиговый сепаратор - термостойкое покрытие, содержащее MgO в качестве основного компонента, листовую сталь сматывают в рулон цилиндрической формы и проводят отжиг в камерной печи при высокой температуре порядка 1200°С в течение около 20 ч, формируя таким образом текстуру вторичной рекристаллизации в листовой стали, после чего на поверхности стали формируют стеклянную пленку.
При этом, поскольку эта листовая сталь содержит, например, ингибиторы такие, как MnS или AlN, то в кристаллической структуре преимущественно растут так называемые «зерна Госса», для которых направление прокатки и магнитные домены с легким намагничиванием соответствуют одно другому. В результате получают электротехническую листовую сталь с ориентированной зеренной структурой, которая после конечного отжига обладает высокой степенью ориенитрованности кристаллов. После конечного отжига рулон разматывают и листовую сталь непрерывно транспортируют в отдельную печь для отжига, выполняя выравнивающий отжиг и устраняя таким образом ненужную деформацию листовой стали. Вдобавок к этому на поверхности листовой формируют пленку покрытия, прикладывая к поверхности натяжение и обеспечивая электрическую изоляцию. В результате изготавливают электротехническую листовую сталь с ориентированной зеренной структурой.
Упомянутая сталь с ориентированной зеренной структурой, изготовленная описанным выше способом, даже без дополнительной обработки обладает низкими потерями в железе. Однако потери в железе можно дополнительно снизить, если приложить к стали деформацию, практически перпендикулярную направлению прокатки (здесь и далее именуется также как «направление транспортировки») и имеющую постоянный интервал (равный интервал). В этом случае под действием локальной деформации формируются 90-градусные магнитные домены, в которых намагниченность и направление прокатки взаимно ортогональны, а интервалы между стенками практически прямоугольных 180-градусных магнитных доменов сужаются (уменьшается ширина упомянутых доменов) под действием магнитостатической энергии 90-градусных доменов в качестве источников. Поскольку потери в железе (W17/50) имеют положительную корреляцию с интервалом между стенками 180-градусных магнитных доменов, то упомянутые потери снижаются на основании этого принципа.
Например, как показано в Патентном Документе 1, уже применяют на практике метод, при котором к листовой стали прикладывают деформацию посредством лазерного облучения. Аналогично, если в электротехнической листовой стали с ориентированной зеренной структурой формируют канавки глубиной в диапазоне от 10 до 30 мкм практически перпендикулярно направлению прокатки и с постоянным интервалом, то потери в железе снижаются. Это обусловлено возникновением магнитных полюсов по периферии канавок вследствие изменения магнитной проницаемости в пустотах канавок и сужением интервалов между стенками 180-градусных магнитных доменов, вызванным упомянутыми полюсами, что приводит к снижению потерь в железе. Примеры методов формирования канавок включают: метод, раскрытый в Патентном Документе 2, в которой канавки формируют в холоднокатаном листе посредством электролитического травления; метод, раскрытый в Патентном Документе 3, в котором холоднокатаный лист прессуют посредством инструмента с зубчатым профилем; метод, раскрытый в Патентном Документе 4, в котором стальной лист (обрабатываемый участок листа) расплавляют и испаряют с помощью лазерного излучения.
В связи с этим силовые трансформаторы в целом разделяют на пластинчатые трансформаторы и обмоточные трансформаторы. Пластинчатые трансформаторы изготавливают путем шихтования (наслаивания) и фиксации многочисленных пластин из электротехнической стали. С другой стороны, в процессе изготовления обмоточных трансформаторов текстурованную электротехническую листовую сталь наматывают, накладывая витки один на другой в процессе намотки, поэтому упомянутую сталь подвергают отжигу для устранения деформации (например, деформации, вызванной изгибом). Следовательно, упомянутую сталь, раскрытую в Патентном Документе 1, в котором к листовой стали прикладывают деформацию, снижая потери в железе, можно применять в пластинчатом трансформаторе, сохраняя эффект снижения потерь в железе. Однако, электротехническую листовую сталь с ориентированной зеренной структурой невозможно использовать в обмоточном трансформаторе, сохраняя упомянутый эффект. А именно, поскольку деформация исчезает вследствие упомянутого отжига, то эффект снижения потерь в железе также исчезает. С другой стороны, в упомянутой стали, изготовленной с применением метода формирования канавок для снижения потерь в железе, даже после упомянутого отжига эффект снижения потерь в железе сохраняется. Следовательно, такая сталь обладает преимуществом в том, что ее можно использовать как в пластинчатом, так и в обмоточном трансформаторе.
Ниже описаны известные способы формирования канавок. В способе, раскрытом в Патентном Документе 2, в котором канавки формируют в холоднокатаном листе, применяя электролитическое травление, стеклянная пленка сформирована на поверхности упомянутой стали, подвергнутой, например, вторичной рекристаллизации, упомянутую пленку линейно удаляют с помощью лазера или механическим методом, а затем на участках обнаженной матрицы формируют канавки с помощью травления. В этом способе процесс обработки сложен, поэтому высоки производственные затраты и существует ограничение по скорости обработки.
В способе, раскрытом в Патентном Документе 3, в котором холоднокатаный лист прессуют посредством инструмента с зубчатым профилем, применяют весьма твердую электротехническую листовую сталь, содержащую около 3% кремния, поэтому упомянутый инструмент легко изнашивается и разрушается. Вследствие износа инструмента глубина канавок изменяется и эффект снижения потерь в железе становится неравномерным. С целью устранения этой проблемы необходимо строго контролировать форму профиля инструмента в процессе обработки.
Способ с применением лазерного облучения (называемый лазерным методом) обладает полезным эффектом, заключающимся в том, что можно сформировать канавки с высокой скоростью посредством сфокусированного лазерного луча, имеющего высокую плотность энергии. Далее, поскольку лазерный метод является бесконтактным методом обработки, то за счет контроля мощности лазера можно выполнять стабильную и равномерную обработку канавок. В связи с лазерным методом ранее предпринимались попытки эффективного формирования канавок глубиной от 10 мкм и более на поверхности листовой стали. Например, в Патентном Документе 4 раскрыт способ формирования канавок за счет реализации высокой плотности энергии (плотность энергии в фокальной точке) от 2×105 Вт/мм2 и более посредством импульсного CO2 лазера (длина волны от 9 до 11 мкм), обладающего высокой пиковой мощностью. В описанном способе между последовательными импульсами установлены периоды останова лазера, поэтому при сканировании поверхности листовой стали лазерным лучом с высокой скоростью, лунки (ряд точек), формирующиеся под действием импульсов, соединяются одна с другой вдоль линии сканирования лазерным лучом, образуя канавку.
С другой стороны, в Патентном Документе 5 раскрыт способ, в котором, формируя непрерывно вытянутые канавки с помощью луча лазера непрерывного действия, существенно уменьшают выступы, формирующиеся из жидкого материала, образующегося на периферийном участке канавок.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный Документ 1: японская рассмотренная патентная заявка № S58-26406, вторая публикация.
