Изобретение относится к обработке металлов давлением и может быть использовано в самолетостроении, ракетостроении, судостроении и других отраслях промышленности при изготовлении крупногабаритных заготовок деталей из плит.
Известны различные способы для обработки металлов давлением.
Известен акустопластический эффект (Blaha, В. Langeneckei // Naturwiss. Rundsch.-1955.- 42.- Н.20 - S. 556), который заключается в повышении пластичности материалов под действием ультразвука, экспериментально обнаруженный на ультразвуковых частотах. Акустопластический эффект, реализуется при одновременном воздействии ультразвука и статического нагружения в результате суммирования статических напряжений и динамических напряжений ультразвуковой волны. Ввод ультразвука в образец для формирования стоячей волны осуществляется через волновод в виде концентратора ультразвука, объединенного с ультразвуковым преобразователем. При длительном воздействии ультразвука наблюдается разрушение образцов. Длительное ультразвуковое воздействие приводит к повреждению материала при его формообразовании.
В качестве одного из аналогов предлагаемого способа формообразования детали можно рассматривать известный способ пластической деформации сплавов из алюминия (описание к патенту RU №2653741, МПК: C22F 1/047, опубликовано 14.05.2018). При реализации указанного способа пластическую деформацию сплавов из алюминия выполняют при одновременном воздействии механического нагружения, температуры и ультразвука, причем пластическую деформацию сплавов из алюминия осуществляют при внешнем ультразвуковом воздействии и одновременном достижении критических параметров деформационного структурного перехода, характеризуемых механическим напряжением от 90 до 200 МПа, температурным интервалом деформирования от 450 до 250°С, колебательной энергией акустической эмиссии не менее 15×10-12 В2 с.
Известный способ не решает технической проблемы повышения эффективности формообразования детали в результате присущих ему недостатков.
Создание в материале детали, нагретом до температуры 450-250°С, стоячих ультразвуковых волн позволяют активизировать упомянутый выше акустопластический эффект, но не устраняет повреждение материала в процессе формообразования. Наложение ультразвуковых волн повреждает материал формуемой детали и уменьшает его циклическую долговечность. Представленная в описании изобретения информация о росте энергии акустической эмиссии в процессе формообразования обнаруживает факт достижения предельной, с точки зрения сопротивления усталостному разрушению, нагрузки. При реализации приведенного способа материал повреждается в результате избыточного по величине и ненаправленного относительно эксплуатационной нагрузки акустического воздействия.
Кроме того, известен способ формообразования детали, которую при реализации способа получают из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu-Zr (описание к патенту RU №2396367, МПК: C22F 1/053, опубликовано 10.08.2010). При реализации способа осуществляют горячую прокатку слитка с получением заготовки, закалку, правку растяжением, предварительное старение и деформационное старение, совмещенное с формообразованием в режиме ползучести, предварительное старение заготовки проводят в две ступени, при этом на первой ступени нагрев проводят при температуре 95-115°С с выдержкой 3-10 ч, на второй ступени осуществляют нагрев при температуре 120-140°С с выдержкой 2-5 ч, а деформационное старение, совмещенное с формообразованием в режиме ползучести, проводят при температуре 145-165°С с выдержкой 5-10 ч и скорости деформирования не более 0,5%/ч.
Рассматриваемый способ не решает технической проблемы повышения эффективности формообразования детали в результате присущих ему недостатков.
Способ характеризуется трудностью выполнения регламентируемых требований к точности формы детали, так как указанные в способе характеристики технологического процесса не позволяют поверхности сохранить форму после снятии нагрузки из-за явления "распружинивания".
Другим недостатком данного способа является невозможность контроля остаточных деформаций, управления ими, в процессе однократного деформирования. О результате формообразования судят после окончания процесса деформирования.
Кроме этого, способ имеет узкое применение - в отношении сплава системы Al-Zn-Mg-Cu-Zr. Возможность его использовать для сплава иной системы отсутствует.
