1129
Изобретение относится к обработке металлов давлением, в частности к способам изготовления профилей.
Цель изобретения - повышение качества профилей за счет выравнивания механических свойств по длине и пгефи не профиля.
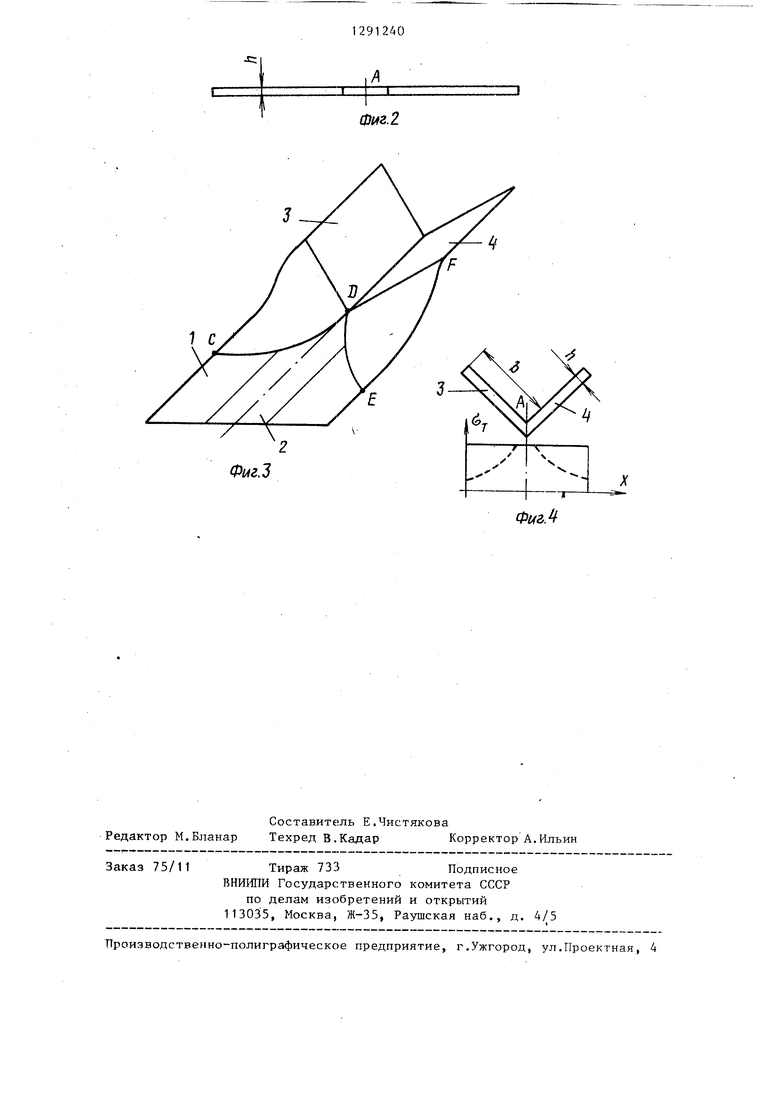
На фиг.1 показан гофрированный лист; на фиг.2 - плоский лист; на фиг.З - схема формирования уголка; на фиг.Д - конечная форма и эпюра величин предела текучести по сечению профиля.
Первая операция состоит в том, что плоский лист подвергают по его ширине профилировке путем гофрирования участков 1 заготовки, оставляя плоскими участки 2 последующего профильного изгиба. Эту операцию осуществляют обычно при комнатной температуре 20-30 С. Затем осуществляют вторую операцию: пропускают лист через гладкие валки и выпрямляют его (или через валки с небольшими выступами обратного знака, чтобы учесть упругое восстановление формы). Вторую операцию, как и первую, производят при комнатной температуре. Суммарная пластическая деформация в первых двух операциях равна 0,30 0,45, а в каждом из них, соответственно § 0,15-0,225. При изгибе
, 0,15-0,225,
/3,3-2,2/h.