Патентный Документ 2: японская рассмотренная патентная заявка № S62-54873, вторая публикация.
Патентный Документ 3: японская рассмотренная патентная заявка № S62-53579, вторая публикация.
Патентный Документ 4: японская нерассмотренная патентная заявка № H06-57335, первая публикация.
Патентный документ 5: публикация заявки PCT WO 2011/125672.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ПОСРЕДСТВОМ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Между тем лазерный метод имеет следующую проблему. С помощью способа, раскрытого в Патентном Документе 5, минимизируют выступы, возникающие на поверхности листовой стали. Однако по периферии вокруг дна канавки все еще остается участок, образовавшийся в результате вторичного затвердевания после плавления вследствие лазерного облучения и вызывающий деформацию листовой стали, конкретнее - изгиб в направлении прокатки (так называемый L-изгиб). При изготовлении трансформатора методом наложения многочисленных стальных пластин, под влиянием упомянутого изгиба снижается коэффициент заполнения и возникает проблема ухудшения характеристик трансформатора. Кроме того, аналогичным образом, под влиянием упомянутого изгиба возникает локальная концентрация напряжений при пакетировании стальных пластин и сжатии пакета. В результате, потери в железе трансформатора могут возрасти.
Настоящее изобретение разработано с учетом описанных выше обстоятельств и цель изобретения заключается в подавлении деформации, например изгиба в направлении прокатки, вызванного канавками, сформированными с помощью лазерного луча в электротехнической листовой стали с ориентированной зеренной структурой для того, чтобы снизить потери в железе.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
В настоящем изобретении выбраны следующие средства решения упомянутых проблем для достижения описанной выше цели.
(1) В соответствии с одним аспектом настоящего изобретения разработана электротехническая листовая сталь с ориентированной зеренной структурой, содержащая канавки, каждая из которых вытянута в направлении, пересекающем направление транспортировки, причем канавки сформированы с заданным шагом PL в направлении транспортировки посредством облучения лазерным лучом, причем связь между величиной D стандартного отклонения и шагом PL удовлетворяет следующему соотношению (1), в котором величина D - это стандартное отклонение расстояний между линейно аппроксимированной прямой, полученной из осевой линии каждой канавки в направлении ширины канавки методом наименьших квадратов, и соответствующими положениями на осевой линии, а средний угол, образованный между касательными в каждом из упомянутых положений на осевой линии и направлением, перпендикулярным направлению транспортировки, составляет от более чем 0 до 30°.
Выражение 1
0,02≤(D/PL) (1)
(2) электротехническая листовая сталь с ориентированной зеренной структурой по п. (1), в которой каждая из канавок может быть выполнена в форме кривой линии;
(3) электротехническая листовая сталь с ориентированной зеренной структурой по п. (1) или (2), в которой канавки могут быть сформированы на лицевой и тыльной поверхностях упомянутой стали;
(4) электротехническая листовая сталь с ориентированной зеренной структурой по п. (3), в которой положения канавок, сформированных на лицевой поверхности, могут быть одинаковыми с положениями канавок, сформированных на тыльной поверхности упомянутой стали.
(5) В соответствии с другим аспектом настоящего изобретения предложен способ изготовления электротехнической листовой стали с ориентированной зеренной структурой, который включает облучение упомянутой стали лазерным лучом для формирования канавок, каждая из которых вытянута в направлении, пересекающем направление транспортировки, причем канавки расположены с предварительно заданным шагом PL в направлении транспортировки, причем связь между величиной D стандартного отклонения и шагом PL удовлетворяет следующему соотношению (1), в котором величина D - это стандартное отклонение расстояний между линейно аппроксимированной прямой, полученной из осевой линии каждой канавки в направлении ширины канавки методом наименьших квадратов, и соответствующими положениями на осевой линии, а средний угол, образованный между касательными в каждом из упомянутых положений на осевой линии и направлением, перпендикулярным направлению транспортировки, составляет от более чем 0 до 30°.
Выражение 1
0,02≤(D/PL) (1)
(6) Способ изготовления электротехнической листовой стали с ориентированной зеренной структурой по п. (5), в котором длина волны лазерного луча может находиться в диапазоне от 0,4 до 2,1 мкм.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с упомянутыми аспектами настоящего изобретения, в электротехнической листовой стали с ориентированной зеренной структурой можно подавить деформацию, например изгиб в направлении прокатки, обусловленный канавками, сформированными посредством обработки лазерным лучом для снижения потерь в железе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - принципиальная схема, иллюстрирующая состояние формирования канавок с помощью обработки лазерным лучом на поверхности электротехнической листовой стали с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 - принципиальная схема, иллюстрирующая детали формы профиля канавки (кривой), которая сформирована в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
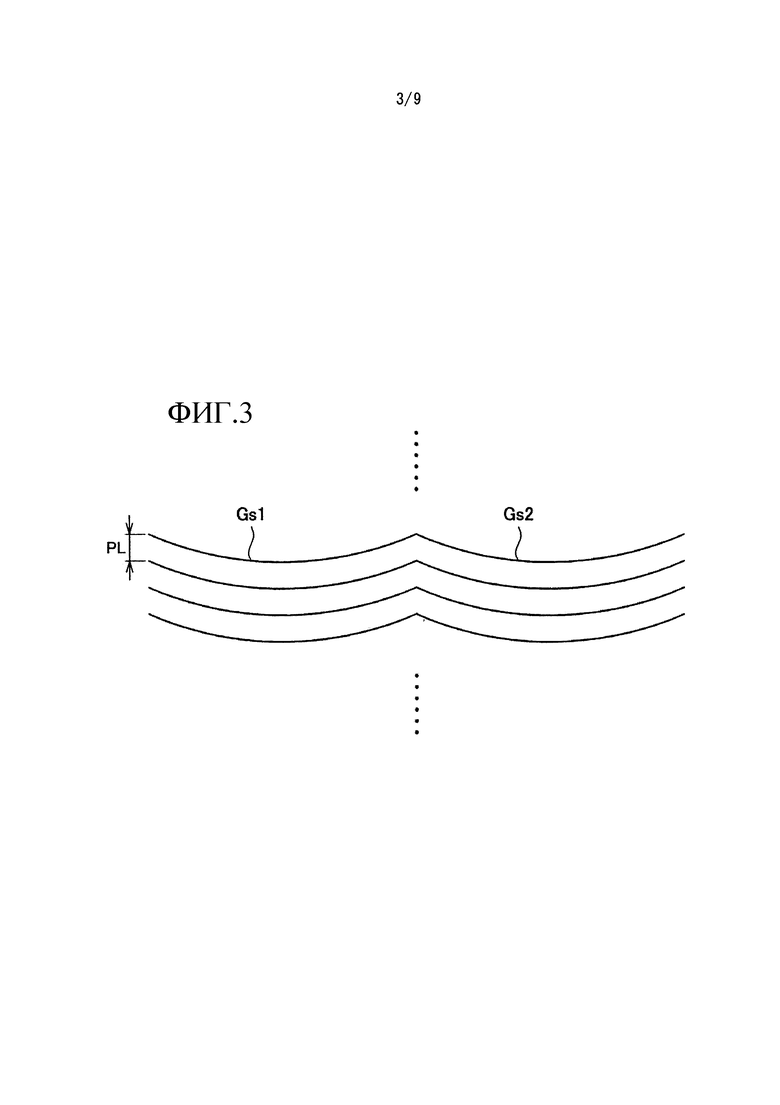
Фиг. 3 - принципиальная схема, иллюстрирующая пример расположения нескольких групп кривых (групп канавок), которые сформированы в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
Фиг. 4А - принципиальная схема, иллюстрирующая первый пример формы профиля канавки, которая сформирована в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
Фиг. 4B - принципиальная схема, иллюстрирующая второй пример формы профиля канавки, которая сформирована в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
Фиг. 4C - принципиальная схема, иллюстрирующая третий пример формы профиля канавки, которая сформирована в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
Фиг. 4D - принципиальная схема, иллюстрирующая четвертый пример формы профиля канавки, которая сформирована в упомянутой стали с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления.