В качестве ближайшего аналога (прототипа) принят способ формообразования деталей, который применим в отношении деталей из плит и листовых заготовок, выполненных из высокопрочных алюминиевых сплавов (описание к патенту RU №2475322, МПК: B21D 11/20, опубликовано 20.02.2013). В ходе реализации формообразования осуществляют два этапа, на первом этапе осуществляют формообразование заготовки приближенно к окончательному контуру без нагрева, за счет механического деформирования с созданием напряжений сжатия поверхностного слоя на выпуклой стороне с интенсивностью и плотностью поверхности покрытия, достаточными для получения заданной кривизны, а на втором этапе придают окончательную форму посредством осуществления нагружения с нагревом до температуры формообразования и последующей выдержки при указанной температуре в зафиксированном состоянии до достижения релаксации напряжений и старения материала, при этом прикладывают напряжения растяжения, посредством которых уравновешивают и обеспечивают релаксацию ранее достигнутых напряжений сжатия.
Выбранный в качестве прототипа способ не решает технической проблемы повышения эффективности формообразования детали в результате присущих ему недостатков.
Недостатки способа-прототипа заключаются в следующем.
Во-первых, после формообразования заготовка подвержена распружиниванию. В результате обеспечивается низкая точность формообразования.
Во-вторых, указанные нагружение с нагревом осуществляют в режиме ползучести, не превышая предел упругости. Следует заметить, что эффект ползучести значительно уменьшается, если действительно нагружение не превышает предела упругости. Кроме того, если предел упругости нагретого материала не превышен, а деформирование не является неравновесным процессом, то деформации будут обратимыми, и, таким образом, формообразование будет невозможным. Под неравновесным процессом деформирования понимается процесс накопления необратимых деформаций при неизменных от времени и температур нагрузках.