Таков радиус дуг образующих гофрированные участки профиля (2,2-3,3) его толщины. Третья операция состоит в профилировке конечной заготовки - уголка с полками 3 и 4 в одной клети или в многоклетьевом профилегибочном стане. Полки 3 и 4 поворачивают вокруг оси АВ и при этом наиболее сильн упрочняется участок 2 - у зоны перегиба. При этом величины пределов текучести на участках 2 и 1 выравниваются. При изготовлении профилей известными методами среднее по длине профиля упрочнение - повышение предела т.екучести участков 1 составляет 6-10%, а участка 2 шириной, равной 1-3 толщины листа у оси АВ (у зоны продольного изгиба) 36-55% (пунктир, фиг.4).
Различие величин предела текучести составляет 30-45% и именно такую
02
деформацию сообщают в предлагаемом способе участкам 1 до профилировки изгибом вокруг оси АВ, что позволяет выравнять пределы текучести по длине
профиля (фиг.4, сплошная линия).
Это определяет оптимальность выбранных величин деформации, поскольку меньшая, чем 30%, степень деформации при гофрировании и последующем выпрямлении листа не обеспечивает выравнивания предела текучести по периметру. В то же время, если в первых двух операциях степень деформации, превьш ающая верхний предел, 45%, то боковые участки 1 имеют более высокие величины предела текучести, чем зона 2, в которой осуществляется продольньш изгиб при профилировке. Ширина участка 2 равна 1-3 толщины. Если ее уменьшить, то появляются зоны, в которых деформация при гофрировании, правке и пocлeдyюD eм продольном изгибе суммируются, образуя зоны увеличенных значений Q . Превышение размеров этой зоны более 3h приводит к тому, что появляются участки с различными значениями б, где упрочнение не достигнуто, ни при гофрировании, ни при правке, ни при последующем продольном изгибе.
Четвертая операция заключается в том, что профиль разрезают на мерные длины и подвергают правке или вальцовке, если он идет на изготовление металлорукавов.
При профилировании с изгибом обоих) полок 3 и, 4 поворотом уча стков 1 вокруг АВ пластические зоны распространяются от линии CD и EF по всей ширине листа b. В ряде случаев целесообразно часть листа, соответствующую полке 4, пропустить через
клеть, не деформируя ее (не подвергая изгибу на 45 - при получении прямоугольного уголка), а полку 3 повернуть на удвоенный угол (например, не на 45 , а на 90°). При этом
пластическая зона от СП распростра- нится только на ширине 0,5h. Конечно, мощность для изгиба с поворотом на 90° выше, чем мощность на 45°, но не в два раза. Мощность для профилировки полки (3 рши 4) с поворотом на угол-о равна
N 1,15((2 +tg|), где V - скорость.
Если изгибают две полки на 45° , то мощность равна
,35((2+tg22 ,5°) 5,56 Vbh
а если изгибают только одну полку на угол с( 90 , то мощность в 1,59 раз меньше.
Асимметричная деформация при профилировке с поворотом только одной полки (на удвоенный угол) существенн выгоднее с точки зрения расхода энергии, чем симметричная с поворотом двух полок (на меньшие в два раза углы). Гнутые профили выгоднее получать асиммтеричной по ширине профиля деформацией.
Пример. Из стального листа (сталь 45) толщиной Ь 4,Ь 80мм профилируют заготовку (углового профиля) с углом d. 45°. На участке 2,5 h 10 мм, центральный участок профилу оставляют плоским, а остальные - шириной 35 мм каждый гофрируют изгибая по дугам окружностей радиусами R 3h 12 мм со степенью де- h 1 2R 6
ления весь лист стал плоским, но боковые участки были уже упрочнены соответственно степени деформации Р 33%. После этого изгибом получают из плоского листа угловой профиль со средней по боковым участкам степенью деформации 6-7%, т.е. до 6 7 39-40%, а средний участок 1 у вершины уголка получает такую же степень деформации при профилировке, что и обеспечивает равную по ширине профиля степень упрочнения и однородность величин предела текучести, определяющих дальнейшие эксплуатационные качества заготовок.