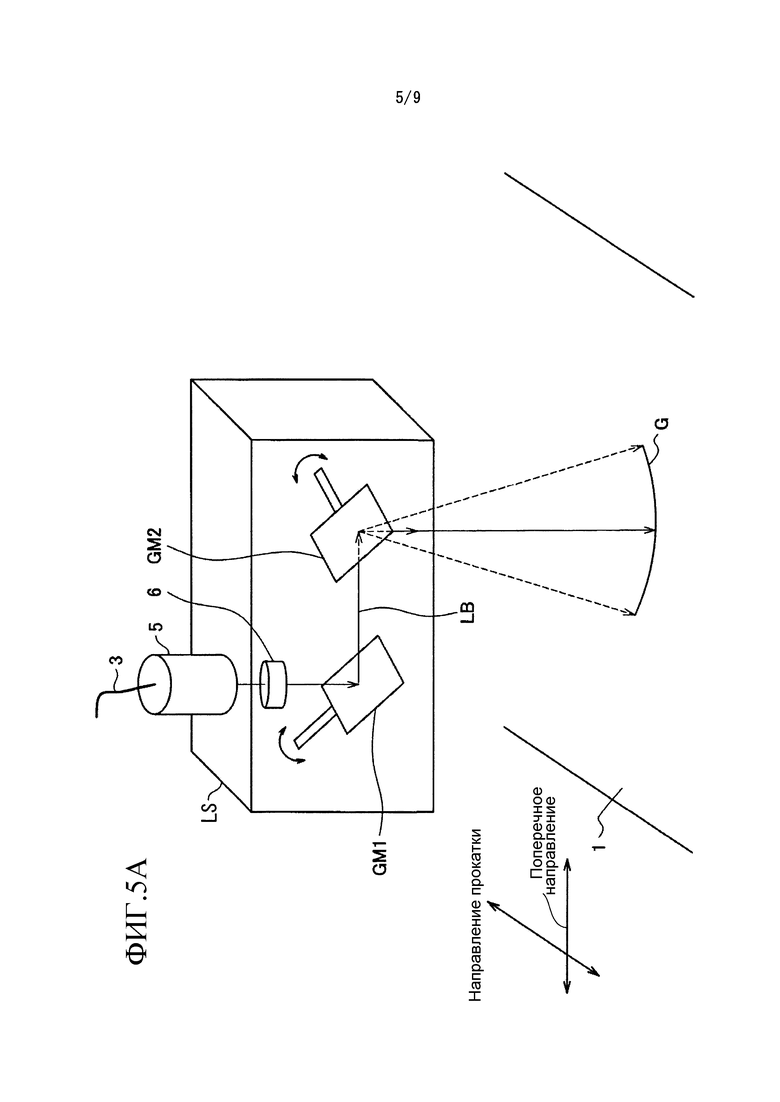
Фиг. 5А - принципиальная схема, иллюстрирующая первый пример конфигурации лазерного сканера, использованного для обработки лазерным лучом.
Фиг. 5В - принципиальная схема, иллюстрирующая второй пример конфигурации лазерного сканера, использованного для обработки лазерным лучом.
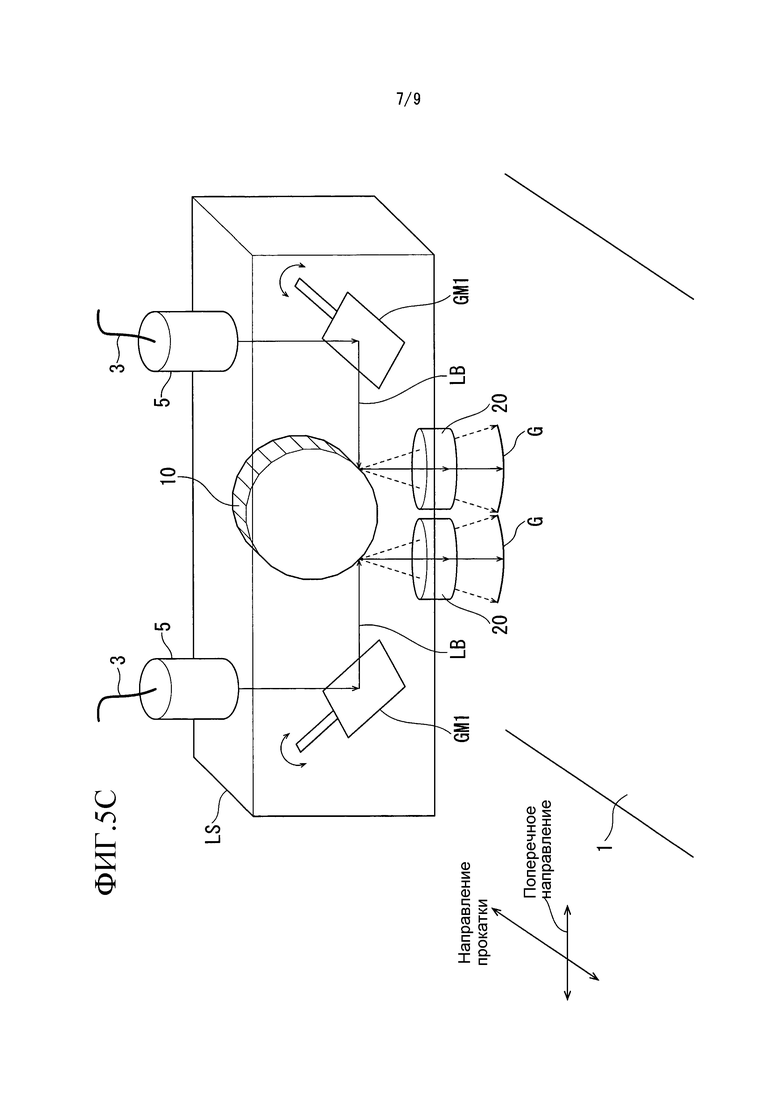
Фиг. 5С - принципиальная схема, иллюстрирующая третий пример конфигурации лазерного сканера, использованного для обработки лазерным лучом.