В-третьих, в способе реализуема единственная возможность осуществления контроля - при создании поля остаточных деформаций в заготовке. Для способа характерно полное отсутствие контроля в отношении поля необратимых деформаций в процессе ползучести. Как следствие, о результате формообразования возможно судить лишь после окончания процесса формообразования. Недостаточность средств контроля приводит к значительным отклонениям от требуемой формы.
Кроме того, в описании способа указано, что формообразование деталей базируется на использовании эффекта ползучести, с помощью нагрева и дозированного изгибающего момента деталь подвергают формообразованию и в ней возникают равномерно распределенные растягивающие напряжения. Однако это противоречит тому, что при воздействии даже "дозированного" изгибающего момента одна часть волокон плиты растягивается, вторая часть - сжимается, а в средней части плиты присутствует слой, волокна которого только искривляются, но не испытывают ни растяжения, ни сжатия.
Разработка предлагаемого способа направлена на решение технической проблемы повышения эффективности формообразования детали за счет нижеследующего технического результата.
Достигаемым техническим результатом является:
- предотвращение возможного распружинивания материала детали;
- снижение повреждения материала при формообразовании;
- повышение точности формообразования;
- снижение усилий при формообразовании.
Указанный технический результат достигается способом формообразования детали, включающим нагрев и приложение к заготовке статического напряжения с циклической составляющей.
Сущность технического решения поясняется нижеследующим описанием и прилагаемыми чертежами.
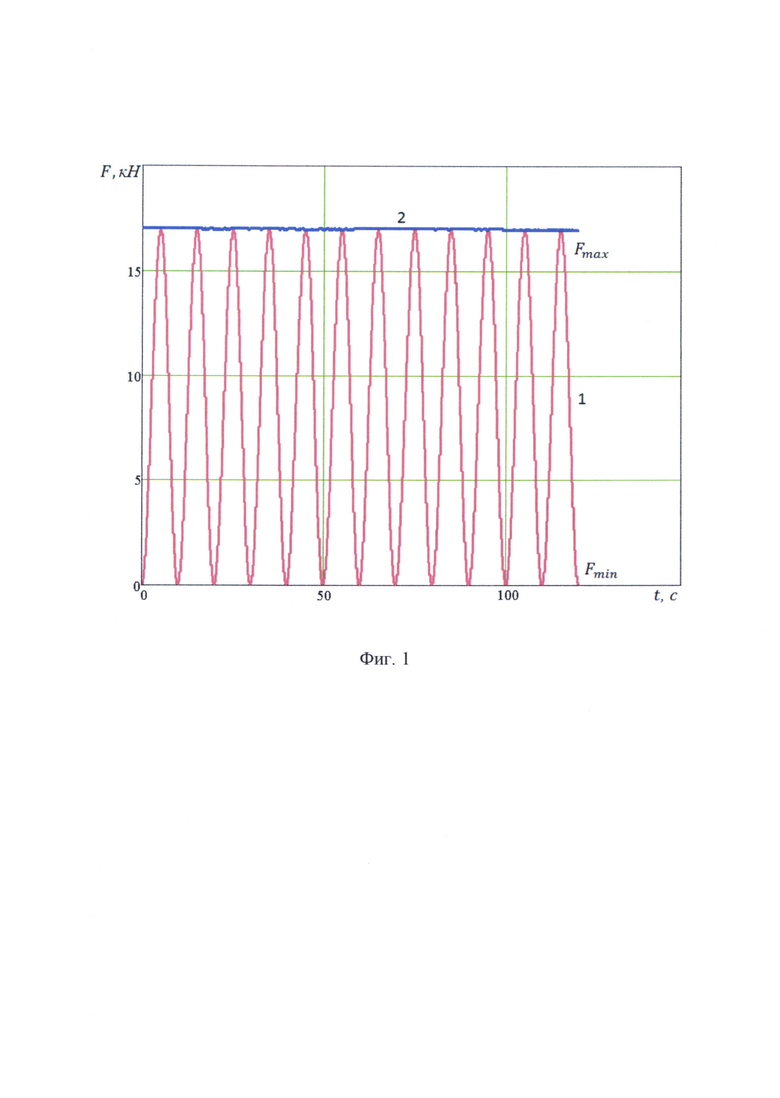
На Фиг. 1 представлены программы нагружения заготовок, где: 1 - нагружение с циклической составляющей; 2 - квазистатическое нагружение.
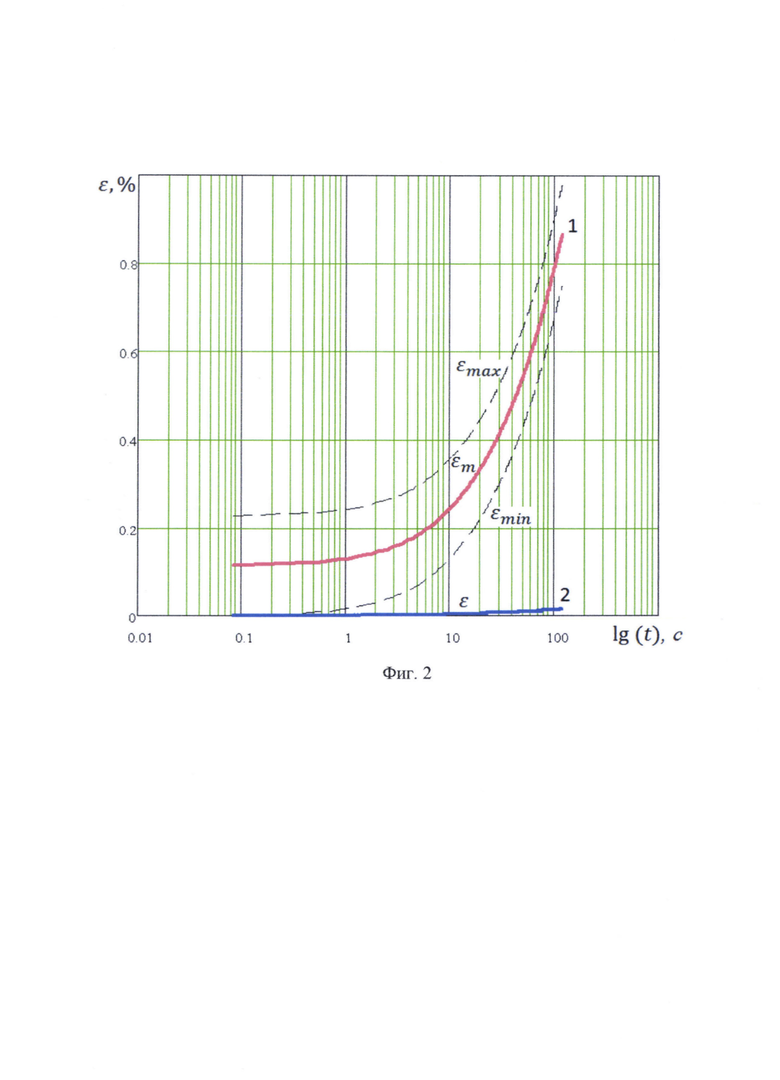
На Фиг. 2 приведена кинетика накопления деформаций, где 1 - кинетика накопления деформаций для нагружения с циклической составляющей; 2 - кинетика накопления деформаций для квазистатического нагружения.