формации
После распрям
Предлагаемый способ позволяет получить профильные заготовки методом холодной пластической деформа15
5
0
5
30
35
0
5
цин, например металлорукава с одинаковыми по всему профилю свойствами материала. В результате улучшаются эксплуатационная прочность металла, долговечность и надежность изделий.
Формула изобретения
1.Способ изготовления гнутых профилей, содержащих по меньшей мере одно место изгиба, включающий предварительную деформацию заготовки изгибом, последующее выпрямление изогн тьгх участков и формовку профиля подгибкой его плоских элементов с образованием криволинейных зон изгиба, отличающийся тем, что, с целью повьш1ения качества профилей за счет выравнивания механи- ческих свойств по всему профилю, предварительную деформацию осуществляют на участках будущих плоских элементов профиля путем их гофрирования, оставляя недеформированными участки будущих мест изгиба, а подгибку плоских элементов профиля осуществляют после выпрямления ранее изогнутых участков, при этом величину радиуса кривизны гофров определяют из соотношения
R (2,2-3,3)8,
а ширину недеформированных участков при предварительном изгибе определяют из соотношения
b (1-3)8, где b - ширина недеформированных
участков, мл;
R - радиус кривизны гофров, мг; S - толщина заготовки, мг.
2.Способ ПОП.1, отличающийся тем, что формовку профилей с одним местом изгиба осуществляют поворотом относительно продольной оси одного из плоских элементов профиля.
В X.
1 С
Фиг.З
Фиг.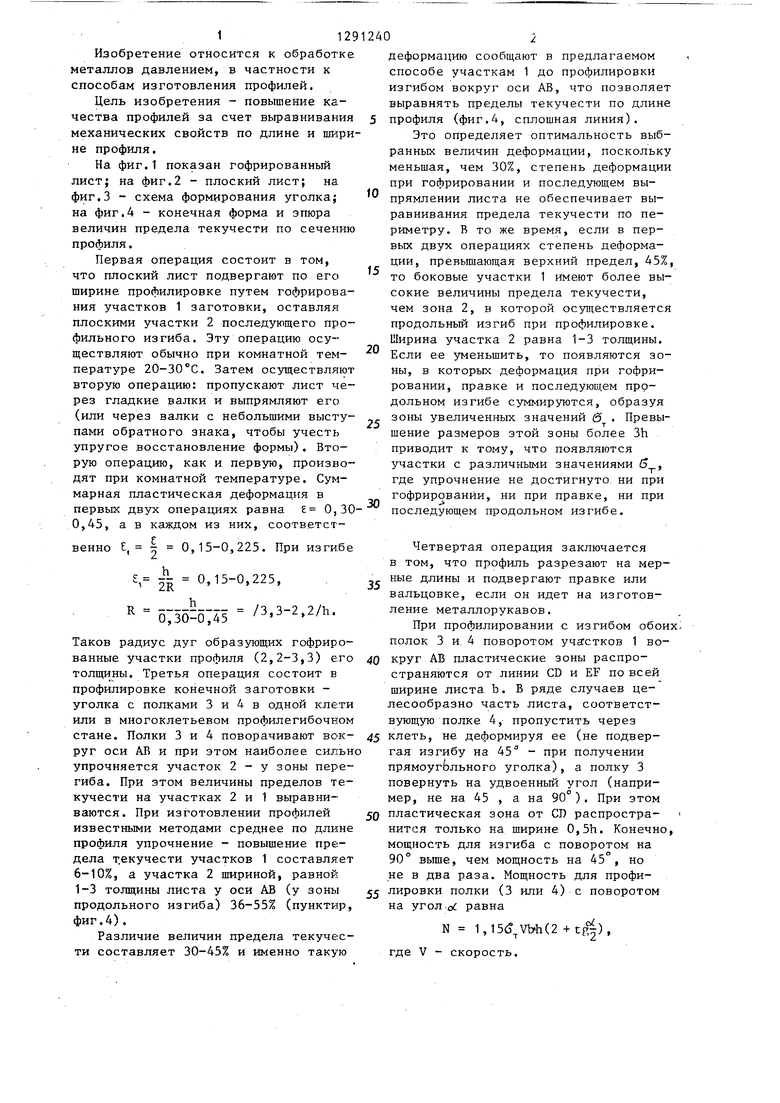
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1683837A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1396356A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления гнутых профилей. Целью изобретения является повышение качества профилей за счет вьфавнивания механических свойств по всему профилю. Плоский лист подвергают по ширине профилировке путем гофрирования его концевых участков. Затем выпрямляют лист и осуществляют подгибку полок профиля. Ширина плоского центрального участка составляет 1-3 его ширины, а величина степени деформирования (30-45)%. Способ позволяет получать профильные заготовки методом холодной пластической деформации. В результате улучшается прочность изделий, их долговечность и надежность. 1 з.п.ф-лы, 4 ил. с (р N9 QD ийь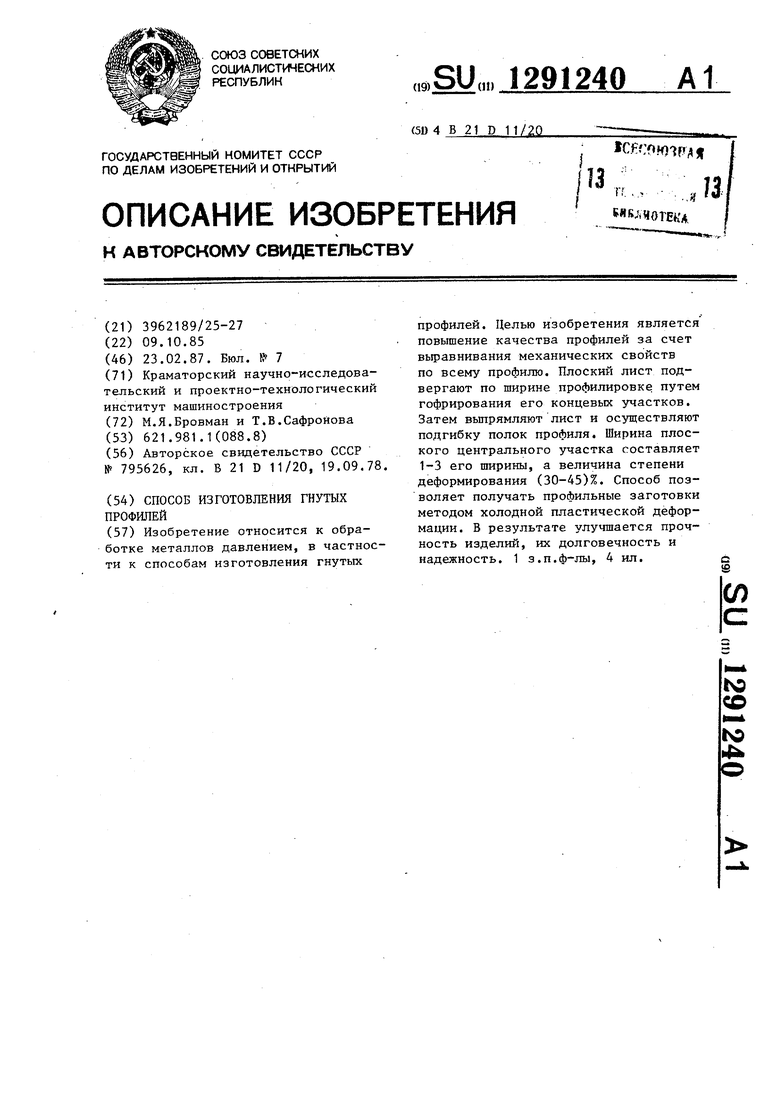
| Способ изготовления гнутых про-филЕй из лиСТОВОй зАгОТОВКи | 1978 |
|
SU795626A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