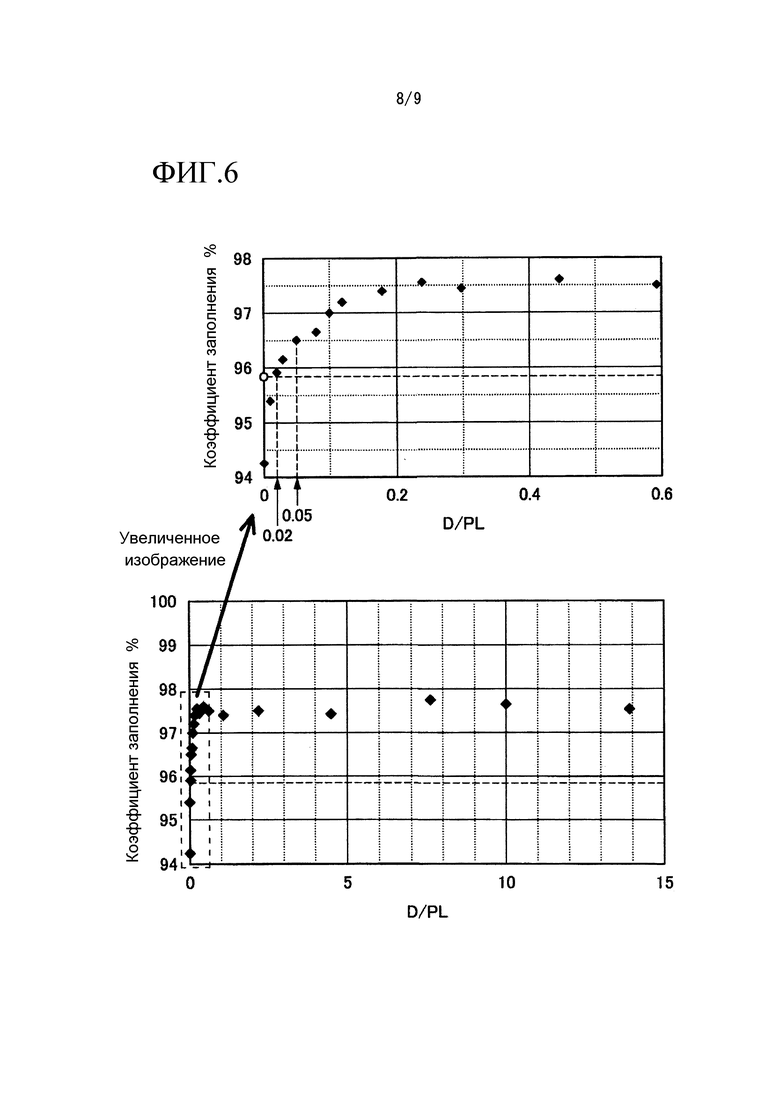
Фиг. 6 - принципиальная схема, иллюстрирующая связь между величиной стандартного отклонения относительно линейно аппроксимированной прямой осевой линии канавки и коэффициента заполнения.
Фиг. 7 - принципиальная схема, иллюстрирующая форму поперечного сечения упомянутой стали в соответствии с другим вариантом осуществления настоящего изобретения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже описаны детали предпочтительного варианта осуществления настоящего изобретения на основании приложенных чертежей. В описании изобретения и упомянутых чертежах компоненты, имеющие практически одинаковые функции, обозначены одинаковыми ссылочными цифрами и описание этих компонентов не повторяется.
Электротехническая листовая сталь с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения содержит листовую сталь, стеклянную пленку, сформированную на поверхности упомянутой стали, и изоляционную пленку, сформированную на стеклянной пленке. Обычно листовую сталь изготавливают из железного кремнийсодержащего сплава, который применяют в качестве исходного материала для электротехнической листовой стали с ориентированной зеренной структурой. Листовая сталь в соответствии с упомянутым вариантом осуществления содержит, например (в % по массе): 2,5-4,0 кремния, 0,02-0,10 углерода, 0,05-0,20 марганца, 0,020-0,040 кислоторастворимого алюминия, 0,002-0,012 азота, 0,001-0,010 серы, 0,01-0,04 фосфора, остальное - железо и неизбежные примеси. Толщина листовой стали обычно составляет 0,15-0,35 мм. Ширина листовой стали составляет, например, около 1 м. В дополнение к описанным выше элементам электротехническая листовая сталь с ориентированной зеренной структурой в соответствии с упомянутым вариантом осуществления может также содержать медь, хром, олово, сурьму, титан, бор, кальций, р.з.м. (редкоземельные элементы, такие как иттрий, церий или лантан), или аналогичные элементы в качестве неизбежных примесей или в качестве элементов, улучшающих магнитные свойства и вводимых в количестве, не вызывающем ухудшения механических и магнитных свойств упомянутой стали.
На поверхности электротехнической листовой стали 1, соответствующей варианту осуществления, как показано на фиг. 1, формируют криволинейные канавки G (см. фиг. 2), расположенные периодически в направлении прокатки и вытянутые каждая в направлении (поперечное направление), практически перпендикулярном направлению прокатки. Относительно формы поперечного сечения канавки G известны, например, следующие параметры - глубина 5-50 мкм, ширина 10-300 мкм. Шаг канавок G предпочтительно составляет 2-10 мм. В данном варианте осуществления на поверхности листовой стали 1 каждую канавку G формировали в форме кривой линии. Ниже описана предпочтительная форма кривой линии, которая образована осевой линией канавки G в направлении ширины канавки (далее называется также просто как «осевая линия канавки G»). В последующем описании кривая, образованная посредством осевой линии канавки G, названа просто как «кривая» для удобства описания. Обычно, как показано на фиг.1, всю ширину листовой стали 1, достигающую 1 м, покрывают многочисленными группами Gs1, Gs2 и Gs3 кривых, (остальные опущены), где каждая группа содержит множество канавок G. С помощью одного лазерного сканера затруднительно сформировать канавки по всей ширине, поэтому для формирования канавок обычно применяют несколько сканеров LS1, LS2 и LS3 (остальные опущены). В результате на листовой стали 1 формируют многочисленные группы Gs1, Gs2 и Gs3 кривых (остальные опущены). Однако настоящее изобретение не ограничено представленной конфигурацией; так и один лазерный сканер может сформировать одну группу кривых по всей ширине листовой стали. Конструкция лазерного сканера описана ниже. Кроме того, в последующем описании, когда нет необходимости выделять одну из групп Gs1, Gs2 и Gs3 (остальные опущены), эти группы в целом называют как «группы Gs кривых».