На Фиг. 3 показан чертеж "малого" образца.
На Фиг. 4 показан чертеж "большого" образца.
На Фиг. 5 показан раскрой листового проката при изготовлении образцов: а) раскрой в долевом направлении проката; б) раскрой в поперечном направлении проката.
На Фиг. 6 приведены фотографии "больших" образцов после предварительного нагружения - а) образец №24, б) образец №15, в) образец №11, г) образец №22.
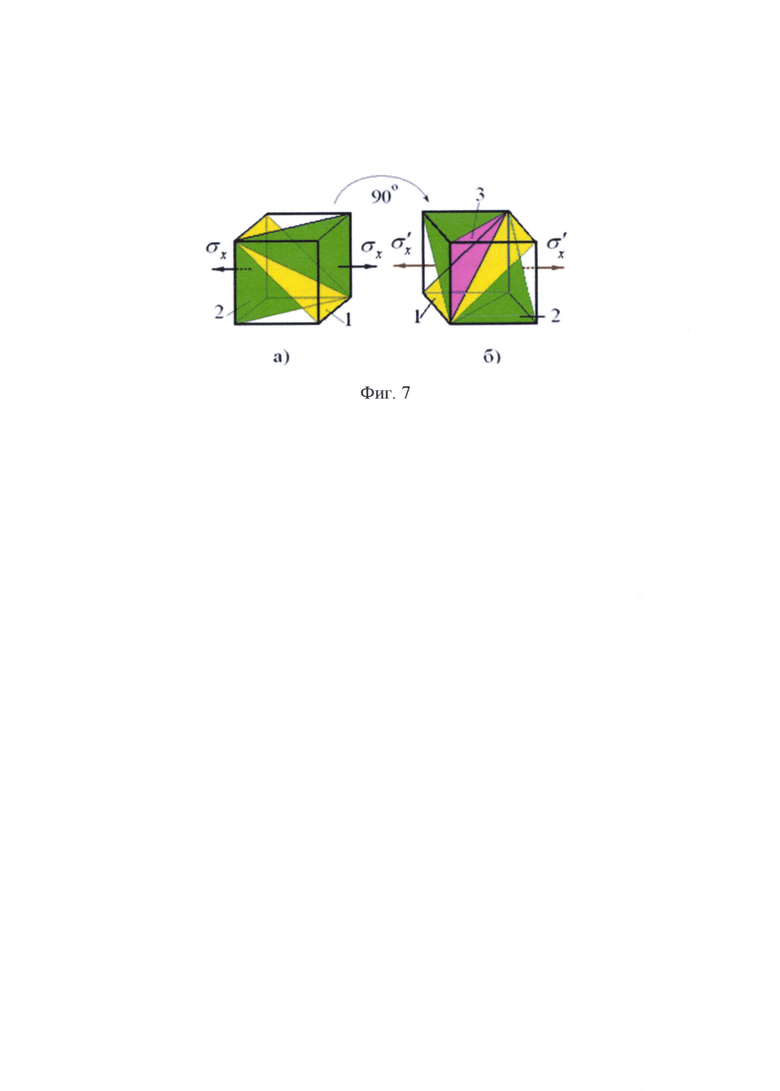
На Фиг. 7 показана трансформация площадок главных касательных напряжений после излома траектории нагружения на 90° - а) до излома, б) после излома, где: 5, 6 и 7-площадки главных касательных напряжений.
Достижение технического результата и решение технической проблемы предлагаемым способом обеспечивается следующим образом.
Техническим результатом предлагаемого решения является.
- формообразование детали путем активизации процесса циклической ползучести, который заключается в накоплении необратимых деформаций в металлических материалах, подвергнутых асимметричному циклу с меньшими усилиями нагружения;
- предотвращение возможного распружинивания материал детали.