Каждая группа Gs кривых содержит множество кривых G (канавок G), которые сформированы с предварительно заданными шагами PL. На фиг. 2 для удобства описания показана только одна кривая G. В электротехнической листовой стали с ориентированной зеренной структурой, соответствующей настоящему изобретению, связь величины D стандартного отклонения линейно аппроксимированной линии С каждой кривой G с шагом PL удовлетворяет представленному ниже соотношению (1). В упомянутой стали этому соотношению удовлетворяют все кривые G, содержащиеся в каждой группе Gs.
Выражение 1:
0,02≤(D/PL) (1).
Величина D стандартного отклонения получена следующим образом. В первую очередь, в системе координат, в которой ось x представляет направление, перпендикулярное направлению транспортировки листовой стали 1, а ось y представляет направление транспортировки, кривую G выразили посредством функции y=f(x). Линейно аппроксимированную прямую линию С кривой G, которую представили уравнением y=ax+b, получили с помощью хорошо известного метода наименьших квадратов. Затем в новой системе координат, в которой ось Х представляет направление прямой С, а ось Y представляет направление, перпендикулярное оси Х, кривую G выразили посредством Y=g(X). Оси X и Y могут быть параллельны осям х и y, но в зависимости от формы кривой G могут также быть наклонены относительно осей х и y, как показано на фиг. 2. Величину D стандартного отклонения определили с помощью соотношения (2).
Выражение 2
 ,
,
где LC - длина кривой G по направлению оси Х.
Кроме того, в настоящем изобретении, как показано на фиг. 2, амплитуду кривой G определили как сумму расстояния Au и расстояния Ab (A=Au+Ab), где Au - расстояние, измеренное от аппроксимированной линии С кривой G до точки, наиболее удаленной от аппроксимированной линии С в направлении вверх (положительное направление по оси Y), Ab - расстояние, измеренное от аппроксимированной линии С до точки, наиболее удаленной от аппроксимированной линии С в направлении вниз (отрицательное направление по оси Х).
Далее приведено обоснование задания отношения (D/PL) равным или превышающим 0,02 в соответствии с соотношением (1). В известных способах предшествующего уровня техники, в которых осевая линия канавки G - это прямая (D/PL=0), положения центра канавки G, которая является исходной точкой деформации, по направлению ширины канавки, расположены линейно на линейно-аппроксимированной прямой С. С другой стороны, авторы настоящего изобретения обнаружили, что, если исходную точку деформации сместить от прямой С за счет искривления осевой линии канавки G (как в конкретном случае, показанном на фиг. 2, где положения соответствующих точек кривой G разбросаны относительно оси Y при наблюдении кривой G по направлению оси Х), то суммарную величину деформации (искривления) листовой стали можно уменьшить. Величина D стандартного отклонения показывает степень разброса исходной точки деформации, а что касается изгиба, то важным является отношение величины D, имеющей размерность длины, к величине шага PL канавок. Как описано в приведенных ниже примерах, стало понятно, что при (D/PL), равном или превышающем 0,02, можно повысить коэффициент заполнения. В варианте осуществления настоящего изобретения форму канавки G не особенно ограничивают поскольку канавка не имеет прямолинейной формы, и можно рассматривать канавки различной формы, в том числе в форме дуги окружности, как показано на фиг. 4А, и в кусочно-линейной форме, как показано на фиг. 4В, где несколько прямых отрезков соединены один с другим, не образуя непрерывную гладкую кривую. Однако, в любом случае, описанный выше механизм изгиба не меняется и одинаковые эффекты можно получить, задавая (D/PL) равным или превышающим 0,02.
Конкретного предела (D/PL) для получения эффекта снижения величины изгиба листовой стали 1 не существует. Однако, если верхний предел величины (D/PL) чрезмерно высок, то увеличивается амплитуда А кривой G и возрастает угол между кривой G и направлением, ортогональным направлению транспортировки. В известных способах с целью измельчения магнитных доменов формируют линейные канавки G и при этом установлено, что, когда угол между направлением канавки G и направлением, ортогональным направлению транспортировки превышает ±30°, эффект снижения потерь в железе уменьшается. Аналогичным образом, в случае формирования криволинейных канавок G в соответствии с настоящим изобретением, когда среднее значение угла между направлением канавки G и направлением, ортогональным направлению транспортировки превышает ±30°, снижение потерь в железе затруднено. Следовательно, желательно, чтобы среднее значение угла между направлением канавки G и направлением, ортогональным направлению транспортировки находилось в пределах ±30°. Конкретнее, желательно, чтобы, угол θ(°) между касательными к кривой G в соответствующих точках этой кривой и направлением, ортогональным к направлению транспортировки, удовлетворял соотношению (3).
Выражение 3

Кроме того, с точки зрения снижения потерь в железе более предпочтительно, чтобы канавка G (кривая G) была гладкой, а угол, образованный касательными и направлением, ортогональным к направлению транспортировки, находился в пределах ±30° во всех точках канавки G (кривой G).
В приведенном выше описании сделано допущение в том, что канавка G имеет непрерывную протяженность. Такую канавку G можно получить посредством непрерывного сканирования листовой стали 1 лазерным лучом, применяя лазер непрерывного действия, как раскрыто в Патентном Документе 5. С другой стороны, в соответствии с другим вариантом осуществления настоящего изобретения, например, как раскрыто в Патентном Документе 4, можно обеспечить электротехническую листовую сталь, содержащую канавки, образованные рядами точек или канавки в форме ломаных линий, полученных за счет применения лазерных импульсов с периодическими временными интервалами.
К тому же, в настоящем изобретении, как показано на фиг. 3, группы Gs кривых, которые выглядят так, как будто они соединены, образуя одну длинную кривую G, можно получить за счет точного совмещения одних с другими концов кривых группы Gs1 с концами кривых G группы Gs2, даже применяя несколько лазерных сканеров. В этом случае в диапазоне, в котором сформирована одна длинная кривая G, когда величина D стандартного отклонения линейно-аппроксимированной прямой С, полученная точно так же, как описано выше, находится в диапазоне соотношения (1), можно получить электротехническую листовую сталь с ориентированной зеренной структурой, обладающую малой величиной изгиба.
Далее, как показано на фиг. 7, канавки G сформированы на лицевой и тыльной сторонах листовой стали 1. Соответственно, можно дополнительно снизить величину изгиба упомянутой стали по сравнению со случаем, когда канавки G сформированы только на одной поверхности. На фиг. 7 схематически показана форма сечения листовой стали 1 при наблюдении в поперечном направлении. На фиг. 7 канавки G сформированы на лицевой поверхности 1а и тыльной поверхности 1b листовой стали 1, причем положения канавок G (кривых G), сформированных на лицевой поверхности 1а, одинаковы с положениями канавок G (кривых G), сформированных на тыльной поверхности 1b. Здесь значение «одинаковые положения» относится не только к случаю, когда положения канавок G на лицевой поверхности 1а одинаковы с положениями канавок G на тыльной поверхности 1b, но и к случаю, когда канавки G, сформированные на лицевой и тыльной поверхностях, смещены одна от другой в направлении прокатки или в поперечном направлении, но величина смещения меньше или равна ширине канавок G. Таким образом, когда положения кривых G (канавок G), сформированных на лицевой поверхности 1а и тыльной поверхности 1b одинаковы, можно дополнительно уменьшить величину изгиба листовой стали 1 по сравнению со случаем, когда положения кривых G, сформированных на лицевой поверхности 1а и тыльной поверхности 1b листовой стали 1 не одинаковы.
Ниже детально с использованием чертежей описан вариант осуществления способа изготовления электротехнической листовой стали с ориентированной зеренной структурой в соответствии с этим вариантом. В первую очередь обычно упомянутую сталь в соответствии с этим вариантом осуществления изготавливают, например, используя сляб из кремнистой стали в качестве заготовки и выполняя процесс формирования периодических канавок с помощью лазерного облучения в дополнение к основному процессу производства упомянутой стали, который включает проводимые в следующем порядке горячую прокатку, отжиг, холодную прокатку, обезуглероживающий отжиг, окончательный отжиг, выравнивающий отжиг и формирование изоляционной пленки. Процесс формирования канавок посредством лазерного облучения проводят перед процессом формирования изоляционной пленки и после процесса холодной прокатки или после формирования изоляционной пленки. Когда процесс формирования канавок проводят после процесса формирования изоляционной пленки, участок отслоения изоляционной пленки образуется в периферийной области участка, облученного лазером, поэтому желательно, чтобы процесс формирования изоляционной пленки был проведен вторично. В настоящем варианте осуществления случай, при котором процесс формирования канавок с помощью лазерного облучения выполняют перед процессом формирования изоляционной пленки и после процесса выпрямляющего отжига, представлен в качестве примера, но такой метод облучения, как описан ниже, можно применять и в другом процессе производства.
Далее детально описан метод формирования канавок с помощью лазерного облучения с использованием принципиальной схемы, иллюстрирующей устройство, содержащее источники лазерного света и лазерные сканеры, которые применяются в настоящем варианте осуществления. На фиг. 1 показаны источники лазерного света и лазерные сканеры. Листовую сталь 1 перемещают в направлении прокатки (направлении транспортировки) с постоянной предварительно заданной скоростью VL технологической линии. Как показано на чертеже, лучи света, испускаемые несколькими источниками LO1, LO2 и LO3 (остальные опущены) лазерного света, проводят к нескольким лазерным сканерам LS1, LS2 и LS3 (остальные опущены) посредством оптических волокон (см. фиг. 5А-5С). С помощью упомянутых сканеров LS1, LS2 и LS3 (остальные опущены) облучают листовую сталь 1 посредством лазерных лучей LB1, LB2 и LB3 (остальные опущены), формируя на листовой стали 1 группы Gs1, Gs2 и Gs3 (остальные опущены) кривых.
В дальнейшем описании при отсутствии необходимости отличить источники LO1, LO2 и LO3 (остальные опущены) лазерного света один от другого упомянутые источники будут называться в целом как «источник LO лазерного света». Кроме того, при отсутствии необходимости отличить лазерные сканеры LS1, LS2 и LS3 (остальные опущены) один от другого упомянутые сканеры будут называться в целом как «сканер LS лазерного света». Аналогично, при отсутствии необходимости отличить лазерные лучи LB1, LB2 и LB3 (остальные опущены) один от другого упомянутые лучи будут называться в целом как «лазерный луч LB».
В качестве источника LO лазерного света предпочтительно применять источник, обладающий высокой способностью фокусировки лазерного света с длиной волны от 0,4 до 2,1 мкм, то есть такой источник лазерного света, как волоконный лазер или тонкодисковый YAG лазер. При использовании лазерного луча LB, испускаемого упомянутым источником LO, можно уменьшить влияние плазмы и предотвратить возникновение выступов.
На фиг. 5А представлена схема, иллюстрирующая пример конфигурации лазерного сканера LS. В качестве упомянутого сканера можно применять, например, хорошо известный гальваносканер. Упомянутый сканер LS содержит, как показано на фиг. 5А, конденсорную линзу 6 для фокусировки лазерного луча LB, испускаемого коллиматором 5, соединенным с источником LO лазерного света посредством оптического волокна 3, а также пару гальванических зеркал GM1 и GM2, которые отражают лазерный луч LB. Регулируя углы наклона двух гальванических зеркал GM1 и GM2, можно сканировать поверхность листовой стали 1 с высокой скоростью лазерным лучом LB, сфокусированным посредством линзы 6. В примере конфигурации лазерного сканера LS, показанного на фиг. 5А, можно сканировать лазерным лучом LB в основном в направлении (в поперечном направлении), перпендикулярном направлению прокатки за счет поворота зеркала GM2. В дополнение к этому, поворот зеркала GM1 имеет функцию создания интервала (амплитуды) от линейно-аппроксимированной прямой за счет сканирования лазерным лучом LB в основном в направлении, перпендикулярном поперечному направлению (т.е. в направлении прокатки). За счет перемещения линзы 6 вперед и назад по направлению оптической оси лазерного луча LB, можно корректировать изменение рабочего расстояния, зависящее от сочетания углов наклона двух зеркал GM1 и GM2. Разумеется, конфигурация лазерного сканера LS не ограничивается схемой, показанной на фиг. 5А, и можно применять любую конфигурацию, позволяющую чертить двумерные кривые G (канавки G) на листовой стали 1.
Например, как показано на фиг. 5В, можно рассмотреть конфигурацию, в которой одно гальваническое зеркало скомбинировано с многоугольным зеркалом, как раскрыто в Патентном Документе 5.
В примере конфигурации лазерного сканера LS, показанной на фиг. 5В, вращая многоугольное зеркало 10, можно выполнять сканирование лазерным лучом LB главным образом в поперечном направлении. В дополнение к этому, поворот гальвано зеркала GM1 имеет функцию создания интервала (амплитуды) от линейно-аппроксимированной прямой за счет сканирования лазерным лучом LB главным образом в направлении прокатки. В качестве конденсорной линзы применяют fθ-линзу 20. Даже если лазерный луч LB в процессе сканирования падает на fθ-линзу под углом, можно удерживать фокальную точку луча LB на листовой стали 1.