Технический результат достигается способом формообразования путем прикладывания к заготовке формообразующих усилий в направлении, ортогональном эксплуатационным нагрузкам, которые имеют статическую и циклическую составляющие, ориентированные друг относительно друга параллельно, с необходимым соотношением амплитуд статических и циклических напряжений, а величину усилий и длительность их приложения определяют по величине накопленной необратимой деформации в контрольных точках. Причем, величина усилий и длительность их приложения определяется из эксперимента.
В предлагаемом способе формообразование выполняют за один этап и формообразуют заготовку в нагретом состоянии. Нагрев понижает характеристики сопротивления деформированию материала. Накопление необратимых деформаций в требуемом направлении создают нагружением материала статическими напряжениями. Нагружение материала статическими напряжениями с циклической составляющей цикла изменяет скорость накопления необратимых деформаций. Нагружение материала формообразующими статическими и циклическими напряжениями, направления которых параллельны, устраняет избыточное повреждающее воздействие. Нагружение материала статическими напряжениями с циклической составляющей цикла осуществляют в направлении, ортогональном эксплуатационному, и исключает повреждающее воздействие формообразующей нагрузки.
Подбор величины статической и циклической составляющих нагрузки, а так же длительности воздействия на заготовку создает требуемую остаточную деформацию.
Достижение технического результата обеспечивается механизмом неупругого формообразования, который реализуется в предлагаемом способе, является эффект циклической ползучести, заключающийся в накоплении необратимых деформаций в металлических материалах, подвергнутых асимметричному циклу мягкого нагружения. Основной движущей силой накопления деформаций является нелинейное кинематическое упрочнение материала (эффект Баушингера).
Таким образом, сочетание отличительных признаков в заявляемом способе создает существенный суммарный эффект, заключающийся в снижении силового воздействия при деформировании, возможности повышения точности формообразования за счет управления процессом накопления необратимых деформаций и измерения величины необратимых деформаций в контрольных точках.
Возможность реализации способа с достижением указанного технического результата поясняют нижеследующие примеры конкретного выполнения деформирования материала.
Пример 1.
Материал сталь марки Ст3. Деформирование выполнялось при постоянной температуре 293 К. Требовалось, не превышая значения предельной нагрузки 17 кН при осевом нагружении, создать осевые деформации в образце при квазистатическом нагружении и при нагружении имеющем статическую и циклическую составляющие.
В данном примере представлено испытание при комнатной температуре. Известно, что интенсивность процесса деформации увеличивается при повышении температуры.
Предлагаемый способ поясняется чертежами, где на фиг. 1 показана программы нагружения образцов, на фиг. 2 - кинетика осевых деформаций.
Из сопоставления зависимостей на фиг.2 следует, что циклическая нагрузка активизирует процесс циклической ползучести, заключающийся в накоплении необратимых деформаций в металлических материалах, подвергнутых асимметричному циклу мягкого нагружения.
Пример 2.
В данном примере описывается влияние на циклическую долговечность материала упрочняющих и разупрочняющих факторов, которые возникают при изломе траектории нагружения. Излом траектории нагружения материала на 90 градусов может происходить, когда эксплуатационное нагружение ортогонально нагружению, которое осуществляется в технологическом процессе формообразования заготовки. Излом траектории нагружения моделировался при испытании образцов свидетелей ("малых", фиг. 3), которые изготавливали из крупногабаритных образцов ("больших", фиг. 4) после их предварительного нагружения. В Примере 2 технологическое деформирование осуществлялось на 2 "больших" образцах, эксплуатационное - на "малых" образцах.
На фиг.5 показан раскрой листа прокатаД16 при изготовлении «больших» и "малых" образцов. Для учета возможной анизотропии листа исследование выполнялось на образцах, вырезанных в продольном и поперечном направлениях проката.
На фиг. 6 представлены разрушенные "большие" образцы с линиями разметки для изготовления малых образцов и маркировка "малых" образцов.
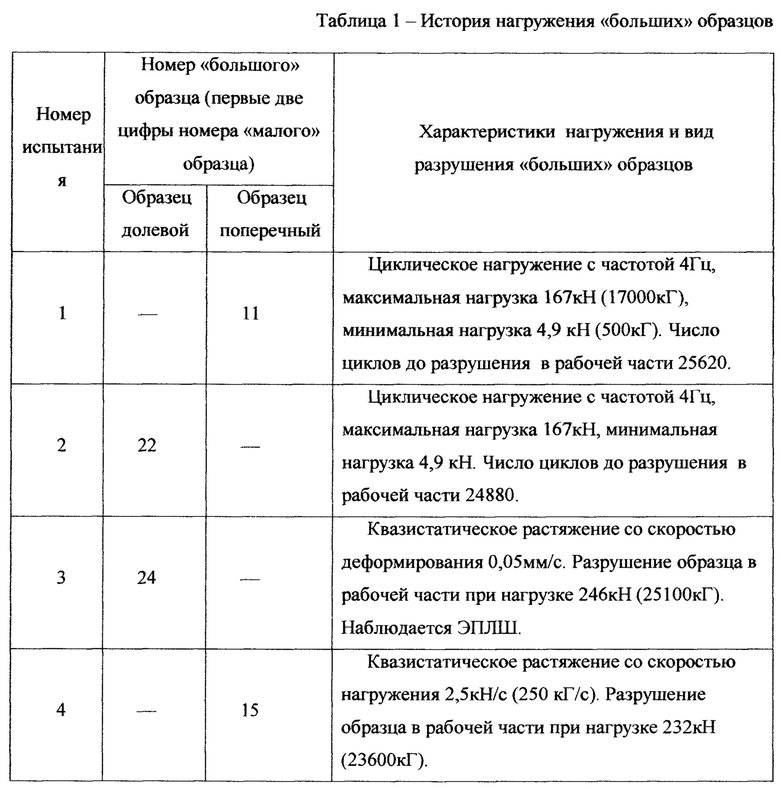
Из представленной таблицы видно, что на этапе предварительного деформирования материала в рабочей части "больших" образцов создавались различные деформированные состояния:
- В испытаниях 1, 2 предельное состояние было достигнуто, по условию выносливости (образец разрушался при циклическом нагружении от усталости).
- В испытаниях 3, 4 было достигнуто предельное состояние материала, по условиям статической прочности (образец разрушался при однократном квазистатическом нагружении).
Следует отметить, что деформирование образцов 15 и 24 (испытания 4 и 3 соответственно) выполнялось с различной скоростью и приводило к разным видам разрушения рабочих частей образцов.
При нагружении образца с высокой скоростью разрушение наблюдалось по поверхностям близким к расположению плоскостей действия главных касательных напряжений. Поверхности разрушения пересекали рабочую часть по линии, лежащей в плоскости образца, перпендикулярно продольной оси образца и под углом близким к 45° к оси на его боковой поверхности.
При нагружении образца с низкой скоростью на рабочей поверхности полированного образца образовывался поверхностный макрорельеф вследствие возникновения зон неустойчивой пластической деформации (эффекта Портевена-Ле Шателье (ЭПЛШ)), при жестком нагружении.
При изготовлении "малых" образцов из разрушенных "больших" образцов использовались те участки рабочих частей, которые в процессе развития разрушения (доламывании) не испытывали значительных неоднородных деформаций т.е. были отдалены от места разрушения.
В соответствии с принятой моделью деформирования считалось, что полученные таким способом образцы имеют разные деформационные и прочностные свойства в различных направлениях, т.е. анизотропные.
Полученные анизотропные "малые"образцы испытывали на выносливость.
Испытания на выносливость выполнялись на машине MTS-10 при мягком нагружении до разрушения. Частота нагружения была той же, что и при предварительном нагружении "больших" образцов- 4 Гц.
Максимальная сила гармонического цикла напряжений Pmax = 10,8кН (1100 кГс), минимальная сила Pmin = 300 H (32 кГс), средняя сила Pm = 5,5 кН (566 кГс).
Результаты испытаний "малых" образцов на выносливость, представлены в таблице 2.