Кроме того, например, как показано на фиг. 5С, в конфигурации, в которой многоугольное зеркало 10 используется совместно двумя лазерными лучами LB, при необходимости применения нескольких лазерных сканеров LS для формирования канавок G на всем протяжении участка листовой стали с ориентированной зеренной структурой 1 в поперечном направлении, можно уменьшить количество сканеров LS. Следовательно, можно уменьшить и габаритный размер устройства.
Ширина и глубина канавки G определяются в зависимости от таких параметров, как энергия, скорость сканирования и форма фокуса лазерного луча LB. Эти параметры регулируют так, чтобы глубина канавки находилась в диапазоне 5-50 мкм, а ширина - в диапазоне 10-300 мкм. Для того чтобы испускать лазерные лучи с предварительно заданным интервалом PL, период Т времени, требуемый для одного сканирования, задают в соответствии с соотношением (4) (в течение периода Т начинают лазерное облучение от начальной точки по ширине сканирования, проводят лазерное сканирование до конечной точки по ширине сканирования и начинают следующее лазерное облучения от следующей начальной точки).
PL=T×VL (4)
На фиг. 4С и 4D показаны примеры формы одной кривой G (канавки G), полученной посредством сканирования лазерным лучом LB, испускаемым одним лазерным сканером LS в настоящем варианте осуществления. Величины (D/PL), рассчитанные по этим кривым G, являются одинаковыми. Однако, когда длина λ волны одного периода кривой G чрезмерно коротка, как показано на фиг. 4С, то требуется сканирование с высокой скоростью в направлении транспортировки, но сканер может быть ограничен максимально-допустимой скоростью сканирования. С другой стороны, на фиг. 4D длина λ волны кривой G больше по сравнению с фиг. 4С и сканер вряд ли будет ограничен по скорости сканирования. Например, в одном варианте осуществления, в котором формируют кривую G синусоидальной формы, как показано на фиг. 4С и 4D, с точки зрения промышленного производства предпочтительно, чтобы длина λ волны кривой G составляла 10 мм или более.
ПРИМЕРЫ
Ниже описан подтверждающий эксперимент для подтверждения эффектов вариантов осуществления. Прежде всего изготовили сляб, содержащий (в % по массе): 3,0 кремния, 0,05 углерода, 0,1 марганца, 0,02 кислоторастворимого алюминия, 0,01 азота, 0,01 серы, 0,02 фосфора, остальное - железо и неизбежные примеси. Этот сляб подвергли горячей прокатке при 1280°С, изготовив горячекатаный материал толщиной 2,3 мм. Далее упомянутый материал нагрели и выдержали при 1000°С в течение 1 мин. После такой термообработки материал подвергли травлению, а затем холодной прокатке. В результате изготовили холоднокатаный материал толщиной 0,23 мм. Этот материал подвергли обезуглероживающему отжигу при 800°С в течение 2 мин, после чего нанесли на материал термостойкое покрытие на основе оксида магния. В смотанном в рулон состоянии холоднокатаный материал с нанесенным на него термостойким покрытием загрузили в камерную печь и провели конечный отжиг при 1200°С в течение 20 ч. Далее выполнили выравнивающий отжиг, а затем методом, описанным ниже, сформировали канавки с помощью лазерного облучения, после чего на материале сформировали изоляционную пленку.
В качестве обрабатывающего устройства, содержащего лазерный сканер LS и другие компоненты, применили устройство, показанное на фиг. 1 и фиг. 5А. Ниже описан пример применения волоконного лазера, легированного Yb в качестве лазерной среды и использованного в качестве источника лазерного света. На фиг.1 листовая сталь 1 - это электротехническая листовая сталь c ориентированной зеренной структурой, изготовленная описанным выше процессом, ширина которой после окончательного отжига составляет 1000 мм, а на поверхности матрицы сформирована стеклянная пленка. Листовую сталь 1 перемещали в направлении прокатки (направление транспортировки) с постоянной скоростью VL.
Интенсивность лазерного луча составляла 1000 Вт, диаметр сфокусированного луча 0,04 мм, а шаг PL 5 мм. Каждая мгновенная скорость имеет направление вдоль касательной к кривой G, но модуль скорости, спроектированной на линейно-аппроксимированную прямую, находился в диапазоне 8000±450 мм/с. При этих параметрах облучения лазерным лучом сформировали в основном дугообразные канавки G, как показано на фиг. 4А. Длина Lc (см. фиг. 2) канавки, определяемая шириной сканирования одного сканера, составляла 100 мм. В этом эксперименте за счет изменения амплитуды А как параметра, изготовили образцы электротехнической листовой стали с ориентированной зеренной структурой, содержащие канавки G разной кривизны. Независимо от амплитуды А, ширина канавок находилась в диапазоне 55±5 мкм, а глубина - в диапазоне 15±3 мкм.
Кроме того, в качестве примера для сравнения, на таких же образцах листовой стали с ориентированной зеренной структурой сформировали канавки, используя метод механического прессования с помощью инструмента с зубчатым профилем. При этом форма канавок была линейной, а шаг PL канавок составлял 5 мм. Ширина канавок составляла 52 мкм, глубина - 14 мкм, причем профиль сечения канавок был практически таким же, как и у канавок, сформированных лазерным методом.
Для того чтобы оценить эффект величины изгиба, возникающего вследствие облучения лазерным лучом LB, измеряли коэффициент заполнения в соответствии со стандартом JIS 2550. Как описано выше, повышение коэффициента заполнения означает снижение величины изгиба листовой стали 1.
Фиг. 6 иллюстрирует результаты измерений коэффициента заполнения. На графике фиг.6 горизонтальная ось представляет (D/PL), полученное описанным выше методом, а вертикальная ось представляет коэффициент заполнения. На фиг. 6 коэффициент заполнения линейных канавок (D/PL=0), которые были сформированы механически в примере для сравнения, обозначен белым кружком. Из фиг.6 можно видеть, что при (D/PL) меньше 0,02 коэффициент заполнения канавок G, полученных за счет применения лазерного метода, ниже, чем у механически сформированных линейных канавок; однако, когда (D/PL) равно или выше 0,02, упомянутый коэффициент канавок G, полученных за счет применения лазерного метода, выше, чем у механически сформированных линейных канавок. В частности, когда (D/PL) равно или выше 0,05, коэффициент заполнения показывает величину 96,5% или выше. Более того, при (D/PL), равном или превышающем 0,1, упомянутый коэффициент показывает высокую величину в 97% или выше.
Из представленных выше результатов можно видеть, что, когда связь между величиной D стандартного отклонения и шагом PL канавок удовлетворяет соотношению (1), величина изгиба листовой стали 1 может быть снижена. За счет снижения величины изгиба, при ламинировании и сжатии листовой стали в качестве материала стального сердечника обмоточного трансформатора, повышается коэффициент заполнения, улучшаются характеристики трансформатора и исчезает влияние концентрации напряжений. В результате можно реализовать весьма низкие потери в железе.