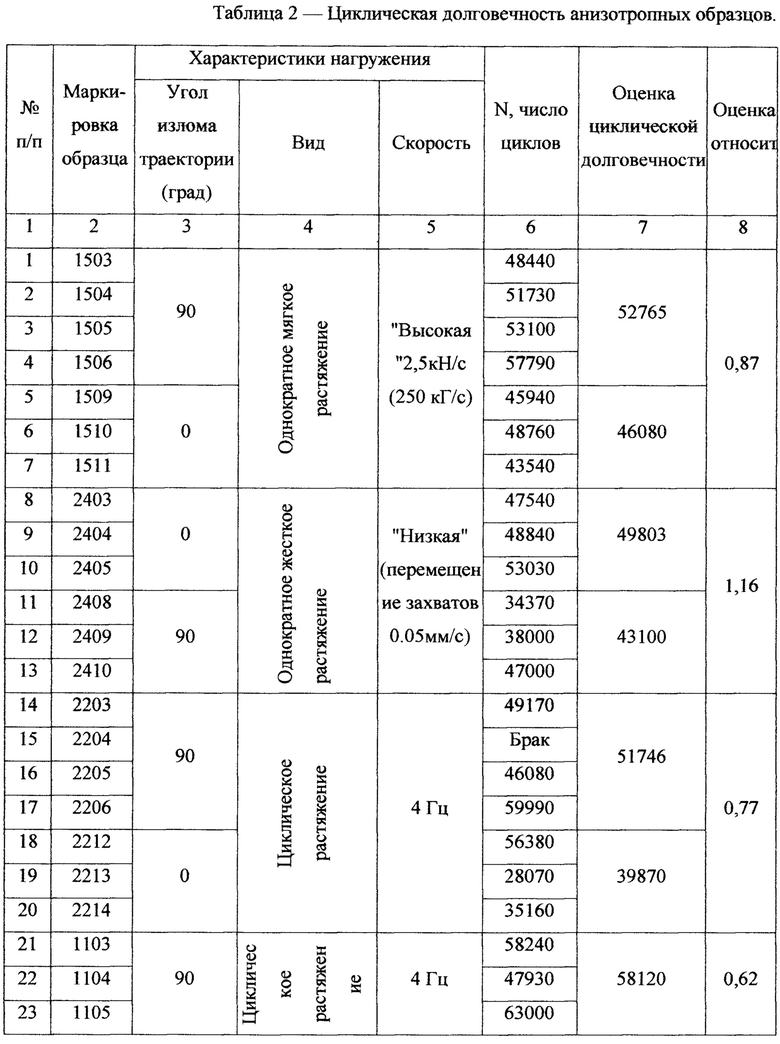

Из таблицы 2 видно:
- анизотропия сопротивления усталостному разрушению исходного материала не превосходит 6%;
- излом траектории нагружения в пространстве главных напряжений на 90° увеличивает сопротивление усталостному разрушению и остаточную долговечность материала на 27…38%, если предварительно нагружение циклическое, и на 13%, если предварительное нагружение статическое и выполняется с "высокой" скоростью (2,5 кН/с, табл.2);
- излом траектория нагружения в пространстве главных напряжений на 90° уменьшает сопротивление усталостному разрушению и остаточную долговечность материала на 16%, если предварительное нагружение статическое и выполняется с "низкой" скоростью (0,05 мм/с, табл. 2).
Обнаруженное в опытах возникновение анизотропии свойств материала после нагружений с "высокой" скоростью можно объяснить при помощи рисунка на фиг 7, где показано расположение площадок главных касательных напряжений до и после излома траектории нагружения.
Из фиг 7. видно, что после излома траектории нагружения на 90° пара площадок главных касательных напряжений 2 оказывается параллельна действующему нормальному напряжению σ'х. Микродефекты, которые концентрировались вдоль плоскостей скольжения 2, после излома траектории будут не опасными.
После излома траектории нагружения на 90° включаются в работу площадки 3, а направление сдвига на площадках 1 меняет знак. Наличие этих факторов нашло отражение в предлагаемом способе формообразования обеспечивает прирост долговечности материала.
Таким образом, излом траектории нагружения после формообразования позволяет увеличить циклическую долговечность материала. Для этого необходимо располагать формообразующее усилие ортогонально по отношению к эксплуатационному нагружению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования деталей | 1981 |
|
SU967613A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| Способ пластической деформации алюминия и его сплавов | 2019 |
|
RU2724209C1 |
| Способ пластической деформации металлов и сплавов | 2016 |
|
RU2639278C2 |
| Способ пластической деформации сплавов из алюминия | 2016 |
|
RU2653741C2 |
| Способ оценки механических свойств образца волокнистого материала при совместных растяжении и изгибе и устройство для его осуществление | 1989 |
|
SU1665273A1 |
| Способ пластической деформации алюминия и его сплавов | 2016 |
|
RU2661980C1 |
| Способ формообразования деталей | 1978 |
|
SU774696A1 |
| Способ определения предела выносливости листового материала | 2020 |
|
RU2748457C1 |
| Способ формообразования деталей из высокопрочных алюминиевых сплавов | 1980 |
|
SU933790A1 |



Изобретение относится к обработке металлов давлением и может быть использовано в самолетостроении, ракетостроении, судостроении и других отраслях промышленности при изготовлении крупногабаритных заготовок деталей из плит. Способ формообразования заготовки детали из плит включает нагрев заготовки до температуры формообразования в режиме ползучести, последующую выдержку заготовки при указанной температуре в зафиксированном состоянии до достижения релаксации напряжений. Формообразование заготовки выполняют за один этап. После нагрева заготовки, ее деформируют в нагретом состоянии путем прикладывания к заготовке формообразующих усилий в направлении, ортогональном эксплуатационным нагрузкам, которые имеют статическую и циклическую составляющие, ориентированные параллельно относительно друг друга, с необходимым соотношением амплитуд статических и циклических напряжений. Величину усилий и длительность их приложения определяют по величине накопленной необратимой деформации в контрольных точках. В результате обеспечивается предотвращение возможного распружинивания материала детали, снижение повреждения материала при формообразовании, повышение точности формообразования и снижение усилий при формообразовании. 7 ил., 2 табл., 2 пр.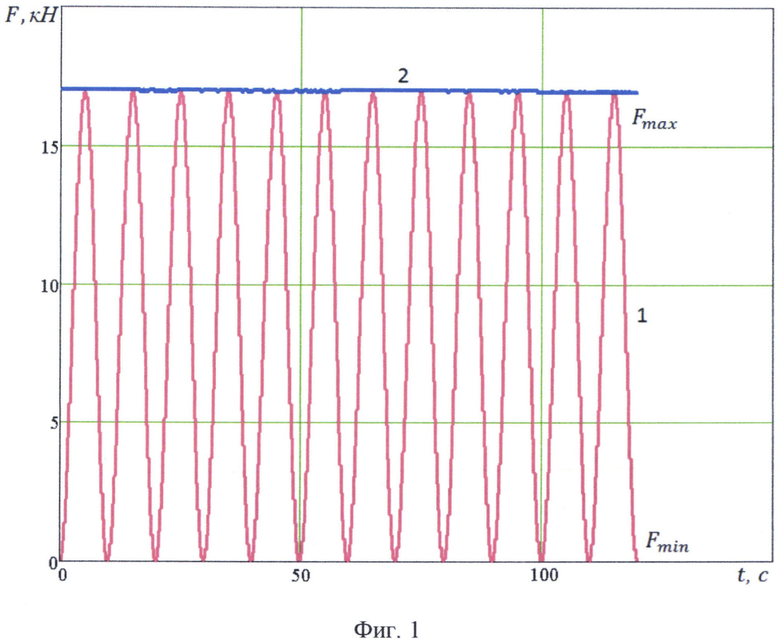
Способ формообразования металлической заготовки детали из плит, включающий нагрев заготовки до температуры формообразования в режиме ползучести, последующую выдержку заготовки при указанной температуре в зафиксированном состоянии до достижения релаксации напряжений, отличающийся тем, что формообразование заготовки выполняют за один этап, после нагрева заготовки, ее деформируют в нагретом состоянии путем прикладывания к заготовке формообразующих усилий в направлении, ортогональном эксплуатационным нагрузкам, которые имеют статическую и циклическую составляющие, ориентированные параллельно относительно друг друга, с необходимым соотношением амплитуд статических и циклических напряжений, а величину усилий и длительность их приложения определяют по величине накопленной необратимой деформации в контрольных точках.
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| RU 2056197 C1, 20.03.1996 | |||
| Способ изготовления гнутых профилей | 1985 |
|
SU1291240A1 |
| СПОСОБ ГИБКИ С РАСТЯЖЕНИЕМ | 1986 |
|
RU1439825C |
| US 4329862 A1, 18.05.1982. | |||