Выше описаны предпочтительные варианты осуществления настоящего изобретения. Однако настоящее изобретение не ограничено этими вариантами. Различные добавления, исключения, замены и другие модификации могут быть сделаны в настоящей конфигурации в рамках, не выходящих за пределы настоящего изобретения. Настоящее изобретение не ограничено изложенным выше описанием, но ограничено только прилагаемой формулой изобретения.
Промышленная применимость
В соответствии с настоящим изобретением, при формировании канавок на поверхности листовой стали посредством облучения лазерным лучом можно снизить величину деформации, вызванной формированием канавок. Следовательно, можно обеспечить электротехническую листовую сталь, обладающую следующими преимуществами. При ламинировании и сжатии упомянутой стали в качестве материала стального сердечника обмоточного трансформатора, повышается коэффициент заполнения, улучшаются характеристики трансформатора и исчезает влияние концентрации напряжений. В результате можно реализовать весьма низкие потери в железе.
Краткий перечень обозначений
1 - электротехническая листовая сталь с ориентированной зеренной структурой (листовая сталь);
3 - оптическое волокно;
5 - коллиматор;
6 - конденсорная линза;
10 - многоугольное зеркало;
20 - fθ-линза;
LB - лазерный луч;
PL - шаг канавок;
LO - источник лазерного света;
LS - лазерный сканер;
G - канавка (кривая);
Gs - группа кривых.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |
| ТЕКСТУРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2509163C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| Лист из анизотропной электротехнической стали со стабилизацией магнитных потерь и термостабильными лазерными барьерами | 2021 |
|
RU2763025C1 |
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2509814C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2840516C2 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |





Изобретение относится к электротехническим листовым сталям. Электротехническая листовая сталь с ориентированной зеренной структурой содержит канавки, каждая из которых выполнена проходящей в направлении, пересекающем направление прокатки упомянутой листовой стали, причем упомянутые канавки сформированы посредством облучения лазерным лучом с предварительно заданными шагами PL в направлении прокатки. Форма каждой из канавок на лицевой поверхности упомянутой листовой стали определяется в форме кривой линии на упомянутой стали. Причем связь между величиной D стандартного отклонения и шагом PL удовлетворяет следующему соотношению (1), в котором величина D - это стандартное отклонение расстояний между линейно аппроксимированной прямой, полученной из искривленной осевой линии каждой канавки в направлении ширины канавки методом наименьших квадратов, и соответствующими положениями на упомянутой искривленной осевой линии, средний угол, образованный между касательными в каждом из упомянутых положений на упомянутой искривленной осевой линии и направлением, перпендикулярным направлению прокатки, составляет от более чем 0 до 30°: 0,02≤(D/PL). Технический результат заключается в снижении потерь в железе в листовой стали. 2 н. и 3 з.п. ф-лы, 7 ил.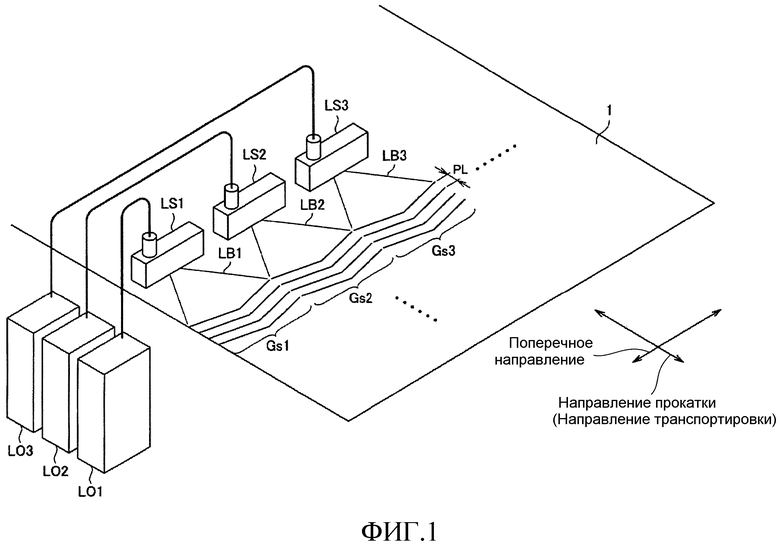
1. Электротехническая листовая сталь с ориентированной зеренной структурой, содержащая
канавки, каждая из которых проходит в направлении, пересекающем направление транспортировки, причем упомянутые канавки сформированы посредством облучения лазерным лучом с предварительно заданными шагами PL в направлении транспортировки, при этом связь между величиной D стандартного отклонения и шагом PL удовлетворяет следующему соотношению (1), в котором величина D - это стандартное отклонение расстояний между линейно аппроксимированной прямой, полученной из осевой линии каждой канавки в направлении ширины канавки методом наименьших квадратов, и соответствующими положениями на осевой линии,
а средний угол, образованный между касательными в каждом из упомянутых положений на осевой линии и направлением, перпендикулярным направлению транспортировки, составляет от более, чем 0 до 30°,
Выражение 1:
0,02≤(D/PL) (1).
2. Электротехническая листовая сталь с ориентированной зеренной структурой по п. 1, в которой каждая из канавок выполнена в форме кривой линии на упомянутой стали.
3. Электротехническая листовая сталь с ориентированной зеренной структурой по п.п. 1 или 2, в которой канавки сформированы на лицевой и тыльной поверхностях упомянутой стали.
4. Электротехническая листовая сталь с ориентированной
зеренной структурой по п. 3, в которой положения канавок, сформированных на лицевой поверхности, одинаковы с положениями канавок, сформированных на тыльной поверхности упомянутой стали.
5. Способ изготовления электротехнической листовой стали с ориентированной зеренной структурой, который включает
облучение упомянутой стали лазерным лучом для формирования канавок, каждая из которых проходит в направлении, пересекающем направление транспортировки, с предварительно заданными шагами PL в направлении транспортировки,
причем связь между величиной D стандартного отклонения и шагом PL удовлетворяет следующему соотношению (1), в котором величина D - это стандартное отклонение расстояний между линейно аппроксимированной прямой, полученной из осевой линии каждой канавки в направлении ширины канавки методом наименьших квадратов, и соответствующими положениями на осевой линии,
а средний угол, образованный между касательными в каждом из упомянутых положений на осевой линии и направлением, перпендикулярным направлению транспортировки, составляет от более, чем 0 до 30°,
Выражение 1:
0,02≤(D/PL) (1).
6. Способ по п. 5, в котором длина волны лазерного луча находится в диапазоне от 0,4 до 2,1 мкм.
| Устройство для защиты электрической сети с электродвигателями от тока короткого замыкания | 1978 |
|
SU748627A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ одноканального управления вентильным преобразователем и устройство для его осуществления | 1978 |
|
SU748626A1 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |

